


- Home /
- Publicaciones de patentes /
- Prensa embaladora de canal con cierre de ranura
Patente nacional por "Prensa embaladora de canal con cierre de ranura"
Este registro ha sido solicitado por
UNOTECH GMBH
a través del representanteGUSTAVO ADOLFO GONZÁLEZ PECES
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 13/07/2022
- Número solicitud:
-
P202230643
- Número publicación:
-
ES2956941
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
unoTech GmbH
- Datos del representante:
-
Gustavo Adolfo González Peces
- Clasificación Internacional de Patentes:
- B30B 9/30,B65B 63/02
- Clasificación Internacional de Patentes de la publicación:
- B30B 9/30,B65B 63/02
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2956941_A11. Prensa embaladora de canal con un canal de prensado (1) y un macho de prensado (3) que se puede mover en el canal de prensado (1) entre una posición inicial y una posición final en una dirección de prensado mediante un actuador hidráulico (4) , presentando el macho de prensado una serie de ranuras (13, 25) que pasan a través de una superficie de prensado (12) del macho de prensado (3) orientada en la dirección de prensado, así como con una corredera (20) que está dispuesta dentro del macho de prensado (3) y que se puede mover entre una posición posterior y una posición delantera, en donde en la posición posterior las ranuras (13, 25) están libres y en la posición delantera un lado frontal (22) de la corredera (20) cierra las ranuras (13, 25) , así como con al menos una unidad de atado (6, 26) , caracterizada porque en la posición delantera el lado frontal (22) de la corredera (20) retrocede detrás de la superficie de prensado (12) del macho de prensado (3) en una distancia X. 2. Prensa embaladora de canal según la reivindicación 1, caracterizada porque en la posición delantera de la corredera (20) el lado frontal (22) de la corredera (20) retrocede al menos X = 2 mm. 3. Prensa embaladora de canal según las reivindicaciones 1 o 2, caracterizada por que en la posición delantera de la corredera (20) el lado frontal (22) de la corredera (20) retrocede por detrás de la superficie de prensado (12) entre X = 3 mm y 75 mm. 4. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada por que, en la posición delantera de la corredera (20) , el lado frontal (22) de la corredera (20) retrocede por detrás de la superficie de prensado (12) de X = 5 mm a 50 mm, en particular de 5 mm a 20 mm. 5. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el macho de prensado (3) presenta un cuerpo de base (10) sobre el que están colocadas, en la parte delantera, placas (30) de un material especialmente resistente al desgaste, por ejemplo un acero endurecido o un metal duro, que forman la superficie de prensado (12) . 6. Prensa embaladora de canal según la reivindicación 4, caracterizada porque el retroceso X de la corredera (20) con respecto a la superficie de prensado (12) del macho de prensado (3) equivale al espesor de las placas (30) 7. Prensa embaladora de canal según una de las reivindicaciones 5 o 6 anteriores, caracterizada porque las placas (30) son reemplazables. 8. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el accionamiento de la corredera (20) dentro del macho de prensado (3) está configurado como un actuador hidráulico (21) con pistón y cilindro, que actúa directamente sobre la corredera (20) . 9. Prensa embaladora de canal según la reivindicación 8, caracterizada porque la corredera (20) se puede desplazar mediante el actuador hidráulico (21) entre las dos posiciones extremas con respecto al macho de prensado (3) . 10. Prensa embaladora de canal según una de las reivindicaciones 8 o 9 anteriores, caracterizada porque la corredera (20) se mantiene en la posición delantera durante el proceso de prensado únicamente por medio de la fuerza generada por el actuador hidráulico (21) . 11. Prensa embaladora de canal según la reivindicación 10, caracterizada porque la posición delantera de la corredera (20) puede ser seleccionada por un sistema de control, en particular en función de las propiedades del material de prensado. 12. Prensa embaladora de canal según una de las reivindicaciones 9 a 11 anteriores, caracterizada porque el actuador hidráulico (21) asociado a la corredera (20) está dispuesto coaxialmente con el actuador hidráulico (4) del macho de prensado (3) . 13. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el macho de prensado (3) presenta un borde de corte (8) en un borde superior de la superficie de prensado (12) . 14. Prensa embaladora de canal según la reivindicación 13, caracterizada porque el borde de corte (8) está segmentado y presenta ranuras de borde de corte (31) alineadas con las ranuras verticales (25) . 15. Prensa embaladora de canal según la reivindicación 14, caracterizada porque las ranuras de borde de corte (31) presentan una anchura libre de 4 mm a 10 mm en la dirección horizontal transversal a la dirección de prensado. 16. Prensa embaladora de canal según las reivindicaciones 14 o 15, caracterizada porque las ranuras verticales (25) y en particular también la zona de transición hacia las ranuras de borde de corte (31) están cubiertas o cerradas por un lado superior (32) de la corredera (20) en la posición delantera de la corredera (20) .
