


- Home /
- Publicaciones de patentes /
- LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO
Patente nacional por "LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO"
Este registro ha sido solicitado por
Persona física
a través del representanteISABEL CARVAJAL Y URQUIJO
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 29/07/2022
- Número solicitud:
-
P202230700
- Número publicación:
-
ES2959710
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
Persona física
- Datos del representante:
-
Isabel Carvajal y Urquijo
- Clasificación Internacional de Patentes:
- E05B 47/00,B29C 64/10
- Clasificación Internacional de Patentes de la publicación:
- E05B 47/00,B29C 64/10
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2959710_A11- Llave electrónica (1) que comprende un primer tramo (14a) de un circuito (13) embebido en una primera carcasa (11) , un segundo tramo (14b) del circuito (13) embebido en una segunda carcasa (12) , caracterizado por que la primera carcasa (11) y la segunda carcasa (12) están configuradas para un acople geométrico, y por que el primer tramo (14a) del circuito (13) tiene continuidad eléctrica con el segundo tramo (14b) del circuito (13) cuando se produce dicho acople geométrico entre la primera carcasa (11) y la segunda carcasa (12) . 2- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que la segunda carcasa (12) está montada en una cerradura electrónica (3) . 3- Llave electrónica (1) , según la reivindicación 2, caracterizado por que el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un primer ramal (16) configurado para activar la apertura y/o cierre de la cerradura electrónica (3) . 4- Llave electrónica (1) , según las reivindicaciones 2 o 3, caracterizado por que el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un segundo ramal (17) configurado para activar una alarma y/o el bloqueo de la cerradura electrónica (3) . 5- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que comprende un sensor térmico (18) . 6- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que la primera carcasa (11) y/o la segunda carcasa (12) están compuestas de un termoplástico (21) . 7- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que el primer tramo (14a) del circuito (13) y/o el segundo tramo (14b) del circuito (13) están compuestos de un compuesto polimérico conductor (22) . 8- Llave electrónica (1) , según la reivindicación 7, caracterizado por que el compuesto polimérico conductor (22) comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante. 9- Sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica (3) , un elemento mecánico de cierre (31) , y una llave electrónica (1) según cualquiera de las reivindicaciones 1 a 8. 10- Método de fabricación de una llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, caracterizado por que dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. 11- Método de fabricación de una llave electrónica (1) , según la reivindicación 10, caracterizado por que comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico (21) . 12- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que la extrusión en caliente del termoplástico (21) no conductor y del compuesto polimérico conductor (22) consiste en ir depositando dichos materiales capa a capa mientras son enfriados. 13- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que el fotopolimerizado comprende solidificar un polímero líquido mediante exposición a luz ultravioleta. 14- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) .
Los productos y servicios protegidos por este registro son:
E05B 47/00 - B29C 64/10
Descripciones:
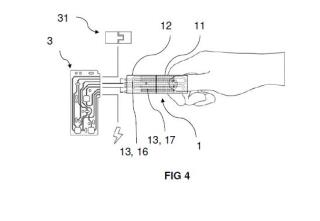
+ ES-2959710_A1 DESCRIPCI ÓN LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO SECTOR DE LA TÉCNICA La presente solicitud de patente tiene por objeto una llave electrónica con un circuito embebido en una carcasa con un acople geométrico asociada a un sistema electromecánico con una cerradura electrónica. También comprende el método de fabricación de dicha llave electrónica, mediante materiales no conductores y conductores compatibles entre sí, incorporando notables ventajas, especialmente en la personalización de la llave con distintos niveles de seguridad. ANTECEDENTES DE LA INVENCIÓN En la actualidad se dispone de una amplia tipología de sistemas de cerradura electrónicas o digitales, y electromecánicas, obtenidos en general por métodos de fabricación convencionales. Dichos sistemas disponen de una llave física, parte activa el sistema, pudiendo disponer de una electrónica asociada. El funcionamiento consiste opcionalmente en la introducción de la llave, produciéndose un contacto directo que abre la cerradura, o bien, alternativamente, un accionamiento a distancia, que dispara un sistema de apertura de la cerradura remoto. Es también conocido del estado de la técnica, lo descrito en la patente US5442243A, acerca de un sistema para el arranque de un vehículo en el que la apertura se realiza tras el cierre de circuito eléctrico mediante acople de pares de contactos metálicos en una llave y en un alojamiento eléctrico, según una codificación predeterminada. Así, la llave incluye una pluralidad de contactos, y la cerradura dispone una pluralidad de contactos hembra, conectados a los circuitos de un automóvil. Es por otro lado conocido del estado de la técnica, lo descrito en la patente GB2219340A, acerca de una llave electrónica en cuyo interior hay alojados contactos retráctiles que permiten la conductividad eléctrica con la cerradura en una posición determinada. La llave electrónica comprende un cabezal de accionamiento y una hoja giratoria para insertar en un rotor de una cerradura. Comprende unos contactos etráctiles cargados por resortes, los cuales se unen a un circuito electrónico integrado en el propio cabezal de accionamiento. Al introducir y girar la llave en la cerradura, estos contactos retráctiles entran en conexión con contactos fijos del correspondiente circuito electrónico de la cerradura. Así, y a la vista de todo lo anterior, se aprecia la necesidad de dar todavía con un sistema llave/cerradura con ventajas de seguridad, personalización y flexibilidad en el diseño, permitiendo una diferenciación o personalización, adaptable a distintos niveles de seguridad. EXPLICACIÓN DE LA INVENCIÓN La presente invención se refiere a sistemas de llave/cerradura integrados por circuitos conductores personalizados producidos usando fabricación aditiva de materiales conductores y no conductores. El sistema funciona aproximando o introduciendo la llave, de tal manera que se produce un contacto directo entre la cerradura y la llave, cerrándose el circuito, momento en el que se alimenta un sistema electromecánico que produce la apertura de la cerradura. En concreto, dicho sistema llave/cerradura comprende un circuito tridimensional personalizado, obtenido por técnicas de fabricación aditiva con materiales disponibles conductores y no conductores. Por defecto el circuito está en la posición abierto, con la cerradura bloqueada, y sólo se cerrará al realizar contacto con la llave, colocando ésta en la posición correcta. Dicho contacto produce el cierre del circuito, a través del cual se envía una señal eléctrica que consigue la apertura de la cerradura. Es por lo tanto un objeto de la presente invención, una llave electrónica que comprende un primer tramo de un circuito embebido en una primera carcasa, un segundo tramo del circuito embebido en una segunda carcasa, donde la primera carcasa y la segunda carcasa están configuradas para un acople geométrico, y por que el primer tramo del circuito tiene continuidad eléctrica con el segundo tramo del circuito cuando se produce