


- Home /
- Publicaciones de patentes /
- SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE
Patente nacional por "SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE"
Este registro ha sido solicitado por
THE PRINTABLE COMPANY
a través del representanteJOSE LOZANO ALONSO
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 17/06/2022
- Número solicitud:
-
P202230536
- Número publicación:
-
ES2957717
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
THE PRINTABLE COMPANY
- Datos del representante:
-
Jose Lozano Alonso
- Clasificación Internacional de Patentes:
- B28B 1/00,B25J 9/02,E04G 21/04
- Clasificación Internacional de Patentes de la publicación:
- B28B 1/00,B25J 9/02,E04G 21/04
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2957717_A11. Sistema de fabricación aditiva multifunción caracterizado porque comprende al menos una estructura principal (1) y un módulo principal (2) ; donde la estructura principal (1) comprende al menos: o cuatro columnas (3) ; o unas vigas superiores (4) , ubicadas en la parte superior de las columnas (3) , configuradas para rigidizar la estructura principal (1) ; o dos vigas paralelas (5) , cada una de ellas unida de manera deslizante a un par diferente de columnas (3) , configurando un desplazamiento vertical y paralelo de las vigas paralelas (5) a lo largo de las columnas (3) ; o una viga transversal (6) , unida de manera deslizante por sus extremos, cada uno con una viga paralela (5) , configurando un desplazamiento horizontal a lo largo de la longitud de las vigas paralelas (5) ; o un carro (7) móvil acoplado de manera deslizante a la viga transversal (6) , configurado para comprender un desplazamiento horizontal a lo largo de la longitud de la viga transversal (6) en una dirección perpendicular o sustancialmente perpendicular al desplazamiento horizontal de la viga transversal (6) ; o y una punta de fabricación (8) con boca extrusora de material de construcción; donde el módulo principal (2) comprende al menos: o medios de fabricación de material de construcción; o medios de impulsión y medios de conducción del material de construcción (11) hasta la punta de fabricación (8) ; o medios de alimentación eléctrica; o y una unidad de control conectada operativamente a los medios anteriores. y donde el desplazamiento vertical de las vigas paralelas (5) , el desplazamiento horizontal de la viga transversal (6) , y el desplazamiento horizontal del carro (7) están configurados para: o Posicionar la punta de fabricación (8) en cualquier punto contenido en el interior de la estructura principal; o y/o realizar cualquier trayectoria de la punta de fabricación (8) desde un punto inicial hasta un punto final, contenidos en el interior de la estructura principal. 2. Sistema de fabricación aditiva multifunción según la primera reivindicación caracterizada porque la punta de fabricación (8) comprende además una pinza de agarre (15) y/o una herramienta de corte (16) y/o una pistola de calor (17) y/o un sistema tipo gancho (19) y/o un taladro de perforación (20) y/o un atornillador magnético (21) . 3. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizada porque la unidad de control está configurada para seleccionar la herramienta adecuada para cada maniobra del proceso de fabricación. 4. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizada porque las columnas (3) comprenden medios de desplazamiento (12) horizontal, configurados para desplazar la estructura principal sobre la superficie de apoyo. 5. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque las vigas paralelas (5) comprenden un sistema de estabilización del movimiento vertical. 6. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque los medios de alimentación eléctrica comprenden al menos un panel de energía solar y/o un generador y/o baterías de almacenamiento y/o un grupo electrógeno y/o una toma de corriente a la red de alimentación general. 7. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizado porque la unidad de control gestiona el consumo energético y/o la combinación de fuentes energéticas. 8. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la punta de fabricación (7) comprende un desplazamiento vertical configurado para permitir el posicionamiento de la punta de fabricación (7) en una cota vertical inferior a la definida por las bases de las columnas (3) . 9. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la estructura principal es modular. 10. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque los medios de fabricación de material de construcción del módulo principal (2) comprenden al menos: o una tolva de alimentación (9) ; o una unidad mezcladora (10) ; configurada para mezclar los productos recibidos a través de la tolva de alimentación (9) ; y los medios de impulsión y los medios de conducción del material de construcción (11) hasta la punta de fabricación (8) comprenden una bomba de impulsión de sólidos, configurada para impulsar el material de fabricación a través de los medios de conducción del material de construcción (11) . 11. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque el módulo principal (2) comprende medios de desplazamiento (13) configurados para desplazar el módulo principal (2) sobre la superficie de apoyo. 12. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la estructura principal (1) comprende una pluralidad de sensores y/o cámaras configurados para tomar información del proceso de fabricación. 13. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizado porque la unidad de control del módulo principal (2) comprende un software de inteligencia artificial configurado para interpretar los datos obtenidos por los sensores y/o las cámaras, y enviar órdenes a los diferentes elementos. 14. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque el módulo principal (2) comprende medios de comunicación inalámbrica. 15. Procedimiento de construcción de un edificio asociado al sistema de fabricación aditiva multifunción según las reivindicaciones anteriores a partir de un terreno nivelado caracterizado porque comprende al menos las etapas de: cimentación, construcción de la estructura y construcción de la cubierta. 16. Procedimiento de construcción de un edificio según la reivindicación 11 caracterizado porque la etapa de cimentación comprende al menos las etapas: o fabricación de la losa de cimentación, a partir de un encofrado y/o la realización de unos muros perimetrales; o colocación de unos módulos prefabricados, de forma cóncava, con una base plana que se apoya sobre la superficie y una parte superior curvada; o colocación de un armado de acero corrugado en los puntos de cimentación coincidentes con los vértices de los muros perimetrales; colocación de un armado comprendido por varillas de acero o similar; o y vertido del hormigón de cimentación directamente desde los medios de conducción del material de construcción; 17. Procedimiento de construcción de un edificio según las reivindicaciones 11 y 12 caracterizado porque la etapa de construcción de la estructura comprende al menos las etapas: o colocación de un material bituminoso sobre el hormigón fraguado en las zonas en las que se va a colocar un muro, mediante su deposición por parte de la boca extrusora de la punta de fabricación; configurado para generar una superficie elástica y adhesiva entre los muros y la cimentación; o definición de las paredes del edificio mediante la deposición de material de construcción por parte de la boca extrusora de la punta de fabricación, hasta una primera altura, y creación del encofrado de hormigón alrededor de los salientes del armado colocado en los puntos de cimentación coincidentes con los vértices de los muros perimetrales, configurando los pilares del edificio; o detención de la deposición de material de construcción e instalación de unos premarcos de las ventanas y/o puertas y/o cualquier otro elemento de la paramenta vertical; o conexión de barras de acero al armado y rellenado de los encofrados de los pilares, configurando un nudo fijo con la cimentación; o impresión de las paredes hasta alcanzar una segunda altura determinada; o e impresión del último tramo de los muros perimetrales con un espesor inferior al anterior, para servir de apoyo lineal para las vigas de cubierta del edificio; 18. Procedimiento de construcción de un edificio según las reivindicaciones 11, 12 y 13 caracterizado porque la etapa de construcción de la cubierta comprende al menos las etapas: o instalación de las vigas de cubierta del edificio y atornillado a los muros perimetrales; o instalación de unos módulos de encofrado recuperable, configurados en forma cóncava con los extremos planos para su atornillado a las vigas de cubierta del edificio; o vertido de hormigón aligerado para cubiertas sobre los módulos y las vigas de cubierta; o retirada de los módulos de encofrado recuperable, configurando un forjado reticular; o aplicación de material impermeable sobre la capa de cubierta de hormigón; o impresión de una cubierta inclinada con hormigón ligero; o e instalación del sistema de captación y canalización de agua exterior. 19. Procedimiento de construcción de un edificio según las reivindicaciones anteriores caracterizado porque comprende una etapa final de impresión de una coronación estética. 20. Procedimiento de montaje asociado al sistema de fabricación aditiva multifunción según las reivindicaciones anteriores caracterizado porque comprende las etapas de: o ubicación de las bases de las columnas (3) sobre el terreno, en localizaciones determinadas por el plano del edificio y/o el área de trabajo necesaria; o instalación de las columnas (3) sobre las bases; o elevación e instalación de las vigas superiores (4) ; o instalación de las vigas paralelas (5) ; o instalación de los nudos de unión entre las vigas paralelas (5) y la viga transversal (6) ; o instalación de la viga transversal (6) y el carro (7) ; o y colocación de la instalación eléctrica, el sistema de seguridad, los medios de conducción del material de construcción (11) y los contrapesos. 21. Procedimiento de montaje según la reivindicación anterior caracterizado porque comprende una etapa adicional de construcción de las vigas paralelas (5) y/o la viga transversal (6) a partir de la unión de una pluralidad de vigas longitudinales. 22. Procedimiento de montaje según las reivindicaciones 20 y 21 caracterizado porque comprende una etapa adicional de instalación de una plataforma de control visual sobre las vigas superiores (4) .
