


- Home /
- Publicaciones de patentes /
- MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS
Patente nacional por "MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS"
Este registro ha sido solicitado por
UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA
a través del representanteELISABET TORNER LASALLE
Contacto
- Estado: Caducada
- País:
- España
- Fecha solicitud:
- 25/11/2020
- Número solicitud:
-
P202031182
- Número publicación:
-
ES2912414
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA
- Datos del representante:
-
Elisabet Torner Lasalle
- Clasificación Internacional de Patentes:
- B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64
- Clasificación Internacional de Patentes de la publicación:
- B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2912414_A11. Un método de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo para implantes dentales endoóseos, en donde el método comprende: a) generar una piscina de material fundido en una región de la superficie de un sustrato mediante la incidencia de un haz de energía; b) mover dimensionalmente el haz de energía en relación con el substrato; c) suministrar unos elementos que conforman la aleación en la piscina de material fundido, de modo que los elementos quedan completamente fundidos en la piscina; d) desplazar el haz de energía en relación con el sustrato, de modo que una parte de los elementos fundidos se solidifican; y e) regular una potencia del haz de energía en un cierto rango, de modo que dicha solidificación da como resultado una estructura densa, homogénea, con una microestructura que presenta una orientación cristalográfica controlada y un módulo elástico anisótropo. 2. Método según la reivindicación 1, en donde el módulo elástico en una dirección vertical correspondiente al eje z es menor a 75 GPa y en un plano xy es superior a 95 GPa. 3. Método según una cualquiera de las reivindicaciones anteriores, en donde el haz de energía es generado por una fuente de luz láser, en donde la fuente de luz comprende: una fuente láser de CO2, CO, N2, Nd:YAG, Er, Yb, Tm, Ho, Nd:glass, Er:glass, Nd:YVO4, Rubí, HeNe, HeCd, HeHg, Ti:Zafiro, Cu, I, Ar, Kr, un láser de diodo, un láser de fibra, un láser de disco, un láser químico, un láser de excímero, un láser de alejandrita, un láser de esmeralda, un láser de estado sólido, un láser de gas, un láser de colorante, un láser de semiconductor o un láser de electrones libres. 4. Método según la reivindicación 1 o 2, en donde el haz de energía comprende un haz de electrones. 5. Método según la reivindicación 1 o 2, en donde el haz de energía es generado por un arco eléctrico. 6. Método según la reivindicación 1 o 2, en donde el haz de energía comprende un haz de iones, una proyección de plasma o una proyección de microplasma. 7. Método según una cualquiera de las reivindicaciones anteriores, en donde los elementos que conforman la aleación se suministran en forma de polvo y/o en forma de hilo. 8. Método según una cualquiera de las reivindicaciones anteriores, en donde los elementos que conforman la aleación se suministran prealeados. 9. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una composición igual que la composición de la estructura que se produce. 10. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una textura cristalográfica no aleatoria. 11. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una textura cristalográfica tipo fibra. 12. Método según una cualquiera de las reivindicaciones anteriores, en donde el método se realiza en vacío o en una cámara de atmósfera inerte con una cantidad de O2 regulada. 13. Método según una cualquiera de las reivindicaciones anteriores, en donde el método se realiza bajo un gas protector que fluye de manera laminar o en gran parte laminar en la región de la superficie de un sustrato. 14. Método según una cualquiera de las reivindicaciones anteriores, que comprende además precalentar el substrato hasta una temperatura determinada. 15. Método según la reivindicación 14, en donde el precalentamiento del substrato se lleva a cabo de manera inductiva. 16. Método según una cualquiera de las reivindicaciones anteriores, que comprende además tratar la estructura formada térmicamente para reducir tensiones internas en la misma y/o para homogeneizar su composición y/o para eliminar o reducir la presencia de fases cristalinas no deseadas. 17. Una estructura obtenida por el método de las reivindicaciones 1 a 16. 18. Estructura según la reivindicación 17, que presenta una textura cristalográfica tipo fibra.
Los productos y servicios protegidos por este registro son:
B22F 10/25 - B22F 12/41 - B22F 12/46 - B22F 12/53 - B29C 64/268 - B29C 64/153 - B29C 64/371 - B22F 10/64
Descripciones:
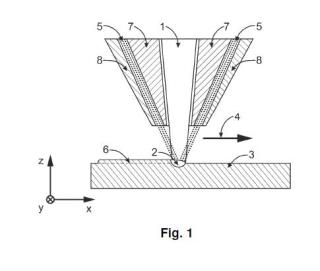
+ ES-2912414_A1 MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS CAMPO DE LA TÉCNICA La presente invención se enmarca dentro de las técnicas de fabricación aditiva para producir estructuras de aleación de titanio de tipo beta para implantes dentales endoóseos. La técnica descrita en la presente invención permite fabricar estructuras de aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. Las estructuras producidas con esta técnica se pueden emplear para fabricar implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. ANTECEDENTES DE LA INVENCIÓN El uso de implantes dentales endoóseos en las sociedades industrializadas se incrementa conforme aumenta la esperanza de vida de la población. Debido al envejecimiento de la población, estos elementos son cada vez más necesarios para mejorar la calidad de vida de los pacientes. La mayor parte de los implantes dentales endoóseos están fabricados de titanio comercialmente puro y aleaciones de titanio biocompatible. Sin embargo, la biocompatibilidad biológica y mecánica de estos biomateriales aún debe ser mejorada. En el caso de los implantes dentales endoóseos, la correcta osteointegración es un requisito importante para garantizar su funcionamiento. Tras la intervención quirúrgica necesaria para la colocación de un implante, la osteointegración es un fenómeno biofísico que produce la unión del titanio con la estructura ósea a nivel molecular. Este fenómeno ocurre durante el período de cicatrización de los tejidos intervenidos y hace que el implante se fije al tejido óseo y se integre adecuadamente. Para evitar el fallo de los implantes dentales endoóseos es necesario lograr una estabilidad permanente del tejido óseo alrededor del implante. Hay varios factores que dictan la formación de hueso alrededor del implante, tales como el material, el diseño del implante, los factores biomecánicos, la carga eléctrica de la superficie, la composición química de la superficie y la topografía de la superficie. En relación al material de los implantes dentales endoóseos, en la actualidad, una de las limitaciones principales a la hora de lograr la osteointegración es la diferencia entre el módulo elástico del implante y el del hueso. El modulo elástico del hueso está en el rango de 14-20 GPa, mientras que los materiales más utilizados en implantes dentales endoóseos están 2 en el rango de 100-110 GPa. La rigidez de los implantes produce el apantallamiento al esfuerzo o stress shielding. El apantallamiento al esfuerzo consiste en que la carga mecánica habitual que soporta el hueso es transferida al implante, que es más rígido (Ley de Wolf) ; el resultado es una reducción en la densidad ósea (osteopenia) que da lugar a la pérdida del implante. Una de las estrategias propuestas más recientemente para resolver este problema, es el uso de un implante dental de material biocompatible con un bajo módulo elástico, similar al del hueso. Por este motivo, las aleaciones de titanio de tipo beta se han convertido en uno de los materiales de implantes dentales endoóseos más atractivos. Las aleaciones de titanio de tipo beta se caracterizan por contener una cantidad suficiente de elementos beta-estabilizadores para asegurar que su fase cristalina principal es Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . De las muchas aleaciones de titanio de tipo beta desarrolladas recientemente, se cree que la aleación Ti15Mo5Zr3Al (% en masa) es uno de los