dicho acople geométrico entre la primera carcasa y la segunda carcasa. Así, el circuito está abierto por defecto, y sólo se cierra al producirse el contacto físico entre las diversas partes de la llave, en forma de varias arcasas separadas, en la o las caras destinadas a dicho acople geométrico. Y es en ese momento del acople geométrico, que el circuito de la llave puede transmitir la señal de apertura. De este modo, tiene que producirse una compatibilidad geométrica al tiempo que una compatibilidad interna electrónica, lo cual ofrece una seguridad incrementada, al haber una mayor dificultad de realizar la apertura correspondiente sin contar con la llave original. Señalar adicionalmente que la llave cuenta preferentemente con un circuito tridimensional personalizado, generado aleatoriamente mediante un software específico. Opcionalmente, el cliente receptor de la llave puede recibir adicionalmente un fichero informático con la geometría específica, tanto del acople geométrico como circuito tridimensional personalizado, para poder replicar la llave en caso de extravío o deterioro sin que el fabricante se tenga que quedar con una copia. Precisar que el circuito tridimensional es de un material conductor contenido en un material no conductivo. Con respecto a la generación aleatoria de las geometrías del material conductivo y no conductivo, mencionar soluciones de software tanto de CAD paramétrico mediante la programación de macros, así como con programas de modelado poligonal con funcionalidad de modelado generativo. Por otro lado, precisar que la segunda carcasa de la llave electrónica está montada en una cerradura electrónica, siendo la primera carcasa móvil y transportable por el usuario, y la segunda carcasa fija en la cerradura electrónica, de manera que presenta una mayor robustez. Ventajosamente, el primer tramo del circuito y el segundo tramo del circuito comprenden al menos un primer ramal configurado para activar la apertura y/o cierre de la cerradura electrónica, de manera que hay un ramal específicamente dedicado a la función de apertura y/o cierre, lo cual aporta una mayor fiabilidad de funcionamiento al sistema de apertura y/o cierre. Por otra parte, el primer tramo del circuito y el segundo tramo del circuito comprenden al menos un segundo ramal configurado para activar una alarma y/o el bloqueo de la cerradura electrónica, de manera que hay un ramal específicamente edicado a funciones de seguridad tales como una alarma y/o el bloqueo, pudiendo incluso haber un ramal específico para cada una de dichas funciones en paralelo. De este modo se logra asimismo una mayor fiabilidad de funcionamiento de cada una se dichas funciones. Señalar que la complejidad del sistema puede aumentarse dependiendo del nivel de seguridad que requiera cada aplicación en concreto o el usuario final. El primer eslabón de seguridad se establece añadiendo circuitos que no llegan a ninguna parte conductora, los cuales pueden denominarse circuitos trampa. Dichos circuitos trampa pueden hacer saltar una alarma si se completan, y se añaden para evitar intrusiones con materiales conductores, entre las cuales podrían citarse intentos de puentes, comprobaciones de conductividad punto a punto, intrusión por fundido, etc. Complementariamente, la llave electrónica comprende un sensor térmico, como puede ser concretamente un termopar, destinado a emitir una señal de alerta en el caso de que se dé, como se ha mencionado, una intrusión por fundido. Alternativamente también se contempla encapsular el sistema, de tal manera que haya que introducir la llave y no sólo aproximarla. Esta opción se propone tanto para mayor seguridad como para una mayor durabilidad del sistema en caso de que esté a la intemperie. Según otro aspecto de la invención, la primera carcasa y/o la segunda carcasa de la llave electrónica están compuestas de un termoplástico, siendo un material no conductor, que posibilita albergar otro material conductor que forme el circuito sin que se produzcan interferencias ni cortocircuitos, presentando además una buena resistencia y durabilidad en el tiempo. Complementariamente, el primer tramo del circuito y/o el segundo tramo del circuito de la llave electrónica están compuestos de un compuesto polimérico conductor, que posibilita la transmisión de las señales eléctricas a su través. Preferentemente, dicho compuesto polimérico conductor es un biopolímero conductor, siendo fabricado opcionalmente por fabricación aditiva de componentes. Dichos compuestos poliméricos conductores aportan diversas ventajas, para empezar las propias de la impresión 3D, como son un fácil prototipado, la posibilidad de personalización según as necesidades del cliente, bajo coste, versatilidad y escalabilidad. En una realización preferida de la invención, el compuesto polimérico conductor comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante, de modo que se posibilita la compatibilidad del material conductor del circuito, con el material no conductor de las carcasas, en un mismo elemento físico. Mencionar que la adición del plastificante dispersante aumenta considerablemente la conductividad eléctrica del compuesto polimérico conductor, mejorando la dispersión de dicha carga, lo que permite disminuir la cantidad de carga conductora, la cual debilita mecánicamente el compuesto. Como aditivo plastificante dispersante cabe citar el uso de polietilenglicol (PEG) o lignina, siendo este un compuesto natural, reutilizándolo como residuo de la industria del papel. Señalar que se ha comprobado experimentalmente que funciona correctamente, y que los resultados son comparables al efecto del PEG, siendo en ambos casos altamente compatible con el material de la matriz polimérica o biopolimérica, como puede ser un ácido poliláctico (PLA) . Es también objeto de la presente invención, un sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica, un elemento mecánico de cierre, y una llave electrónica, de manera que el circuito conductor, una vez que está cerrado o completo, envía una señal eléctrica que produce la activación de la cerradura electrónica y la apertura de su elemento mecánico de cierre. Así, el contacto directo entre la cerradura electrónica y la llave electrónica, cierra el circuito y se alimenta un sistema electromecánico que produce la apertura de la cerradura electrónica. Es por otro lado objeto de la presente invención, un método de fabricación de una llave electrónica, mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, donde dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. Como se ha venido señalando, en la presente invención, el material no conductor es un termoplástico, y el material conductor es un compuesto polimérico conductor. Mencionar que la obtención del sistema por fabricación aditiva posibilita el bajo coste a la vez que facilita su escalabilidad, individualidad de cada sistema y permite la personalización según los requerimientos y necesidades del usuario final. Así, se puede adecuar el tamaño y la forma de la llave para posibilitar su uso a personas con diversidad funcional. Por otro lado, y gracias a la tecnología de fabricación aditiva utilizada para la obtención de la llave de apertura, esta puede ser única para cada cliente, y altamente configurable y segura según las distintas necesidades. Aporta adicionalmente ventajas en cuanto a la seguridad del dispositivo, ya que se evita la realización de una copia de la llave por referencias fotográficas/ópticas de la misma, así como la fabricación de un molde rápido en una sustracción temporal de la misma. Además, la posibilidad de adaptación de la llave a distintas formas y tamaños permite el uso de ésta a personas con movilidad