Los productos y servicios protegidos por este registro son:
B28B 1/00 - B25J 9/02 - E04G 21/04
Descripciones:
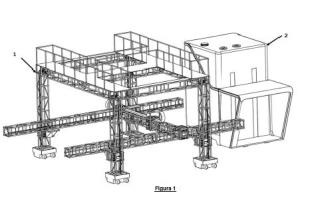
+ ES-2957717_A1 SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE SECTOR DE LA TÉCNICA La presente invención se refiere a un sistema de fabricación aditiva para la fabricación de edificios o similar. Más concretamente a un sistema de fabricación aditiva multifunción y autónomo que comprende una central de fabricación del material de construcción y una estructura de fabricación del edificio, con una boquilla extrusora que deposita capas de material sucesivas para lograr la construcción de las paramentas verticales de los edificios. ANTECEDENTES DE LA INVENCIÓN Actualmente, los métodos de construcción tradicionales requieren la utilización de material, como los ladrillos o los bloques, que deben de ser transportados y colocados individualmente de manera manual, siendo un proceso lento y costoso, que genera gran cantidad de residuos y material desperdiciado, así como una gran cantidad de mano de obra no cualificada que debe desplazarse hasta la localización de la construcción para poder desarrollar las diferentes operaciones. Así mismo, también podemos encontrar los métodos de fabricación que utilizan los muros prefabricados, esto es, losas de hormigón pensado que se transportan desde el punto de fabricación hasta el lugar de construcción del edificio, precisando de maquinaria pesada para su colocación, con los riesgos humanos y los costes económicos que ello conlleva. Por otra parte, son ampliamente conocidas las técnicas actuales de impresión 3D, que emplean las tecnologías de fabricación por adición, en las que un objeto tridimensional es creado mediante la superposición de capas sucesivas de material De esta forma, y ante los problemas de la construcción tradicional, han surgido en la actualidad diferentes sistemas que emplean las tecnologías de fabricación por adición en la construcción de edificios. En este sentido, podemos encontrar en el estado de la técnica numerosos documentos que hacen referencia a lo anteriormente mencionado. Podemos encontrar, por ejemplo, el documento WO2005070657 que describe un sistema robotizado con un pórtico móvil, que comprende una viga superior extendida entre al menos dos elementos laterales, que están montados de manera deslizable sobre un par de rieles. La viga superior comprende una boquilla extrusora, montada de manera deslizable a lo largo de la citada viga, con un controlador de posición que monitoriza tanto el robot del pórtico como la boquilla extrusora. Así mismo, para realizar estructuras de gran altura, el sistema robótico puede utilizar un mecanismo de elevación que eleva de forma controlada la plataforma del pórtico hasta una altura deseada, donde el sistema de elevación comprende una pluralidad de grúas por medio de cables, de manera que se levante el pórtico hasta una altura suficiente para que la boquilla extrusora pueda depositar una capa de material encima de una ya previamente extruida. Por otra parte, la plataforma del pórtico comprende una plataforma de extensión que sostiene el material de construcción, al que se puede acceder mediante un manipulador robótico. El documento también incluye la utilización de unos apoyos con ruedas, para que la estructura completa se soporte sobre las paredes verticales ya construidas y fraguadas, de manera que se mantenga la verticalidad del conjunto completo, otorgando la rigidez lateral necesaria como para realizar las operaciones necesarias. De manera que el pórtico se apoyará directamente sobre el suelo cuando todavía no haya estructura sobre la que sustentarse. Podemos encontrar también el documento AT385550, en el que se describe un sistema de fabricación rápida y precisa de edificios, en el que partes del mismo pueden fabricarse de manera independiente sin necesidad de utilizar un encofrado. Para lograrlo, el sistema comprende una estructura principal con cuatro columnas conectadas a través de cuatro vigas, que soporta una viga transversal con una boquilla extrusora. Donde la viga transversal puede desplazarse a lo largo de la estructura principal, y la boquilla extrusora se desplaza en dirección transversal a lo largo de la viga. Adicionalmente, la boquilla extrusora puede desplazarse verticalmente la altura de un piso, para poder conformar las diferentes capas de material de construcción. Pertenece también al estado de la técnica el documento US2007181519 en el que se describe una máquina desplegable que comprende un vehículo y un sistema de pórtico que puede configurarse para colapsarse en el propio vehículo, de manera que estaría inoperativo, y para extenderse, de manera que estructura de pórtico estaría soportada en parte por el propio vehículo. Así mismo, también se describe el proceso de fabricación que incluye el traslado del vehículo a una primera ubicación, para extender el pórtico desplegable hasta su posición de trabajo. Por último, podemos encontrar también el documento US2021040724, en el que se describe un sistema de producción de edificios mediante impresión aditiva, que incluye un mezclador de hormigón, y que comprende un puente móvil sobre dos patas deslizantes sobre raíles formando una estructura tipo grúa puente, con una estructura superior rigidizadora con dos vigas paralelas. De esta forma, se puede concluir que ya existen sistemas en el estado de la técnica que tratan de minimizar el impacto de los métodos de construcción tradicionales, mediante medios de deposición de hormigones, a partir de estructuras tipo puente grúa, pórtico móvil a través de raíles, o brazos robóticos, que además requieren de un suministro continuo de material no incluido en los anteriores documentos. Sin embargo, ninguno de los sistemas descritos logra una estabilidad estructural suficiente como para permitir una construcción adecuada y precisa del edificio en cuestión. Por otra parte, los documentos pertenecientes al estado de la técnica no describen procesos optimizados de construcción de edificios, ya que requieren el movimiento de diferentes medios de transporte pesados, tanto en el montaje del propio sistema de fabricación como en el traslado de los materiales de construcción utilizados. Por último, los sistemas descritos no permiten la construcción de la cimentación de los edificios, por lo que todos requerirían de una etapa previa de cimentación, como la que se viene utilizando en los métodos de construcción tradicionales. Es por ello que se hace necesario un sistema de fabricación autónoma que permita la construcción íntegra de un edificio sin intervención directa de recursos humanos, en un tiempo reducido y de una manera optimizada. EXPLICACIÓN DE LA INVENCIÓN El sistema de fabricación aditiva multifunción y los procedimientos asociados que la invención propone se configura, pues, como destacable novedad dentro de su campo de aplicación, ya que a tenor de su implementación y de manera taxativa se alcanzan satisfactoriamente los objetivos señalados, estando los detalles caracterizadores que lo hacen posible y que los distinguen convenientemente recogidos en las reivindicaciones finales que acompañan a la presente descripción. Para facilitar la comprensión, a lo largo de la descripción se utiliza un sistema de coordenadas en el que el Eje Z representa el eje vertical, mientras que los ejes X e Y representan los ejes horizontales. Concretamente, la presente invención plantea un sistema de fabricación aditiva multifunción que permite la fabricación completa de un edificio a partir de la generación propia del material de construcción, y la deposición del mismo en capas sucesivas que permiten conformar la paramenta horizontal y/o vertical de la estructura, con el objetivo de fabricar composiciones tridimensionales de alta resistencia estructural, a partir de la utilización de fuentes de energía propias Así mismo, el sistema comprende medios de manipulación de los elementos auxiliares empleados en la fabricación de los edificios, como pueden ser las ventanas, las puertas o similar. Para lograrlo, la presente invención comprende al menos dos módulos diferentes: el módulo principal de control y de fabricación del material de construcción, y la estructura principal del sistema de fabricación. Por una parte, la estructura principal del sistema de fabricación estará comprendida por un prisma rectangular, que comprende cuatro pilares a modo de sustentación vertical de una estructura horizontal que comprende dos vigas paralelas, cada una de ellas unida de manera deslizante a un par de pilares diferentes; y una viga transversal a las anteriores, unida de manera deslizante por sus extremos, cada uno a una viga paralela. Es decir, según la anterior explicación, los cuatro pilares serán fijos, mientras las vigas paralelas se desplazarán verticalmente a lo largo de los pilares, y la viga transversal se desplazará horizontalmente a lo largo de las vigas paralelas. Por otra parte, la viga transversal comprende un carro con una punta de fabricación, que puede desplazarse a lo largo de la viga transversal. Donde la punta de fabricación comprende una boca extrusora, que comprende medios de desplazamiento vertical, que le permiten alcanzar una cota inferior a la definida por las bases de los pilares. Con los movimientos anteriormente descritos, esto es, el movimiento en el Eje Z de las vigas paralelas, el movimiento de la viga transversal en el Eje X y el movimiento del carro en el Eje Y, se logran obtener lo grados de libertad necesarios para poder alcanzar cualquier punto del interior de la estructura con la punta de fabricación. Cabe destacar que la punta de fabricación podrá comprender tantos elementos como sea necesario, para realizar el total de las maniobras requeridas durante el proceso de fabricación del edificio, como por ejemplo una pinza, una herramienta de corte o un taladro. Particularmente, la estructura principal podrá ser modular, permitiendo el aumento de las dimensiones en cualquiera de los ejes, tanto la vertical en Z, como las horizontales en X e Y, hasta alcanzar el límite estructural que asegura la rigidez del conjunto y permite una precisión suficiente como para la correcta y óptima realización del edificio. De esta manera puede adaptarse la estructura principal al área de fabricación. Así mismo, la modularidad permitirá encadenar diferentes columnas, de manera que se logren alcanzar diferentes alturas, y realizar edificios de varias plantas. Por otra parte, la estructura principal podrá desplazarse por medio de un sistema de ruedas y/u orugas rotatorias orientables 360°, instaladas en las bases de los pilares, de manera que se permita el desplazamiento de la estructura completa en el plano horizontal, pudiendo llegar a la posición correcta sobre la superficie sin necesidad de realizar el desmontaje completo de la estructura. Así mismo, la estructura contempla la inclusión de una pasarela superior que servirá para la realización del control visual de la fabricación por parte de un experto. En segundo lugar, y con el objetivo de suministrar el material de construcción a la punta de fabricación de la estructura principal, y controlar el proceso de fabricación completo, la invención comprende una central de control y de fabricación del material, que se encargará de controlar el sistema completo y todos los elementos incluidos en el mismo; y de fabricar el material de construcción que se suministrará a la punta de fabricación. Esta central comprenderá todos los elementos necesarios para logar el correcto suministro de material hasta la punta de fabricación, es decir, los sistemas de fabricación y almacenamiento, los medios de impulsión del material y las conducciones encargadas de transportarlo desde el almacenamiento hasta la punta de fabricación, así como los medios de alimentación eléctrica. En primer lugar, la central de fabricación del material se encargará de mezclar e impulsar el material de hormigón, preferentemente reforzado con fibras, a la vez que controla su calidad. Permitiendo una fabricación in situ del material, que permite una economización y optimización con gran exactitud del material a fabricar, evitando su aducidad, la generación de residuos y el impacto medioambiental que requiere un continuo abastecimiento siguiendo los medios tradicionales, como por ejemplo un camión hormigonera y una autobomba. En segundo lugar, la alimentación eléctrica podrá lograrse mediante la colocación de paneles solares en el área superior de las columnas, y de la propia central de fabricación, de manera que el sistema genere la energía necesaria para su funcionamiento. También podrá comprender medios de almacenamiento de la energía, que conserven los excedentes de energía generados a través de los paneles solares, para ser utilizados en