candidatos más prometedores debido a sus propiedades mecánicas: un bajo módulo elástico, aproximadamente 85 GPa, una resistencia a la tracción en el rango de 900-1000 MPa, un alargamiento de aproximadamente un 20%, y una buena resistencia a la corrosión. El Ti15Mo5Zr3Al es la única aleación de titanio de tipo beta que ha sido permitida para su uso como biomaterial por la Organización Internacional de Normalización (ISO) hasta la fecha (ISO 5832-14) . En el reciente desarrollo de materiales para implantes dentales endoóseos, la reducción del módulo elástico es de considerable importancia para prevenir la reabsorción ósea causada por la diferencia entre los módulos elásticos del material del implante y el del hueso. El módulo elástico del Ti15Mo5Zr3Al (85 GPa) es más bajo que el del Ti comercialmente puro (100 GPa) o que el de la aleación Ti6Al4V (110 GPa) , que se utilizan ampliamente como materiales de implantes, pero sigue siendo significativamente más alto que el del hueso humano (14-20 GPa) . Una mayor reducción del módulo elástico es necesaria y existen innumerables nuevas propuestas de aleaciones de titanio biocompatibles con bajo módulo elástico. Otra nueva propuesta para reducir el módulo elástico de los implantes dentales endoóseos se basa en controlar su textura cristalográfica y fabricar implantes con un módulo elástico anisótropo, de tal forma que el módulo elástico de la estructura sea menor en, al menos, una dirección determinada. El módulo elástico es conocido por mostrar una dependencia con la orientación cristalográfica, incluso en estructuras cristalinas que presentan una alta simetría como la del titanio de tipo beta, que es Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . De hecho, se ha demostrado una fuerte dependencia del módulo elástico con la orientación cristalina para la aleación Ti15Mo5Zr3Al, con el valor más alto (120 GPa) a lo largo de la dirección cristalina <111> y el valor más bajo (44, 4 GPa) a lo largo de la dirección ristalina <001>. En este caso, el valor más bajo es muy próximo al de los huesos humanos. Esta misma dependencia ha sido demostrada para otras aleaciones de titanio de tipo beta. En la práctica, uno de los retos de la generación de los implantes dentales endoóseos con textura cristalográfica controlada y con módulo elástico anisótropo reside en la necesidad de nuevos procesos para producirlos. En la solicitud de patente JP2017171985A se propone un método para producir una estructura que contenga una aleación de titanio de tipo beta con bajo módulo elástico. El método descrito en ese documento es una técnica de fabricación aditiva que comprende dos pasos: un primer paso en el que un material en forma de partículas se suministra y se deposita sobre una superficie formando un lecho de polvo; y un segundo paso donde una fuente de calor de alta energía escanea el lecho de polvo para fundir el material y generar una capa solida. Estos pasos se repiten alternativamente para fabricar una estructura capa a capa. Preferiblemente, esta técnica se lleva a cabo controlando la dirección de escaneo de la fuente de calor para controlar la textura cristalográfica de la estructura generada. No obstante, esta técnica presenta algunas limitaciones: se realiza en dos pasos, lo que reduce la tasa de deposición de material y el material de aporte sólo se puede suministrar en forma de partículas. Además, es necesario controlar la dirección de escaneo para controlar la textura cristalográfica lo que puede suponer una limitación en las aplicaciones del método. Por lo tanto, existe la necesidad en el estado de la técnica de nuevos métodos de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. En particular, resulta necesario un nuevo método de fabricación aditiva que permita una mayor tasa de deposición de material que el propuesto hasta ahora. Además, es necesario un método que no esté limitado al aporte de material en forma de partículas y que permita suministrar el material empleando otras preformas. Por último, es de interés que el control de la textura cristalográfica se realice por un mecanismo diferente al control de la dirección de escaneo. BREVE DESCRIPCIÓN DE LA INVENCIÓN La presente invención proporciona una técnica de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta para implantes dentales endoóseos. Esta técnica permite fabricar estructuras densas y homogéneas de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. Para ello, en un ejemplo de realización, el método comprende generar una piscina de material fundido en una región de la superficie de un sustrato mediante la incidencia de un haz de nergía; mover dimensionalmente el haz de energía en relación con el substrato; suministrar unos elementos que conforman la aleación en la piscina de material fundido, de modo que los elementos quedan completamente fundidos en la piscina; desplazar el haz de energía en relación con el sustrato, de modo que una parte de los elementos fundidos se solidifican; y regular una potencia del haz de energía en un cierto rango. La citada solidificación da como resultado una estructura densa, homogénea, con una microestructura que presenta una orientación cristalográfica controlada y un módulo elástico anisótropo. En un ejemplo de realización, el módulo elástico en la dirección vertical (es decir, en el eje z) es menor que en el plano xy. En particular, el módulo elástico en el eje z es menor a 75GPa mientras que en el plano xy es superior a 95GPa. Alternativamente, el método propuesto también se podría utilizar para producir estructuras cuyo módulo elástico sea, en alguna dirección, menor que el módulo elástico de una estructura similar, del mismo material, con textura cristalográfica aleatoria y con módulo elástico isótropo. En un ejemplo de realización, el haz de energía es generado por una fuente de luz láser, por ejemplo, de CO2, CO, N2, Nd:YAG, Er, Yb, Tm, Ho, Nd:glass, Er:glass, Nd:YVO4 , Rubí, HeNe, HeCd, HeHg, Ti:Zafiro, Cu, I, Ar, Kr, un láser de diodo, un láser de fibra, un láser de disco, un láser químico, un láser de excímero, un láser de alejandrita, un láser de esmeralda, un láser de estado sólido, un láser de gas, un láser de colorante, un láser de semiconductor o un láser de electrones libres, entre otros. En un ejemplo de realización, se utiliza como fuente de energía un haz de electrones. En un ejemplo de realización, se utiliza como fuente de energía un arco eléctrico. En un ejemplo de realización, se utiliza como fuente de energía un haz de iones, una proyección de plasma o una proyección de microplasma. En un ejemplo de realización, los elementos que conforman la aleación se suministran en forma de polvo y/o en forma de hilo. En un ejemplo de realización, los elementos que conforman la aleación se suministran prealeados. En un ejemplo de realización, el substrato presenta la misma composición que la estructura que se fabrica. En un ejemplo de realización, el substrato presenta una textura cristalográfica no aleatoria. En un ejemplo de realización, el substrato presenta una textura cristalográfica tipo fibra. En un ejemplo de realización, el proceso se realiza en vacío o en una atmósfera cuya cantidad de O2 está regulada. En un ejemplo de realización, el proceso se realiza bajo un gas protector, con el gas protector preferiblemente fluyendo de manera laminar o en gran parte laminar en la región del proceso. En un ejemplo de realización, el substrato se precalienta a una temperatura determinada. En un ejemplo de realización, el precalentamiento del substrato se lleva a cabo de manera inductiva. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para reducir las tensiones internas. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para homogeneizar su composición. