


- Home /
- Publicaciones de patentes /
- MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO
Patente nacional por "MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO"
Este registro ha sido solicitado por
TELESFORO GONZALEZ MAQUINARIA, SLU
a través del representanteELISABET TORNER LASALLE
Contacto
- Estado: Caducada
- País:
- España
- Fecha solicitud:
- 29/09/2020
- Número solicitud:
-
P202131153
- Número publicación:
-
ES2903292
- Fecha de concesión:
-
08/02/2023
- Inventores:
-
Persona física
- Datos del titular:
-
TELESFORO GONZALEZ MAQUINARIA, SLU
- Datos del representante:
-
Elisabet Torner Lasalle
- Clasificación Internacional de Patentes:
- B31B 50/46,B31B 50/02,B65D 5/20
- Clasificación Internacional de Patentes de la publicación:
- B31B 50/46,B31B 50/02,B65D 5/20
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
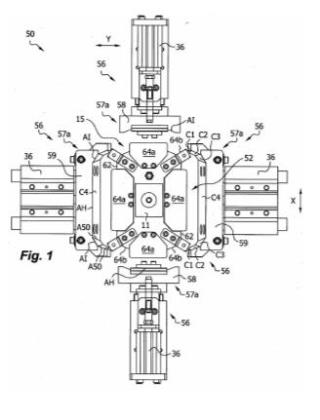
+ ES-2903292_A21.- Molde (50) de máquina (100) para la formación de cajas (B) de cartón y/o plástico, teniendo dichas cajas (B) unos rebordes (R) situados en la parte superior de unas paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) en voladizo para facilitar un posterior cierre del envase mediante un film que obtura una parte superiormente abierta de la caja (B) , con apoyo periférico del citado film en dichos rebordes (R) , comprendiendo el molde (50) una cavidad (52) , la cual es susceptible de ser alineada con un macho (15, 80) según una dirección lineal (Z) , estando la cavidad (52) delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad (52) , una embocadura de entrada (54) de plancha (P) a la cavidad (52) , y una embocadura de salida (55) de la caja (B) formada de la cavidad (52) , alineadas según la dirección lineal (Z) , y estando la embocadura de salida (55) dimensionada para evacuar las cajas (B) formadas de la cavidad (52) atravesando la embocadura de salida (55) ; caracterizado porque dichos elementos conformadores de la caja (B) del molde (50) dispuestos alrededor de la cavidad (52) comprenden una pluralidad de topes conformadores (56) , mutuamente enfrentados, siendo cada uno de dichos topes conformadores (56) movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad (52) , permitiendo el conjunto de topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja formada de la cavidad (52) atravesando la embocadura de salida (55) ; y cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores de la caja (B) con la parte superior de una pared lateral (PL) de la caja (B) , y cada una de las caras sufrideras superiores (58, 59) está configurada para, en su posición de tope, recibir la presión de los rebordes (R) previamente doblados. 2- Molde (50) según la reivindicación 1, en donde la dirección lineal (Z) corresponde con la vertical, siendo la vertical perpendicular a la embocadura de la cavidad (52) , y en donde los topes conformadores (56) movibles entre las posiciones de tope y retraída permiten evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . 3.- Molde (50) según la reivindicación 1 o 2, en donde el molde (50) comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas adyacentes a la cavidad (52) y respectivas posiciones de tope hacia el interior de la cavidad (52) , dispuestas alrededor de la cavidad (52) , cada una de ellas con una inclinación respecto a la dirección lineal (Z) , y estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope configuradas para presionar la parte exterior de la caja (B) que incluye unas superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 4.- Molde (50) según la reivindicación 3, en donde el molde (50) comprende dos topes conformadores (56) , cada uno de los dos topes conformadores (56) comprendiendo tres de las citadas caras sufrideras laterales. 5.- Molde (50) según la reivindicación 4, estando una de las tres caras sufrideras laterales de cada tope conformador (56) configurada para presionar una pared lateral (PL) de la caja (B) , y las otras dos caras sufrideras laterales de cada tope conformador (56) configuradas para presionar respectivas zonas de esquina de la caja (B) . 6.- Molde (50) según la reivindicación 5, en donde cada uno de los dos topes conformadores (56) está dotado además de al menos dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. 7.- Molde (50) según una cualquiera de las reivindicaciones 3 a 6, en donde las al menos cuatro caras sufrideras laterales están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en la pluralidad de topes conformadores (56) . 8.- Molde (50) según una cualquiera de las reivindicaciones 3 a 7, en donde las al menos cuatro caras sufrideras laterales del molde (50) incluyen unas respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos (62) del macho (15, 80) . 9.- Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde cada tope conformador (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior. 10.- Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde las caras sufrideras superiores (58, 59) de los topes conformadores (56) son planas. 11.- Método para la formación de cajas (B) de cartón y/o plástico, con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) , mediante un molde (50) de una máquina (100) formadora, comprendiendo el molde (50) una cavidad (52) delimitada al menos parcialmente por unos elementos onformadores de la caja dispuestos rodeando la cavidad (52) , comprendiendo el método las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) , para insertar la porción de fondo (F) al interior de la cavidad (52) ; doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar; y evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según una dirección lineal (Z) con la embocadura de entrada (54) ; caracterizado porque comprende además las etapas de: mover unos topes conformadores (56) que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos alrededor de la cavidad (52) , desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las respectivas posiciones de tope; recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior; y mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para evacuar las cajas (B) , atravesando la embocadura de salida (55) . 12.- Método según la reivindicación 11, que comprende adicionalmente la etapa de presionar la parte exterior de la caja (B) que incluye superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 13.- Método según la reivindicación 12, en donde en la etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) . 14.- Método según la reivindicación 12 o 13, en donde los topes conformadores (56) ejecutan la etapa de presionar la parte exterior de la caja (B) mediante al menos cuatro aras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en los topes conformadores (56) . 