aquellas etapas de mayor requerimiento energético. Finalmente, la alimentación eléctrica podrá comprender una conexión a la red eléctrica general y/o a un grupo electrógeno, para poder utilizarla en situaciones en las que la generación energética solar no sea suficiente como para abastecer al conjunto. De esta forma, el sistema objeto de la presente invención se caracteriza por su completa autonomía, ya que tanto el material de fabricación, como la alimentación eléctrica, serán suministradas directamente por el módulo principal de control y fabricación del material, permitiendo una capacidad de trabajo ininterrumpida, en la que la mayor parte de la energía de genera de manera limpia, reduciendo los costes y el impacto ambiental. Así mismo, comprenderá una unidad de control encargada de gestionar todo lo relativo a las operaciones y el funcionamiento del sistema, como el consumo de energía y la monitorización y control del proceso completo de construcción. Para facilitar la tarea de control del proceso de construcción, la estructura principal comprende un sistema de sensores, colocados preferentemente en las esquinas de las vigas paralelas y en la boca extrusora, que recogerán los datos que serán enviados a la unidad de control, que aplicará algoritmos de inteligencia artificial (en adelante IA) , para poder analizar el proceso y tomar las decisiones óptimas en función de la información recibida. De esta forma, por ejemplo, ante un eventual problema en la fabricación de un muro, el software de IA detectará e informará del fallo y de su gravedad, resolviendo cómo repararlo y en qué momento hacerlo para no interferir en el proceso constructivo del edificio. Adicionalmente, a medida que las distintas etapas del proceso van finalizando, el software de IA recogerá los parámetros utilizados y los datos recibidos para decidir sobre la continuación del proceso, o la detención del mismo, incluso alertando de la necesidad de una verificación por un experto. La comunicación entre la unidad de control de la central de fabricación y el resto de los elementos podrá realizarse mediante medios alámbricos y/o inalámbricos, de manera que se pueda realizar la transferencia de datos, que utilizará para tomar las decisiones oportunas sobre los siguientes pasos del proceso de construcción. De esta forma, a través de la central de fabricación, se logra controlar el proceso completo de fabricación del edificio, así como la fabricación in situ del material de construcción, que permite economizar y optimizar la cantidad de material a fabricar. Así mismo, la unidad de control será la encargada de regular la alimentación eléctrica, de manera que gestione los consumos y combine la energía autogenerada mediante los paneles solares, con la alimentación de la red general o el grupo electrógeno, así como el almacenamiento cuando se generen excedentes, asegurando la continua alimentación eléctrica. Por último, la unidad de control también se encargará de seleccionar la herramienta adecuada para cada etapa del proceso de fabricación, de aquellas incluidas en la punta de fabricación. De esta manera, y a modo de ejemplo no limitativo, la unidad de control seleccionará la boca extrusora cuando se deba depositar material de construcción, mientras que seleccionará las pinzas cuando deba manipularse algún elemento adicional. Otra de las ventajas que presenta el sistema objeto de la presente invención, se encuentra en la facilidad de las operaciones de montaje-desmontaje y transporte del conjunto. Para lograrlo, el sistema está configurado a partir de elementos modulares, que pueden separarse para poder ser transportados al lugar de construcción mediante la utilización de un único vehículo de transporte, realizando las operaciones de descarga y montaje mediante la utilización de una grúa tipo hidráulica. El procedimiento seguirá el montaje lógico de este tipo de estructuras, es decir, primero se montarán las bases y los elementos verticales, posteriormente se rigidizará la estructura mediante el montaje del anillo fijo superior, y finalmente se instalarán los módulos intermedios y todos aquellos elementos auxiliares que requiera el sistema. Por último, cabe destacar que la finalidad de la invención es lograr un proceso de construcción optimizado, sostenible y eficiente que reduzca los tiempos de montaje, los materiales empleados, los costes de fabricación y el impacto medioambiental. Es por ello que el procedimiento objeto de la presente invención comprende la realización completa del edificio, empezando por la fabricación de la losa de cimentación, gracias a la posibilidad de alcanzar una cota inferior a la base de los pilares con la boca extrusora, que estará contenida en un encofrado prefabricado o unos muros perimetrales construidos, al que se le aplicará una capa de nivelación donde se colocarán unos elementos prefabricados, y las piezas de bajantes de las instalaciones; rellenándolo posteriormente con un hormigón especial con carga de fibra. A continuación, se realizará la estructura a partir de la extrusión de hormigón con carga de fibras mediante la deposición de capas sucesivas, definiendo las paredes, y dejando los huecos necesarios para las ventanas y puertas. Una vez alcanzada la altura necesaria para las puertas y ventanas, se detendrá la extrusión de material, y se colocarán unos premarcos especiales para la instalación de los citados elementos, continuando posteriormente con la extrusión de material por encima de los premarcos hasta alcanzar la cota de altura final de los muros y paredes el edificio. Finalmente, se realizará la cubierta de la vivienda a partir de un primer muro perimetral construido sobre los muros externos del edificio, y se colocarán unas vigas pretensadas apoyadas sobre el citado muro, que serán atornilladas al mismo. A continuación se utilizarán unos moldes recuperables apoyados entre las vigas, en los que se verterá el hormigón, permitiendo su recuperación una vez que éste ha fraguado completamente. Por último, se completará la cubierta con la aplicación de un material aislante y la deposición de hormigón ligero con inclinación para asegurar la evacuación de aguas. El sistema de fabricación aditiva multifunción, el procedimiento asociado y el conjunto de elementos descritos representan una innovación de características estructurales y constitutivas desconocidas hasta ahora, razones que, unidas a su utilidad práctica, le dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1.- Muestra una vista general del sistema de fabricación aditiva multifunción. Figura 2.- Muestra una vista detallada de la estructura principal Figura 3.- Muestra una vista detallada del módulo principal Figura 4.- Muestra una vista detallada de la punta de fabricación Relación de referencias y figuras: 1. Estructura principal 2. Módulo principal 3. Columnas 4. Vigas superiores 5. Vigas paralelas 6. Viga transversal 7. Carro 8. Punta de fabricación 9. Tolva de alimentación 10. Unidad mezcladora 11. Medios de conducción del material de construcción 12. Bomba de impulsión 13. Medios de desplazamiento de la estructura principal 14. Medios de desplazamiento del módulo principal 15. Pinza de agarre de la punta de fabricación 16. Herramienta de corte de la punta de fabricación 17. Pistola de calor de la punta de fabricación 18. Boquilla extrusora de la punta de fabricación 19. Sistema tipo gancho de la punta de fabricación 20. Taladro de perforación de la punta de fabricación 21. Atornillador magnético de la punta de fabricación REALIZACIÓN PREFERENTE DE LA INVENCIÓN En la siguiente descripción detallada de las realizaciones preferentes, se hace referencia a los dibujos adjuntos que forman parte de esta memoria, y en los que se muestran a modo de ilustración realizaciones preferentes específicas en las que la invención puede llevarse a cabo. Estas realizaciones se describen con el suficiente detalle como para permitir que los expertos en la técnica lleven a cabo la invención, y se entiende que pueden utilizarse otras realizaciones y que pueden realizarse cambios lógicos estructurales, mecánicos, eléctricos y/o químicos sin apartarse del alcance de la invención. Para evitar detalles no necesarios para permitir a los expertos en la técnica llevar a cabo la descripción detallada no debe, por tanto, tomarse en un sentido limitativo. De acuerdo a la Figura 1, la presente invención describe un sistema de fabricación aditiva multifunción, capaz de funcionar de manera autónoma, que comprende al menos una estructura principal 1, y un módulo principal 2. Donde la estructura principal 1, de acuerdo a la Figura 2, comprenderá al menos: - cuatro columnas 3 con bases fijas y/o móviles; - cuatro vigas superiores 4, que unen la parte superior de las columnas 3, que servirán para rigidizar la estructura principal 1, y, preferentemente, sustentar una plataforma de control visual; - dos vigas paralelas 5, cada una de ellas unida de manera deslizante a un par diferente de columnas 3, configurando un desplazamiento vertical paralelo de las vigas paralelas 5 a lo largo de las columnas 3; - una viga transversal 6, unida de manera deslizante por sus extremos, con cada uno de los extremos unido a una de las vigas paralelas 5, configurando un desplazamiento horizontal a lo largo de la longitud de las vigas paralelas 5; - un carro 7, acoplado de manera deslizante a la viga transversal 6, configurado para comprender un desplazamiento horizontal a lo largo de la longitud de la viga transversal 6, que será perpendicular al desplazamiento horizontal de la viga transversal 6 a lo largo de las vigas paralelas 5; - y una punta de fabricación 8, acoplada al carro 7, que comprenderá una boca extrusora de material de construcción. Así mismo, el módulo principal 2, de acuerdo a la Figura 3, comprenderá al menos: - medios de fabricación de material de construcción; - medios de impulsión de material de construcción; - medios de conducción de material de construcción, desde los medios de fabricación hasta la punta de fabricación 8; - medios de alimentación eléctrica; - y una unidad de control conectada operativamente a los medios anteriores. Es decir, la realización preferida de la invención comprende una estructura con unos pilares 3 unidos por unas vigas superiores 4, que los rigidizan y sostienen una plataforma superior de control visual. Con unas vigas paralelas 5 móviles y horizontales, que pueden deslizarse verticalmente a lo largo de la altura de las columnas 3, que están conectadas mediante una viga transversal 6, que puede desplazarse a lo largo de la longitud de las vigas paralelas 5. Y con un carro 7 que se ueve a lo largo de la longitud de la viga transversal 6. De esta forma, el desplazamiento vertical de las vigas paralelas 5, el desplazamiento horizontal de la viga transversal 6, y el desplazamiento horizontal, y perpendicular al anterior, del carro 7 están configurados para permitir el posicionamiento de la punta de fabricación 8 en cualquier punto contenido en el interior de la estructura principal 1. Así mismo, se permitirá la realización de cualquier trayectoria de la punta de fabricación 8 entre un primer punto contenido en el interior de la estructura principal 1 y un segundo punto contenido en el interior de la estructura principal 1. Por otra parte, se tiene una punta de fabricación 8 con una boca extrusora 18, conectada mediante los medios de conducción a los medios de fabricación del módulo principal 2, que estará ubicado preferentemente de manera adyacente a la estructura principal. En una realización preferente, la punta de fabricación 8, a parte de la boca extrusora 18, comprenderá, adicionalmente: - una pinza de agarre 15, configurada para colocar e instalar diferentes elementos adicionales, como puertas y/o ventanas; - una herramienta de corte 16, como un disco o una cuchilla telescópica que pueda ser orientada en diferentes ángulos; - una pistola de calor 17, utilizada para las etapas de sellado de los materiales bituminosos explicados más adelante, - un sistema tipo gancho 19, configurado para cargar y transportar los elementos de mayor peso; - un taladro de perforación 20, que pueda incluir una broca telescópica orientable en diferentes ángulos; - o un atornillador magnético 21, que permita el agarre magnético de los herrajes y su atornillado. Con la inclusión de las diferentes herramientas en la punta de fabricación, se logra automatizar completamente el proceso de fabricación de un edificio, ya que la totalidad de las maniobras estarían realizadas por las citadas herramientas, evitando la ecesidad de la intervención humana, y eventuales paradas en el proceso que puedan producirse. En este caso, será la unidad de control la encargada de seleccionar la herramienta adecuada para para etapa del proceso de fabricación, en función de las