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para eliminar o reducir la presencia de fases cristalinas no deseadas. También son objeto de la presente invención las estructuras producidas con el método descrito. En un ejemplo de realización, la estructura presenta una textura cristalográfica tipo fibra. Particularmente, las estructuras producidas con esta técnica se pueden emplear para fabricar implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. El método de fabricación aditiva con las características descritas permite suministrar los elementos que conforman la aleación de forma simultánea con la energía requerida por el proceso, con lo que se logra incrementar la tasa de deposición de material con respecto a otras técnicas de fabricación aditiva que se han empleado para el mismo propósito. Además, el suministro de los elementos que conforman la aleación se puede realizar en forma de partículas, hilo u otras preformas, lo que lo hace más versátil. Por otro lado, en este método, el control de la entrada de energía es lo que permite generar una piscina de material fundido sobre el substrato, y además, permite que este material solidifique formando una microestructura con una orientación cristalográfica controlada de tal forma que la estructura final presente un módulo elástico anisótropo. Tal como se usa en el presente documento, el término "fabricación aditiva" se refiere al proceso de unión de materiales para fabricar objetos tridimensionales, en general capa a capa, en contraposición con otros métodos de fabricación sustractiva. Tal como se usa en el presente documento, el término "aleación de titanio de tipo beta" se refiere a una aleación que contiene al menos un 50% de titanio en porcentaje atómico y contiene uno o más elementos beta-estabilizadores (tales como Nb, Ta y/o Mo) añadidos en cantidad suficiente con la finalidad de estabilizar a temperatura ambiente la fase cristalina beta. Además, puede contener otros elementos con el fin de mejorar las propiedades de la estructura fabricada, tales como Zr, Hf, Sn, Al, N, C y/o O. También puede contener trazas de otros elementos considerados impurezas que son inevitables. Tal como se usa en el presente documento, el término "elemento beta-estabilizador" se refiere a un elemento que, cuando se incorpora en cantidad suficiente a la aleación de titanio, asegura que se retiene aproximadamente el 100% (en volumen) de la fase cristalina beta metaestable tras un proceso de templado. Tal como se usa en el presente documento, el término "fase cristalina beta" se refiere a una fase con una estructura cristalina Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . Tal como se usa en el presente documento, el término "textura cristalográfica aleatoria" se refiere a que una estructura metálica está formada en más de un 50% (en volumen) por granos cristalinos equiaxiales que presentan una orientación aproximadamente aleatoria. Tal como se usa en el presente documento, los términos "textura cristalográfica controlada" o "textura cristalográfica no aleatoria" se refiere a que una estructura metálica está formada por granos cristalinos que presentan una orientación no aleatoria y estos representan más de un 50% (en volumen) de la pieza, o más de un 55%, o más de un 60%, o más de un 65%, o más de un 70%, o más de un 75%, o más de un 80%, o más de un 85%, o más de un 90%, o más de un 95% en volumen. Tal como se usa en el presente documento, el término "textura cristalográfica tipo fibra" se refiere a que una estructura metálica tiene una textura cristalográfica no aleatoria, que se caracteriza porque: la mayoría de los granos cristalinos están orientados de tal forma que una dirección cristalina <hkl> es aproximadamente paralela, o tiene un ángulo de desviación inferior a 10°, respecto a una dirección de la estructura metálica. Tal como se usa en el presente documento, el término "módulo elástico anisótropo" se refiere a que una estructura metálica tiene un módulo elástico que varía en función de la dirección, de tal forma que el mayor módulo elástico es al menos un 10% superior al menor módulo elástico. Tal como se usa en el presente documento, el término "aproximadamente" significa una ligera variación del valor especificado, preferiblemente dentro del 10% del valor especificado. No obstante, el término "aproximadamente" puede significar una tolerancia mayor de la variación dependiendo, por ejemplo, de la técnica experimental usada. Un experto en la técnica entiende dichas variaciones de un valor especificado y están dentro del contexto de la presente invención. Además, para proporcionar una descripción más concisa, algunas de las expresiones cuantitativas facilitadas en el presente documento no se cualifican con el término "aproximadamente". Se entiende que, tanto si se usa explícitamente el término "aproximadamente" como si no, se pretende que todas las cantidades facilitadas en el presente documento se refieren al valor real dado, y también se pretende que se refieran a la aproximación a tal valor dado que se deduciría razonablemente basándose en la experiencia habitual en la técnica, incluyendo equivalentes y aproximaciones debido a las condiciones experimentales y/o de medición para tal valor dado. DESCRIPCIÓN DE LOS DIBUJOS Las ventajas y características anteriores y otras se entenderán mejor a partir de la siguiente descripción detallada de las realizaciones, con referencia a las figuras adjuntas, que deben ser consideradas de forma ilustrativa y no limitativa, en la que: En la Fig. 1 se muestra un esquema, a modo de ejemplo, de una forma de ejecutar el proceso en el que se utiliza un haz láser (1) como fuente de energía para generar una piscina fundida (2) en una región de un substrato (3) . El haz láser (1) se mueve dimensionalmente en relación con el substrato, lo que se representa con un vector (4) . Los elementos que conforman la aleación (5) se suministran en la región fundida en forma de partículas. Los elementos suministrados (5) son completamente fundidos al llegar a la piscina fundida (2) . El haz láser se desplaza dejando atrás el material fundido que solidifica (6) . En este ejemplo el suministro de las partículas se realiza con un cabezal coaxial formado por una pieza cónica interior (7) y otra pieza cónica exterior (8) que se mueven solidariamente con el haz láser. En las Figs. 2A y 2B se muestran esquemáticamente y a modo de ejemplo dos estructuras densas y homogéneas de una aleación de titanio de tipo beta (a y b) con forma de cubo (11) que están formadas por granos cristalinos (12) , delimitados por los límites de grano (13) . En el interior de cada grano se representa un cubo (14) con el fin de ilustrar la orientación cristalográfica del grano. La Fig. 2A representa una estructura homogénea de titanio de tipo eta con textura cristalográfica aleatoria: todos los granos tienen una orientación aleatoria que no sigue ningún patrón. La Fig. 2B es un ejemplo de una estructura homogénea de titanio de tipo beta con textura cristalográfica tipo fibra <001>: todos los granos están orientados con la dirección <001> paralela al eje z. En la Fig. 3 se muestra una gráfica en la que se representa de forma ilustrativa el módulo elástico (E) de dos estructuras densas y homogéneas de la misma aleación de titanio de tipo beta y que son similares. La primera de ellas (a) , con textura cristalográfica aleatoria y módulo elástico isótropo; y la segunda de ellas (b) , con textura cristalográfica controlada tipo fibra <001 > y módulo elástico anisótropo. En la primera estructura (a) , el módulo elástico es el mismo para las direcciones x, y, z. En la segunda estructura (b) , el módulo elástico en la dirección z es menor que en las direcciones x, y. Además, el módulo elástico de la segunda estructura (b) en la dirección z es menor que el módulo elástico de la primera estructura (a) . DESCRIPCIÓN DETALLADA DE UNOS EJEMPLOS DE REALIZACIÓN Un ejemplo de realización de la presente invención se ha llevado a cabo empleando un haz láser (1) como fuente de calor/energía para generar una piscina (2) sobre la superficie de un substrato (3) . El haz láser (1) se genera con un Láser de Diodo de Alta Potencia con una longitud de onda entre 915 y 976 nm. El haz láser (1) se ha focalizado con una lente de 50 mm de diámetro y 250 mm de distancia focal, concentrando la energía del láser en un área circular de 3 mm de diámetro sobre la superficie del substrato. La potencia del láser se ha regulado para emitir entre 1000 y 1500 W de forma continua, obteniendo una irradiancia de entre 140 y 220 W/mm2, aproximadamente. Como substrato (3) se ha empleado una placa de Ti15Mo5Zr3Al (% en masa) con