reducida en las manos u otro tipo de diversidad funcional, ya que las dimensiones de la llave se hacen acorde a las necesidades de cada cliente, y ya no es necesario el clásico giro de las llaves convencionales. Tan sólo con aproximar la llave y que se realice un buen contacto es suficiente. Más concretamente, el método de fabricación de una llave electrónica comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo del circuito y/o segundo tramo del circuito por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico. Dicha formación del primer tramo del circuito y/o segundo tramo del circuito se establece formando una red de caminos conductores de nanotubos de carbono multipared o MWCNT. Es a través de dichos tramos de circuito que se transmite la señal eléctrica que activa la apertura y/o cierre de la cerradura electrónica. Más en detalle, la extrusión en caliente del termoplástico no conductor y del compuesto polimérico conductor consiste en ir depositando dichos materiales capa a capa mientras son enfriados, obteniendo una precisión y una definición adecuadas del producto resultante. Además, para maximizar la densidad y la robustez, se hace recomendable un planchado o "ironing" en cada capa. Alternativamente, el fotopolimerizado comprende solidificar un polímero líquido ediante exposición a luz ultravioleta, lo cual permite una fácil manipulación y una modelación con tiempo adecuado. Opcionalmente, el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo del circuito y/o segundo tramo del circuito, pudiendo definir adecuadamente el recorrido de dicho circuito. En los dibujos adjuntos se muestra, a título de ejemplo no limitativo, una llave electrónica y método de fabricación asociado, constituido de acuerdo con la invención. Otras características y ventajas de dicha llave electrónica y método de fabricación asociado, objeto de la presente invención, resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1- Vista en perspectiva de la primera carcasa con su circuito embebido en su interior, según la presente invención. Figura 2- Vista en perspectiva de la primera y de la segunda carcasa con su circuito extraído hacia el exterior, según la presente invención. Figura 3- Vista en perspectiva de la primera carcasa siendo aproximada por un usuario hacia la segunda carcasa, según la presente invención. Figura 4- Vista en perspectiva de la primera carcasa en contacto con la segunda carcasa para la activación de la cerradura electrónica, según la presente invención. REALIZACIÓN PREFERENTE DE LA INVENCIÓN A la vista de las mencionadas figuras y, de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la invención, comprendiendo las partes y elementos que se indican y describen en detalle a continuación. En la figura 1 se puede observar una vista en perspectiva llave electrónica (1) con su primera carcasa (11) y el circuito (13) embebido en su interior, en concreto un primer tramo (14a) , que queda cortado por una cara (15) de la primera carcasa (11) , la cual está compuesta de un termoplástico (21) . Por otro lado, el circuito (13) es de un compuesto polimérico conductor (22) . En la figura 2 se puede observar una vista en perspectiva de la primera carcasa (11) y de la segunda carcasa (12) con su circuito (13) extraído hacia el exterior. El circuito (13) comprende primer tramo (14a) embebido en la primera carcasa (11) , y un segundo tramo (14b) embebido en una segunda carcasa (12) , separados por una cara (15) . Por otra parte, el circuito (13) comprende un primer ramal (16) para una primera función, y un segundo ramal (17) para una segunda función. En la figura 3 se puede observar una vista en perspectiva de la primera carcasa (11) siendo aproximada por un usuario hacia la segunda carcasa (12) , de cara a producir un contacto entre el primer tramo (14a) y el segundo tramo (14b) del circuito (13) , dando lugar de forma completa a un primer ramal (16) y un segundo ramal (17) , incluyendo adicionalmente un sensor térmico (18) . En la figura 4 se puede observar una vista en perspectiva de la primera carcasa (11) ya en contacto con la segunda carcasa (12) , dando lugar a una continuidad eléctrica a lo largo del circuito (13) para la activación de la cerradura electrónica (3) , tanto por el primer ramal (16) como por el segundo ramal (17) . De este modo se puede activar la cerradura electrónica (3) para la apertura del cierre (31) . Más en particular, tal y como se observa en las figuras 1 y 3, la llave electrónica (1) comprende un primer tramo (14a) de un circuito (13) embebido en una primera carcasa (11) , un segundo tramo (14b) del circuito (13) embebido en una segunda arcasa (12) , donde la primera carcasa (11) y la segunda carcasa (12) están configuradas para un acople geométrico, y por que el primer tramo (14a) del circuito (13) tiene continuidad eléctrica con el segundo tramo (14b) del circuito (13) cuando se produce dicho acople geométrico entre la primera carcasa (11) y la segunda carcasa (12) . Por otro lado, tal y como se observa en la figura 4, la segunda carcasa (12) está montada en una cerradura electrónica (3) . Según otro aspecto de la invención, tal y como se observa en las figuras 2 y 3, el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un primer ramal (16) configurado para activar la apertura y/o cierre de la cerradura electrónica (3) . Complementariamente, tal y como se observa en las figuras 2 y 3, el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un segundo ramal (17) configurado para activar una alarma y/o el bloqueo de la cerradura electrónica (3) . Adicionalmente, tal y como se observa en la figura 3, la llave electrónica (1) comprende un sensor térmico (18) . Más en detalle, tal y como se observa en la figura 2, la primera carcasa (11) y/o la segunda carcasa (12) están compuestas de un termoplástico (21) . Complementariamente, tal y como se observa en las figuras 1 y 2, el primer tramo (14a) del circuito (13) y/o el segundo tramo (14b) del circuito (13) están compuestos de un compuesto polimérico conductor (22) . Según una realización preferente de la invención, tal y como se observa en las figuras 1 y 2, el compuesto polimérico conductor (22) comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante. Opcionalmente, como matriz polimérica se puede usar PLA (ácido poliláctico) , o ABS (acrilonitrilo butadieno estireno) . Como relleno conductor pueden incluirse cargas conductoras, o nanotubos de carbono multipared MWCNT, debido a u alta conductividad eléctrica, si bien en cantidad baja (<5%) , o alternativamente grafeno, carbono o grafito. Dicha cargas conductoras se distribuyen añadiendo plastificantes comerciales como el PEG (polietilenglicol) o naturales o biológicos como la lignina. Es también objeto de la presente invención, tal y como se observa en la figura 4, un sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica (3) , un elemento mecánico de cierre (31) , y una llave electrónica (1) según lo descrito anteriormente. Adicionalmente, es objeto de la presente invención, tal y como se observa en la figura 2, un método de fabricación de la llave electrónica (1) , mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, donde dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. Los parámetros del proceso, es decir, los tiempos de disolución, temperatura, velocidad, ventilación forzada en el proceso de evaporación de los disolventes, están ajustados para conseguir un primer material muy cargado, con un alto porcentaje de MWCNT, y con la carga perfectamente distribuida. Cabe señalar que el relleno conductor del compuesto polimérico conductor se dispersa en dos fases: una primera en disolución con la matriz de PLA mediante una