15- Método según una cualquiera de las reivindicaciones 12 a 14, en donde la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas. 16.- Método según una cualquiera de las reivindicaciones 12 a 15, en donde, durante la etapa de presionar la parte exterior de la caja (B) , comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) de un macho (15, 80) desplazable linealmente a través de la cavidad (52) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . 17.- Método según una cualquiera de las reivindicaciones 12 a 16, que comprende la etapa de doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior con una arista dobladora horizontal (AH) integrada en cada tope conformador (56) . 18.- Método según una cualquiera de las reivindicaciones 12 a 17, en donde, durante el movimiento de los topes conformadores (56) desde la posición retraída hasta la posición de tope, se producen las etapas de: posicionamiento de dos paredes laterales (PL) alternas, en oposición, respecto al fondo (F) hasta una posición final de formación en la caja (B) , presión de las dos paredes laterales (PL) alternas, doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, conformación de unas zonas de esquina de la caja (B) , y doblado de los rebordes (R) asociados a las paredes laterales (PL) alternas; recibir en las caras sufrideras superiores (58, 59) la presión de las porciones de solapamiento (A) de los rebordes (R) . 19.- Método según una cualquiera de las reivindicaciones 12 a 18, en donde la etapa de recibir en las caras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior se realiza con el fondo (F) de la caja (B) inmóvil, parado.
+ ES-2903292_B21. Molde (50) de máquina (100) para la formación de cajas (B) de cartón y/o plástico, teniendo dichas cajas (B) unos rebordes (R) situados en la parte superior de unas paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) en voladizo para facilitar un posterior cierre del envase mediante un film que obtura una parte superiormente abierta de la caja (B) , con apoyo periférico del citado film en dichos rebordes (R) , comprendiendo el molde (50) una cavidad (52) , la cual es susceptible de ser alineada con un macho (15, 80) según una dirección lineal (Z) , estando la cavidad (52) delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad (52) , una embocadura de entrada (54) de plancha (P) a la cavidad (52) , y una embocadura de salida (55) de la caja (B) formada de la cavidad (52) , alineadas según la dirección lineal (Z) , y estando la embocadura de salida (55) dimensionada para evacuar las cajas (B) formadas de la cavidad (52) atravesando la embocadura de salida (55) ; caracterizado porque dichos elementos conformadores de la caja (B) del molde (50) dispuestos alrededor de la cavidad (52) comprenden una pluralidad de topes conformadores (56) , mutuamente enfrentados, siendo cada uno de dichos topes conformadores (56) movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad (52) , permitiendo el conjunto de topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja formada de la cavidad (52) atravesando la embocadura de salida (55) ; y cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores de la caja (B) con la parte superior de una pared lateral (PL) de la caja (B) , y cada una de las caras sufrideras superiores (58, 59) está configurada para, en su posición de tope, recibir la presión de los rebordes (R) previamente doblados. 2. Molde (50) según la reivindicación 1, en donde la dirección lineal (Z) corresponde con la vertical, siendo la vertical perpendicular a la embocadura de la cavidad (52) , y en donde los topes conformadores (56) movibles entre las posiciones de tope y retraída permiten evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . 3. Molde (50) según la reivindicación 1 o 2, en donde el molde (50) comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas adyacentes a la cavidad (52) y respectivas posiciones de tope hacia el interior de la cavidad (52) , dispuestas alrededor de la cavidad (52) , cada una de ellas con una inclinación respecto a la dirección lineal (Z) , y estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope configuradas para presionar la parte exterior de la caja (B) que incluye unas superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 4. Molde (50) según la reivindicación 3, en donde el molde (50) comprende dos topes conformadores (56) , cada uno de los dos topes conformadores (56) comprendiendo tres de las citadas caras sufrideras laterales. 5. Molde (50) según la reivindicación 4, estando una de las tres caras sufrideras laterales de cada tope conformador (56) configurada para presionar una pared lateral (PL) de la caja (B) , y las otras dos caras sufrideras laterales de cada tope conformador (56) configuradas para presionar respectivas zonas de esquina de la caja (B) . 6. Molde (50) según la reivindicación 5, en donde cada uno de los dos topes conformadores (56) está dotado además de al menos dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. 7. Molde (50) según una cualquiera de las reivindicaciones 3 a 6, en donde las al menos cuatro caras sufrideras laterales están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en la pluralidad de topes conformadores (56) . 8. Molde (50) según una cualquiera de las reivindicaciones 3 a 7, en donde las al menos cuatro caras sufrideras laterales del molde (50) incluyen unas respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos (62) del macho (15, 80) . 9. Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde cada tope conformador (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior. 10. Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde las caras sufrideras superiores (58, 59) de los topes conformadores (56) son planas. 11. Método para la formación de cajas (B) de cartón y/o plástico, con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) , mediante un molde (50) de una máquina (100) formadora, comprendiendo el molde (50) una cavidad (52) delimitada al menos parcialmente por unos elementos onformadores de la caja dispuestos rodeando la cavidad (52) , comprendiendo el método las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) , para insertar la porción de fondo (F) al interior de la cavidad (52) ; aplicar puntos o cordones de cola (CC) para unir unas paredes laterales (PL) de la caja (B) con otras; aplicar puntos o cordones de cola (CC) sobre unas porciones de solapamiento (A) de los rebordes (R) exteriores para unir unos con los otros; doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar; y evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según una dirección lineal (Z) con la embocadura de entrada (54) ; caracterizado porque comprende además las etapas de: mover unos topes conformadores (56) que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos alrededor de la cavidad (52) , desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las respectivas posiciones de tope; recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior; y mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para evacuar las cajas (B) , atravesando la embocadura de salida (55) . 