Los productos y servicios protegidos por este registro son:
B30B 9/30 - B65B 63/02
Descripciones:
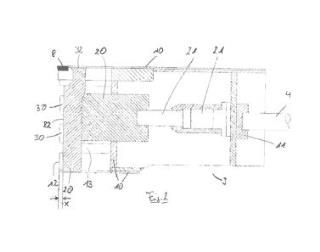
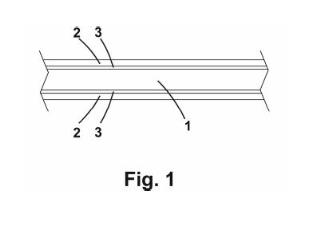
+ ES-2956941_A1 Prensa embaladora de canal con cierre de ranura La presente invención se refiere a una prensa embaladora de canal (inglés: single ram valer) con las características del preámbulo de la reivindicación 1. Las prensas embaladoras se usan generalmente para la compactación de materiales sueltos que deben adoptar una forma ventajosa para su transporte y almacenamiento. Se conocen varios tipos de prensas embaladoras para la producción de balas cuboides, concretamente la prensa de caja (inglés: two ram baler) , en la que un primer macho de prensado se encarga de la compactación del material en una caja de prensado y un segundo macho de prensado empuja la bala comprimida a un dispositivo de atado. Una prensa de caja no genérica de este tipo es conocida por el documento GB-A-1, 580, 704. El otro tipo de construcción es la prensa embaladora de canal (inglés: single ram baler) , en la que un macho de prensado presiona el material desde una zona de alimentación hasta un canal de embalado. En este canal de embalado se compacta el material contra las balas ya existentes allí. La fricción de las balas existentes en el canal de embalado crea la contrapresión necesaria para la compactación. Al final del canal de embalado, las balas se descargan en la misma dirección en la que tiene lugar el proceso de prensado. El atado de la bala se produce cuando se alcanza una longitud predefinida de la bala en la dirección de prensado. Los términos "atado", "flejado" y "bandaje" se usan como sinónimos en este ámbito. El material a compactar o a prensar puede ser muy diferente y va desde materiales ligeros y fáciles de compactar, tales como los residuos de plástico reciclado y el cartonaje, hasta materiales difíciles de compactar tales como los neumáticos usados o la chatarra. El grado de compactación y también la tendencia a la reexpansión del material son muy variables. También puede variar la posición del material compactado en una bala formada. Por ejemplo, los materiales que se entrelazan entre sí en el proceso de prensado pueden formar una bala muy bien definida. Los materiales con secciones transversales más redondas que no se compactan bien tienden a formar balas inestables. Por esta última razón, en las prensas embaladoras de canal resulta ventajoso el llamado atado vertical, en el que se crean varios tados paralelos sobre el lado frontal delantero en la dirección de prensado, los lados largos superior e inferior y el lado posterior. Este atado evita que por el lado largo inferior se caiga el material al elevar y mover la bala. Especialmente en el caso de materiales difíciles de compactar y con gran tendencia a la reexpansión, también puede ser ventajoso proporcionar tanto un atado vertical como un atado horizontal para que los lados largos laterales de la bala también estén atados. En ese caso, se habla de una atadura cruzada. El experto sabe que los términos "vertical" y "horizontal" en este contexto no se entienden en sentido estricto, de manera que se entienden como una dirección paralela al vector de la gravedad u ortogonal al vector de la gravedad. Las direcciones designadas como vertical y horizontal deben entenderse esencialmente en este sentido, en el que la dirección horizontal corresponde aproximadamente al desarrollo en la dirección de prensado, es decir, dependiendo del tipo de construcción y de la instalación de la prensa embaladora de canal, también puede tener un ángulo de algunos grados de inclinación, por ejemplo de 2° a 10°, con respecto a la horizontal. En consecuencia, la dirección vertical también debe entenderse con un margen de tolerancia de unos pocos grados, por ejemplo de 2° a 10°, de ángulo de inclinación con respecto a la vertical. En este sentido, un atado vertical crea un bucle de material de bandaje alrededor de la bala, que discurre en un plano vertical, en donde el plano vertical está esencialmente atravesado por la dirección vertical y la dirección de prensado. Por consiguiente, el atado horizontal se crea en un plano horizontal que se extiende por la dirección de prensado y una línea horizontal orientada transversalmente a la dirección de prensado. El cilindro de prensado presenta una serie de ranuras que se introducen en el macho de prensado desde el lado delantero del mismo orientado hacia el material de prensado. Estas ranuras sirven para desplazar los hilos del material de atado en sentido vertical y/u horizontal transversalmente a la dirección de prensado a través del canal de prensado detrás de la bala terminada pero aún no atada. Para ello, los alimentadores transversales, en particular las agujas de tracción, se mueven a través de las ranuras para empujar o tirar del material de flejado, que generalmente consiste en alambre, a través de las ranuras. En el caso de algunos materiales que hay que prensar, tales como los residuos de papel húmedo, los piensos y, en general, el material compactado que contiene partículas pequeñas fibras cortas, sucede que el material compactado entra en las ranuras durante la compactación y luego tiene que ser retirado de las ranuras mediante la alimentación cruzada. Esto no siempre es posible de forma segura para el proceso. El documento EP 0058 449 B1 muestra una prensa de caja no genérica en la que para evitar el inconveniente mencionado está prevista una corredera que se puede mover en la dirección de prensado en el macho de prensado. La corredera presenta una serie de barras unidas entre sí que se encuentran en las ranuras y que se pueden mover entre una posición posterior, en la que las ranuras están libres, y una posición delantera, en la que las ranuras están cerradas. En la posición delantera, la parte delantera de la corredera está a ras de la parte delantera del macho de prensado, lo que da lugar a una superficie de compactación plana y cerrada. Durante la carrera de compactación, la corredera se bloquea en la posición delantera mediante una disposición de palanca basculante. Es un objetivo de la presente invención proporcionar una prensa embaladora de canal que presente una disposición de la corredera más sencilla en el macho de prensado y en la que el desgaste de la parte delantera de la corredera se reduzca durante el funcionamiento. Este objetivo se consigue con una prensa embaladora de canal con las características de la reivindicación 1. Debido a que el lado frontal de la corredera en la posición delantera retrocede detrás de la superficie de prensado del macho de prensado, se reduce la carga sobre la corredera durante el proceso de prensado, de tal modo que el accionamiento de la corredera dentro del macho de prensado puede configurarse de manera más sencilla. Esto favorece la seguridad durante el funcionamiento y reduce el esfuerzo constructivo así como el de mantenimiento. Preferiblemente, la parte delantera de la corredera retrocede detrás del lado delantero del macho de prensado al menos 2 mm, en particular de 3 mm a 75 mm, preferentemente de 5 mm a 50 mm. El retroceso se puede seleccionar, de modo particularmente ventajoso, por medio del control de la prensa, especialmente en función de las propiedades del material de prensado compactado. En otra forma de realización preferente, el macho de prensado presenta un cuerpo de base sobre el que están colocadas en la parte delantera placas de un material especialmente resistente al desgaste, por ejemplo un acero endurecido o un metal duro. Además, es