metodología llamada `solvent casting o procesado por disolución, con los parámetros del proceso ajustados, como se ha mencionado, para conseguir un primer material muy cargado, y con la carga perfectamente distribuida. La segunda fase consiste en la obtención de la formulación del material deseada, según la conductividad eléctrica final requerida, mediante extrusión del material anterior junto con más matriz y con los plastificantes dispersantes elegidos (PEG, lignina, etc.) . Tras este procedimiento la carga conductora (MWCNT) se distribuyen adecuadamente formando una red de caminos conductores. La adición de dispersantes aumenta considerablemente la conductividad eléctrica, posibilitando disminuir la cantidad de carga conductora, la cual debilita mecánicamente el compuesto. Más específicamente, tal y como se observa en la figura 2, el método de fabricación e una llave electrónica (1) comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico (21) . Precisar que en la extrusión el material se calienta y se deposita capa a capa mientras es enfriado. En el fotopolimerizado un polímero líquido solidifica mediante reacciones de fotopolimerización gracias a su exposición a luz ultravioleta. En el granulado, o base de polvo, se dispone de un lecho con el material en polvo y las capas de la pieza se van formando superpuestas. En el laminado el material se va disponiendo en forma de láminas. Más concretamente, tal y como se observa en la figura 2, la extrusión en caliente del termoplástico (21) no conductor y del compuesto polimérico conductor (22) consiste en ir depositando dichos materiales capa a capa mientras son enfriados, contando como materiales termoplásticos preferentes los del grupo de ácido poliláctico (PLA) , acrilonitrilo-butadieno-estireno (ABS) , polivinil acetato (PVA) , policarbonato (PC) , polietileno de alta densidad (HDPE) , poliuretano termoplástico (TPU) , nailon, compuestos (composites) , metal y vidrio. El sistema preferido es un sistema de doble extrusión independiente, con un diámetro de boquilla de 0, 4 con capas de 0, 3 para optimizar velocidad, acabado y densidad. Para maximizar esta última, un planchado en cada capa sería recomendable, beneficiando asimismo a la conductividad. Precisar que la distancia mínima entre bordes y el material conductivo ha de ser de 3 mm mínimo, excluyendo la distancia con los bordes, y las zonas de material conductivo que necesiten ser expuestas por el contacto con la otra pieza. Esta distancia nos permitirá aislar los conductores entre sí e incorporar margen suficiente para errores de fabricación. Señalar por otro lado que los materiales deben tener temperaturas de proceso similares, con diferencias entre ellas no superiores a 20°, para evitar que, por proximidad de la boquilla, al depositar uno de ellos no haga sobrepasar la temperatura recomendada al otro ya depositado. Y que un sistema de doble extrusión independiente es necesario para evitar arrastres o colisiones indeseadas. Adicionalmente, tal y como se observa en la figura 2, el fotopolimerizado comprende solidificar un polímero líquido mediante exposición a luz ultravioleta, tomando como materiales preferidos fotopolímeros y resinas curables por luz ultravioleta. Cabe mencionar que, tal y como se observa en la figura 2, el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) , donde los materiales preferidos son metales. Los detalles, las formas, las dimensiones y demás elementos accesorios, así como los componentes empleados en la implementación del llave electrónica (1) y método de fabricación asociado, podrán ser convenientemente sustituidos por otros que sean técnicamente equivalentes, y no se aparten de la esencialidad de la invención ni del ámbito definido por las reivindicaciones que se incluyen a continuación de la siguiente lista. Lista referencias numéricas: 1 llave electrónica 11 primera carcasa 12 segunda carcasa 13 circuito 14a primer tramo 14b segundo tramo 15 cara 16 primer ramal 17 segundo ramal 18 sensor térmico 21 termoplástico 22 compuesto polimérico conductor 3 cerradura electrónica 31 cierre
Publicaciones:
ES2959710 (27/02/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 29/07/2022 se realizó Registro Instancia de Solicitud
En fecha 29/07/2022 se realizó Admisión a Trámite
En fecha 29/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 01/08/2022 se realizó Superado examen de oficio
En fecha 07/03/2023 se realizó Realizado IET
En fecha 09/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 21/12/2023 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 27/02/2024 se realizó Publicación Solicitud
En fecha 27/02/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
29/07/2022 - Pago Tasas IET
+ ES-2959710_A11- Llave electrónica (1) que comprende un primer tramo (14a) de un circuito (13) embebido en una primera carcasa (11) , un segundo tramo (14b) del circuito (13) embebido en una segunda carcasa (12) , caracterizado por que la primera carcasa (11) y la segunda carcasa (12) están configuradas para un acople geométrico, y por que el primer tramo (14a) del circuito (13) tiene continuidad eléctrica con el segundo tramo (14b) del circuito (13) cuando se produce dicho acople geométrico entre la primera carcasa (11) y la segunda carcasa (12) . 2- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que la segunda carcasa (12) está montada en una cerradura electrónica (3) . 3- Llave electrónica (1) , según la reivindicación 2, caracterizado por que el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un primer ramal (16) configurado para activar la apertura y/o cierre de la cerradura electrónica (3) . 4- Llave electrónica (1) , según las reivindicaciones 2 o 3, caracterizado por que el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un segundo ramal (17) configurado para activar una alarma y/o el bloqueo de la cerradura electrónica (3) . 5- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que comprende un sensor térmico (18) . 6- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que la primera carcasa (11) y/o la segunda carcasa (12) están compuestas de un termoplástico (21) . 7- Llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, caracterizado por que el primer tramo (14a) del circuito (13) y/o el segundo tramo (14b) del circuito (13) están compuestos de un compuesto polimérico conductor (22) . 8- Llave electrónica (1) , según la reivindicación 7, caracterizado por que el compuesto polimérico conductor (22) comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante. 9- Sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica (3) , un elemento mecánico de cierre (31) , y una llave electrónica (1) según cualquiera de las reivindicaciones 1 a 8. 10- Método de fabricación de una llave electrónica (1) , según cualquiera de las reivindicaciones anteriores, mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, caracterizado por que dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. 11- Método de fabricación de una llave electrónica (1) , según la reivindicación 10, caracterizado por que comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico (21) . 12- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que la extrusión en caliente del termoplástico (21) no conductor y del compuesto polimérico conductor (22) consiste en ir depositando dichos materiales capa a capa mientras son enfriados. 13- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que el fotopolimerizado comprende solidificar un polímero líquido mediante exposición a luz ultravioleta. 14- Método de fabricación de una llave electrónica (1) , según la reivindicación 11, caracterizado por que el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) .