unas dimensiones de 100 mm x 100 mm x 10 mm. La textura cristalográfica del substrato (3) es de tipo fibra con la dirección cristalográfica <001 > dirigida de forma perpendicular a la superficie del substrato (3) . El substrato (3) se ha ubicado de forma horizontal (plano xy) por lo que la dirección cristalográfica <001 > está orientada verticalmente (eje z) . Como material precursor de la estructura se han empleado partículas prealeadas de Ti15Mo5Zr3Al (% en masa) , el mismo material que el substrato (3) , con un tamaño entre 50 y 150 gm. Las partículas de material precursor se fluidizan y son arrastradas para su transporte empleando un gas inerte (Ar) y son suministradas a la piscina fundida (2) mediante un cabezal coaxial de forma simultánea al haz láser (1) . El caudal másico de material precursor se ha regulado entre 1 y 5 g/min. Las partículas se funden completamente al llegar a la piscina fundida (2) . Una mesa CNC multieje se ha empleado para desplazar dimensionalmente el cabezal coaxial en relación con el substrato (3) con una velocidad relativa entre 1 y 10 mm/s. Al mover el cabezal, con él se desplaza el haz láser (1) y la piscina fundida (2) avanza a nueva región del substrato (3) , dónde se continúa suministrando el material precursor. Una parte del material fundido deja de recibir energía del haz láser (1) por lo que se solidifica (6) , transmitiendo su calor hacia el substrato (3) . El material solidificado se une con el substrato (3) y pasa a formar parte de él. La trayectoria que realiza el cabezal con relación al substrato (3) permite depositar un cordón de material de aproximadamente 3 mm de ancho y con la longitud deseada en el eje x. El cabezal se desplaza lateralmente (eje y) para depositar el siguiente cordón que se deposita con cierto grado de solapamiento con el anterior. El solapamiento de varios cordones consecutivos permite crear una capa en el plano xy con el área deseada. A continuación, el cabezal se desplaza verticalmente en el eje z una cierta altura para generar una nueva capa de cordones solapados que se superpone sobre la capa anterior. Esta secuencia de movimientos, o trayectoria, se realiza de forma continua para generar, capa a capa, una estructura con el volumen deseado. La irradiancia láser, el caudal másico del material precursor y la velocidad relativa entre el substrato (3) y el cabezal se han regulado para que: la altura de la capa de material que está siendo depositada sea de aproximadamente la décima parte del ancho de los cordones (aproximadamente 0, 3 mm) ; para que la piscina fundida (2) tenga el ancho de un cordón de material (aproximadamente 3 mm) ; y para que la profundidad de la piscina fundida (2) sea suficiente como para fundir, además de la capa que se está depositando en ese momento, la mayor parte del espesor de la capa de material previamente depositado. El material contenido en la piscina fundida solidifica de forma progresiva a medida que el cabezal láser se desplaza logrando generar una textura cristalográfica similar a la del substrato (3) , es decir, una textura cristalográfica tipo fibra con la dirección <001 > orientada verticalmente (eje z) . El proceso se ha realizado en una cámara de atmósfera inerte (Ar) con una cantidad de O2 inferior a 50 ppm para controlar la difusión de este elemento dentro la piscina fundida (2) . En la región del proceso, las partículas de material precursor han sido suministradas mediante un gas de arrastre que sale del cabezal coaxial fluyendo en gran parte laminar en la región del proceso. Una vez finalizado el proceso de fabricación se ha logrado una estructura densa de Ti15Mo5Zr3Al (% en masa) . La estructura se ha sometido a un tratamiento térmico que se ha realizado en un horno con atmósfera inerte (Ar) con menos de 50 ppm de O2, la temperatura de la estructura se ha elevado hasta alcanzar los 900°C, esta temperatura se mantiene durante 30 minutos y finalmente la estructura se enfría realizando un templado en agua. Con este ratamiento térmico se reducen las tensiones internas, se homogeneiza su composición y se reduce la presencia de fases cristalinas no deseadas, como podría ser la fase omega. El resultado del proceso es una estructura densa, homogénea, de una aleación de titanio de tipo beta, Ti15Mo5Zr3Al (% en masa) , con una microestructura cristalina Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . La estructura presenta una textura cristalográfica tipo fibra, con la dirección <001 > orientada en la dirección vertical (eje z) . El módulo elástico de la estructura en la dirección vertical (eje z) es menor a 75 GPa, mientras que en el plano xy, el módulo elástico es superior a 95 GPa. Por consiguiente, la estructura presenta un módulo elástico anisótropo, con un módulo elástico menor en la dirección vertical (eje z) . Esta estructura se puede emplear en la fabricación de implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. Una vez descrita suficientemente la naturaleza de la presente invención, así como una forma de llevarla a la práctica, sólo queda añadir que en su conjunto y partes que la componen es posible introducir cambios de forma, materiales y de disposición siempre y cuando dichas alteraciones no varíen sustancialmente dicha invención. El alcance de la presente invención se define en el siguiente conjunto de reivindicaciones.
Publicaciones:
ES2912414 (25/05/2022) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 25/11/2020 se realizó Registro Instancia de Solicitud
En fecha 26/11/2020 se realizó Admisión a Trámite
En fecha 26/11/2020 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 01/12/2020 se realizó Superado examen de oficio
En fecha 16/02/2021 se realizó Realizado IET
En fecha 19/02/2021 se realizó 1109P_Comunicación Traslado del IET
En fecha 25/05/2022 se realizó Publicación Solicitud
En fecha 25/05/2022 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 23/08/2022 se realizó PETEX_Petición de examen sustantivo
En fecha 24/08/2022 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 09/09/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 11/10/2022 se realizó El solicitante ha contestado pero existen nuevas objeciones a la concesión de la solicitud
En fecha 11/10/2022 se realizó Elaboración de examen sustantivo
En fecha 19/10/2022 se realizó 6120P_Notificación de examen sustantivo
En fecha 25/10/2022 se realizó Publicación de examen sustantivo
En fecha 09/01/2023 se realizó El solicitante no ha contestado a las objeciones comunicadas en examen sustantivo
En fecha 09/01/2023 se realizó Finalización de Examen Sustantivo
En fecha 09/01/2023 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 13/01/2023 se realizó Publicación finalización de examen sustantivo
En fecha 16/01/2023 se realizó Denegación con examen sustantivo
En fecha 16/01/2023 se realizó 6126P_Notificación de denegación con examen sustantivo
En fecha 20/01/2023 se realizó Publicación denegación Patente (Art. 40)
Pagos:
25/11/2020 - Pago Tasas IET