entajoso si el retroceso de la corredera con respecto al lado delantero del macho de prensado, que constituye la superficie de prensado, se corresponda con el grosor de las placas. En este caso, durante la compactación del material de prensado se carga sobre todo el lado delantero de las placas colocadas en el macho de prensado, mientras que el cuerpo de base y la corredera se cargan en menor medida y, por lo tanto, también están sujetos a un desgaste reducido. Si es necesario, se pueden sustituir las placas sin tener que cambiar todo el macho de prensado. El accionamiento de la corredera dentro del macho de prensado puede ser especialmente sencillo si se dispone dentro del macho de prensado un actuador hidráulico con émbolo y cilindro de forma que la corredera pueda moverse entre las dos posiciones finales por medio de este actuador. El grupo está preferentemente dimensionado de tal manera que se puede mantener la corredera en la posición delantera durante el proceso de prensado únicamente por medio de la fuerza generada por el grupo. Preferentemente, el actuador hidráulico asociado a la corredera está dispuesto coaxialmente con el actuador hidráulico del macho de prensado. Si el macho de prensado tiene un borde de corte en su borde delantero superior, la prensa embaladora de canal puede realizarse con la forma de construcción ventajosa de una prensa de borde de corte. El borde de corte puede estar segmentado y presentar ranuras de corte que se alinean con las ranuras verticales. El número de ranuras de corte corresponde al número de ranuras verticales. Visto en la dirección de prensado, las ranuras del borde de corte están delante de las ranuras verticales, de tal modo que las ranuras verticales se estrechan hacia delante hacia el material que hay que prensar y se continúan en las ranuras del borde de corte. Las ranuras de borde de corte presentan una anchura libre de 4 mm a 10 mm en la dirección horizontal transversal a la dirección de prensado. Preferentemente, las ranuras verticales y, en particular, también la zona de transición a las ranuras de borde de corte en la posición delantera de la corredera también están cubiertas o cerradas por el lado superior de la corredera. La prensa embaladora de canal descrita hasta el momento puede estar equipada con un atado horizontal, un atado vertical o, en particular, con un atado horizontal y uno vertical. A continuación, se describe con más detalle un ejemplo de realización de la presente invención con referencia al dibujo. Se muestra: Fig. 1: Una prensa embaladora de canal en la posición final de la carrera de compactación en una vista lateral; Fig. 2: El macho de prensado de la prensa embaladora de canal de la Fig. 1 en una representación ampliada de una sección longitudinal; Fig. 3: La prensa embaladora de canal de la Fig. 1 con la corredera retraída; Fig. 4: Representación ampliada del macho de prensado y de la corredera de la Fig. 3; Fig. 5: Una zona del lado delantero de la corredera de las Fig. 2 y 4, vista desde el lado de la bala; Fig. 6: El macho de prensado de la Fig. 2 en vista en perspectiva; así como Fig. 7: Vista en perspectiva del macho de prensado de la Fig. 4. La figura 1 muestra de forma esquemática una prensa embaladora de canal en una sección longitudinal frente al lateral. Algunos componentes de la prensa embaladora de canal solo se representan como bloques, en la medida en que no tienen una función esencial dentro del alcance de la presente invención. Además, el macho de prensado se muestra en todas las figuras solo en su posición final, en la que se encuentra al final de su carrera de trabajo para compactar el material de prensado. La prensa embaladora de canal comprende un canal de embalado 1, en cuyo lado superior está dispuesto un eje de inserción 2 en una zona de entrada. Un macho de prensado 3 está dispuesto en el canal de embalado de canal 1 de manera que puede moverse en dirección horizontal. El macho de prensado 3 es accionado por un grupo hidráulico de pistón-cilindro 4, que durante el funcionamiento proporciona la fuerza de prensado para compactar el material de prensado 5. Por encima del canal de embalado 1 está previsto, cerca de la posición final del macho de prensado 3, un dispositivo de atado vertical 6 en el que las agujas de tracción, no mostradas aquí, se pueden mover verticalmente de una manera conocida con el fin de pasar alambre como material de atado para atar las balas a través del canal de embalado 1. El conducto de alimentación 2 se abre hacia abajo en el canal de embalado 1. En la transición del conducto de alimentación 2 al canal de embalado 1, hay previsto un borde de corte 7 en el lado izquierdo de la figura 1, en el que durante la compactación del material de prensado se corta el material situado en la zona de transición. El borde de corte 7, junto con el borde de corte 8 del macho de prensado 3, forma una combinación de cuchilla y contracuchilla. El macho de prensado 3 se muestra en la Figura 2 ampliado en una sección longitudinal en vista lateral. La vista corresponde a la de la figura 1. El macho de prensado 3 comprende un cuerpo de base 10, que también se denomina corredera. El cuerpo de base 10 tiene un estribo 11 en su extremo orientado hacia el grupo hidráulico 4, en el que se introduce la fuerza del grupo hidráulico 4. En su extremo opuesto, que está orientado hacia el material de prensado 5, el cuerpo de base 10 lleva una superficie de prensado 12 que está provista, de manera conocida per se, de ranuras horizontales 13 y de ranuras verticales 25 que no son visibles aquí. Las ranuras 13 permiten que las agujas de tracción de un dispositivo de atado horizontal 26 o de un dispositivo de flejado, previstos opcionalmente, se desplacen transversalmente a través del macho de prensado 3 y del canal de embalado 1. Las ranuras verticales permiten de manera correspondiente que las agujas de tracción del dispositivo de atado vertical 6 pasen a través del macho de prensado 3. Una disposición de este tipo de los dispositivos de atado y de las correspondientes ranuras verticales y horizontales del macho de prensado 3 sirven para atar vertical y horizontalmente las balas producidas en la prensa embaladora de canal. Las ranuras 13 dispuestas en la superficie de prensado 12 y las ranuras verticales no mostradas aquí obligan a que la superficie de prensado 12 no esté completamente cerrada, sino que presente los correspondientes espacios libres en el lado delantero que está orientado hacia el material de prensado 5. Durante el proceso de prensado, el material de pequeñas partículas, húmedo o de fibra corta puede penetrar en estos espacios libres y perjudicar el proceso de prensado, el proceso de atado y la calidad de la bala producida. Para evitarlo, en el interior del macho de prensado 3 está prevista una corredera 20 que se puede mover en aralelo a la carrera de trabajo del macho de prensado 3 dentro de las ranuras 13. La corredera 20 es accionada por un grupo hidráulico de émbolo-cilindro de doble efecto 21, cuyo embolo se apoya en la corredera 20 y en cuyo cilindro se apoyacontra el cuerpo de base 10 del macho de prensado 3. La figura 2 muestra la corredera 20 en su posición final izquierda, en la que un lado frontal 22 de la corredera 20 está a una distancia X del lado frontal de la superficie de prensado 12, de tal modo que el lado frontal 22 de la corredera 20 está rebajada en una distancia X con respecto a la superficie de prensado 12. En un ejemplo específico de realización, la distancia X es de aproximadamente 10 mm y puede estar en un intervalo