Los productos y servicios protegidos por este registro son:
E05B 47/00 - B29C 64/10
Descripciones:
+ ES-2959710_A1 DESCRIPCI ÓN LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO SECTOR DE LA TÉCNICA La presente solicitud de patente tiene por objeto una llave electrónica con un circuito embebido en una carcasa con un acople geométrico asociada a un sistema electromecánico con una cerradura electrónica. También comprende el método de fabricación de dicha llave electrónica, mediante materiales no conductores y conductores compatibles entre sí, incorporando notables ventajas, especialmente en la personalización de la llave con distintos niveles de seguridad. ANTECEDENTES DE LA INVENCIÓN En la actualidad se dispone de una amplia tipología de sistemas de cerradura electrónicas o digitales, y electromecánicas, obtenidos en general por métodos de fabricación convencionales. Dichos sistemas disponen de una llave física, parte activa el sistema, pudiendo disponer de una electrónica asociada. El funcionamiento consiste opcionalmente en la introducción de la llave, produciéndose un contacto directo que abre la cerradura, o bien, alternativamente, un accionamiento a distancia, que dispara un sistema de apertura de la cerradura remoto. Es también conocido del estado de la técnica, lo descrito en la patente US5442243A, acerca de un sistema para el arranque de un vehículo en el que la apertura se realiza tras el cierre de circuito eléctrico mediante acople de pares de contactos metálicos en una llave y en un alojamiento eléctrico, según una codificación predeterminada. Así, la llave incluye una pluralidad de contactos, y la cerradura dispone una pluralidad de contactos hembra, conectados a los circuitos de un automóvil. Es por otro lado conocido del estado de la técnica, lo descrito en la patente GB2219340A, acerca de una llave electrónica en cuyo interior hay alojados contactos retráctiles que permiten la conductividad eléctrica con la cerradura en una posición determinada. La llave electrónica comprende un cabezal de accionamiento y una hoja giratoria para insertar en un rotor de una cerradura. Comprende unos contactos etráctiles cargados por resortes, los cuales se unen a un circuito electrónico integrado en el propio cabezal de accionamiento. Al introducir y girar la llave en la cerradura, estos contactos retráctiles entran en conexión con contactos fijos del correspondiente circuito electrónico de la cerradura. Así, y a la vista de todo lo anterior, se aprecia la necesidad de dar todavía con un sistema llave/cerradura con ventajas de seguridad, personalización y flexibilidad en el diseño, permitiendo una diferenciación o personalización, adaptable a distintos niveles de seguridad. EXPLICACIÓN DE LA INVENCIÓN La presente invención se refiere a sistemas de llave/cerradura integrados por circuitos conductores personalizados producidos usando fabricación aditiva de materiales conductores y no conductores. El sistema funciona aproximando o introduciendo la llave, de tal manera que se produce un contacto directo entre la cerradura y la llave, cerrándose el circuito, momento en el que se alimenta un sistema electromecánico que produce la apertura de la cerradura. En concreto, dicho sistema llave/cerradura comprende un circuito tridimensional personalizado, obtenido por técnicas de fabricación aditiva con materiales disponibles conductores y no conductores. Por defecto el circuito está en la posición abierto, con la cerradura bloqueada, y sólo se cerrará al realizar contacto con la llave, colocando ésta en la posición correcta. Dicho contacto produce el cierre del circuito, a través del cual se envía una señal eléctrica que consigue la apertura de la cerradura. Es por lo tanto un objeto de la presente invención, una llave electrónica que comprende un primer tramo de un circuito embebido en una primera carcasa, un segundo tramo del circuito embebido en una segunda carcasa, donde la primera carcasa y la segunda carcasa están configuradas para un acople geométrico, y por que el primer tramo del circuito tiene continuidad eléctrica con el segundo tramo del circuito cuando se produce dicho acople geométrico entre la primera carcasa y la segunda carcasa. Así, el circuito está abierto por defecto, y sólo se cierra al producirse el contacto físico entre las diversas partes de la llave, en forma de varias arcasas separadas, en la o las caras destinadas a dicho acople geométrico. Y es en ese momento del acople geométrico, que el circuito de la llave puede transmitir la señal de apertura. De este modo, tiene que producirse una compatibilidad geométrica al tiempo que una compatibilidad interna electrónica, lo cual ofrece una seguridad incrementada, al haber una mayor dificultad de realizar la apertura correspondiente sin contar con la llave original. Señalar adicionalmente que la llave cuenta preferentemente con un circuito tridimensional personalizado, generado aleatoriamente mediante un software específico. Opcionalmente, el cliente receptor de la llave puede recibir adicionalmente un fichero informático con la geometría específica, tanto del acople geométrico como circuito tridimensional personalizado, para poder replicar la llave en caso de extravío o deterioro sin que el fabricante se tenga que quedar con una copia. Precisar que el circuito tridimensional es de un material conductor contenido en un material no conductivo. Con respecto a la generación aleatoria de las geometrías del material conductivo y no conductivo, mencionar soluciones de software tanto de CAD paramétrico mediante la programación de macros, así como con programas de modelado poligonal con funcionalidad de modelado generativo. Por otro lado, precisar que la segunda carcasa de la llave electrónica está montada en una cerradura electrónica, siendo la primera carcasa móvil y transportable por el usuario, y la segunda carcasa fija en la cerradura electrónica, de manera que presenta una mayor robustez. Ventajosamente, el primer tramo del circuito y el segundo tramo del circuito comprenden al menos un primer ramal configurado para activar la apertura y/o cierre de la cerradura electrónica, de manera que hay un ramal específicamente dedicado a la función de apertura y/o cierre, lo cual aporta una mayor fiabilidad de funcionamiento al sistema de apertura y/o cierre. Por otra parte, el primer tramo del circuito y el segundo tramo del circuito comprenden al menos un segundo ramal configurado para activar una alarma y/o el bloqueo de la cerradura electrónica, de manera que hay un ramal específicamente edicado a funciones de seguridad tales como una alarma y/o el bloqueo, pudiendo incluso haber un ramal específico para cada una de dichas funciones en paralelo. De este modo se logra asimismo una mayor fiabilidad de funcionamiento de cada una se dichas funciones. Señalar que