+ ES-2912414_A11. Un método de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo para implantes dentales endoóseos, en donde el método comprende: a) generar una piscina de material fundido en una región de la superficie de un sustrato mediante la incidencia de un haz de energía; b) mover dimensionalmente el haz de energía en relación con el substrato; c) suministrar unos elementos que conforman la aleación en la piscina de material fundido, de modo que los elementos quedan completamente fundidos en la piscina; d) desplazar el haz de energía en relación con el sustrato, de modo que una parte de los elementos fundidos se solidifican; y e) regular una potencia del haz de energía en un cierto rango, de modo que dicha solidificación da como resultado una estructura densa, homogénea, con una microestructura que presenta una orientación cristalográfica controlada y un módulo elástico anisótropo. 2. Método según la reivindicación 1, en donde el módulo elástico en una dirección vertical correspondiente al eje z es menor a 75 GPa y en un plano xy es superior a 95 GPa. 3. Método según una cualquiera de las reivindicaciones anteriores, en donde el haz de energía es generado por una fuente de luz láser, en donde la fuente de luz comprende: una fuente láser de CO2, CO, N2, Nd:YAG, Er, Yb, Tm, Ho, Nd:glass, Er:glass, Nd:YVO4, Rubí, HeNe, HeCd, HeHg, Ti:Zafiro, Cu, I, Ar, Kr, un láser de diodo, un láser de fibra, un láser de disco, un láser químico, un láser de excímero, un láser de alejandrita, un láser de esmeralda, un láser de estado sólido, un láser de gas, un láser de colorante, un láser de semiconductor o un láser de electrones libres. 4. Método según la reivindicación 1 o 2, en donde el haz de energía comprende un haz de electrones. 5. Método según la reivindicación 1 o 2, en donde el haz de energía es generado por un arco eléctrico. 6. Método según la reivindicación 1 o 2, en donde el haz de energía comprende un haz de iones, una proyección de plasma o una proyección de microplasma. 7. Método según una cualquiera de las reivindicaciones anteriores, en donde los elementos que conforman la aleación se suministran en forma de polvo y/o en forma de hilo. 8. Método según una cualquiera de las reivindicaciones anteriores, en donde los elementos que conforman la aleación se suministran prealeados. 9. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una composición igual que la composición de la estructura que se produce. 10. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una textura cristalográfica no aleatoria. 11. Método según una cualquiera de las reivindicaciones anteriores, en donde el substrato comprende una textura cristalográfica tipo fibra. 12. Método según una cualquiera de las reivindicaciones anteriores, en donde el método se realiza en vacío o en una cámara de atmósfera inerte con una cantidad de O2 regulada. 13. Método según una cualquiera de las reivindicaciones anteriores, en donde el método se realiza bajo un gas protector que fluye de manera laminar o en gran parte laminar en la región de la superficie de un sustrato. 14. Método según una cualquiera de las reivindicaciones anteriores, que comprende además precalentar el substrato hasta una temperatura determinada. 15. Método según la reivindicación 14, en donde el precalentamiento del substrato se lleva a cabo de manera inductiva. 16. Método según una cualquiera de las reivindicaciones anteriores, que comprende además tratar la estructura formada térmicamente para reducir tensiones internas en la misma y/o para homogeneizar su composición y/o para eliminar o reducir la presencia de fases cristalinas no deseadas. 17. Una estructura obtenida por el método de las reivindicaciones 1 a 16. 18. Estructura según la reivindicación 17, que presenta una textura cristalográfica tipo fibra.
Los productos y servicios protegidos por este registro son:
B22F 10/25 - B22F 12/41 - B22F 12/46 - B22F 12/53 - B29C 64/268 - B29C 64/153 - B29C 64/371 - B22F 10/64
Descripciones:
+ ES-2912414_A1 MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS CAMPO DE LA TÉCNICA La presente invención se enmarca dentro de las técnicas de fabricación aditiva para producir estructuras de aleación de titanio de tipo beta para implantes dentales endoóseos. La técnica descrita en la presente invención permite fabricar estructuras de aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. Las estructuras producidas con esta técnica se pueden emplear para fabricar implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. ANTECEDENTES DE LA INVENCIÓN El uso de implantes dentales endoóseos en las sociedades industrializadas se incrementa conforme aumenta la esperanza de vida de la población. Debido al envejecimiento de la población, estos elementos son cada vez más necesarios para mejorar la calidad de vida de los pacientes. La mayor parte de los implantes dentales endoóseos están fabricados de titanio comercialmente puro y aleaciones de titanio biocompatible. Sin embargo, la biocompatibilidad biológica y mecánica de estos biomateriales aún debe ser mejorada. En el caso de los implantes dentales endoóseos, la correcta osteointegración es un requisito importante para garantizar su funcionamiento. Tras la intervención quirúrgica necesaria para la colocación de un implante, la osteointegración es un fenómeno biofísico que produce la unión del titanio con la estructura ósea a nivel molecular. Este fenómeno ocurre durante el período de cicatrización de los tejidos intervenidos y hace que el implante se fije al tejido óseo y se integre adecuadamente. Para evitar el fallo de los implantes dentales endoóseos es necesario lograr una estabilidad permanente del tejido óseo alrededor del implante. Hay varios factores que dictan la formación de hueso alrededor del implante, tales como el material, el diseño del implante, los factores biomecánicos, la carga eléctrica de la superficie, la composición química de la superficie y la topografía de la superficie. En relación al material de los implantes dentales endoóseos, en la actualidad, una de las limitaciones principales a la hora de lograr la osteointegración es la diferencia entre el módulo elástico del implante y el del hueso. El modulo elástico del hueso está en el rango de 14-20 GPa, mientras que los materiales más utilizados en implantes dentales endoóseos están 2 en el rango de 100-110 GPa. La rigidez de los implantes produce el apantallamiento al esfuerzo o stress shielding. El apantallamiento al esfuerzo consiste en que la carga mecánica habitual que soporta el hueso es transferida al implante, que es más rígido (Ley de Wolf) ; el resultado es una reducción en la densidad ósea (osteopenia) que da lugar a la pérdida del implante. Una de las estrategias propuestas más recientemente para resolver este problema, es el uso de un implante dental de material biocompatible con un bajo módulo elástico, similar al del hueso. Por este motivo, las aleaciones de titanio de tipo beta se han convertido en uno de los materiales de implantes dentales endoóseos más atractivos. Las aleaciones de titanio de tipo beta se caracterizan por contener una cantidad suficiente de elementos beta-estabilizadores para asegurar que su fase cristalina principal es Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . De las muchas aleaciones de titanio de tipo beta desarrolladas recientemente, se cree que la aleación Ti15Mo5Zr3Al (% en masa) es uno de los candidatos más prometedores debido a sus propiedades mecánicas: un bajo módulo elástico, aproximadamente 85 GPa, una resistencia a la tracción en el rango de 900-1000 MPa, un alargamiento de aproximadamente un 20%, y una buena resistencia a la corrosión. El Ti15Mo5Zr3Al es la única aleación de titanio de tipo beta que ha sido permitida para su uso como biomaterial por la Organización Internacional de Normalización (ISO) hasta la fecha (ISO 5832-14) . En el reciente desarrollo de materiales para implantes dentales endoóseos, la reducción del módulo elástico es de considerable importancia para prevenir la reabsorción ósea causada por la diferencia entre los módulos elásticos del material del implante y el del hueso. El módulo elástico del Ti15Mo5Zr3Al (85 GPa) es más bajo que el del Ti comercialmente puro (100 GPa) o que el de la aleación Ti6Al4V (110 GPa) , que se utilizan ampliamente como materiales de implantes, pero sigue siendo significativamente más alto que el del hueso humano (14-20 GPa) . Una mayor reducción del módulo elástico es necesaria y existen innumerables nuevas propuestas de aleaciones de titanio biocompatibles con bajo módulo elástico. Otra nueva propuesta para reducir el módulo elástico de los implantes dentales endoóseos se basa en controlar su textura cristalográfica y fabricar implantes con un módulo elástico anisótropo, de tal forma que el módulo elástico de la estructura sea menor en, al menos, una dirección determinada. El módulo elástico es conocido por mostrar una dependencia con la orientación cristalográfica, incluso en estructuras cristalinas que presentan una alta simetría como la del titanio de tipo beta, que es Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . De hecho, se ha demostrado una fuerte dependencia del módulo elástico con la orientación cristalina para la aleación Ti15Mo5Zr3Al, con el valor más alto (120 GPa) a lo largo de la dirección cristalina <111> y el valor más bajo (44, 4 GPa) a lo largo de la dirección ristalina <001>. En este caso, el