de entre 3 mm y 50 mm dependiendo de la aplicación. La corredera 20 adopta la posición final izquierda mostrada en las figuras 1 y 2 durante una carrera de compactación y al final del proceso de compactación para producir balas. La superficie de compactación 12 está formada por una serie de placas 30 montadas en la parte delantera sobre el cuerpo de base 10. Las placas 30 están hechas de material resistente al desgaste y se aplican en la parte frontal a los elementos del macho de prensado que delimitan las ranuras 13 y 25 y entre las que se mueve la corredera 20. Preferentemente, la distancia X es menor o igual que el espesor de las placas 30. Un lado superior 32 de la corredera 20, en la posición delantera, cubre las secciones transversales libres superiores de las ranuras verticales 25, como se explicará con más detalle a continuación. La figura 3 muestra la prensa embaladora de canal de la figura 1, en la que la corredera 20 dentro del macho de prensado 3 se mueve hacia la derecha, alejándose de la superficie de prensado 12. El macho de prensado 3 es mantenido por el grupo hidráulico 4 en la posición mostrada en la figura 1, de tal modo que el material de prensado 5 se compacta sin cambios. La corredera 20 se desplaza hacia la derecha, es decir, en contra de la dirección de movimiento del macho de prensado 3 en el proceso de compactación, y al hacerlo libera las ranuras 13 así como las ranuras verticales 2 del macho de prensado 3 que no se muestran. En esta posición de la corredera 20, las agujas de tracción del dispositivo de atado 6 pueden pasar por las ranuras del macho de rensado 3 y arrastrar el material atado a través del canal de embalado 1. Esto permite producir el flejado del material de prensado 5 en las superficies delantera o posterior de la bala que hay que producir. De forma similar a la figura 2, la figura 4 muestra el macho de prensado 3 en una vista ampliada. Se puede observar que la corredera 20 con su lado frontal 22 se retrasa ahora lejos del lado frontal de la superficie de prensado 12, y en concreto en una distancia que corresponde a la suma de la distancia X y la carrera de trabajo del grupo hidráulico 21. Esta dimensión se elige de tal manera que haya suficiente espacio dentro de las ranuras 13 y de las ranuras verticales no mostradas para poder mover las agujas de tracción de los dispositivos de atado 6, 26 a través del canal de embalado y de dichas ranuras. Dado que la corredera 20 estaba en la posición mostrada en las figuras 1 y 2 durante las carreras de compactación del macho de prensado 3, el material compactado solo ha entrado en las ranuras 13 en la distancia X. Cuando la corredera 20 se retrae a la posición mostrada en las figuras 3 y 4 después de la última carrera de compresión y antes del flejado, el material puede entrar en las ranuras 13 en una pequeña medida debido a la reexpansión del material de prensado 5. Sin embargo, las ranuras 13 y 25 permanecen esencialmente libres de material de prensado, de modo que el movimiento de las agujas de tracción de los dispositivos de atado 6, 26 en las ranuras no se ve obstaculizado o apenas. En particular, a diferencia de la técnica anterior, las agujas de tracción no tienen que abrir las ranuras 13 y 25 antes de que el material de flejado pueda ser arrastrado a través de las ranuras a través del canal de la bala. El retroceso del lado frontal 22 de la corredera 20 con respecto a la superficie de prensado 12 en la distancia X no perjudica esta función, pero tiene el efecto de reducir la fuerza que actúa sobre la corredera 20. Esta reducción debe entenderse en comparación con una disposición en la que el lado frontal 22 del deslizador 20 está a ras de la superficie de prensado 12, como es el caso en la técnica anterior. Esta reducción conduce, por un lado, a que el grupo hidráulico 21, que acciona y soporta la corredera 20, puede hacerse relativamente pequeña. Por otra parte, no se requieren dispositivos especiales de sujeción o de bloqueo de la corredera 20 para mantenerla en la posición mostrada en la figura 2. Por último, también se reduce el desgaste del lado frontal 22 de la corredera 20, ya que el material de prensado abrasivo, tal como la chatarra, no puede actuar sobre el lado frontal 22 en la misma medida que si el lado frontal 22 estuviera a ras de la superficie de prensado 12 durante la carrera de compactación. La figura 5 muestra una vista frontal del lado del macho de prensado 3 orientado hacia el material de prensado 5. En esta vista frontal es visible la superficie de prensado 12 del macho de prensado 3, lo mismo que el total de tres ranuras horizontales 13 así como cinco ranuras verticales 25, que no son visibles en las otras figuras, y un dispositivo de atado horizontal 26, cuyas agujas de tracción, que no se muestran, se pueden desplazar a través de las ranuras orizontales 13. También se puede observar que la superficie de prensado 12 entre las ranuras 13 y 25 forma superficies frontales 27 aproximadamente cuadradas que se orientan hacia el material de prensado 5. En las ranuras 13 y 25, que discurren en ángulo recto, se ve también el lado frontal 22 de la corredera 20, que no se muestra aquí por separado. También son visibles en el borde superior de la corredera 3 los segmentos del borde de corte 8, que están interrumpidos por ranuras del borde de corte 31 estrechas, cuya anchura corresponde de manera conocida al diámetro del material de flejado. La figura 6 muestra en perspectiva el macho de prensado de la figura 2. La corredera 20 se asienta con su lado frontal aproximadamente cuadriculado 22 entre los elementos del macho de prensado, cuyas placas de lado frontal 30 forman esencialmente la superficie de prensado 12. Las ranuras verticales 25 están cubiertas en sus lados superiores por el lado superior 32 de la corredera 20, de tal modo que tampoco puede penetrar aquí ningún material de prensado. El macho de prensado de la Fig. 6 se muestra en la Fig. 7 con la corredera 20 retraída como en la Fig. 4. Los lados superiores segmentados 32 de la corredera 20 solo se muestran aquí como líneas discontinuas, ya que en esta posición no son visibles dentro del cuerpo de base 10. Las ranuras verticales 25 también están libres en la parte superior para el paso de las agujas de tracción. Se puede observar que las ranuras verticales 25 se estrechan hacia el borde de corte 8 y allí desembocan en las ranuras del borde de corte 31. Su anchura es lo suficientemente grande como para que el material de atado, normalmente alambre de acero, pueda pasar a través suyo cuando se tira del macho de prensado hacia atrás de la bala recién producida después del atado. Los lados frontales cuadrados 27 de la superficie de prensado 12, que sobresalen en una distancia X con respecto a el lado frontal 22 de la corredera 20, pueden estar hechas de un material especialmente resistente al desgaste. En particular, también se pueden aplicar al cuerpo de base 10 del macho de prensado 3 como componentes separados. Resulta especialmente ventajoso si estos lados frontales estén soldados o atornillados al cuerpo de base 10 del macho de prensado 3 en forma de baldosas cuadradas y en forma de placa, de tal modo que en caso de desgaste se puedan sustituir o revisar por completo sin tener que cambiar el macho de prensado 3. A este respecto, el retroceso en la distancia X tiene el efecto de que el desgaste generado esencialmente por el material de prensado se limita a los lados rontales 22 de la superficie de prensado 12 y el lado frontal 22 de la corredera 20 queda sujeto a un desgaste reducido.