maniobras a realizar en cada una de ellas. En una realización preferente, las bases de las columnas 3 comprenderán medios de desplazamiento 12 horizontal, como orugas y/o ruedas y/o estabilizadores, de manera que se permita el desplazamiento de la estructura principal 1 completa sobre la superficie de construcción. Así mismo, los medios de desplazamiento podrán estar tanto motorizados, permitiendo el movimiento dirigido de la estructura principal 1 completa, como podrán permitir el giro libre, para los casos en los que la estructura principal 1 sea arrastrada por un camión, tractor o similar. En otra realización preferente, las vigas paralelas 5 comprenderán un sistema de estabilización del movimiento vertical a lo largo de la altura de las columnas 3, que comprenderá una cadena en un porta cables, con un contrapeso en uno de sus extremos. En una realización preferente, los medios de alimentación eléctrica del módulo principal 2 podrán comprender un panel de energía solar, ubicados preferentemente en la parte superior de las columnas, y/o un generador y/o una batería de almacenamiento y/o un grupo electrógeno y/o una conexión a la toma de red de alimentación general. Donde la unidad de control será la encargada de seleccionar el tipo de fuente energética seleccionada en cada momento, en función de los consumos, pudiendo almacenar la energía en los medios de almacenamiento cuando se está generando un excedente mediante los paneles de energía solar, pudiendo hacer uso de ellos en etapas del proceso que requieran un mayor gasto energético. Logrando la autonomía energética del sistema. En otra realización preferente, la punta de fabricación 7 comprenderá un desplazamiento vertical con respecto al carro 6, de manera que se permita el posicionamiento de la punta de fabricación 7 en una cota vertical inferior a la definida por las bases de las columnas 3. De esta manera, y de acuerdo a esta realización, se permitirá la realización de operaciones de construcción que requieren una posición inferior a la superficie de apoyo de la estructura principal 1, como puede ser la etapa de cimentación. En otra realización preferente, la estructura principal será modular, de manera que los elementos de la estructura principal 1, como las vigas paralelas 5 o la viga transversal 6, estarán comprendidos por una unión mecánica entre diferentes vigas longitudinales. Por lo que se facilita el transporte y la manipulación del sistema completo, permitiendo su almacenamiento en el contenedor de un camión o similar, debido a las reducidas dimensiones de las vigas longitudinales, que serán unidas en el momento del montaje del sistema para proceder a la construcción del edificio, según las dimensiones necesarias en cada construcción particular. Así mismo, la modularidad permitirá configurar las diferentes áreas requeridas para la construcción, así como alcanzar diferentes alturas que permitan construir edificios de diferentes plantes, mediante el apilamiento de varias alturas de columnas. En un ejemplo de la realización anterior, las vigas paralelas estarán comprendidas por cuatro vigas longitudinales de 3m, de manera que tendrán 12m de longitud cada viga paralela, y la viga transversal estará comprendida por dos vigas longitudinales de 3m, configurando una longitud total de 6m. En otra realización preferente, los medios de fabricación del material de construcción del módulo principal 2 comprenden al menos una tolva de alimentación 9, y una unidad mezcladora 10, configurada para mezclar los productos recibidos a través de la tolva de alimentación 9. Y los medios de impulsión y los medios de conducción 11 del material de construcción hasta la punta de fabricación 8 comprenden una bomba de impulsión de sólidos 12, onfigurada para impulsar el material de construcción a través de los medios de conducción del material de construcción 11. Esta realización permite lograr una autonomía del sistema en lo referente a la alimentación de material, ya que los medios de fabricación serán los encargados de generar el material de construcción necesario para realizar la construcción del edificio. Estos medios de fabricación, en combinación con la generación eléctrica propia y con las diferentes herramientas de la punta de fabricación, logran la completa autonomía del sistema objeto de la presente invención, ya que se evita la interacción humana, y se realiza la alimentación de material y la alimentación eléctrica de manera automática. Es decir, se presenta un sistema con autonomía en el proceso, autonomía energética y autonomía en la alimentación del material. En otra realización preferente, el módulo principal 2 también comprenderá medios de desplazamiento 13, que permitirán desplazar el módulo principal 2 sobre la superficie de apoyo, de manera que ésta pueda ser desplazada individualmente o en conjunción con la estructura principal 1, manteniendo su ubicación adyacente. En una realización preferente, la estructura principal 1 comprenderá una pluralidad de sensores y/o cámaras, que estarán configurados para tomar datos sobre el proceso de fabricación y el estado en el que se encuentra, monitorizando el proceso completo. De manera preferente, la información anterior será enviada a la unidad de control del módulo principal 2, que la procesará de acuerdo a un software de inteligencia artificial, que estará configurado para interpretar los datos y tomar decisiones sobre los siguientes pasos del proceso de fabricación, enviando órdenes a los restantes elementos a los que se encuentra conectada operativamente la unidad de control. Así mismo, el módulo principal 2, comprenderá medios de comunicación inalámbrica, tipo GSM, UMTS, 5G o similar, en función de las redes accesibles en cada punto de fabricación; de manera que se conecte con los diferentes elementos de la estructura principal 1, como la boca extrusora o la pluralidad de sensores; o con un sistema de almacenamiento y gestión de datos almacenado en la nube. Por otra parte, la presente invención también describe el procedimiento de fabricación asociado al sistema de fabricación aditiva multifunción descrito en las realizaciones anteriores, que comprende tres etapas diferenciadas: la cimentación, la construcción de la estructura y la construcción de la cubierta. Preferentemente, la cimentación partirá de una superficie plana para el trabajo, y continuará con la fabricación de una losa de cimentación a partir de un encofrado o unos muros perimetrales, y unos módulos prefabricados, que comprenderán una forma cóncava, con una base inferior plana apoyada en la superficie de trabajo, y una parte superior curva. La losa de cimentación se realizará instalando el encofrado o construyendo unos muros perimetrales mediante deposición de material de construcción, y una solera de hormigón que tendrá el espesor adecuado según el estudio previo del terreno. Entre los muros perimetrales o los encofrados se colocarán los módulos prefabricados en su posición exacta. Mientras que en los puntos de cimentación sobre los que se van a ubicar los vértices de los muros del edificio, se sustituirán los módulos prefabricados por un armado de acero corrugado con unos salientes sobre la superficie de cimentación, para la construcción posterior de los encofrados de los pilares. Sobre los módulos prefabricados se colocará un armado formado por varillas de acero o material similar, vertiendo el hormigón de cimentación directamente desde los medios de conducción del material de construcción, es decir, sin utilizar la boca extrusora, configurando la solera de la losa de cimentación. En segundo lugar, y también preferentemente, la construcción de la estructura comenzará con la deposición de un material bituminoso sobre la solera fraguada, que servirá de superficie de contacto adhesiva y de ligera elasticidad entre los muros de la estructura y la propia cimentación. Una vez realizado el paso anterior, se comienza con la impresión de las paredes del edificio, mediante la deposición capa a capa de material de construcción a través de la boca extrusora, dejando libre el vano de las puertas y ventanas, y creando el ncofrado de los salientes del armado, hasta alcanzar una primera altura definida. En este punto, se detiene la deposición de material, y se colocan unos premarcos de las ventanas, puertas o cualquier otro elemento necesario, que configurarán un cierre hermético con la pared correspondiente en la que se instalan. Por otra parte, se conectarán unas barras al acero del armado, y se rellenarán los encofrados realizados, configurando los pilares como un nudo fijo entre éstos y la cimentación. Realizadas las operaciones anteriores, se continuará con la impresión de los perímetros de la pared hasta alcanzar una segunda altura predefinida, realizando una última impresión de los muros perimetrales con un espesor inferior al anteriormente realizado, de manera que quede una superficie de apoyo que será utilizada posteriormente para el apoyo de las vigas de cubierta. Finalmente, la etapa de construcción de la cubierta comenzará, como se ha dicho anteriormente, con el apoyo y el atornillado de las vigas de cubierta a los muros perimetrales, y la instalación de unos módulos de encofrado recuperable por la parte interior del edificio. Estos módulos comprenderán una forma cóncava, con unas bases planas en sus extremos, de manera que se puedan atornillar a las vigas de cubierta, configurando una estructura tipo bóveda entre cada una de las vigas de cubierta. Posteriormente, se verterá hormigón aligerado para cubiertas, que cubrirá la parte superior de las vigas de cubierta y los módulos de encofrado recuperable, y se esperará hasta el completo fraguado del material, momento en el que se retirarán los módulos de encofrado recuperable, obteniendo un forjado reticular con la característica forma de bóvedas anteriormente comentada. Finalmente, se aplica un material impermeable y se imprime una cubierta inclinada con hormigón ligero, instalando posteriormente el sistema de captación y canalización de agua. Pudiendo rematar la construcción con una coronación estética. Todas las etapas del procedimiento de fabricación estarán soportadas por la utilización de las diferentes herramientas incluidas en la punta de fabricación, de manera que, ependiendo de las maniobras a realizar, la unidad de control seleccionará la herramienta adecuada. Por ejemplo, y de manera no limitante, para la elevación de cargas pesadas, como las vigas de cubierta, se realizará mediante la utilización del sistema tipo gancho; para la colocación de los módulos prefabricados se podrá utilizar la pinza de agarre; y para el sellado de los materiales bituminosos, se utilizará la pistola de calor. Por último, la presente invención también describe el procedimiento de montaje del sistema de fabricación autónoma multifunción, debido a que sus características modulares permiten un transporte sencillo en un contenedor común de un camión o similar. De esta forma, el montaje comienza ubicando las bases de las columnas en los puntos de terreno determinados por el plano de la vivienda y el área de trabajo necesaria, sobre las que se colocarán las propias columnas de sustentación de la estructura principal. A continuación, con una grúa se elevarán las vigas superiores que rigidizarán la estructura principal y, preferentemente, servirán de apoyo para la plataforma de control visual. Posteriormente, se colocarán las vigas paralelas con el sistema de estabilización, tipo cadena con porta cables, necesario para regular el movimiento vertical de las vigas paralelas, y se instalarán los puntos de unión a los que se fijará la viga transversal con el carro de transporte y la punta de fabricación. Finalmente, se completa el montaje con la instalación eléctrica, los sistemas de seguridad, la instalación de los medios de conducción del material de construcción, tipo manguera, y la colocación de los contrapesos en la cadena del sistema de estabilización. Preferentemente, el procedimiento de montaje incluye la construcción de las vigas paralelas y la viga transversal a partir de la unión de diferentes vigas longitudinales, de manera que se logre la longitud necesaria para cada caso particular de construcción que se desee realizar. Descrita suficientemente la naturaleza de la presente invención, así como la manera de ponerla en práctica, no se considera necesario hacer más extensa su explicación para que cualquier experto en la materia comprenda su alcance y las ventajas que de ella se derivan, haciéndose constar que, dentro de su esencialidad, podrá ser llevada a la práctica en otras formas de realización que difieran en detalle de la indicada a título de ejemplo, y a las cuales alcanzará igualmente la protección que se recaba siempre que no se altere, cambie o modifique su principio fundamental.