la complejidad del sistema puede aumentarse dependiendo del nivel de seguridad que requiera cada aplicación en concreto o el usuario final. El primer eslabón de seguridad se establece añadiendo circuitos que no llegan a ninguna parte conductora, los cuales pueden denominarse circuitos trampa. Dichos circuitos trampa pueden hacer saltar una alarma si se completan, y se añaden para evitar intrusiones con materiales conductores, entre las cuales podrían citarse intentos de puentes, comprobaciones de conductividad punto a punto, intrusión por fundido, etc. Complementariamente, la llave electrónica comprende un sensor térmico, como puede ser concretamente un termopar, destinado a emitir una señal de alerta en el caso de que se dé, como se ha mencionado, una intrusión por fundido. Alternativamente también se contempla encapsular el sistema, de tal manera que haya que introducir la llave y no sólo aproximarla. Esta opción se propone tanto para mayor seguridad como para una mayor durabilidad del sistema en caso de que esté a la intemperie. Según otro aspecto de la invención, la primera carcasa y/o la segunda carcasa de la llave electrónica están compuestas de un termoplástico, siendo un material no conductor, que posibilita albergar otro material conductor que forme el circuito sin que se produzcan interferencias ni cortocircuitos, presentando además una buena resistencia y durabilidad en el tiempo. Complementariamente, el primer tramo del circuito y/o el segundo tramo del circuito de la llave electrónica están compuestos de un compuesto polimérico conductor, que posibilita la transmisión de las señales eléctricas a su través. Preferentemente, dicho compuesto polimérico conductor es un biopolímero conductor, siendo fabricado opcionalmente por fabricación aditiva de componentes. Dichos compuestos poliméricos conductores aportan diversas ventajas, para empezar las propias de la impresión 3D, como son un fácil prototipado, la posibilidad de personalización según as necesidades del cliente, bajo coste, versatilidad y escalabilidad. En una realización preferida de la invención, el compuesto polimérico conductor comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante, de modo que se posibilita la compatibilidad del material conductor del circuito, con el material no conductor de las carcasas, en un mismo elemento físico. Mencionar que la adición del plastificante dispersante aumenta considerablemente la conductividad eléctrica del compuesto polimérico conductor, mejorando la dispersión de dicha carga, lo que permite disminuir la cantidad de carga conductora, la cual debilita mecánicamente el compuesto. Como aditivo plastificante dispersante cabe citar el uso de polietilenglicol (PEG) o lignina, siendo este un compuesto natural, reutilizándolo como residuo de la industria del papel. Señalar que se ha comprobado experimentalmente que funciona correctamente, y que los resultados son comparables al efecto del PEG, siendo en ambos casos altamente compatible con el material de la matriz polimérica o biopolimérica, como puede ser un ácido poliláctico (PLA) . Es también objeto de la presente invención, un sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica, un elemento mecánico de cierre, y una llave electrónica, de manera que el circuito conductor, una vez que está cerrado o completo, envía una señal eléctrica que produce la activación de la cerradura electrónica y la apertura de su elemento mecánico de cierre. Así, el contacto directo entre la cerradura electrónica y la llave electrónica, cierra el circuito y se alimenta un sistema electromecánico que produce la apertura de la cerradura electrónica. Es por otro lado objeto de la presente invención, un método de fabricación de una llave electrónica, mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, donde dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. Como se ha venido señalando, en la presente invención, el material no conductor es un termoplástico, y el material conductor es un compuesto polimérico conductor. Mencionar que la obtención del sistema por fabricación aditiva posibilita el bajo coste a la vez que facilita su escalabilidad, individualidad de cada sistema y permite la personalización según los requerimientos y necesidades del usuario final. Así, se puede adecuar el tamaño y la forma de la llave para posibilitar su uso a personas con diversidad funcional. Por otro lado, y gracias a la tecnología de fabricación aditiva utilizada para la obtención de la llave de apertura, esta puede ser única para cada cliente, y altamente configurable y segura según las distintas necesidades. Aporta adicionalmente ventajas en cuanto a la seguridad del dispositivo, ya que se evita la realización de una copia de la llave por referencias fotográficas/ópticas de la misma, así como la fabricación de un molde rápido en una sustracción temporal de la misma. Además, la posibilidad de adaptación de la llave a distintas formas y tamaños permite el uso de ésta a personas con movilidad reducida en las manos u otro tipo de diversidad funcional, ya que las dimensiones de la llave se hacen acorde a las necesidades de cada cliente, y ya no es necesario el clásico giro de las llaves convencionales. Tan sólo con aproximar la llave y que se realice un buen contacto es suficiente. Más concretamente, el método de fabricación de una llave electrónica comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo del circuito y/o segundo tramo del circuito por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico. Dicha formación del primer tramo del circuito y/o segundo tramo del circuito se establece formando una red de caminos conductores de nanotubos de carbono multipared o MWCNT. Es a través de dichos tramos de circuito que se transmite la señal eléctrica que activa la apertura y/o cierre de la cerradura electrónica. Más en detalle, la extrusión en caliente del termoplástico no conductor y del compuesto polimérico conductor consiste en ir depositando dichos materiales capa a capa mientras son enfriados, obteniendo una precisión y una definición adecuadas del producto resultante. Además, para maximizar la densidad y la robustez, se hace recomendable un planchado o "ironing" en cada capa. Alternativamente, el fotopolimerizado comprende solidificar un polímero líquido ediante exposición a luz ultravioleta, lo cual permite una fácil manipulación y una modelación con tiempo adecuado. Opcionalmente, el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo del circuito y/o segundo tramo del circuito, pudiendo definir adecuadamente el recorrido de dicho circuito. En los dibujos adjuntos se muestra, a título de ejemplo no limitativo, una llave electrónica y método de fabricación asociado, constituido de acuerdo con la invención. Otras características y ventajas de dicha llave electrónica y método