Publicaciones:
ES2956941 (05/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 13/07/2022 se realizó Registro Instancia de Solicitud
En fecha 13/07/2022 se realizó Admisión a Trámite
En fecha 13/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 14/07/2022 se realizó Superado examen de oficio
En fecha 16/02/2023 se realizó Realizado IET
En fecha 20/02/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 05/01/2024 se realizó Publicación Solicitud
En fecha 05/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 04/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
13/07/2022 - Pago Tasas IET
+ ES-2956941_A11. Prensa embaladora de canal con un canal de prensado (1) y un macho de prensado (3) que se puede mover en el canal de prensado (1) entre una posición inicial y una posición final en una dirección de prensado mediante un actuador hidráulico (4) , presentando el macho de prensado una serie de ranuras (13, 25) que pasan a través de una superficie de prensado (12) del macho de prensado (3) orientada en la dirección de prensado, así como con una corredera (20) que está dispuesta dentro del macho de prensado (3) y que se puede mover entre una posición posterior y una posición delantera, en donde en la posición posterior las ranuras (13, 25) están libres y en la posición delantera un lado frontal (22) de la corredera (20) cierra las ranuras (13, 25) , así como con al menos una unidad de atado (6, 26) , caracterizada porque en la posición delantera el lado frontal (22) de la corredera (20) retrocede detrás de la superficie de prensado (12) del macho de prensado (3) en una distancia X. 2. Prensa embaladora de canal según la reivindicación 1, caracterizada porque en la posición delantera de la corredera (20) el lado frontal (22) de la corredera (20) retrocede al menos X = 2 mm. 3. Prensa embaladora de canal según las reivindicaciones 1 o 2, caracterizada por que en la posición delantera de la corredera (20) el lado frontal (22) de la corredera (20) retrocede por detrás de la superficie de prensado (12) entre X = 3 mm y 75 mm. 4. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada por que, en la posición delantera de la corredera (20) , el lado frontal (22) de la corredera (20) retrocede por detrás de la superficie de prensado (12) de X = 5 mm a 50 mm, en particular de 5 mm a 20 mm. 5. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el macho de prensado (3) presenta un cuerpo de base (10) sobre el que están colocadas, en la parte delantera, placas (30) de un material especialmente resistente al desgaste, por ejemplo un acero endurecido o un metal duro, que forman la superficie de prensado (12) . 6. Prensa embaladora de canal según la reivindicación 4, caracterizada porque el retroceso X de la corredera (20) con respecto a la superficie de prensado (12) del macho de prensado (3) equivale al espesor de las placas (30) 7. Prensa embaladora de canal según una de las reivindicaciones 5 o 6 anteriores, caracterizada porque las placas (30) son reemplazables. 8. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el accionamiento de la corredera (20) dentro del macho de prensado (3) está configurado como un actuador hidráulico (21) con pistón y cilindro, que actúa directamente sobre la corredera (20) . 9. Prensa embaladora de canal según la reivindicación 8, caracterizada porque la corredera (20) se puede desplazar mediante el actuador hidráulico (21) entre las dos posiciones extremas con respecto al macho de prensado (3) . 10. Prensa embaladora de canal según una de las reivindicaciones 8 o 9 anteriores, caracterizada porque la corredera (20) se mantiene en la posición delantera durante el proceso de prensado únicamente por medio de la fuerza generada por el actuador hidráulico (21) . 11. Prensa embaladora de canal según la reivindicación 10, caracterizada porque la posición delantera de la corredera (20) puede ser seleccionada por un sistema de control, en particular en función de las propiedades del material de prensado. 12. Prensa embaladora de canal según una de las reivindicaciones 9 a 11 anteriores, caracterizada porque el actuador hidráulico (21) asociado a la corredera (20) está dispuesto coaxialmente con el actuador hidráulico (4) del macho de prensado (3) . 13. Prensa embaladora de canal según una de las reivindicaciones anteriores, caracterizada porque el macho de prensado (3) presenta un borde de corte (8) en un borde superior de la superficie de prensado (12) . 14. Prensa embaladora de canal según la reivindicación 13, caracterizada porque el borde de corte (8) está segmentado y presenta ranuras de borde de corte (31) alineadas con las ranuras verticales (25) . 15. Prensa embaladora de canal según la reivindicación 14, caracterizada porque las ranuras de borde de corte (31) presentan una anchura libre de 4 mm a 10 mm en la dirección horizontal transversal a la dirección de prensado. 16. Prensa embaladora de canal según las reivindicaciones 14 o 15, caracterizada porque las ranuras verticales (25) y en particular también la zona de transición hacia las ranuras de borde de corte (31) están cubiertas o cerradas por un lado superior (32) de la corredera (20) en la posición delantera de la corredera (20) .
Los productos y servicios protegidos por este registro son:
B30B 9/30 - B65B 63/02
Descripciones:
+ ES-2956941_A1 Prensa embaladora de canal con cierre de ranura La presente invención se refiere a una prensa embaladora de canal (inglés: single ram valer) con las características del preámbulo de la reivindicación 1. Las prensas embaladoras se usan generalmente para la compactación de materiales sueltos que deben adoptar una forma ventajosa para su transporte y almacenamiento. Se conocen varios tipos de prensas embaladoras para la producción de balas cuboides, concretamente la prensa de caja (inglés: two ram baler) , en la que un primer macho de prensado se encarga de la compactación del material en una caja de prensado y un segundo macho de prensado empuja la bala comprimida a un dispositivo de atado. Una prensa de caja no genérica de este tipo es conocida por el documento GB-A-1, 580, 704. El otro tipo de construcción es la prensa embaladora de canal (inglés: single ram baler) , en la que un macho de prensado presiona el material desde una zona de alimentación hasta un canal de embalado. En este canal de embalado se compacta el material contra las balas ya existentes allí. La fricción de las balas existentes en el canal de embalado crea la contrapresión necesaria para la compactación. Al final del canal de embalado, las balas se descargan en la misma dirección en la que tiene lugar el proceso de prensado. El atado de la bala se produce cuando se alcanza una longitud predefinida de la bala en la dirección de prensado. Los términos "atado", "flejado" y "bandaje" se usan como sinónimos en este ámbito. El material a compactar o a prensar puede ser muy diferente y va desde materiales ligeros y fáciles de compactar, tales como los residuos de plástico reciclado y el cartonaje, hasta materiales difíciles de compactar tales como los neumáticos usados o la chatarra. El grado de compactación y también la tendencia a la reexpansión del material son muy variables. También puede variar la posición del material compactado en una bala formada. Por ejemplo, los materiales que se entrelazan entre sí en el proceso de prensado pueden formar una bala muy bien definida. Los materiales con secciones transversales más redondas que no se compactan bien tienden a formar balas inestables. Por esta última razón, en las prensas embaladoras de canal resulta ventajoso el llamado atado vertical, en el que se crean varios tados paralelos sobre el lado frontal delantero en la dirección de prensado, los lados largos superior e inferior y el lado posterior. Este atado evita que por el lado largo inferior se caiga el material al elevar y mover la bala. Especialmente en el caso de materiales difíciles de compactar y con gran