Publicaciones:
ES2957717 (24/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 17/06/2022 se realizó Registro Instancia de Solicitud
En fecha 17/06/2022 se realizó Admisión a Trámite
En fecha 17/06/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 20/06/2022 se realizó Superado examen de oficio
En fecha 26/01/2023 se realizó Realizado IET
En fecha 30/01/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 24/01/2024 se realizó Publicación Solicitud
En fecha 24/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 21/02/2024 se realizó PETEX_Petición de examen sustantivo
En fecha 21/02/2024 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
Pagos:
17/06/2022 - Pago Tasas IET
+ ES-2957717_A11. Sistema de fabricación aditiva multifunción caracterizado porque comprende al menos una estructura principal (1) y un módulo principal (2) ; donde la estructura principal (1) comprende al menos: o cuatro columnas (3) ; o unas vigas superiores (4) , ubicadas en la parte superior de las columnas (3) , configuradas para rigidizar la estructura principal (1) ; o dos vigas paralelas (5) , cada una de ellas unida de manera deslizante a un par diferente de columnas (3) , configurando un desplazamiento vertical y paralelo de las vigas paralelas (5) a lo largo de las columnas (3) ; o una viga transversal (6) , unida de manera deslizante por sus extremos, cada uno con una viga paralela (5) , configurando un desplazamiento horizontal a lo largo de la longitud de las vigas paralelas (5) ; o un carro (7) móvil acoplado de manera deslizante a la viga transversal (6) , configurado para comprender un desplazamiento horizontal a lo largo de la longitud de la viga transversal (6) en una dirección perpendicular o sustancialmente perpendicular al desplazamiento horizontal de la viga transversal (6) ; o y una punta de fabricación (8) con boca extrusora de material de construcción; donde el módulo principal (2) comprende al menos: o medios de fabricación de material de construcción; o medios de impulsión y medios de conducción del material de construcción (11) hasta la punta de fabricación (8) ; o medios de alimentación eléctrica; o y una unidad de control conectada operativamente a los medios anteriores. y donde el desplazamiento vertical de las vigas paralelas (5) , el desplazamiento horizontal de la viga transversal (6) , y el desplazamiento horizontal del carro (7) están configurados para: o Posicionar la punta de fabricación (8) en cualquier punto contenido en el interior de la estructura principal; o y/o realizar cualquier trayectoria de la punta de fabricación (8) desde un punto inicial hasta un punto final, contenidos en el interior de la estructura principal. 2. Sistema de fabricación aditiva multifunción según la primera reivindicación caracterizada porque la punta de fabricación (8) comprende además una pinza de agarre (15) y/o una herramienta de corte (16) y/o una pistola de calor (17) y/o un sistema tipo gancho (19) y/o un taladro de perforación (20) y/o un atornillador magnético (21) . 3. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizada porque la unidad de control está configurada para seleccionar la herramienta adecuada para cada maniobra del proceso de fabricación. 4. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizada porque las columnas (3) comprenden medios de desplazamiento (12) horizontal, configurados para desplazar la estructura principal sobre la superficie de apoyo. 5. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque las vigas paralelas (5) comprenden un sistema de estabilización del movimiento vertical. 6. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque los medios de alimentación eléctrica comprenden al menos un panel de energía solar y/o un generador y/o baterías de almacenamiento y/o un grupo electrógeno y/o una toma de corriente a la red de alimentación general. 7. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizado porque la unidad de control gestiona el consumo energético y/o la combinación de fuentes energéticas. 8. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la punta de fabricación (7) comprende un desplazamiento vertical configurado para permitir el posicionamiento de la punta de fabricación (7) en una cota vertical inferior a la definida por las bases de las columnas (3) . 9. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la estructura principal es modular. 10. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque los medios de fabricación de material de construcción del módulo principal (2) comprenden al menos: o una tolva de alimentación (9) ; o una unidad mezcladora (10) ; configurada para mezclar los productos recibidos a través de la tolva de alimentación (9) ; y los medios de impulsión y los medios de conducción del material de construcción (11) hasta la punta de fabricación (8) comprenden una bomba de impulsión de sólidos, configurada para impulsar el material de fabricación a través de los medios de conducción del material de construcción (11) . 11. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque el módulo principal (2) comprende medios de desplazamiento (13) configurados para desplazar el módulo principal (2) sobre la superficie de apoyo. 12. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque la estructura principal (1) comprende una pluralidad de sensores y/o cámaras configurados para tomar información del proceso de fabricación. 13. Sistema de fabricación aditiva multifunción según la reivindicación anterior caracterizado porque la unidad de control del módulo principal (2) comprende un software de inteligencia artificial configurado para interpretar los datos obtenidos por los sensores y/o las cámaras, y enviar órdenes a los diferentes elementos. 14. Sistema de fabricación aditiva multifunción según cualquiera de las reivindicaciones anteriores caracterizado porque el módulo principal (2) comprende medios de comunicación inalámbrica. 15. Procedimiento de construcción de un edificio asociado al sistema de fabricación aditiva multifunción según las reivindicaciones anteriores a partir de un terreno nivelado caracterizado porque comprende al menos las etapas de: cimentación, construcción de la estructura y construcción de la cubierta. 16. Procedimiento de construcción de un edificio según la reivindicación 11 caracterizado porque la etapa de cimentación comprende al menos las etapas: o fabricación de la losa de cimentación, a partir de un encofrado y/o la realización de unos muros perimetrales; o colocación de unos módulos prefabricados, de forma cóncava, con una base plana que se apoya sobre la superficie y una parte superior curvada; o colocación de un armado de acero corrugado en los puntos de cimentación coincidentes con los vértices de los muros perimetrales; colocación de un armado comprendido por varillas de acero o similar; o y vertido del hormigón de cimentación directamente desde los medios de conducción del material de construcción; 17. Procedimiento de construcción de un edificio según las reivindicaciones 11 y 12 caracterizado porque la etapa de construcción de la estructura comprende al menos las etapas: o colocación de un material bituminoso sobre el hormigón fraguado en las zonas en las que se va a colocar un muro, mediante su deposición por parte de la boca extrusora de la punta de fabricación; configurado para generar una superficie elástica y adhesiva entre los muros y la cimentación; o definición de las paredes del edificio mediante la deposición de material de construcción por parte de la boca extrusora de la punta de fabricación, hasta una primera altura, y creación del encofrado de hormigón alrededor de los salientes del armado colocado en los puntos de cimentación coincidentes con los vértices de los muros perimetrales, configurando los pilares del edificio; o detención de la deposición de material de construcción e instalación de unos premarcos de las ventanas y/o puertas y/o cualquier otro elemento de la paramenta vertical; o conexión de barras de acero al armado y rellenado de los encofrados de los pilares, configurando un nudo fijo con la cimentación; o impresión de las paredes hasta alcanzar una segunda altura determinada; o e impresión del último tramo de los muros perimetrales con un espesor inferior al anterior, para servir de apoyo lineal para las vigas de cubierta del edificio; 18. Procedimiento de construcción de un edificio según las reivindicaciones 11, 12 y 13 caracterizado porque la etapa de construcción de la cubierta comprende al menos las etapas: o instalación de las vigas de cubierta del edificio y atornillado a los muros perimetrales; o instalación de unos módulos de encofrado recuperable, configurados en forma cóncava con los extremos planos para su atornillado a las vigas de cubierta del edificio; o vertido de hormigón aligerado para cubiertas sobre los módulos y las vigas de cubierta; o retirada de los módulos de encofrado recuperable, configurando un forjado reticular; o aplicación de material impermeable sobre la capa de cubierta de hormigón; o impresión de una cubierta inclinada con hormigón ligero; o e instalación del sistema de captación y canalización de agua exterior. 19. Procedimiento de construcción de un edificio según las reivindicaciones anteriores caracterizado porque comprende una etapa final de impresión de una coronación estética. 20. Procedimiento de montaje asociado al sistema de fabricación aditiva multifunción según las reivindicaciones anteriores caracterizado porque comprende las etapas de: o ubicación de las bases de las columnas (3) sobre el terreno, en localizaciones determinadas por el plano del edificio y/o el área de trabajo necesaria; o instalación de las columnas (3) sobre las bases; o elevación e instalación de las vigas superiores (4) ; o instalación de las vigas paralelas (5) ; o instalación de los nudos de unión entre las vigas paralelas (5) y la viga transversal (6) ; o instalación de la viga transversal (6) y el carro (7) ; o y colocación de la instalación eléctrica, el sistema de seguridad, los medios de conducción del material de construcción (11) y los contrapesos. 21. Procedimiento de montaje según la reivindicación anterior caracterizado porque comprende una etapa adicional de construcción de las vigas paralelas (5) y/o la viga transversal (6) a partir de la unión de una pluralidad de vigas longitudinales. 22. Procedimiento de montaje según las reivindicaciones 20 y 21 caracterizado porque comprende una etapa adicional de instalación de una plataforma de control visual sobre las vigas superiores (4) .
Los productos y servicios protegidos por este registro son:
B28B 1/00 - B25J 9/02 - E04G 21/04
Descripciones:
+ ES-2957717_A1 SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE SECTOR DE LA TÉCNICA La presente invención se refiere a un sistema de fabricación aditiva para la fabricación de edificios o similar. Más concretamente a un sistema de fabricación aditiva multifunción y autónomo que comprende una central de fabricación del material de construcción y una estructura de fabricación del edificio, con una boquilla extrusora que deposita capas de material sucesivas para lograr la construcción de las paramentas verticales de los edificios. ANTECEDENTES DE LA INVENCIÓN Actualmente, los métodos de construcción tradicionales requieren la utilización de material, como los ladrillos o los bloques, que deben de ser transportados y colocados individualmente de manera manual, siendo un proceso lento y costoso, que genera gran cantidad de residuos y material desperdiciado, así como una gran cantidad de mano de obra no cualificada que debe desplazarse hasta la localización de la construcción para poder desarrollar las diferentes operaciones. Así mismo, también podemos encontrar los métodos de fabricación que utilizan los muros prefabricados, esto es, losas de hormigón pensado que se transportan desde el punto de fabricación hasta el lugar de construcción del edificio, precisando de maquinaria pesada para su colocación, con los riesgos humanos y los costes económicos que ello conlleva. Por otra parte, son ampliamente conocidas las técnicas actuales de impresión 3D, que emplean las tecnologías de fabricación por adición, en las que un objeto tridimensional es creado mediante la superposición de capas sucesivas de material De esta forma, y ante los problemas de la construcción tradicional, han surgido en la actualidad diferentes sistemas que emplean las tecnologías de fabricación por adición en la construcción de edificios. En este sentido, podemos encontrar en el estado de la técnica numerosos documentos que hacen referencia a lo anteriormente mencionado. Podemos encontrar, por ejemplo, el documento WO2005070657 que describe un sistema robotizado con un pórtico móvil, que comprende una viga superior extendida entre al menos dos elementos laterales, que están montados de manera deslizable sobre un par de rieles. La viga superior comprende una boquilla extrusora, montada de manera deslizable a lo largo de la citada viga, con un controlador de posición que monitoriza tanto el robot del pórtico como la boquilla extrusora. Así mismo, para realizar estructuras de gran altura, el sistema robótico