12. Método según la reivindicación 11, que comprende adicionalmente la etapa de presionar la parte exterior de la caja (B) que incluye superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 13. Método según la reivindicación 12, en donde en la etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) . 14. Método según la reivindicación 12 o 13, en donde los topes conformadores (56) ejecutan la etapa de presionar la parte exterior de la caja (B) mediante al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en los topes conformadores (56) . 15. Método según una cualquiera de las reivindicaciones 12 a 14, en donde la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas. 16. Método según una cualquiera de las reivindicaciones 12 a 15, en donde, durante la etapa de presionar la parte exterior de la caja (B) , comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) de un macho (15, 80) desplazable linealmente a través de la cavidad (52) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . 17. Método según una cualquiera de las reivindicaciones 12 a 16, que comprende la etapa de doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior con una arista dobladora horizontal (AH) integrada en cada tope conformador (56) . 18. Método según una cualquiera de las reivindicaciones 12 a 17, en donde, durante el movimiento de los topes conformadores (56) desde la posición retraída hasta la posición de tope, se producen las etapas de: posicionamiento de dos paredes laterales (PL) alternas, en oposición, respecto al fondo (F) hasta una posición final de formación en la caja (B) , presión de las dos paredes laterales (PL) alternas, doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, conformación de unas zonas de esquina de la caja (B) , y doblado de los rebordes (R) asociados a las paredes laterales (PL) alternas; recibir en las caras sufrideras superiores (58, 59) la presión de las porciones de solapamiento (A) de los rebordes (R) . 19. Método según una cualquiera de las reivindicaciones 12 a 18, en donde la etapa de recibir en las caras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior se realiza con el fondo (F) de la caja (B) inmóvil, parado.
Los productos y servicios protegidos por este registro son:
B31B 50/46 - B31B 50/02 - B65D 5/20
Descripciones:
+ ES-2903292_A2 MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO SECTOR DE LA TÉCNICA La presente invención concierne en un primer aspecto a un molde de una máquina para la formación de cajas de cartón y/o plástico. Las referidas cajas vistas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente dichas paredes laterales tienen unas respectivas inclinaciones convergentes hacia el fondo para permitir el anidado de unas cajas con otras. Las citadas cajas están dotadas además de unos rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y las citadas cajas son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante un film que obtura la parte superiormente abierta, con apoyo periférico en los citados rebordes. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo optativamente incluir cada una de estas zonas una o varias caras achaflanadas, con lo que de esta forma la caja puede tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. La invención propone además en un segundo aspecto un método para la formación de cajas de cartón y/o plástico, con rebordes situados en la parte superior de las paredes laterales de la caja, doblados y extendiéndose en voladizo hacia el exterior de la caja (ver Figs. 2 a 4 y 26 a 28) . ANTECEDENTES DE LA INVENCIÓN Y PROBLEMA TÉCNICO A RESOLVER Los documentos GB1490301A y CA1121199A divulgan respectivos métodos y máquinas para la formación de bandejas a partir de láminas de papel o cartón recubiertas de una lámina plástica, que comprenden un fondo rectangular, cuatro paredes enfrentadas dos a dos con una inclinación convergente hacia su fondo, cada una conectada con un lado del fondo, y unas solapas de refuerzo asociadas con cada esquina del fondo. Cada pared está adherida con adhesivo a sus dos paredes contiguas mediante dichas solapas de refuerzo. Cada pared lateral tiene unos rebordes exteriores plegados hacia el exterior de la caja, los cuales están unidos unos con los otros formando un reborde rectangular periférico continuo. El documento US2925758A muestra una máquina formadora de contenedores a partir de láminas metálicas o combinaciones similares, en donde el material, una vez doblado, mantiene su posición doblada. Tal máquina no es adecuada para la producción de cajas y bandejas de cartón o plástico, ya que los materiales metálicos tienen memoria ante el doblado, y, por tanto, un material de cartón y/o plástico necesita mantenerse en la posición doblada un tiempo hasta que el adhesivo une partes de la caja con otras. Para la formación de dichas bandejas con rebordes exteriores, el documento GB1490301A propone un elemento macho y un elemento hembra o molde, enfrentados, entre los que se sitúa una plancha inicialmente. El macho inserta la plancha en el molde a través de una embocadura superior para doblar unas partes de la plancha con otras. Una vez formada la caja, es extraída de nuevo por la embocadura superior mediante un plato elevador que mueve el fondo de la caja desde una posición introducida en el molde hasta una posición elevada sobre el molde. El molde está configurado para introducir y extraer solamente cajas a través de su embocadura superior ya que es un molde de fondo ciego montado sobre una bancada de un chasis. Para finalizar la extracción de la caja, un dispositivo F transporta las cajas individualmente desde la posición elevada hasta una posición lateral sobre otro transportador G. Estas operaciones de doblado y extracción son complejas y lentas. Un inconveniente de los documentos GB1490301A y US2925758A es que el número de cajas formadas en un período de tiempo es muy bajo, lo que aumenta el coste unitario de formación de dichas cajas. Primero en ambos casos, tras