valor más bajo es muy próximo al de los huesos humanos. Esta misma dependencia ha sido demostrada para otras aleaciones de titanio de tipo beta. En la práctica, uno de los retos de la generación de los implantes dentales endoóseos con textura cristalográfica controlada y con módulo elástico anisótropo reside en la necesidad de nuevos procesos para producirlos. En la solicitud de patente JP2017171985A se propone un método para producir una estructura que contenga una aleación de titanio de tipo beta con bajo módulo elástico. El método descrito en ese documento es una técnica de fabricación aditiva que comprende dos pasos: un primer paso en el que un material en forma de partículas se suministra y se deposita sobre una superficie formando un lecho de polvo; y un segundo paso donde una fuente de calor de alta energía escanea el lecho de polvo para fundir el material y generar una capa solida. Estos pasos se repiten alternativamente para fabricar una estructura capa a capa. Preferiblemente, esta técnica se lleva a cabo controlando la dirección de escaneo de la fuente de calor para controlar la textura cristalográfica de la estructura generada. No obstante, esta técnica presenta algunas limitaciones: se realiza en dos pasos, lo que reduce la tasa de deposición de material y el material de aporte sólo se puede suministrar en forma de partículas. Además, es necesario controlar la dirección de escaneo para controlar la textura cristalográfica lo que puede suponer una limitación en las aplicaciones del método. Por lo tanto, existe la necesidad en el estado de la técnica de nuevos métodos de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. En particular, resulta necesario un nuevo método de fabricación aditiva que permita una mayor tasa de deposición de material que el propuesto hasta ahora. Además, es necesario un método que no esté limitado al aporte de material en forma de partículas y que permita suministrar el material empleando otras preformas. Por último, es de interés que el control de la textura cristalográfica se realice por un mecanismo diferente al control de la dirección de escaneo. BREVE DESCRIPCIÓN DE LA INVENCIÓN La presente invención proporciona una técnica de fabricación aditiva para producir estructuras de una aleación de titanio de tipo beta para implantes dentales endoóseos. Esta técnica permite fabricar estructuras densas y homogéneas de una aleación de titanio de tipo beta con textura cristalográfica controlada y con módulo elástico anisótropo. Para ello, en un ejemplo de realización, el método comprende generar una piscina de material fundido en una región de la superficie de un sustrato mediante la incidencia de un haz de nergía; mover dimensionalmente el haz de energía en relación con el substrato; suministrar unos elementos que conforman la aleación en la piscina de material fundido, de modo que los elementos quedan completamente fundidos en la piscina; desplazar el haz de energía en relación con el sustrato, de modo que una parte de los elementos fundidos se solidifican; y regular una potencia del haz de energía en un cierto rango. La citada solidificación da como resultado una estructura densa, homogénea, con una microestructura que presenta una orientación cristalográfica controlada y un módulo elástico anisótropo. En un ejemplo de realización, el módulo elástico en la dirección vertical (es decir, en el eje z) es menor que en el plano xy. En particular, el módulo elástico en el eje z es menor a 75GPa mientras que en el plano xy es superior a 95GPa. Alternativamente, el método propuesto también se podría utilizar para producir estructuras cuyo módulo elástico sea, en alguna dirección, menor que el módulo elástico de una estructura similar, del mismo material, con textura cristalográfica aleatoria y con módulo elástico isótropo. En un ejemplo de realización, el haz de energía es generado por una fuente de luz láser, por ejemplo, de CO2, CO, N2, Nd:YAG, Er, Yb, Tm, Ho, Nd:glass, Er:glass, Nd:YVO4 , Rubí, HeNe, HeCd, HeHg, Ti:Zafiro, Cu, I, Ar, Kr, un láser de diodo, un láser de fibra, un láser de disco, un láser químico, un láser de excímero, un láser de alejandrita, un láser de esmeralda, un láser de estado sólido, un láser de gas, un láser de colorante, un láser de semiconductor o un láser de electrones libres, entre otros. En un ejemplo de realización, se utiliza como fuente de energía un haz de electrones. En un ejemplo de realización, se utiliza como fuente de energía un arco eléctrico. En un ejemplo de realización, se utiliza como fuente de energía un haz de iones, una proyección de plasma o una proyección de microplasma. En un ejemplo de realización, los elementos que conforman la aleación se suministran en forma de polvo y/o en forma de hilo. En un ejemplo de realización, los elementos que conforman la aleación se suministran prealeados. En un ejemplo de realización, el substrato presenta la misma composición que la estructura que se fabrica. En un ejemplo de realización, el substrato presenta una textura cristalográfica no aleatoria. En un ejemplo de realización, el substrato presenta una textura cristalográfica tipo fibra. En un ejemplo de realización, el proceso se realiza en vacío o en una atmósfera cuya cantidad de O2 está regulada. En un ejemplo de realización, el proceso se realiza bajo un gas protector, con el gas protector preferiblemente fluyendo de manera laminar o en gran parte laminar en la región del proceso. En un ejemplo de realización, el substrato se precalienta a una temperatura determinada. En un ejemplo de realización, el precalentamiento del substrato se lleva a cabo de manera inductiva. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para reducir las tensiones internas. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para homogeneizar su composición. En un ejemplo de realización, la estructura producida es tratada térmicamente a posteriori para eliminar o reducir la presencia de fases cristalinas no deseadas. También son objeto de la presente invención las estructuras producidas con el método descrito. En un ejemplo de realización, la estructura presenta una textura cristalográfica tipo fibra. Particularmente, las estructuras producidas con esta técnica se pueden emplear para fabricar implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. El método de fabricación aditiva con las características descritas permite suministrar los elementos que conforman la aleación de forma simultánea con la energía requerida por el proceso, con lo que se logra incrementar la tasa de deposición de material con respecto a otras técnicas de fabricación aditiva que se han empleado para el mismo propósito. Además, el suministro de los elementos que conforman la aleación se puede realizar en forma de partículas, hilo u otras preformas, lo que lo hace más versátil. Por otro lado, en este método, el control de la entrada de energía es lo que permite generar una piscina de material fundido sobre el substrato, y además, permite que este material solidifique formando una microestructura con una orientación cristalográfica controlada de tal forma que la estructura final presente un módulo elástico anisótropo. Tal como se usa en el presente documento, el término "fabricación aditiva" se refiere al proceso de unión de materiales para fabricar objetos tridimensionales, en general capa a capa, en contraposición con otros métodos de fabricación sustractiva. Tal como se usa en el presente documento, el término "aleación de titanio de tipo beta" se refiere a una aleación que contiene al menos un 50% de titanio en porcentaje atómico y contiene uno o más elementos beta-estabilizadores (tales como Nb, Ta y/o Mo) añadidos en cantidad suficiente con la finalidad de estabilizar a temperatura ambiente la fase cristalina beta. Además, puede contener otros elementos con el fin de mejorar las propiedades de la estructura fabricada, tales como Zr, Hf, Sn, Al, N, C y/o O. También puede contener trazas de otros elementos considerados impurezas que son inevitables. Tal como se usa en el presente documento, el término "elemento beta-estabilizador" se refiere a un elemento que, cuando se incorpora en cantidad suficiente a la aleación de titanio, asegura