puede utilizar un mecanismo de elevación que eleva de forma controlada la plataforma del pórtico hasta una altura deseada, donde el sistema de elevación comprende una pluralidad de grúas por medio de cables, de manera que se levante el pórtico hasta una altura suficiente para que la boquilla extrusora pueda depositar una capa de material encima de una ya previamente extruida. Por otra parte, la plataforma del pórtico comprende una plataforma de extensión que sostiene el material de construcción, al que se puede acceder mediante un manipulador robótico. El documento también incluye la utilización de unos apoyos con ruedas, para que la estructura completa se soporte sobre las paredes verticales ya construidas y fraguadas, de manera que se mantenga la verticalidad del conjunto completo, otorgando la rigidez lateral necesaria como para realizar las operaciones necesarias. De manera que el pórtico se apoyará directamente sobre el suelo cuando todavía no haya estructura sobre la que sustentarse. Podemos encontrar también el documento AT385550, en el que se describe un sistema de fabricación rápida y precisa de edificios, en el que partes del mismo pueden fabricarse de manera independiente sin necesidad de utilizar un encofrado. Para lograrlo, el sistema comprende una estructura principal con cuatro columnas conectadas a través de cuatro vigas, que soporta una viga transversal con una boquilla extrusora. Donde la viga transversal puede desplazarse a lo largo de la estructura principal, y la boquilla extrusora se desplaza en dirección transversal a lo largo de la viga. Adicionalmente, la boquilla extrusora puede desplazarse verticalmente la altura de un piso, para poder conformar las diferentes capas de material de construcción. Pertenece también al estado de la técnica el documento US2007181519 en el que se describe una máquina desplegable que comprende un vehículo y un sistema de pórtico que puede configurarse para colapsarse en el propio vehículo, de manera que estaría inoperativo, y para extenderse, de manera que estructura de pórtico estaría soportada en parte por el propio vehículo. Así mismo, también se describe el proceso de fabricación que incluye el traslado del vehículo a una primera ubicación, para extender el pórtico desplegable hasta su posición de trabajo. Por último, podemos encontrar también el documento US2021040724, en el que se describe un sistema de producción de edificios mediante impresión aditiva, que incluye un mezclador de hormigón, y que comprende un puente móvil sobre dos patas deslizantes sobre raíles formando una estructura tipo grúa puente, con una estructura superior rigidizadora con dos vigas paralelas. De esta forma, se puede concluir que ya existen sistemas en el estado de la técnica que tratan de minimizar el impacto de los métodos de construcción tradicionales, mediante medios de deposición de hormigones, a partir de estructuras tipo puente grúa, pórtico móvil a través de raíles, o brazos robóticos, que además requieren de un suministro continuo de material no incluido en los anteriores documentos. Sin embargo, ninguno de los sistemas descritos logra una estabilidad estructural suficiente como para permitir una construcción adecuada y precisa del edificio en cuestión. Por otra parte, los documentos pertenecientes al estado de la técnica no describen procesos optimizados de construcción de edificios, ya que requieren el movimiento de diferentes medios de transporte pesados, tanto en el montaje del propio sistema de fabricación como en el traslado de los materiales de construcción utilizados. Por último, los sistemas descritos no permiten la construcción de la cimentación de los edificios, por lo que todos requerirían de una etapa previa de cimentación, como la que se viene utilizando en los métodos de construcción tradicionales. Es por ello que se hace necesario un sistema de fabricación autónoma que permita la construcción íntegra de un edificio sin intervención directa de recursos humanos, en un tiempo reducido y de una manera optimizada. EXPLICACIÓN DE LA INVENCIÓN El sistema de fabricación aditiva multifunción y los procedimientos asociados que la invención propone se configura, pues, como destacable novedad dentro de su campo de aplicación, ya que a tenor de su implementación y de manera taxativa se alcanzan satisfactoriamente los objetivos señalados, estando los detalles caracterizadores que lo hacen posible y que los distinguen convenientemente recogidos en las reivindicaciones finales que acompañan a la presente descripción. Para facilitar la comprensión, a lo largo de la descripción se utiliza un sistema de coordenadas en el que el Eje Z representa el eje vertical, mientras que los ejes X e Y representan los ejes horizontales. Concretamente, la presente invención plantea un sistema de fabricación aditiva multifunción que permite la fabricación completa de un edificio a partir de la generación propia del material de construcción, y la deposición del mismo en capas sucesivas que permiten conformar la paramenta horizontal y/o vertical de la estructura, con el objetivo de fabricar composiciones tridimensionales de alta resistencia estructural, a partir de la utilización de fuentes de energía propias Así mismo, el sistema comprende medios de manipulación de los elementos auxiliares empleados en la fabricación de los edificios, como pueden ser las ventanas, las puertas o similar. Para lograrlo, la presente invención comprende al menos dos módulos diferentes: el módulo principal de control y de fabricación del material de construcción, y la estructura principal del sistema de fabricación. Por una parte, la estructura principal del sistema de fabricación estará comprendida por un prisma rectangular, que comprende cuatro pilares a modo de sustentación vertical de una estructura horizontal que comprende dos vigas paralelas, cada una de ellas unida de manera deslizante a un par de pilares diferentes; y una viga transversal a las anteriores, unida de manera deslizante por sus extremos, cada uno a una viga paralela. Es decir, según la anterior explicación, los cuatro pilares serán fijos, mientras las vigas paralelas se desplazarán verticalmente a lo largo de los pilares, y la viga transversal se desplazará horizontalmente a lo largo de las vigas paralelas. Por otra parte, la viga transversal comprende un carro con una punta de fabricación, que puede desplazarse a lo largo de la viga transversal. Donde la punta de fabricación comprende una boca extrusora, que comprende medios de desplazamiento vertical, que le permiten alcanzar una cota inferior a la definida por las bases de los pilares. Con los movimientos anteriormente descritos, esto es, el movimiento en el Eje Z de las vigas paralelas, el movimiento de la viga transversal en el Eje X y el movimiento del carro en el Eje Y, se logran obtener lo grados de libertad necesarios para poder alcanzar cualquier punto del interior de la estructura con la punta de fabricación. Cabe destacar que la punta de fabricación podrá comprender tantos elementos como sea necesario, para realizar el total de las maniobras requeridas durante el proceso de fabricación del edificio, como por ejemplo una pinza, una herramienta de corte o un taladro. Particularmente, la estructura principal podrá ser modular, permitiendo el aumento de las dimensiones en cualquiera de los ejes, tanto la vertical en Z, como las horizontales en X e Y, hasta alcanzar el límite estructural que asegura la rigidez del conjunto y permite una precisión suficiente como para la correcta y óptima realización del edificio. De esta manera puede adaptarse la estructura principal al área de fabricación. Así mismo, la modularidad permitirá encadenar diferentes columnas, de manera que se logren alcanzar diferentes alturas, y realizar edificios de varias plantas. Por otra parte, la estructura principal podrá desplazarse por medio de un sistema de ruedas y/u orugas rotatorias orientables 360°, instaladas en las bases de los pilares, de manera que se permita el desplazamiento de la estructura completa en el plano horizontal, pudiendo llegar a la posición correcta sobre la superficie sin necesidad de realizar el desmontaje completo de la estructura. Así mismo, la estructura contempla la inclusión de una pasarela superior que servirá para la realización del control visual de la fabricación por parte de un experto. En segundo lugar, y con el objetivo de suministrar el material de construcción a la punta de fabricación de la estructura principal, y controlar el proceso de fabricación completo, la invención comprende una central de control y de fabricación del material, que se encargará de controlar el sistema completo y todos los elementos incluidos en el mismo; y de fabricar el material de construcción que se suministrará a la punta de fabricación. Esta central comprenderá todos los elementos necesarios para logar el correcto suministro de material hasta la punta de fabricación, es decir, los sistemas de fabricación y almacenamiento, los medios de impulsión del material y las conducciones encargadas de transportarlo desde el almacenamiento hasta la punta de fabricación, así como los medios de alimentación eléctrica. En primer lugar, la central de fabricación del material se encargará de mezclar e impulsar el material de hormigón, preferentemente reforzado con fibras, a la vez que controla su calidad. Permitiendo una fabricación in situ del material, que permite una economización y optimización con gran exactitud del material a fabricar, evitando su aducidad, la generación de residuos y el impacto medioambiental que requiere un continuo abastecimiento siguiendo los medios tradicionales, como por ejemplo un camión hormigonera y una autobomba. En segundo lugar, la alimentación eléctrica podrá lograrse mediante la colocación de paneles solares en el área superior de las columnas, y de la propia central de fabricación, de manera que el sistema genere la energía necesaria para su funcionamiento. También podrá comprender medios de almacenamiento de la energía, que conserven los excedentes de energía generados a través de los paneles solares, para ser utilizados en aquellas etapas de mayor requerimiento energético. Finalmente, la alimentación eléctrica podrá comprender una conexión a la red eléctrica general y/o a un grupo electrógeno, para poder utilizarla en situaciones en las que la generación energética solar no sea suficiente como para abastecer al conjunto. De esta forma, el sistema objeto de la presente invención se caracteriza por su completa autonomía, ya que tanto el material de fabricación, como la alimentación eléctrica, serán suministradas directamente por el módulo principal de control y fabricación del material, permitiendo una capacidad de trabajo ininterrumpida, en la que la mayor parte de la energía de genera de manera limpia, reduciendo los costes y el impacto ambiental. Así mismo, comprenderá una unidad de control encargada de gestionar todo lo relativo a las operaciones y el funcionamiento del sistema, como el consumo de energía y la monitorización y control del proceso completo de construcción. Para facilitar la tarea de control del proceso de construcción, la estructura principal comprende un sistema de sensores, colocados preferentemente en las esquinas de las vigas paralelas y en la boca extrusora, que recogerán los datos que serán enviados a la unidad de control, que aplicará algoritmos de inteligencia artificial (en adelante IA) , para poder analizar el proceso y tomar las decisiones óptimas en función de la información recibida. De esta forma, por ejemplo, ante un eventual problema en la fabricación de un muro, el software de IA detectará e informará del fallo y de su gravedad, resolviendo cómo repararlo y en qué momento hacerlo para no interferir en el proceso constructivo del edificio. Adicionalmente, a medida que las distintas etapas del proceso van finalizando, el software de IA recogerá los parámetros utilizados y los datos recibidos para decidir sobre la continuación del proceso, o la detención del mismo, incluso alertando de la necesidad de una verificación por un experto. La comunicación entre la unidad de control de la central de fabricación y el resto de los elementos podrá realizarse mediante medios alámbricos y/o inalámbricos, de manera que se pueda realizar la transferencia de datos, que utilizará para tomar las decisiones oportunas sobre los siguientes pasos del proceso de construcción. De esta forma, a través de la central de fabricación, se logra controlar el proceso completo de fabricación del edificio, así como la fabricación in situ del material de construcción, que permite economizar y optimizar la cantidad de material a fabricar. Así mismo, la unidad de control será la encargada de regular la alimentación eléctrica, de manera que gestione los consumos y combine la energía autogenerada mediante los paneles solares, con la alimentación de la red general o el grupo electrógeno, así como el almacenamiento cuando se generen excedentes, asegurando la continua alimentación eléctrica. Por último, la unidad de control también se encargará de seleccionar la herramienta adecuada para cada etapa del proceso