el doblado de la caja, se debe esperar un tiempo con la caja introducida en el molde para que seque el adhesivo de las paredes y los rebordes, y otro tiempo añadido para que se efectúe la compleja operación de extracción de la bandeja formada del molde. Esto produce que la plancha tenga un punto de parada en el ciclo de producción, deteniendo las planchas alimentadas hacia dicho molde y macho. Otro inconveniente del documento GB1490301A es el número excesivo de dispositivos transportadores, B, D y F, que añaden un sobrecoste, complejidad, y un excesivo espacio ocupado en planta, que aumenta el coste unitario de formación de dichas cajas. Para aumentar la velocidad de formación de estas bandejas, el documento CA1121199A propone posicionar sobre el molde y debajo del macho una plancha con adhesivo aplicado sobre las solapas de refuerzo. El macho en su introducción en la cavidad del molde a través de la embocadura de entrada forma el fondo, las paredes laterales y adhiere las paredes contra las solapas de refuerzo. Tras esto y durante esta introducción, se forman los rebordes exteriores de forma secuencial por parejas, mediante unos dobladores superiores montados en el macho y unos orificios a presión negativa practicados en el macho que retienen las aredes laterales durante la formación de las paredes laterales y durante el plegado de los rebordes exteriores hacia el exterior de la caja. Este plegado se realiza más allá de la horizontal, paralela al fondo de la caja, para compensar la memoria del cartón. Cuando el macho llega a la posición de máxima introducción la bandeja es anidada con las bandejas previamente formadas formado una pila a través de una embocadura de salida de molde alineada verticalmente con el macho y la embocadura de entrada. Este es considerado como el antecedente más próximo. Un inconveniente del documento CA1121199A es que la velocidad de la máquina formadora está restringida a la rapidez con la que el macho oscila entre dichas posiciones de extracción e introducción máximas de su Fig. 3, y precisamente el macho debe realizar un largo recorrido vertical entre las posiciones de máxima extracción y de máxima introducción mostradas en su Fig. 3 para poder realizar todas las operaciones de doblado de la caja a partir de su plancha plana según la vertical. Además, la pila de cajas anidadas es también vertical y está situada justo debajo del molde. Primero, este largo recorrido vertical del documento CA1121199A limita la velocidad de formación de las cajas, ya que, con el macho introducido en la larga cavidad vertical del molde, no se puede posicionar otra plancha entre el macho y el molde para realizar el siguiente ciclo de doblado y expulsión. Segundo, los orificios a presión negativa aguantan las paredes laterales durante el doblado de los rebordes exteriores, lo cual es una operación crítica y con baja fiabilidad, más aun considerando los varios millones de ciclos a los que estas máquinas están sometidos. Así, esto provoca constantes paradas productivas de la máquina, que reduce su velocidad de producción. Tercero, el largo recorrido vertical del macho provoca que la medida en altura de la máquina sea excesiva incluso para la formación de cajas de poca altura, aunque las medidas de ancho y largo de la máquina puedan ser relativamente reducidas, lo cual lleva a problemas en el transporte e instalación de dicha máquina. Además, la máquina del documento CA1121199A comprende un número excesivo de elementos, y además estos son de medidas considerables, tales como dos soportes verticales con seguidores de leva conectados a respectivas barras de accionamiento, cuatro piñones y cuatro cremalleras, cavidad de moldeo excesivamente alargada, entre muchos otros, que añaden un sobrecoste, complejidad, y contribuyen a dicha excesiva medida en altura de la máquina, aumentando el coste unitario de formación de dichas cajas. Sería deseable obtener un método y una máquina con una mayor velocidad de formación para la formación de cajas con rebordes situados en la parte superior de las paredes laterales de las mismas y doblados hacia el exterior de dichas cajas, manteniendo o reduciendo a la vez las medidas de dicha máquina y los costes asociados necesarios para la formación de estas cajas. Esta velocidad es un factor esencial en estas máquinas, y puede alcanzar valores de varios miles o incluso decenas de miles de cajas formadas por hora. EXPLICACIÓN DE LA INVENCIÓN Según un primer aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un molde que forma parte de una máquina para la formación de cajas. Las cajas previstas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente, con respectivas inclinaciones convergentes hacia el mismo para permitir el anidado de unas cajas con otras. Las cajas están dotadas de rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante el un film que obtura la parte superiormente abierta. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo incluir optativamente cada una de estas zonas una o varias caras achaflanadas, pudiendo de esta forma la caja tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. Estas cajas están hechas habitualmente por doblado, y preferentemente encolado, a partir de un material laminar. Por material laminar se entenderá una lámina de cartón ondulado, lámina de cartón, lámina de cartón compacto, lámina de plástico corrugado, lámina de plástico, una combinación de estas, y similares, que tienen preferentemente practicadas unas líneas debilitadas de doblez para facilitar su formación en caja por doblado de partes de la plancha en torno a dichas líneas debilitadas, pero teniendo a la vez la lámina cierta rigidez. Preferentemente, las cajas están hechas de un material laminar de cartón ondulado, cartón compacto, o una combinación de estas. El molde comprende una cavidad susceptible de ser alineada con un macho según una dirección lineal Z, estando la cavidad delimitada al menos parcialmente por uno elementos conformadores de la caja dispuestos rodeando la cavidad, una embocadura de entrada de lancha a la cavidad, y una embocadura de salida de la caja formada de la cavidad, alineadas según la dirección lineal, y estando la embocadura de salida dimensionada para evacuar las cajas formadas de la cavidad atravesando la embocadura de salida. A lo largo de la descripción, el término "dirección lineal" corresponde preferiblemente con la dirección vertical, aunque la presente invención también incluye expresamente el caso en donde la dirección lineal corresponde con la dirección horizontal. Dichos elementos conformadores de la caja del molde dispuestos