que se retiene aproximadamente el 100% (en volumen) de la fase cristalina beta metaestable tras un proceso de templado. Tal como se usa en el presente documento, el término "fase cristalina beta" se refiere a una fase con una estructura cristalina Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . Tal como se usa en el presente documento, el término "textura cristalográfica aleatoria" se refiere a que una estructura metálica está formada en más de un 50% (en volumen) por granos cristalinos equiaxiales que presentan una orientación aproximadamente aleatoria. Tal como se usa en el presente documento, los términos "textura cristalográfica controlada" o "textura cristalográfica no aleatoria" se refiere a que una estructura metálica está formada por granos cristalinos que presentan una orientación no aleatoria y estos representan más de un 50% (en volumen) de la pieza, o más de un 55%, o más de un 60%, o más de un 65%, o más de un 70%, o más de un 75%, o más de un 80%, o más de un 85%, o más de un 90%, o más de un 95% en volumen. Tal como se usa en el presente documento, el término "textura cristalográfica tipo fibra" se refiere a que una estructura metálica tiene una textura cristalográfica no aleatoria, que se caracteriza porque: la mayoría de los granos cristalinos están orientados de tal forma que una dirección cristalina <hkl> es aproximadamente paralela, o tiene un ángulo de desviación inferior a 10°, respecto a una dirección de la estructura metálica. Tal como se usa en el presente documento, el término "módulo elástico anisótropo" se refiere a que una estructura metálica tiene un módulo elástico que varía en función de la dirección, de tal forma que el mayor módulo elástico es al menos un 10% superior al menor módulo elástico. Tal como se usa en el presente documento, el término "aproximadamente" significa una ligera variación del valor especificado, preferiblemente dentro del 10% del valor especificado. No obstante, el término "aproximadamente" puede significar una tolerancia mayor de la variación dependiendo, por ejemplo, de la técnica experimental usada. Un experto en la técnica entiende dichas variaciones de un valor especificado y están dentro del contexto de la presente invención. Además, para proporcionar una descripción más concisa, algunas de las expresiones cuantitativas facilitadas en el presente documento no se cualifican con el término "aproximadamente". Se entiende que, tanto si se usa explícitamente el término "aproximadamente" como si no, se pretende que todas las cantidades facilitadas en el presente documento se refieren al valor real dado, y también se pretende que se refieran a la aproximación a tal valor dado que se deduciría razonablemente basándose en la experiencia habitual en la técnica, incluyendo equivalentes y aproximaciones debido a las condiciones experimentales y/o de medición para tal valor dado. DESCRIPCIÓN DE LOS DIBUJOS Las ventajas y características anteriores y otras se entenderán mejor a partir de la siguiente descripción detallada de las realizaciones, con referencia a las figuras adjuntas, que deben ser consideradas de forma ilustrativa y no limitativa, en la que: En la Fig. 1 se muestra un esquema, a modo de ejemplo, de una forma de ejecutar el proceso en el que se utiliza un haz láser (1) como fuente de energía para generar una piscina fundida (2) en una región de un substrato (3) . El haz láser (1) se mueve dimensionalmente en relación con el substrato, lo que se representa con un vector (4) . Los elementos que conforman la aleación (5) se suministran en la región fundida en forma de partículas. Los elementos suministrados (5) son completamente fundidos al llegar a la piscina fundida (2) . El haz láser se desplaza dejando atrás el material fundido que solidifica (6) . En este ejemplo el suministro de las partículas se realiza con un cabezal coaxial formado por una pieza cónica interior (7) y otra pieza cónica exterior (8) que se mueven solidariamente con el haz láser. En las Figs. 2A y 2B se muestran esquemáticamente y a modo de ejemplo dos estructuras densas y homogéneas de una aleación de titanio de tipo beta (a y b) con forma de cubo (11) que están formadas por granos cristalinos (12) , delimitados por los límites de grano (13) . En el interior de cada grano se representa un cubo (14) con el fin de ilustrar la orientación cristalográfica del grano. La Fig. 2A representa una estructura homogénea de titanio de tipo eta con textura cristalográfica aleatoria: todos los granos tienen una orientación aleatoria que no sigue ningún patrón. La Fig. 2B es un ejemplo de una estructura homogénea de titanio de tipo beta con textura cristalográfica tipo fibra <001>: todos los granos están orientados con la dirección <001> paralela al eje z. En la Fig. 3 se muestra una gráfica en la que se representa de forma ilustrativa el módulo elástico (E) de dos estructuras densas y homogéneas de la misma aleación de titanio de tipo beta y que son similares. La primera de ellas (a) , con textura cristalográfica aleatoria y módulo elástico isótropo; y la segunda de ellas (b) , con textura cristalográfica controlada tipo fibra <001 > y módulo elástico anisótropo. En la primera estructura (a) , el módulo elástico es el mismo para las direcciones x, y, z. En la segunda estructura (b) , el módulo elástico en la dirección z es menor que en las direcciones x, y. Además, el módulo elástico de la segunda estructura (b) en la dirección z es menor que el módulo elástico de la primera estructura (a) . DESCRIPCIÓN DETALLADA DE UNOS EJEMPLOS DE REALIZACIÓN Un ejemplo de realización de la presente invención se ha llevado a cabo empleando un haz láser (1) como fuente de calor/energía para generar una piscina (2) sobre la superficie de un substrato (3) . El haz láser (1) se genera con un Láser de Diodo de Alta Potencia con una longitud de onda entre 915 y 976 nm. El haz láser (1) se ha focalizado con una lente de 50 mm de diámetro y 250 mm de distancia focal, concentrando la energía del láser en un área circular de 3 mm de diámetro sobre la superficie del substrato. La potencia del láser se ha regulado para emitir entre 1000 y 1500 W de forma continua, obteniendo una irradiancia de entre 140 y 220 W/mm2, aproximadamente. Como substrato (3) se ha empleado una placa de Ti15Mo5Zr3Al (% en masa) con unas dimensiones de 100 mm x 100 mm x 10 mm. La textura cristalográfica del substrato (3) es de tipo fibra con la dirección cristalográfica <001 > dirigida de forma perpendicular a la superficie del substrato (3) . El substrato (3) se ha ubicado de forma horizontal (plano xy) por lo que la dirección cristalográfica <001 > está orientada verticalmente (eje z) . Como material precursor de la estructura se han empleado partículas prealeadas de Ti15Mo5Zr3Al (% en masa) , el mismo material que el substrato (3) , con un tamaño entre 50 y 150 gm. Las partículas de material precursor se fluidizan y son arrastradas para su transporte empleando un gas inerte (Ar) y son suministradas a la piscina fundida (2) mediante un cabezal coaxial de forma simultánea al haz láser (1) . El caudal másico de material precursor se ha regulado entre 1 y 5 g/min. Las partículas se funden completamente al llegar a la piscina fundida (2) . Una mesa CNC multieje se ha empleado para desplazar dimensionalmente el cabezal coaxial en relación con el substrato (3) con una velocidad relativa entre 1 y 10 mm/s. Al mover el cabezal, con él se desplaza el haz láser (1) y la piscina fundida (2) avanza a nueva región del substrato (3) , dónde se continúa suministrando el material precursor. Una parte del material fundido deja de recibir energía del haz láser (1) por lo que se solidifica (6) , transmitiendo su calor hacia el substrato (3) . El material solidificado se une con el substrato (3) y pasa a formar parte de él. La trayectoria que realiza el cabezal con relación al substrato (3) permite depositar un cordón de material de aproximadamente 3 mm de ancho y con la longitud deseada en el eje x. El cabezal se desplaza lateralmente (eje y) para depositar el siguiente cordón que se deposita con cierto grado de solapamiento con el anterior. El solapamiento de varios cordones consecutivos permite crear