tendencia a la reexpansión, también puede ser ventajoso proporcionar tanto un atado vertical como un atado horizontal para que los lados largos laterales de la bala también estén atados. En ese caso, se habla de una atadura cruzada. El experto sabe que los términos "vertical" y "horizontal" en este contexto no se entienden en sentido estricto, de manera que se entienden como una dirección paralela al vector de la gravedad u ortogonal al vector de la gravedad. Las direcciones designadas como vertical y horizontal deben entenderse esencialmente en este sentido, en el que la dirección horizontal corresponde aproximadamente al desarrollo en la dirección de prensado, es decir, dependiendo del tipo de construcción y de la instalación de la prensa embaladora de canal, también puede tener un ángulo de algunos grados de inclinación, por ejemplo de 2° a 10°, con respecto a la horizontal. En consecuencia, la dirección vertical también debe entenderse con un margen de tolerancia de unos pocos grados, por ejemplo de 2° a 10°, de ángulo de inclinación con respecto a la vertical. En este sentido, un atado vertical crea un bucle de material de bandaje alrededor de la bala, que discurre en un plano vertical, en donde el plano vertical está esencialmente atravesado por la dirección vertical y la dirección de prensado. Por consiguiente, el atado horizontal se crea en un plano horizontal que se extiende por la dirección de prensado y una línea horizontal orientada transversalmente a la dirección de prensado. El cilindro de prensado presenta una serie de ranuras que se introducen en el macho de prensado desde el lado delantero del mismo orientado hacia el material de prensado. Estas ranuras sirven para desplazar los hilos del material de atado en sentido vertical y/u horizontal transversalmente a la dirección de prensado a través del canal de prensado detrás de la bala terminada pero aún no atada. Para ello, los alimentadores transversales, en particular las agujas de tracción, se mueven a través de las ranuras para empujar o tirar del material de flejado, que generalmente consiste en alambre, a través de las ranuras. En el caso de algunos materiales que hay que prensar, tales como los residuos de papel húmedo, los piensos y, en general, el material compactado que contiene partículas pequeñas fibras cortas, sucede que el material compactado entra en las ranuras durante la compactación y luego tiene que ser retirado de las ranuras mediante la alimentación cruzada. Esto no siempre es posible de forma segura para el proceso. El documento EP 0058 449 B1 muestra una prensa de caja no genérica en la que para evitar el inconveniente mencionado está prevista una corredera que se puede mover en la dirección de prensado en el macho de prensado. La corredera presenta una serie de barras unidas entre sí que se encuentran en las ranuras y que se pueden mover entre una posición posterior, en la que las ranuras están libres, y una posición delantera, en la que las ranuras están cerradas. En la posición delantera, la parte delantera de la corredera está a ras de la parte delantera del macho de prensado, lo que da lugar a una superficie de compactación plana y cerrada. Durante la carrera de compactación, la corredera se bloquea en la posición delantera mediante una disposición de palanca basculante. Es un objetivo de la presente invención proporcionar una prensa embaladora de canal que presente una disposición de la corredera más sencilla en el macho de prensado y en la que el desgaste de la parte delantera de la corredera se reduzca durante el funcionamiento. Este objetivo se consigue con una prensa embaladora de canal con las características de la reivindicación 1. Debido a que el lado frontal de la corredera en la posición delantera retrocede detrás de la superficie de prensado del macho de prensado, se reduce la carga sobre la corredera durante el proceso de prensado, de tal modo que el accionamiento de la corredera dentro del macho de prensado puede configurarse de manera más sencilla. Esto favorece la seguridad durante el funcionamiento y reduce el esfuerzo constructivo así como el de mantenimiento. Preferiblemente, la parte delantera de la corredera retrocede detrás del lado delantero del macho de prensado al menos 2 mm, en particular de 3 mm a 75 mm, preferentemente de 5 mm a 50 mm. El retroceso se puede seleccionar, de modo particularmente ventajoso, por medio del control de la prensa, especialmente en función de las propiedades del material de prensado compactado. En otra forma de realización preferente, el macho de prensado presenta un cuerpo de base sobre el que están colocadas en la parte delantera placas de un material especialmente resistente al desgaste, por ejemplo un acero endurecido o un metal duro. Además, es entajoso si el retroceso de la corredera con respecto al lado delantero del macho de prensado, que constituye la superficie de prensado, se corresponda con el grosor de las placas. En este caso, durante la compactación del material de prensado se carga sobre todo el lado delantero de las placas colocadas en el macho de prensado, mientras que el cuerpo de base y la corredera se cargan en menor medida y, por lo tanto, también están sujetos a un desgaste reducido. Si es necesario, se pueden sustituir las placas sin tener que cambiar todo el macho de prensado. El accionamiento de la corredera dentro del macho de prensado puede ser especialmente sencillo si se dispone dentro del macho de prensado un actuador hidráulico con émbolo y cilindro de forma que la corredera pueda moverse entre las dos posiciones finales por medio de este actuador. El grupo está preferentemente dimensionado de tal manera que se puede mantener la corredera en la posición delantera durante el proceso de prensado únicamente por medio de la fuerza generada por el grupo. Preferentemente, el actuador hidráulico asociado a la corredera está dispuesto coaxialmente con el actuador hidráulico del macho de prensado. Si el macho de prensado tiene un borde de corte en su borde delantero superior, la prensa embaladora de canal puede realizarse con la forma de construcción ventajosa de una prensa de borde de corte. El borde de corte puede estar segmentado y presentar ranuras de corte que se alinean con las ranuras verticales. El número de ranuras de corte corresponde al número de ranuras verticales. Visto en la dirección de prensado, las ranuras del borde de corte están delante de las ranuras verticales, de tal modo que las ranuras verticales se estrechan hacia delante hacia el material que hay que prensar y se continúan en las ranuras del borde de corte. Las ranuras de borde de corte presentan una anchura libre de 4 mm a 10 mm en la dirección horizontal transversal a la dirección de prensado. Preferentemente, las ranuras verticales y, en particular, también la zona de transición a las ranuras de borde de corte en la posición delantera de la corredera también están cubiertas o cerradas por el lado superior de la corredera. La prensa embaladora de canal descrita hasta el momento puede estar equipada con un atado horizontal, un atado vertical o, en particular, con un atado horizontal y uno vertical. A continuación, se describe con más detalle un ejemplo de realización de la presente invención con referencia al dibujo. Se muestra: Fig. 1: Una prensa embaladora de canal en la posición final de la carrera de compactación en una vista lateral; Fig. 2: El macho de prensado de la prensa embaladora de canal de la Fig. 1 en una representación ampliada de una sección longitudinal; Fig. 3: La prensa embaladora de canal de la Fig. 1 con la corredera retraída; Fig. 4: Representación ampliada del macho de prensado y de la corredera de la Fig. 3; Fig. 5: Una zona del lado delantero de la corredera de las Fig. 2 y 4, vista desde el lado de la bala; Fig. 6: El macho de prensado de la Fig. 2 en vista en perspectiva; así como Fig. 7: Vista en perspectiva del macho de prensado de