alrededor de la cavidad, preferiblemente lateralmente, comprenden una pluralidad de topes conformadores, mutuamente enfrentados. Cada uno de los topes conformadores es movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad, permitiendo estos topes conformadores movibles evacuar cada caja formada de la cavidad atravesando la embocadura de salida. Cada uno de los topes conformadores incluye una cara sufridera superior, configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde que conecta uno de los rebordes exteriores con la parte superior de una pared lateral de la caja. Adicionalmente, cada una de las caras sufrideras superiores está configurada para recibir la presión de los rebordes previamente doblados. Entre otras opciones detalladas más adelante, esta invención cubre expresamente las siguientes posibilidades: un molde con dos topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con dos caras sufrideras superiores cada uno, un molde con cuatro topes con dos caras sufrideras superiores una uno, un molde con ocho topes conformadores con una pared sufridera cada uno, en donde preferiblemente en cualquiera de estas opciones cada tope es movible mediante un respectivo actuador de tope. La referida inmovilización confiere rigidez a las caras sufrideras superiores mientras están posicionadas en las posiciones de tope. La inmovilización puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Preferentemente, cada una cada una de las caras sufrideras superiores está configurada para recibir la presión de unas porciones de solapamiento de los rebordes. Optativamente, las porciones de solapamiento están situadas en las zonas de esquina de la caja y previamente dobladas hacia el exterior de la misma. Opcionalmente, estos rebordes están configurados para pegar contra otros por presión en estas porciones de solapamiento, mediante unos puntos o cordones de cola. Ventajosamente, mediante la presente invención, los topes conformadores movibles están configurados para, durante su movimiento desde la posición tope hasta la posición retraída, permitir la evacuación de cada caja formada de la cavidad atravesando la embocadura de salida y no por la embocadura de entrada de plancha, provocando un aumento del número de cajas producidas por intervalo de tiempo. También, en la presente invención, la operación de presionado de los rebordes exteriores se realiza con mayor fiabilidad, lo cual evita paradas productivas y mantiene una deseable alta velocidad de formación, respecto al estado del arte que emplea operaciones más críticas y propensas a fallo/parada productiva. Opcionalmente y ventajosamente, los topes conformadores movibles entre las posiciones de tope y retraída permiten evacuar cada caja formada de la cavidad atravesando la embocadura de salida sin interferir con los topes conformadores. Preferentemente, el molde comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas, adyacentes a la cavidad, y respectivas posiciones de tope, hacia el interior de la cavidad, mutuamente enfrentadas por parejas, y dispuestas, optativamente lateralmente, alrededor de la cavidad. Cada una de las al menos cuatro caras sufrideras laterales está dotada con una inclinación respecto a la dirección lineal Z. Estas inclinaciones respecto a la dirección lineal Z, permiten forman cajas con paredes laterales inclinadas con respectivas inclinaciones mayores de 90 grados respecto al fondo para que se puedan anidar (insertar) unas cajas formadas dentro de otras. A modo ilustrativo, citado ángulo puede estar comprendido entre 92 y 105 grados, formando así una inclinación de entre 2 a 15 grados respecto a la dirección lineal Z. Las al menos cuatro caras sufrideras laterales, en sus posiciones de tope, están configuradas para presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja y optativamente incluye esta parte exterior las zonas de esquina e la misma, hacia el interior de la cavidad. Así, ventajosamente, en esta opción preferente, las caras sufrideras laterales y superiores efectúan ventajosamente un alto número de operaciones de formación para transformar la plancha plana en caja, en un mínimo intervalo de tiempo, el cual puede estar asociado al simultáneo movimiento de estas caras sufrideras hacia el interior de la cavidad, reduciendo el tiempo necesario para la formación de la caja, todo ello conllevando un aumento productivo de cajas. También ventajosamente, las citadas al menos cuatro caras sufrideras laterales están configuradas, dimensionas y posicionadas, para presionar la parte exterior de la caja hacia el interior de la cavidad, confiriendo estabilidad y centrado al fondo, paredes laterales y zonas de esquina de la caja, durante la posterior unión de los rebordes exteriores por presión por contacto y pegado. Esto es especialmente ventajoso para vencer los inconvenientes asociados con el posicionamiento preciso de los rebordes en las zonas de solapamiento, las cuales son de dimensiones exigentemente reducidas. A partir de este punto, el molde de la máquina formadora de cajas es capaz de formar cajas de distintas formas: cuatro, ocho o doce caras laterales rodeando el fondo de la misma, con un alto número de cajas formadas por intervalo de tiempo, ya que el creciente número de caras laterales no afecta apreciablemente la alta velocidad de formación alcanzada mediante la presente invención. Preferentemente, las al menos cuatro caras sufrideras laterales están integradas en los topes conformadores, y cada uno de los topes conformadores comprende de una a siete caras sufrideras laterales. Este número de caras sufrideras laterales depende de: • el número de caras laterales de la caja a formar, • si la caja a formar incluye o no incluye zonas de esquina con uno o dos chaflanes, y • del doblado opcional de las solapas laterales anexas a algunas de las paredes laterales mediante unas aristas moldeadoras integradas en los topes conformadores. Estas aristas moldeadoras opcionales permiten aumentar la velocidad de formación vía un eficiente doblado de las solapas que también se produce durante el movimiento de los topes desde la posición retraída hasta la posición de tope. Preferentemente, y ventajosamente, los topes conformadores movibles con las caras sufrideras laterales integradas en los mismos, están configurados para, durante su movimiento desde la posición retraída hasta la posición de tope, efectuar las siguientes operaciones: • posicionamiento de dos paredes laterales alternas respecto a las líneas de doblez del fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final en la caja de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de