de fabricación, de aquellas incluidas en la punta de fabricación. De esta manera, y a modo de ejemplo no limitativo, la unidad de control seleccionará la boca extrusora cuando se deba depositar material de construcción, mientras que seleccionará las pinzas cuando deba manipularse algún elemento adicional. Otra de las ventajas que presenta el sistema objeto de la presente invención, se encuentra en la facilidad de las operaciones de montaje-desmontaje y transporte del conjunto. Para lograrlo, el sistema está configurado a partir de elementos modulares, que pueden separarse para poder ser transportados al lugar de construcción mediante la utilización de un único vehículo de transporte, realizando las operaciones de descarga y montaje mediante la utilización de una grúa tipo hidráulica. El procedimiento seguirá el montaje lógico de este tipo de estructuras, es decir, primero se montarán las bases y los elementos verticales, posteriormente se rigidizará la estructura mediante el montaje del anillo fijo superior, y finalmente se instalarán los módulos intermedios y todos aquellos elementos auxiliares que requiera el sistema. Por último, cabe destacar que la finalidad de la invención es lograr un proceso de construcción optimizado, sostenible y eficiente que reduzca los tiempos de montaje, los materiales empleados, los costes de fabricación y el impacto medioambiental. Es por ello que el procedimiento objeto de la presente invención comprende la realización completa del edificio, empezando por la fabricación de la losa de cimentación, gracias a la posibilidad de alcanzar una cota inferior a la base de los pilares con la boca extrusora, que estará contenida en un encofrado prefabricado o unos muros perimetrales construidos, al que se le aplicará una capa de nivelación donde se colocarán unos elementos prefabricados, y las piezas de bajantes de las instalaciones; rellenándolo posteriormente con un hormigón especial con carga de fibra. A continuación, se realizará la estructura a partir de la extrusión de hormigón con carga de fibras mediante la deposición de capas sucesivas, definiendo las paredes, y dejando los huecos necesarios para las ventanas y puertas. Una vez alcanzada la altura necesaria para las puertas y ventanas, se detendrá la extrusión de material, y se colocarán unos premarcos especiales para la instalación de los citados elementos, continuando posteriormente con la extrusión de material por encima de los premarcos hasta alcanzar la cota de altura final de los muros y paredes el edificio. Finalmente, se realizará la cubierta de la vivienda a partir de un primer muro perimetral construido sobre los muros externos del edificio, y se colocarán unas vigas pretensadas apoyadas sobre el citado muro, que serán atornilladas al mismo. A continuación se utilizarán unos moldes recuperables apoyados entre las vigas, en los que se verterá el hormigón, permitiendo su recuperación una vez que éste ha fraguado completamente. Por último, se completará la cubierta con la aplicación de un material aislante y la deposición de hormigón ligero con inclinación para asegurar la evacuación de aguas. El sistema de fabricación aditiva multifunción, el procedimiento asociado y el conjunto de elementos descritos representan una innovación de características estructurales y constitutivas desconocidas hasta ahora, razones que, unidas a su utilidad práctica, le dotan de fundamento suficiente para obtener el privilegio de exclusividad que se solicita. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1.- Muestra una vista general del sistema de fabricación aditiva multifunción. Figura 2.- Muestra una vista detallada de la estructura principal Figura 3.- Muestra una vista detallada del módulo principal Figura 4.- Muestra una vista detallada de la punta de fabricación Relación de referencias y figuras: 1. Estructura principal 2. Módulo principal 3. Columnas 4. Vigas superiores 5. Vigas paralelas 6. Viga transversal 7. Carro 8. Punta de fabricación 9. Tolva de alimentación 10. Unidad mezcladora 11. Medios de conducción del material de construcción 12. Bomba de impulsión 13. Medios de desplazamiento de la estructura principal 14. Medios de desplazamiento del módulo principal 15. Pinza de agarre de la punta de fabricación 16. Herramienta de corte de la punta de fabricación 17. Pistola de calor de la punta de fabricación 18. Boquilla extrusora de la punta de fabricación 19. Sistema tipo gancho de la punta de fabricación 20. Taladro de perforación de la punta de fabricación 21. Atornillador magnético de la punta de fabricación REALIZACIÓN PREFERENTE DE LA INVENCIÓN En la siguiente descripción detallada de las realizaciones preferentes, se hace referencia a los dibujos adjuntos que forman parte de esta memoria, y en los que se muestran a modo de ilustración realizaciones preferentes específicas en las que la invención puede llevarse a cabo. Estas realizaciones se describen con el suficiente detalle como para permitir que los expertos en la técnica lleven a cabo la invención, y se entiende que pueden utilizarse otras realizaciones y que pueden realizarse cambios lógicos estructurales, mecánicos, eléctricos y/o químicos sin apartarse del alcance de la invención. Para evitar detalles no necesarios para permitir a los expertos en la técnica llevar a cabo la descripción detallada no debe, por tanto, tomarse en un sentido limitativo. De acuerdo a la Figura 1, la presente invención describe un sistema de fabricación aditiva multifunción, capaz de funcionar de manera autónoma, que comprende al menos una estructura principal 1, y un módulo principal 2. Donde la estructura principal 1, de acuerdo a la Figura 2, comprenderá al menos: - cuatro columnas 3 con bases fijas y/o móviles; - cuatro vigas superiores 4, que unen la parte superior de las columnas 3, que servirán para rigidizar la estructura principal 1, y, preferentemente, sustentar una plataforma de control visual; - dos vigas paralelas 5, cada una de ellas unida de manera deslizante a un par diferente de columnas 3, configurando un desplazamiento vertical paralelo de las vigas paralelas 5 a lo largo de las columnas 3; - una viga transversal 6, unida de manera deslizante por sus extremos, con cada uno de los extremos unido a una de las vigas paralelas 5, configurando un desplazamiento horizontal a lo largo de la longitud de las vigas paralelas 5; - un carro 7, acoplado de manera deslizante a la viga transversal 6, configurado para comprender un desplazamiento horizontal a lo largo de la longitud de la viga transversal 6, que será perpendicular al desplazamiento horizontal de la viga transversal 6 a lo largo de las vigas paralelas 5; - y una punta de fabricación 8, acoplada al carro 7, que comprenderá una boca extrusora de material de construcción. Así mismo, el módulo principal 2, de acuerdo a la Figura 3, comprenderá al menos: - medios de fabricación de material de construcción; - medios de impulsión de material de construcción; - medios de conducción de material de construcción, desde los medios de fabricación hasta la punta de fabricación 8; - medios de alimentación eléctrica; - y una unidad de control conectada operativamente a los medios anteriores. Es decir, la realización preferida de la invención comprende una estructura con unos pilares 3 unidos por unas vigas superiores 4, que los rigidizan y sostienen una plataforma superior de control visual. Con unas vigas paralelas 5 móviles y horizontales, que pueden deslizarse verticalmente a lo largo de la altura de las columnas 3, que están conectadas mediante una viga transversal 6, que puede desplazarse a lo largo de la longitud de las vigas paralelas 5. Y con un carro 7 que se ueve a lo largo de la longitud de la viga transversal 6. De esta forma, el desplazamiento vertical de las vigas paralelas 5, el desplazamiento horizontal de la viga transversal 6, y el desplazamiento horizontal, y perpendicular al anterior, del carro 7 están configurados para permitir el posicionamiento de la punta de fabricación 8 en cualquier punto contenido en el interior de la estructura principal 1. Así mismo, se permitirá la realización de cualquier trayectoria de la punta de fabricación 8 entre un primer punto contenido en el interior de la estructura principal 1 y un segundo punto contenido en el interior de la estructura principal 1. Por otra parte, se tiene una punta de fabricación 8 con una boca extrusora 18, conectada mediante los medios de conducción a los medios de fabricación del módulo principal 2, que estará ubicado preferentemente de manera adyacente a la estructura principal. En una realización preferente, la punta de fabricación 8, a parte de la boca extrusora 18, comprenderá, adicionalmente: - una pinza de agarre 15, configurada para colocar e instalar diferentes elementos adicionales, como puertas y/o ventanas; - una herramienta de corte 16, como un disco o una cuchilla telescópica que pueda ser orientada en diferentes ángulos; - una pistola de calor 17, utilizada para las etapas de sellado de los materiales bituminosos explicados más adelante, - un sistema tipo gancho 19, configurado para cargar y transportar los elementos de mayor peso; - un taladro de perforación 20, que pueda incluir una broca telescópica orientable en diferentes ángulos; - o un atornillador magnético 21, que permita el agarre magnético de los herrajes y su atornillado. Con la inclusión de las diferentes herramientas en la punta de fabricación, se logra automatizar completamente el proceso de fabricación de un edificio, ya que la totalidad de las maniobras estarían realizadas por las citadas herramientas, evitando la ecesidad de la intervención humana, y eventuales paradas en el proceso que puedan producirse. En este caso, será la unidad de control la encargada de seleccionar la herramienta adecuada para para etapa del proceso de fabricación, en función de las maniobras a realizar en cada una de ellas. En una realización preferente, las bases de las columnas 3 comprenderán medios de desplazamiento 12 horizontal, como orugas y/o ruedas y/o estabilizadores, de manera que se permita el desplazamiento de la estructura principal 1 completa sobre la superficie de construcción. Así mismo, los medios de desplazamiento podrán estar tanto motorizados, permitiendo el movimiento dirigido de la estructura principal 1 completa, como podrán permitir el giro libre, para los casos en los que la estructura principal 1 sea arrastrada por un camión, tractor o similar. En otra realización preferente, las vigas paralelas 5 comprenderán un sistema de estabilización del movimiento vertical a lo largo de la altura de las columnas 3, que comprenderá una cadena en un porta cables, con un contrapeso en uno de sus extremos. En una realización preferente, los medios de alimentación eléctrica del módulo principal 2 podrán comprender un panel de energía solar, ubicados preferentemente en la parte superior de las columnas, y/o un generador y/o una batería de almacenamiento y/o un grupo electrógeno y/o una conexión a la toma de red de alimentación general. Donde la unidad de control será la encargada de seleccionar el tipo de fuente energética seleccionada en cada momento, en función de los consumos, pudiendo almacenar la energía en los medios de almacenamiento cuando se está generando un excedente mediante los paneles de energía solar, pudiendo hacer uso de ellos en etapas del proceso que requieran un mayor gasto energético. Logrando la autonomía energética del sistema. En otra realización preferente, la punta de fabricación 7 comprenderá un desplazamiento vertical con respecto al carro 6, de manera que se permita el posicionamiento de la punta de fabricación 7 en una cota vertical inferior a la definida por las bases de las columnas 3. De esta manera, y de acuerdo a esta realización, se permitirá la realización de operaciones de construcción que requieren una posición inferior a la superficie de apoyo de la estructura principal 1, como puede ser la etapa de cimentación. En otra realización preferente, la estructura principal será modular, de manera que los elementos de la estructura principal 1, como las vigas paralelas 5 o la viga transversal 6, estarán comprendidos por una unión mecánica entre diferentes vigas longitudinales. Por lo que se facilita el transporte y la manipulación del sistema completo, permitiendo su almacenamiento en el contenedor de un camión o similar, debido a las reducidas dimensiones de las vigas longitudinales, que serán unidas en el momento del montaje del sistema para proceder a la construcción del edificio, según las dimensiones necesarias en cada construcción particular. Así mismo, la modularidad permitirá configurar las diferentes áreas requeridas para la construcción, así como alcanzar diferentes alturas que permitan construir edificios de diferentes plantes, mediante el apilamiento de varias alturas de columnas. En un ejemplo de la realización anterior, las vigas paralelas estarán comprendidas por cuatro vigas longitudinales de 3m, de manera que tendrán 12m de longitud cada viga paralela, y la viga transversal estará comprendida por dos vigas longitudinales de 3m, configurando una longitud total de 6m. En otra