la Fig. 4. La figura 1 muestra de forma esquemática una prensa embaladora de canal en una sección longitudinal frente al lateral. Algunos componentes de la prensa embaladora de canal solo se representan como bloques, en la medida en que no tienen una función esencial dentro del alcance de la presente invención. Además, el macho de prensado se muestra en todas las figuras solo en su posición final, en la que se encuentra al final de su carrera de trabajo para compactar el material de prensado. La prensa embaladora de canal comprende un canal de embalado 1, en cuyo lado superior está dispuesto un eje de inserción 2 en una zona de entrada. Un macho de prensado 3 está dispuesto en el canal de embalado de canal 1 de manera que puede moverse en dirección horizontal. El macho de prensado 3 es accionado por un grupo hidráulico de pistón-cilindro 4, que durante el funcionamiento proporciona la fuerza de prensado para compactar el material de prensado 5. Por encima del canal de embalado 1 está previsto, cerca de la posición final del macho de prensado 3, un dispositivo de atado vertical 6 en el que las agujas de tracción, no mostradas aquí, se pueden mover verticalmente de una manera conocida con el fin de pasar alambre como material de atado para atar las balas a través del canal de embalado 1. El conducto de alimentación 2 se abre hacia abajo en el canal de embalado 1. En la transición del conducto de alimentación 2 al canal de embalado 1, hay previsto un borde de corte 7 en el lado izquierdo de la figura 1, en el que durante la compactación del material de prensado se corta el material situado en la zona de transición. El borde de corte 7, junto con el borde de corte 8 del macho de prensado 3, forma una combinación de cuchilla y contracuchilla. El macho de prensado 3 se muestra en la Figura 2 ampliado en una sección longitudinal en vista lateral. La vista corresponde a la de la figura 1. El macho de prensado 3 comprende un cuerpo de base 10, que también se denomina corredera. El cuerpo de base 10 tiene un estribo 11 en su extremo orientado hacia el grupo hidráulico 4, en el que se introduce la fuerza del grupo hidráulico 4. En su extremo opuesto, que está orientado hacia el material de prensado 5, el cuerpo de base 10 lleva una superficie de prensado 12 que está provista, de manera conocida per se, de ranuras horizontales 13 y de ranuras verticales 25 que no son visibles aquí. Las ranuras 13 permiten que las agujas de tracción de un dispositivo de atado horizontal 26 o de un dispositivo de flejado, previstos opcionalmente, se desplacen transversalmente a través del macho de prensado 3 y del canal de embalado 1. Las ranuras verticales permiten de manera correspondiente que las agujas de tracción del dispositivo de atado vertical 6 pasen a través del macho de prensado 3. Una disposición de este tipo de los dispositivos de atado y de las correspondientes ranuras verticales y horizontales del macho de prensado 3 sirven para atar vertical y horizontalmente las balas producidas en la prensa embaladora de canal. Las ranuras 13 dispuestas en la superficie de prensado 12 y las ranuras verticales no mostradas aquí obligan a que la superficie de prensado 12 no esté completamente cerrada, sino que presente los correspondientes espacios libres en el lado delantero que está orientado hacia el material de prensado 5. Durante el proceso de prensado, el material de pequeñas partículas, húmedo o de fibra corta puede penetrar en estos espacios libres y perjudicar el proceso de prensado, el proceso de atado y la calidad de la bala producida. Para evitarlo, en el interior del macho de prensado 3 está prevista una corredera 20 que se puede mover en aralelo a la carrera de trabajo del macho de prensado 3 dentro de las ranuras 13. La corredera 20 es accionada por un grupo hidráulico de émbolo-cilindro de doble efecto 21, cuyo embolo se apoya en la corredera 20 y en cuyo cilindro se apoyacontra el cuerpo de base 10 del macho de prensado 3. La figura 2 muestra la corredera 20 en su posición final izquierda, en la que un lado frontal 22 de la corredera 20 está a una distancia X del lado frontal de la superficie de prensado 12, de tal modo que el lado frontal 22 de la corredera 20 está rebajada en una distancia X con respecto a la superficie de prensado 12. En un ejemplo específico de realización, la distancia X es de aproximadamente 10 mm y puede estar en un intervalo de entre 3 mm y 50 mm dependiendo de la aplicación. La corredera 20 adopta la posición final izquierda mostrada en las figuras 1 y 2 durante una carrera de compactación y al final del proceso de compactación para producir balas. La superficie de compactación 12 está formada por una serie de placas 30 montadas en la parte delantera sobre el cuerpo de base 10. Las placas 30 están hechas de material resistente al desgaste y se aplican en la parte frontal a los elementos del macho de prensado que delimitan las ranuras 13 y 25 y entre las que se mueve la corredera 20. Preferentemente, la distancia X es menor o igual que el espesor de las placas 30. Un lado superior 32 de la corredera 20, en la posición delantera, cubre las secciones transversales libres superiores de las ranuras verticales 25, como se explicará con más detalle a continuación. La figura 3 muestra la prensa embaladora de canal de la figura 1, en la que la corredera 20 dentro del macho de prensado 3 se mueve hacia la derecha, alejándose de la superficie de prensado 12. El macho de prensado 3 es mantenido por el grupo hidráulico 4 en la posición mostrada en la figura 1, de tal modo que el material de prensado 5 se compacta sin cambios. La corredera 20 se desplaza hacia la derecha, es decir, en contra de la dirección de movimiento del macho de prensado 3 en el proceso de compactación, y al hacerlo libera las ranuras 13 así como las ranuras verticales 2 del macho de prensado 3 que no se muestran. En esta posición de la corredera 20, las agujas de tracción del dispositivo de atado 6 pueden pasar por las ranuras del macho de rensado 3 y arrastrar el material atado a través del canal de embalado 1. Esto permite producir el flejado del material de prensado 5 en las superficies delantera o posterior de la bala que hay que producir. De forma similar a la figura 2, la figura 4 muestra el macho de prensado 3 en una vista ampliada. Se puede observar que la corredera 20 con su lado frontal 22 se retrasa ahora lejos del lado frontal de la superficie de prensado 12, y en concreto en una distancia que corresponde a la suma de la distancia X y la carrera de trabajo del grupo hidráulico 21. Esta dimensión se elige de tal manera que haya suficiente espacio dentro de las ranuras 13 y de las ranuras verticales no mostradas para poder mover las agujas de tracción de los dispositivos de atado 6, 26 a través del canal de embalado y de dichas ranuras. Dado que la corredera 20 estaba en la posición mostrada en las figuras 1 y 2 durante las carreras de compactación del macho de prensado 3, el material compactado solo ha entrado en las ranuras 13 en la distancia X. Cuando la corredera 20 se retrae a la posición mostrada en las figuras 3 y 4 después de la última carrera de compresión y antes del flejado, el material puede entrar en las ranuras 13 en una pequeña medida debido a la reexpansión del material de prensado 5. Sin embargo, las ranuras 13 y 25 permanecen esencialmente libres de material de prensado, de modo que el movimiento de las agujas de tracción de los dispositivos de atado 6, 26 en las ranuras no se ve obstaculizado o apenas. En particular, a diferencia de la técnica anterior, las agujas de tracción no tienen que abrir las ranuras 13 y 25 antes de que el material de flejado pueda ser arrastrado a través de las ranuras a través del canal de la bala. El retroceso del lado frontal 22 de la corredera 20 con respecto a la superficie de prensado 12 en la distancia X no perjudica esta función, pero tiene el efecto de reducir la fuerza