las zonas de esquina de la caja, preferentemente incluyendo el doblado de unas caras achaflanadas de las zonas de esquina de la caja y presión de las mismas contra respectivos chaflanes del macho, y • recibir la presión de las porciones de solapamiento de los rebordes previamente doblados. Preferiblemente, este alto número de operaciones de formación pueden producirse mediante respectivos movimientos simultáneos de los topes conformadores, contribuyendo nuevamente a reducir considerablemente el tiempo necesario para la formación de la caja, aumentando así el número de cajas producidas en un determinado intervalo de tiempo. Según una realización, el molde comprende dos topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Preferentemente, una de las tres caras sufrideras laterales de cada tope conformador está configurada para presionar una pared lateral, y las otras dos caras sufrideras laterales de cada tope conformador están configuradas para presionar respectivas zonas de esquina de la caja, optativamente incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. Complementariamente, cada uno de los dos topes conformadores está dotado de al menos dos aristas moldeadoras. Opcionalmente, cada arista moldeadora delimita dos caras sufrideras laterales contiguas, y está configurada para doblar una línea de doblez lateral de la caja que separa una pared lateral de una solapa lateral. Según una realización alternativa del molde, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo dos de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Estas caras sufrideras laterales están configuradas para presionar respectivas zonas de esquina de la caja, incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. En otra realización, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales, configuradas para presionar en la posición de tope una respectiva pared lateral de la caja. Esta realización es útil para la formación de cajas con cuatro, ocho o doce caras laterales. Preferiblemente, los topes conformadores tienen integradas al menos cuatro aristas moldeadoras, con respectivas inclinaciones verticales. En una realización suplementaria al párrafo anterior, unas al menos cuatro caras sufrideras laterales de los topes conformadores incluyen al menos cuatro caras sufrideras laterales con forma complementaria a las zonas de esquina de las cajas achaflanadas. En una realización, los dos topes conformadores comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales. Cada una de las cinco caras sufrideras laterales están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con uno o dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con ocho o doce caras laterales. En otra realización, los dos topes conformadores comprenden, cada uno de ellos, siete de las citadas caras sufrideras laterales. Cada una de las siete caras sufrideras están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con doce caras laterales. Según otra opción preferible, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales. Esta opción es útil para la formación de cajas con ocho o doce caras laterales. Según otra opción, cada uno de los topes conformadores comprende cuatro caras sufrideras laterales configuradas para conformar respectivas zonas de esquina achaflanadas de la caja que comprenden dos caras achaflanadas cada una. Preferentemente, las caras sufrideras laterales y/o las citadas aristas moldeadoras están integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Preferiblemente, las al menos cuatro caras sufrideras laterales del molde incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos del macho. Esto ayuda a posicionar y mantener las paredes laterales de la caja en su posición doblada predefinida, y or tanto a posicionar correctamente las líneas de doblez de reborde en su posicionamiento predefinido para poder acometer el posterior doblado de los rebordes exteriores con fiabilidad y rapidez. Complementariamente al párrafo anterior, las citadas aristas moldeadoras incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las aristas de macho posicionadas en las zonas de esquina del macho. El efecto técnico del párrafo anterior se mantiene, y además se realiza un eficiente doblado de solapas laterales derivadas de las paredes laterales para unir unas con otras manteniendo una alta velocidad de formación. Complementariamente, en el molde, cada tope conformador de la pluralidad de topes conformadores tiene integrada además una arista dobladora horizontal adyacente a la cara sufridera superior, configurada para doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior. Optativamente, cada arista dobladora horizontal está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, las caras sufrideras superiores de los topes conformadores son planas. En una opción, las caras sufrideras superiores de los topes conformadores son preferentemente caras planas horizontales. Preferiblemente, la máquina comprende además un dispositivo de guiado asociado a dicho molde, dotado de dos guías de caja mutuamente enfrentadas. El dispositivo de guiado está configurado para guiar las cajas formadas atravesando la embocadura de salida. Las cajas opcionalmente atraviesan dicha embocadura de salida en una disposición anidada, unas con las otras, formando una pila de cajas. Tal como se ha indicado al principio, según un segundo aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un método para la formación de cajas con rebordes situados en la parte superior de las mismas doblados hacia el exterior de estas. El método es ejecutado mediante un molde que forma parte de una máquina formadora, comprendiendo el molde una cavidad susceptible de quedar enfrentada a un macho desplazable linealmente a través de la cavidad, y estando la cavidad delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad. Opcionalmente, este método del segundo aspecto puede ejecutarse mediante el molde del primer aspecto de la invención. El método comprende las etapas de: posicionar una porción de fondo de una plancha sobre una embocadura de entrada a la cavidad, para insertar la porción de fondo al interior de la cavidad; doblar unas paredes laterales anexas a la porción de fondo de la caja a formar; y evacuar cada caja formada de la cavidad atravesando una embocadura de salida del molde alineada según la dirección lineal Z con la embocadura de entrada. Tales cajas y planchas del método pueden corresponder con las descritas en el primer aspecto de la invención. Según este segundo aspecto, la presente invención propone además que el citado método comprende además las