de fabricación asociado, objeto de la presente invención, resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1- Vista en perspectiva de la primera carcasa con su circuito embebido en su interior, según la presente invención. Figura 2- Vista en perspectiva de la primera y de la segunda carcasa con su circuito extraído hacia el exterior, según la presente invención. Figura 3- Vista en perspectiva de la primera carcasa siendo aproximada por un usuario hacia la segunda carcasa, según la presente invención. Figura 4- Vista en perspectiva de la primera carcasa en contacto con la segunda carcasa para la activación de la cerradura electrónica, según la presente invención. REALIZACIÓN PREFERENTE DE LA INVENCIÓN A la vista de las mencionadas figuras y, de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la invención, comprendiendo las partes y elementos que se indican y describen en detalle a continuación. En la figura 1 se puede observar una vista en perspectiva llave electrónica (1) con su primera carcasa (11) y el circuito (13) embebido en su interior, en concreto un primer tramo (14a) , que queda cortado por una cara (15) de la primera carcasa (11) , la cual está compuesta de un termoplástico (21) . Por otro lado, el circuito (13) es de un compuesto polimérico conductor (22) . En la figura 2 se puede observar una vista en perspectiva de la primera carcasa (11) y de la segunda carcasa (12) con su circuito (13) extraído hacia el exterior. El circuito (13) comprende primer tramo (14a) embebido en la primera carcasa (11) , y un segundo tramo (14b) embebido en una segunda carcasa (12) , separados por una cara (15) . Por otra parte, el circuito (13) comprende un primer ramal (16) para una primera función, y un segundo ramal (17) para una segunda función. En la figura 3 se puede observar una vista en perspectiva de la primera carcasa (11) siendo aproximada por un usuario hacia la segunda carcasa (12) , de cara a producir un contacto entre el primer tramo (14a) y el segundo tramo (14b) del circuito (13) , dando lugar de forma completa a un primer ramal (16) y un segundo ramal (17) , incluyendo adicionalmente un sensor térmico (18) . En la figura 4 se puede observar una vista en perspectiva de la primera carcasa (11) ya en contacto con la segunda carcasa (12) , dando lugar a una continuidad eléctrica a lo largo del circuito (13) para la activación de la cerradura electrónica (3) , tanto por el primer ramal (16) como por el segundo ramal (17) . De este modo se puede activar la cerradura electrónica (3) para la apertura del cierre (31) . Más en particular, tal y como se observa en las figuras 1 y 3, la llave electrónica (1) comprende un primer tramo (14a) de un circuito (13) embebido en una primera carcasa (11) , un segundo tramo (14b) del circuito (13) embebido en una segunda arcasa (12) , donde la primera carcasa (11) y la segunda carcasa (12) están configuradas para un acople geométrico, y por que el primer tramo (14a) del circuito (13) tiene continuidad eléctrica con el segundo tramo (14b) del circuito (13) cuando se produce dicho acople geométrico entre la primera carcasa (11) y la segunda carcasa (12) . Por otro lado, tal y como se observa en la figura 4, la segunda carcasa (12) está montada en una cerradura electrónica (3) . Según otro aspecto de la invención, tal y como se observa en las figuras 2 y 3, el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un primer ramal (16) configurado para activar la apertura y/o cierre de la cerradura electrónica (3) . Complementariamente, tal y como se observa en las figuras 2 y 3, el primer tramo (14a) del circuito (13) y el segundo tramo (14b) del circuito (13) comprenden al menos un segundo ramal (17) configurado para activar una alarma y/o el bloqueo de la cerradura electrónica (3) . Adicionalmente, tal y como se observa en la figura 3, la llave electrónica (1) comprende un sensor térmico (18) . Más en detalle, tal y como se observa en la figura 2, la primera carcasa (11) y/o la segunda carcasa (12) están compuestas de un termoplástico (21) . Complementariamente, tal y como se observa en las figuras 1 y 2, el primer tramo (14a) del circuito (13) y/o el segundo tramo (14b) del circuito (13) están compuestos de un compuesto polimérico conductor (22) . Según una realización preferente de la invención, tal y como se observa en las figuras 1 y 2, el compuesto polimérico conductor (22) comprende una matriz polimérica o biopolimérica, un relleno conductor y al menos un aditivo plastificante dispersante. Opcionalmente, como matriz polimérica se puede usar PLA (ácido poliláctico) , o ABS (acrilonitrilo butadieno estireno) . Como relleno conductor pueden incluirse cargas conductoras, o nanotubos de carbono multipared MWCNT, debido a u alta conductividad eléctrica, si bien en cantidad baja (<5%) , o alternativamente grafeno, carbono o grafito. Dicha cargas conductoras se distribuyen añadiendo plastificantes comerciales como el PEG (polietilenglicol) o naturales o biológicos como la lignina. Es también objeto de la presente invención, tal y como se observa en la figura 4, un sistema electromecánico de apertura y/o cierre que comprende una cerradura electrónica (3) , un elemento mecánico de cierre (31) , y una llave electrónica (1) según lo descrito anteriormente. Adicionalmente, es objeto de la presente invención, tal y como se observa en la figura 2, un método de fabricación de la llave electrónica (1) , mediante la obtención de materiales no conductores y materiales conductores compatibles entre sí, donde dicha obtención de materiales no conductores y materiales conductores comprende al menos una etapa de disolución y mezcla en fundido de una matriz polimérica o biopolimérica, un relleno conductor, y al menos un aditivo plastificante dispersante. Los parámetros del proceso, es decir, los tiempos de disolución, temperatura, velocidad, ventilación forzada en el proceso de evaporación de los disolventes, están ajustados para conseguir un primer material muy cargado, con un alto porcentaje de MWCNT, y con la carga perfectamente distribuida. Cabe señalar que el relleno conductor del compuesto polimérico conductor se dispersa en dos fases: una primera en disolución con la matriz de PLA mediante una metodología llamada `solvent casting o procesado por disolución, con los parámetros del proceso ajustados, como se ha mencionado, para conseguir un primer material muy cargado, y con la carga perfectamente distribuida. La segunda fase consiste en la obtención de la formulación del material deseada, según la conductividad eléctrica final requerida, mediante extrusión del material anterior junto con más matriz y con los plastificantes dispersantes elegidos (PEG, lignina, etc.) . Tras este procedimiento la carga conductora (MWCNT) se distribuyen adecuadamente formando una red de caminos