una capa en el plano xy con el área deseada. A continuación, el cabezal se desplaza verticalmente en el eje z una cierta altura para generar una nueva capa de cordones solapados que se superpone sobre la capa anterior. Esta secuencia de movimientos, o trayectoria, se realiza de forma continua para generar, capa a capa, una estructura con el volumen deseado. La irradiancia láser, el caudal másico del material precursor y la velocidad relativa entre el substrato (3) y el cabezal se han regulado para que: la altura de la capa de material que está siendo depositada sea de aproximadamente la décima parte del ancho de los cordones (aproximadamente 0, 3 mm) ; para que la piscina fundida (2) tenga el ancho de un cordón de material (aproximadamente 3 mm) ; y para que la profundidad de la piscina fundida (2) sea suficiente como para fundir, además de la capa que se está depositando en ese momento, la mayor parte del espesor de la capa de material previamente depositado. El material contenido en la piscina fundida solidifica de forma progresiva a medida que el cabezal láser se desplaza logrando generar una textura cristalográfica similar a la del substrato (3) , es decir, una textura cristalográfica tipo fibra con la dirección <001 > orientada verticalmente (eje z) . El proceso se ha realizado en una cámara de atmósfera inerte (Ar) con una cantidad de O2 inferior a 50 ppm para controlar la difusión de este elemento dentro la piscina fundida (2) . En la región del proceso, las partículas de material precursor han sido suministradas mediante un gas de arrastre que sale del cabezal coaxial fluyendo en gran parte laminar en la región del proceso. Una vez finalizado el proceso de fabricación se ha logrado una estructura densa de Ti15Mo5Zr3Al (% en masa) . La estructura se ha sometido a un tratamiento térmico que se ha realizado en un horno con atmósfera inerte (Ar) con menos de 50 ppm de O2, la temperatura de la estructura se ha elevado hasta alcanzar los 900°C, esta temperatura se mantiene durante 30 minutos y finalmente la estructura se enfría realizando un templado en agua. Con este ratamiento térmico se reducen las tensiones internas, se homogeneiza su composición y se reduce la presencia de fases cristalinas no deseadas, como podría ser la fase omega. El resultado del proceso es una estructura densa, homogénea, de una aleación de titanio de tipo beta, Ti15Mo5Zr3Al (% en masa) , con una microestructura cristalina Cúbica Centrada en el Cuerpo, CCC (Body Centered Cubic, BCC) . La estructura presenta una textura cristalográfica tipo fibra, con la dirección <001 > orientada en la dirección vertical (eje z) . El módulo elástico de la estructura en la dirección vertical (eje z) es menor a 75 GPa, mientras que en el plano xy, el módulo elástico es superior a 95 GPa. Por consiguiente, la estructura presenta un módulo elástico anisótropo, con un módulo elástico menor en la dirección vertical (eje z) . Esta estructura se puede emplear en la fabricación de implantes dentales endoóseos que tengan un bajo módulo elástico en la dirección que soporta la mayor parte de la carga mecánica. Una vez descrita suficientemente la naturaleza de la presente invención, así como una forma de llevarla a la práctica, sólo queda añadir que en su conjunto y partes que la componen es posible introducir cambios de forma, materiales y de disposición siempre y cuando dichas alteraciones no varíen sustancialmente dicha invención. El alcance de la presente invención se define en el siguiente conjunto de reivindicaciones.
Publicaciones:
ES2912414 (25/05/2022) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 25/11/2020 se realizó Registro Instancia de Solicitud
En fecha 26/11/2020 se realizó Admisión a Trámite
En fecha 26/11/2020 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 01/12/2020 se realizó Superado examen de oficio
En fecha 16/02/2021 se realizó Realizado IET
En fecha 19/02/2021 se realizó 1109P_Comunicación Traslado del IET
En fecha 25/05/2022 se realizó Publicación Solicitud
En fecha 25/05/2022 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 23/08/2022 se realizó PETEX_Petición de examen sustantivo
En fecha 24/08/2022 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 09/09/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 11/10/2022 se realizó El solicitante ha contestado pero existen nuevas objeciones a la concesión de la solicitud
En fecha 11/10/2022 se realizó Elaboración de examen sustantivo
En fecha 19/10/2022 se realizó 6120P_Notificación de examen sustantivo
En fecha 25/10/2022 se realizó Publicación de examen sustantivo
En fecha 09/01/2023 se realizó El solicitante no ha contestado a las objeciones comunicadas en examen sustantivo
En fecha 09/01/2023 se realizó Finalización de Examen Sustantivo
En fecha 09/01/2023 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 13/01/2023 se realizó Publicación finalización de examen sustantivo
En fecha 16/01/2023 se realizó Denegación con examen sustantivo
En fecha 16/01/2023 se realizó 6126P_Notificación de denegación con examen sustantivo
En fecha 20/01/2023 se realizó Publicación denegación Patente (Art. 40)
Pagos:
25/11/2020 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 26/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182
El registro de patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182 fue solicitada el 25/11/2020. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182 fue solicitada por UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA mediante los servicios del agente Elisabet Torner Lasalle. El registro [modality] por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182 está clasificado como B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64 según la clasificación internacional de patentes.
Otras invenciones solicitadas por UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA
Es posible conocer todas las invenciones solicitadas por UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA entre las que se encuentra el registro de patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Si se desean conocer más invenciones solicitadas por UNIVERSITAT INTERNACIONAL DE CATALUNYA, FUNDACIÓ PRIVADA clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182 está clasificado con la clasificación B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64 por lo que si se desea conocer más registros con la clasificación B22F 10/25,B22F 12/41,B22F 12/46,B22F 12/53,B29C 64/268,B29C 64/153,B29C 64/371,B22F 10/64 clicar aquí.Otras invenciones solicitadas a través del representante ELISABET TORNER LASALLE
Es posible conocer todas las invenciones solicitadas a través del agente ELISABET TORNER LASALLE entre las que se encuentra el registro patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Si se desean conocer más invenciones solicitadas a través del agente ELISABET TORNER LASALLE clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B22
Es posible conocer todas las patentes registradas en la clase B22 (FUNDICION; METALURGIA DE POLVOS METALICOS) entre las que se encuentra la patente MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B22F
Es posible conocer todas las patentes registradas en la clase B22F (TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POL) entre las que se encuentra la patente MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29
Es posible conocer todas las patentes registradas en la clase B29 (TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL) entre las que se encuentra la patente MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29C
Es posible conocer todas las patentes registradas en la clase B29C (CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVIS) entre las que se encuentra la patente MÉTODO DE FABRICACIÓN ADITIVA PARA PRODUCIR ESTRUCTURAS DE UNA ALEACIÓN DE TITANIO DE TIPO BETA CON MÓDULO ELÁSTICO ANISÓTROPO Y ESTRUCTURAS ASÍ PRODUCIDAS con el número P202031182. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
PROCEDIMIENTO PARA FIJACIÓN DE DIÓXIDO DE CARBONO EN FASE ACUOSA
 P202031120
P202031120
SACCHAROMYCES CEREVISIAE RECOMBINANTE PARA LA PRODUCCIÓN DE HIDROXITIROSOL
P202031186Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