etapas de: mover unos topes conformadores que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos, preferentemente lateralmente, alrededor de la cavidad, desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad, en donde unas caras sufrideras superiores de los topes conformadores quedan situadas adyacentes a las líneas de doblez de reborde que conectan dichos rebordes exteriores con las paredes laterales de la caja; inmovilizar las caras sufrideras superiores de los topes conformadores en las respectivas posiciones de tope; recibir en las caras sufrideras superiores la presión de los rebordes doblados hacia el exterior; y mover los topes conformadores desde su posición de tope hasta de posición retraída para evacuarlas cajas atravesando la embocadura de salida. La inmovilización de la etapa de inmovilizar puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una preferente inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Las ventajas descritas para el primer aspecto de la invención aplican también para este método del segundo aspecto de la invención. Preferentemente, el método comprende adicionalmente la etapa de presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja, hacia el interior de la cavidad. Optativamente, esta parte exterior de la caja incluye unas zonas de esquina de la caja. Opcionalmente la etapa de presionar la parte exterior de la caja hacia el interior de la cavidad es ejecutada mediante al menos cuatro caras sufrideras laterales del molde movibles dispuestas, preferiblemente lateralmente, alrededor de la cavidad. Complementariamente, en la etapa de presionar la parte exterior de la caja se presiona esencialmente la totalidad de las superficies de las paredes laterales de la caja, optativamente mediante el movimiento de las citadas caras sufrideras laterales. Preferiblemente, en el método, los topes conformadores ejecutan la etapa de presionar la parte exterior de la caja mediante las al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Complementariamente, en el método, los topes conformadores ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales de la caja que separan las paredes laterales de solapas laterales derivadas de la misma, optativamente mediante cuatro aristas moldeadoras integradas en los topes conformadores. Suplementariamente, en el método, la etapa de presionar la parte exterior de la caja comprende presionar cuatro zonas de esquina de la caja achaflanadas, opcionalmente mediante las referidas cuatro caras sufrideras laterales en la posición de tope. Complementariamente, en el citado método, a etapa de presionar la parte exterior de la caja, comprende la etapa adicional mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a los lados laterales planos de un macho desplazable linealmente a través de la cavidad: una primera separación lateral en dos lados laterales planos mutuamente opuestos asociada con el grosor de plancha, y una segunda separación lateral en los otros dos lados laterales planos mutuamente opuestos asociada con el doble del grosor de plancha. Preferiblemente, el método comprende la etapa de doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior con una arista dobladora horizontal integrada en cada tope conformador. Opcionalmente, cada arista dobladora horizontal queda posicionada en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, en el citado método, durante el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se producen las etapas de: • posicionamiento de dos paredes laterales alternas, mutuamente opuestas, respecto al fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de unas zonas de esquina de la caja, preferentemente incluyendo el doblado de unos chaflanes de esquina de la caja y presión de los mismos contra los chaflanes del macho, • doblado de los rebordes asociados a las paredes laterales alternas, y • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento de los rebordes. Complementariamente al método del párrafo anterior, antes del movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se doblan hacia el exterior los rebordes de otras dos paredes laterales alternas, mediante dos topes conformadores adicionales. Opcionalmente, tras el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, y con los topes conformadores en la posición de tope, el método comprende además la etapa de presionar mediante dos prensas del molde mutuamente enfrentadas la parte exterior de la caja hacia el interior de la cavidad. Preferentemente, una cualquiera de las etapas de presionar la parte exterior de la caja, efectúa un efecto de presionado y prensado lateral y superior continuo a lo largo de todo el contorno lateral y superior del macho, que incluye paredes laterales, solapas laterales, caras achaflanadas optativas, y rebordes exteriores. Optativamente, con esto, se consigue forman satisfactoriamente las solapas de refuerzo que nacen de los rebordes exteriores por dentro de la caja, gracias a sus precisos posicionamientos respecto al resto de partes de la plancha durante la transformación de la misma en caja, y antes de su presionado mediante los topes conformadores. Preferiblemente, en el citado método, el doblado de dichos rebordes exteriores se realiza con el fondo de la caja parado. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención. La presente invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. BREVE DESCRIPCIÓN DE LOS DIBUJOS Las anteriores y otras ventajas y características se comprenderán más plenamente a partir de las siguientes relaciones detalladas de ejemplos de realización con referencia a los dibujos adjuntos, que deben tomarse a título ilustrativo y no limitativo, en los que: la Fig. 1 es una vista en planta de una primera realización del molde de máquina para la formación de cajas de la presente invención, en donde se muestra el molde con cuatro topes conformadores enfrentados por parejas, un macho y un dispositivo doblador de macho; las Figs. 2, 3, y 4 son respectivas vistas en perspectiva superior de cajas aptas para ser formadas mediante el molde de la presente invención, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por fuera de la caja, que tienen rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior, y en donde en las Figs. 2 y 3 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola ; la Fig. 5 es una vista en planta de una plancha que tiene depositados cordones de cola para su posterior formación en la caja de la Fig. 4; la Fig. 6 es una vista en perspectiva inferior de la Fig. 1; la Fig. 7 es una vista lateral de la Fig. 6, en donde una plancha se encuentra posicionada