conductores. La adición de dispersantes aumenta considerablemente la conductividad eléctrica, posibilitando disminuir la cantidad de carga conductora, la cual debilita mecánicamente el compuesto. Más específicamente, tal y como se observa en la figura 2, el método de fabricación e una llave electrónica (1) comprende al menos una etapa de obtención de la conductividad eléctrica requerida a través de la formación del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) por medio de un proceso del grupo de extrusión en caliente, fotopolimerizado, granulado y/o laminado en el termoplástico (21) . Precisar que en la extrusión el material se calienta y se deposita capa a capa mientras es enfriado. En el fotopolimerizado un polímero líquido solidifica mediante reacciones de fotopolimerización gracias a su exposición a luz ultravioleta. En el granulado, o base de polvo, se dispone de un lecho con el material en polvo y las capas de la pieza se van formando superpuestas. En el laminado el material se va disponiendo en forma de láminas. Más concretamente, tal y como se observa en la figura 2, la extrusión en caliente del termoplástico (21) no conductor y del compuesto polimérico conductor (22) consiste en ir depositando dichos materiales capa a capa mientras son enfriados, contando como materiales termoplásticos preferentes los del grupo de ácido poliláctico (PLA) , acrilonitrilo-butadieno-estireno (ABS) , polivinil acetato (PVA) , policarbonato (PC) , polietileno de alta densidad (HDPE) , poliuretano termoplástico (TPU) , nailon, compuestos (composites) , metal y vidrio. El sistema preferido es un sistema de doble extrusión independiente, con un diámetro de boquilla de 0, 4 con capas de 0, 3 para optimizar velocidad, acabado y densidad. Para maximizar esta última, un planchado en cada capa sería recomendable, beneficiando asimismo a la conductividad. Precisar que la distancia mínima entre bordes y el material conductivo ha de ser de 3 mm mínimo, excluyendo la distancia con los bordes, y las zonas de material conductivo que necesiten ser expuestas por el contacto con la otra pieza. Esta distancia nos permitirá aislar los conductores entre sí e incorporar margen suficiente para errores de fabricación. Señalar por otro lado que los materiales deben tener temperaturas de proceso similares, con diferencias entre ellas no superiores a 20°, para evitar que, por proximidad de la boquilla, al depositar uno de ellos no haga sobrepasar la temperatura recomendada al otro ya depositado. Y que un sistema de doble extrusión independiente es necesario para evitar arrastres o colisiones indeseadas. Adicionalmente, tal y como se observa en la figura 2, el fotopolimerizado comprende solidificar un polímero líquido mediante exposición a luz ultravioleta, tomando como materiales preferidos fotopolímeros y resinas curables por luz ultravioleta. Cabe mencionar que, tal y como se observa en la figura 2, el granulado comprende disponer un lecho con material en polvo según la configuración a obtener del primer tramo (14a) del circuito (13) y/o segundo tramo (14b) del circuito (13) , donde los materiales preferidos son metales. Los detalles, las formas, las dimensiones y demás elementos accesorios, así como los componentes empleados en la implementación del llave electrónica (1) y método de fabricación asociado, podrán ser convenientemente sustituidos por otros que sean técnicamente equivalentes, y no se aparten de la esencialidad de la invención ni del ámbito definido por las reivindicaciones que se incluyen a continuación de la siguiente lista. Lista referencias numéricas: 1 llave electrónica 11 primera carcasa 12 segunda carcasa 13 circuito 14a primer tramo 14b segundo tramo 15 cara 16 primer ramal 17 segundo ramal 18 sensor térmico 21 termoplástico 22 compuesto polimérico conductor 3 cerradura electrónica 31 cierre
Publicaciones:
ES2959710 (27/02/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 29/07/2022 se realizó Registro Instancia de Solicitud
En fecha 29/07/2022 se realizó Admisión a Trámite
En fecha 29/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 01/08/2022 se realizó Superado examen de oficio
En fecha 07/03/2023 se realizó Realizado IET
En fecha 09/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 21/12/2023 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 27/02/2024 se realizó Publicación Solicitud
En fecha 27/02/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
29/07/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700
El registro de patente nacional por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700 fue solicitada el 29/07/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700 fue solicitada por UNIVERSIDADE DA CORUÑA mediante los servicios del agente Isabel Carvajal y Urquijo. El registro [modality] por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700 está clasificado como E05B 47/00,B29C 64/10 según la clasificación internacional de patentes.
Otras invenciones solicitadas en la clasificación internacional de patentes E05B 47/00,B29C 64/10.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700 está clasificado con la clasificación E05B 47/00,B29C 64/10 por lo que si se desea conocer más registros con la clasificación E05B 47/00,B29C 64/10 clicar aquí.Otras invenciones solicitadas a través del representante ISABEL CARVAJAL Y URQUIJO
Es posible conocer todas las invenciones solicitadas a través del agente ISABEL CARVAJAL Y URQUIJO entre las que se encuentra el registro patente nacional por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Si se desean conocer más invenciones solicitadas a través del agente ISABEL CARVAJAL Y URQUIJO clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase E
Es posible conocer todas las patentes registradas en la clase E (CONSTRUCCIONES FIJAS) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase E05
Es posible conocer todas las patentes registradas en la clase E05 (CERRADURAS; LLAVES; ACCESORIOS DE PUERTAS O VENTANAS; CAJAS FUERTES) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase E05B
Es posible conocer todas las patentes registradas en la clase E05B (CERRADURAS; SUS ACCESORIOS; ESPOSAS) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29
Es posible conocer todas las patentes registradas en la clase B29 (TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29C
Es posible conocer todas las patentes registradas en la clase B29C (CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVIS) entre las que se encuentra la patente LLAVE ELECTRÓNICA Y MÉTODO DE FABRICACIÓN ASOCIADO con el número P202230700. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230697
P202230697
Nanopartículas mesoporosas de sílice y su uso en la captación de inmunoglobulinas
P202230701 P202230702
P202230702Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