que actúa sobre la corredera 20. Esta reducción debe entenderse en comparación con una disposición en la que el lado frontal 22 del deslizador 20 está a ras de la superficie de prensado 12, como es el caso en la técnica anterior. Esta reducción conduce, por un lado, a que el grupo hidráulico 21, que acciona y soporta la corredera 20, puede hacerse relativamente pequeña. Por otra parte, no se requieren dispositivos especiales de sujeción o de bloqueo de la corredera 20 para mantenerla en la posición mostrada en la figura 2. Por último, también se reduce el desgaste del lado frontal 22 de la corredera 20, ya que el material de prensado abrasivo, tal como la chatarra, no puede actuar sobre el lado frontal 22 en la misma medida que si el lado frontal 22 estuviera a ras de la superficie de prensado 12 durante la carrera de compactación. La figura 5 muestra una vista frontal del lado del macho de prensado 3 orientado hacia el material de prensado 5. En esta vista frontal es visible la superficie de prensado 12 del macho de prensado 3, lo mismo que el total de tres ranuras horizontales 13 así como cinco ranuras verticales 25, que no son visibles en las otras figuras, y un dispositivo de atado horizontal 26, cuyas agujas de tracción, que no se muestran, se pueden desplazar a través de las ranuras orizontales 13. También se puede observar que la superficie de prensado 12 entre las ranuras 13 y 25 forma superficies frontales 27 aproximadamente cuadradas que se orientan hacia el material de prensado 5. En las ranuras 13 y 25, que discurren en ángulo recto, se ve también el lado frontal 22 de la corredera 20, que no se muestra aquí por separado. También son visibles en el borde superior de la corredera 3 los segmentos del borde de corte 8, que están interrumpidos por ranuras del borde de corte 31 estrechas, cuya anchura corresponde de manera conocida al diámetro del material de flejado. La figura 6 muestra en perspectiva el macho de prensado de la figura 2. La corredera 20 se asienta con su lado frontal aproximadamente cuadriculado 22 entre los elementos del macho de prensado, cuyas placas de lado frontal 30 forman esencialmente la superficie de prensado 12. Las ranuras verticales 25 están cubiertas en sus lados superiores por el lado superior 32 de la corredera 20, de tal modo que tampoco puede penetrar aquí ningún material de prensado. El macho de prensado de la Fig. 6 se muestra en la Fig. 7 con la corredera 20 retraída como en la Fig. 4. Los lados superiores segmentados 32 de la corredera 20 solo se muestran aquí como líneas discontinuas, ya que en esta posición no son visibles dentro del cuerpo de base 10. Las ranuras verticales 25 también están libres en la parte superior para el paso de las agujas de tracción. Se puede observar que las ranuras verticales 25 se estrechan hacia el borde de corte 8 y allí desembocan en las ranuras del borde de corte 31. Su anchura es lo suficientemente grande como para que el material de atado, normalmente alambre de acero, pueda pasar a través suyo cuando se tira del macho de prensado hacia atrás de la bala recién producida después del atado. Los lados frontales cuadrados 27 de la superficie de prensado 12, que sobresalen en una distancia X con respecto a el lado frontal 22 de la corredera 20, pueden estar hechas de un material especialmente resistente al desgaste. En particular, también se pueden aplicar al cuerpo de base 10 del macho de prensado 3 como componentes separados. Resulta especialmente ventajoso si estos lados frontales estén soldados o atornillados al cuerpo de base 10 del macho de prensado 3 en forma de baldosas cuadradas y en forma de placa, de tal modo que en caso de desgaste se puedan sustituir o revisar por completo sin tener que cambiar el macho de prensado 3. A este respecto, el retroceso en la distancia X tiene el efecto de que el desgaste generado esencialmente por el material de prensado se limita a los lados rontales 22 de la superficie de prensado 12 y el lado frontal 22 de la corredera 20 queda sujeto a un desgaste reducido.
Publicaciones:
ES2956941 (05/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 13/07/2022 se realizó Registro Instancia de Solicitud
En fecha 13/07/2022 se realizó Admisión a Trámite
En fecha 13/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 14/07/2022 se realizó Superado examen de oficio
En fecha 16/02/2023 se realizó Realizado IET
En fecha 20/02/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 05/01/2024 se realizó Publicación Solicitud
En fecha 05/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 04/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
13/07/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por Prensa embaladora de canal con cierre de ranura con el número P202230643
El registro de patente nacional por Prensa embaladora de canal con cierre de ranura con el número P202230643 fue solicitada el 13/07/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro Prensa embaladora de canal con cierre de ranura con el número P202230643 fue solicitada por UNOTECH GMBH mediante los servicios del agente Gustavo Adolfo González Peces. El registro [modality] por Prensa embaladora de canal con cierre de ranura con el número P202230643 está clasificado como B30B 9/30,B65B 63/02 según la clasificación internacional de patentes.
Otras invenciones solicitadas por unoTech GmbH
Es posible conocer todas las invenciones solicitadas por unoTech GmbH entre las que se encuentra el registro de patente nacional por Prensa embaladora de canal con cierre de ranura con el número P202230643. Si se desean conocer más invenciones solicitadas por unoTech GmbH clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B30B 9/30,B65B 63/02.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por Prensa embaladora de canal con cierre de ranura con el número P202230643 está clasificado con la clasificación B30B 9/30,B65B 63/02 por lo que si se desea conocer más registros con la clasificación B30B 9/30,B65B 63/02 clicar aquí.Otras invenciones solicitadas a través del representante GUSTAVO ADOLFO GONZÁLEZ PECES
Es posible conocer todas las invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES entre las que se encuentra el registro patente nacional por Prensa embaladora de canal con cierre de ranura con el número P202230643. Si se desean conocer más invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por Prensa embaladora de canal con cierre de ranura. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente Prensa embaladora de canal con cierre de ranura con el número P202230643. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B30
Es posible conocer todas las patentes registradas en la clase B30 (PRENSAS) entre las que se encuentra la patente Prensa embaladora de canal con cierre de ranura con el número P202230643. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B30B
Es posible conocer todas las patentes registradas en la clase B30B (PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR) entre las que se encuentra la patente Prensa embaladora de canal con cierre de ranura con el número P202230643. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65
Es posible conocer todas las patentes registradas en la clase B65 (TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES) entre las que se encuentra la patente Prensa embaladora de canal con cierre de ranura con el número P202230643. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65B
Es posible conocer todas las patentes registradas en la clase B65B (MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE) entre las que se encuentra la patente Prensa embaladora de canal con cierre de ranura con el número P202230643. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230641
P202230641 P202230642
P202230642 P202230645
P202230645
El factor de splicing EIF4A3 cómo biomarcador en hepatocarcinoma
P202230647Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