realización preferente, los medios de fabricación del material de construcción del módulo principal 2 comprenden al menos una tolva de alimentación 9, y una unidad mezcladora 10, configurada para mezclar los productos recibidos a través de la tolva de alimentación 9. Y los medios de impulsión y los medios de conducción 11 del material de construcción hasta la punta de fabricación 8 comprenden una bomba de impulsión de sólidos 12, onfigurada para impulsar el material de construcción a través de los medios de conducción del material de construcción 11. Esta realización permite lograr una autonomía del sistema en lo referente a la alimentación de material, ya que los medios de fabricación serán los encargados de generar el material de construcción necesario para realizar la construcción del edificio. Estos medios de fabricación, en combinación con la generación eléctrica propia y con las diferentes herramientas de la punta de fabricación, logran la completa autonomía del sistema objeto de la presente invención, ya que se evita la interacción humana, y se realiza la alimentación de material y la alimentación eléctrica de manera automática. Es decir, se presenta un sistema con autonomía en el proceso, autonomía energética y autonomía en la alimentación del material. En otra realización preferente, el módulo principal 2 también comprenderá medios de desplazamiento 13, que permitirán desplazar el módulo principal 2 sobre la superficie de apoyo, de manera que ésta pueda ser desplazada individualmente o en conjunción con la estructura principal 1, manteniendo su ubicación adyacente. En una realización preferente, la estructura principal 1 comprenderá una pluralidad de sensores y/o cámaras, que estarán configurados para tomar datos sobre el proceso de fabricación y el estado en el que se encuentra, monitorizando el proceso completo. De manera preferente, la información anterior será enviada a la unidad de control del módulo principal 2, que la procesará de acuerdo a un software de inteligencia artificial, que estará configurado para interpretar los datos y tomar decisiones sobre los siguientes pasos del proceso de fabricación, enviando órdenes a los restantes elementos a los que se encuentra conectada operativamente la unidad de control. Así mismo, el módulo principal 2, comprenderá medios de comunicación inalámbrica, tipo GSM, UMTS, 5G o similar, en función de las redes accesibles en cada punto de fabricación; de manera que se conecte con los diferentes elementos de la estructura principal 1, como la boca extrusora o la pluralidad de sensores; o con un sistema de almacenamiento y gestión de datos almacenado en la nube. Por otra parte, la presente invención también describe el procedimiento de fabricación asociado al sistema de fabricación aditiva multifunción descrito en las realizaciones anteriores, que comprende tres etapas diferenciadas: la cimentación, la construcción de la estructura y la construcción de la cubierta. Preferentemente, la cimentación partirá de una superficie plana para el trabajo, y continuará con la fabricación de una losa de cimentación a partir de un encofrado o unos muros perimetrales, y unos módulos prefabricados, que comprenderán una forma cóncava, con una base inferior plana apoyada en la superficie de trabajo, y una parte superior curva. La losa de cimentación se realizará instalando el encofrado o construyendo unos muros perimetrales mediante deposición de material de construcción, y una solera de hormigón que tendrá el espesor adecuado según el estudio previo del terreno. Entre los muros perimetrales o los encofrados se colocarán los módulos prefabricados en su posición exacta. Mientras que en los puntos de cimentación sobre los que se van a ubicar los vértices de los muros del edificio, se sustituirán los módulos prefabricados por un armado de acero corrugado con unos salientes sobre la superficie de cimentación, para la construcción posterior de los encofrados de los pilares. Sobre los módulos prefabricados se colocará un armado formado por varillas de acero o material similar, vertiendo el hormigón de cimentación directamente desde los medios de conducción del material de construcción, es decir, sin utilizar la boca extrusora, configurando la solera de la losa de cimentación. En segundo lugar, y también preferentemente, la construcción de la estructura comenzará con la deposición de un material bituminoso sobre la solera fraguada, que servirá de superficie de contacto adhesiva y de ligera elasticidad entre los muros de la estructura y la propia cimentación. Una vez realizado el paso anterior, se comienza con la impresión de las paredes del edificio, mediante la deposición capa a capa de material de construcción a través de la boca extrusora, dejando libre el vano de las puertas y ventanas, y creando el ncofrado de los salientes del armado, hasta alcanzar una primera altura definida. En este punto, se detiene la deposición de material, y se colocan unos premarcos de las ventanas, puertas o cualquier otro elemento necesario, que configurarán un cierre hermético con la pared correspondiente en la que se instalan. Por otra parte, se conectarán unas barras al acero del armado, y se rellenarán los encofrados realizados, configurando los pilares como un nudo fijo entre éstos y la cimentación. Realizadas las operaciones anteriores, se continuará con la impresión de los perímetros de la pared hasta alcanzar una segunda altura predefinida, realizando una última impresión de los muros perimetrales con un espesor inferior al anteriormente realizado, de manera que quede una superficie de apoyo que será utilizada posteriormente para el apoyo de las vigas de cubierta. Finalmente, la etapa de construcción de la cubierta comenzará, como se ha dicho anteriormente, con el apoyo y el atornillado de las vigas de cubierta a los muros perimetrales, y la instalación de unos módulos de encofrado recuperable por la parte interior del edificio. Estos módulos comprenderán una forma cóncava, con unas bases planas en sus extremos, de manera que se puedan atornillar a las vigas de cubierta, configurando una estructura tipo bóveda entre cada una de las vigas de cubierta. Posteriormente, se verterá hormigón aligerado para cubiertas, que cubrirá la parte superior de las vigas de cubierta y los módulos de encofrado recuperable, y se esperará hasta el completo fraguado del material, momento en el que se retirarán los módulos de encofrado recuperable, obteniendo un forjado reticular con la característica forma de bóvedas anteriormente comentada. Finalmente, se aplica un material impermeable y se imprime una cubierta inclinada con hormigón ligero, instalando posteriormente el sistema de captación y canalización de agua. Pudiendo rematar la construcción con una coronación estética. Todas las etapas del procedimiento de fabricación estarán soportadas por la utilización de las diferentes herramientas incluidas en la punta de fabricación, de manera que, ependiendo de las maniobras a realizar, la unidad de control seleccionará la herramienta adecuada. Por ejemplo, y de manera no limitante, para la elevación de cargas pesadas, como las vigas de cubierta, se realizará mediante la utilización del sistema tipo gancho; para la colocación de los módulos prefabricados se podrá utilizar la pinza de agarre; y para el sellado de los materiales bituminosos, se utilizará la pistola de calor. Por último, la presente invención también describe el procedimiento de montaje del sistema de fabricación autónoma multifunción, debido a que sus características modulares permiten un transporte sencillo en un contenedor común de un camión o similar. De esta forma, el montaje comienza ubicando las bases de las columnas en los puntos de terreno determinados por el plano de la vivienda y el área de trabajo necesaria, sobre las que se colocarán las propias columnas de sustentación de la estructura principal. A continuación, con una grúa se elevarán las vigas superiores que rigidizarán la estructura principal y, preferentemente, servirán de apoyo para la plataforma de control visual. Posteriormente, se colocarán las vigas paralelas con el sistema de estabilización, tipo cadena con porta cables, necesario para regular el movimiento vertical de las vigas paralelas, y se instalarán los puntos de unión a los que se fijará la viga transversal con el carro de transporte y la punta de fabricación. Finalmente, se completa el montaje con la instalación eléctrica, los sistemas de seguridad, la instalación de los medios de conducción del material de construcción, tipo manguera, y la colocación de los contrapesos en la cadena del sistema de estabilización. Preferentemente, el procedimiento de montaje incluye la construcción de las vigas paralelas y la viga transversal a partir de la unión de diferentes vigas longitudinales, de manera que se logre la longitud necesaria para cada caso particular de construcción que se desee realizar. Descrita suficientemente la naturaleza de la presente invención, así como la manera de ponerla en práctica, no se considera necesario hacer más extensa su explicación para que cualquier experto en la materia comprenda su alcance y las ventajas que de ella se derivan, haciéndose constar que, dentro de su esencialidad, podrá ser llevada a la práctica en otras formas de realización que difieran en detalle de la indicada a título de ejemplo, y a las cuales alcanzará igualmente la protección que se recaba siempre que no se altere, cambie o modifique su principio fundamental.
Publicaciones:
ES2957717 (24/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 17/06/2022 se realizó Registro Instancia de Solicitud
En fecha 17/06/2022 se realizó Admisión a Trámite
En fecha 17/06/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 20/06/2022 se realizó Superado examen de oficio
En fecha 26/01/2023 se realizó Realizado IET
En fecha 30/01/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 24/01/2024 se realizó Publicación Solicitud
En fecha 24/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 21/02/2024 se realizó PETEX_Petición de examen sustantivo
En fecha 21/02/2024 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
Pagos:
17/06/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536
El registro de patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536 fue solicitada el 17/06/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536 fue solicitada por THE PRINTABLE COMPANY mediante los servicios del agente Jose Lozano Alonso. El registro [modality] por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536 está clasificado como B28B 1/00,B25J 9/02,E04G 21/04 según la clasificación internacional de patentes.
Otras invenciones solicitadas por THE PRINTABLE COMPANY
Es posible conocer todas las invenciones solicitadas por THE PRINTABLE COMPANY entre las que se encuentra el registro de patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Si se desean conocer más invenciones solicitadas por THE PRINTABLE COMPANY clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B28B 1/00,B25J 9/02,E04G 21/04.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536 está clasificado con la clasificación B28B 1/00,B25J 9/02,E04G 21/04 por lo que si se desea conocer más registros con la clasificación B28B 1/00,B25J 9/02,E04G 21/04 clicar aquí.Otras invenciones solicitadas a través del representante JOSE LOZANO ALONSO
Es posible conocer todas las invenciones solicitadas a través del agente JOSE LOZANO ALONSO entre las que se encuentra el registro patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Si se desean conocer más invenciones solicitadas a través del agente JOSE LOZANO ALONSO clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B28
Es posible conocer todas las patentes registradas en la clase B28 (TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B28B
Es posible conocer todas las patentes registradas en la clase B28B (CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS, ESCORIAS O MEZCLAS QUE CONTENGAN SUST) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B25
Es posible conocer todas las patentes registradas en la clase B25 (HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTORPORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B25J
Es posible conocer todas las patentes registradas en la clase B25J (MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase E
Es posible conocer todas las patentes registradas en la clase E (CONSTRUCCIONES FIJAS) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase E04
Es posible conocer todas las patentes registradas en la clase E04 (EDIFICIOS) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase E04G
Es posible conocer todas las patentes registradas en la clase E04G (ANDAMIAJES; MOLDES; ENCOFRADOS; INSTRUMENTOS PARA LA CONSTRUCCION O CUALQUIER OTRO MATERIALACCESORIO) entre las que se encuentra la patente SISTEMA DE FABRICACIÓN ADITIVA MULTIFUNCIÓN, PROCEDIMIENTO ASOCIADO DE CONSTRUCCIÓN DE UN EDIFICIO Y PROCEDIMIENTO DE MONTAJE con el número P202230536. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230537
P202230537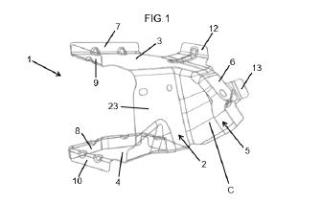
Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