sobre las guías del transportador, entre el macho y la embocadura de entrada; la Fig. 8 es una vista en perspectiva superior correspondiente con la Fig. 1; la Fig. 9 es la vista en perspectiva superior de la Fig. 8, ahora con los topes conformadores en la posición de tope, y las prensas en posición de prensado; la Fig. 10 es una vista en perspectiva superior de una primera realización del molde de una máquina para la formación de cajas de la presente invención, con un macho de la máquina en una posición extraída, y los topes conformadores en la posición retraída, y una plancha plana situada entre el macho y la embocadura de entrada sobre las guías de plancha, según una etapa inicial del método de la presente invención; la Fig. 11 es la vista en perspectiva superior de la Fig. 10, ahora con los topes conformadores en la posición de tope, según una etapa posterior del método de la presente invención; la Fig. 12 es una vista en planta del macho y dispositivo doblador de macho, correspondiente con la segunda, tercera y cuarta realizaciones del molde de las Figs. 13 a 16; la Fig. 13 es una vista en perspectiva superior de una segunda realización del molde de una máquina para la formación de cajas, apto para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; la Fig. 14 es la vista en planta de la Fig. 13; las Figs. 15 y 16 son respectivas vistas en planta de una tercera y cuarta realizaciones del molde de una máquina para la formación de cajas, aptas para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; las Figs. 17, 18 y 19 son respectivas vistas en planta de una quinta, sexta y séptima realizaciones del molde de una máquina para la formación de cajas de la presente invención, aptas para formar cajas con ocho o doce caras laterales; la Fig. 20 es una vista en perspectiva superior una mitad simétrica del molde que forma parte integrante de una octava realización del molde de una máquina para la formación de cajas; la Fig. 21 es otra vista en perspectiva superior de la Fig. 20, y en donde está ubicada la caja de la Fig. 28 en la posición de introducción del macho; las Figs. 22 y 23 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores de forma parte integrante de la mitad simétrica del molde de las Figs. 20 y 21, y en donde se ha representado la caja de la Fig. 28 con sus caras transparentes; las Figs. 24 y 25 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores que puede formar parte integrante de los moldes de las Figs. 20 y 21, según una realización alternativa; las Figs. 26, 27 y 28 son respectivas vistas en perspectiva superior de cajas, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por dentro de la caja, que tienen rebordes doblados hacia el exterior, y en donde en las Figs. 27 y 28 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola; las Figs. 29 y 30 son vistas en perspectiva superior delantera y trasera, respectivamente, de una mitad simétrica del molde según una novena realización de un molde de una máquina para la formación de cajas, en donde se ha representado la caja de la Fig. 27 en la posición de introducción del macho; las Figs. 31 y 32 son vistas laterales de la mitad simétrica del molde de la Fig. 29 en posición de doblado y posición retraída de sus primeros y segundos dobladores, respectivamente, en donde se muestran unas pilas de cajas anidadas unas con otras antes de atravesar la embocadura de salida. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN / EJEMPLOS Según el primer aspecto de la presente invención, la referencia 50 designa un molde (50) de una máquina (100) para la formación de cajas (B) , según la primera realización mostrada en las Figs. 1 y 6 a 11. Las Figs. 2 a 4 muestran cajas (B) de distintas formas previstas para ser formadas en el molde (50) de la presente invención, a partir de una plancha (P) , como, por ejemplo, la mostrada en la Fig. 5. Estas cajas (B) están previstas para ser anidadas unas con otras, ya que sus paredes laterales (PL) forman unas ligeras inclinaciones con respecto a la dirección perpendicular al fondo (F) de la caja (B) , de forma que la embocadura superiormente abierta de las mismas tiene unas dimensiones longitudinal y transversal mayores que aquellas del fondo (F) . Las citadas cajas (B) están dotadas con cuatro rebordes (R) que nacen de la parte superior de cada una de las cuatro paredes laterales (PL) y están doblados hacia el exterior de la caja (B) . Los rebordes (R) de las figuras son planos y horizontales, formando un marco plano de reborde continuo y periférico en la parte superior de las paredes laterales (PL) y paralelo al plano de fondo de la caja (B) , facilitando una posterior operación de sellado superior mediante un film habitualmente hecho de un compuesto plástico. Los cuatro rebordes (R) están doblado hacia el exterior en voladizo y la parte superiormente abierta de la caja (B) es posteriormente cerrada o sellada con apoyo periférico del citado film en los citados rebordes (R) . El molde (50) está soportado en un chasis (1) de la máquina (100) y comprende una cavidad (52) alineada con un macho (15) según la dirección lineal (Z) correspondiente con la vertical. El molde (50) comprende una embocadura de entrada (54) de plancha a la cavidad (52) , y una embocadura de salida (55) de la caja formada de la cavidad (52) , alineadas según la vertical. La embocadura de salida (55) está dimensionada para evacuar las cajas formadas de la cavidad (52) atravesando la embocadura de salida (55) . Las Figs. 7 y 31 muestran que la dirección lineal (Z) vertical es perpendicular a la embocadura de la cavidad (52) En el ejemplo de las Figs. 10 y 11, el molde (50) incluye medios de regulación de dicha cavidad (52) para adaptarse al largo y ancho de la caja (B) según dos direcciones, longitudinal (X) y transversal (Y) , de forma independiente. A lo largo de las realizaciones, las direcciones horizontales longitudinal y transversal (X, Y) designan en general dos direcciones horizontales lineales mutuamente perpendiculares. Estos medios de regulación incluyen dos husillos (2) soportados en el chasis (1) alineados según la dirección longitudinal (X) para adaptar la cavidad (52) según la dirección longitudinal (X) , y cuatro bridas (3) soportadas por parejas en dos barras transversales (4) soportadas en los husillos longitudinales (2) , para adaptar la cavidad según la dirección transversal (Y) . Los dos husillos (2) están acoplados mutuamente para girar síncronamente mediante piñones (5) y una cadena (6) . Los topes conformadores (56) y el resto de elementos movibles están soportados directa o indirectamente en dichas barras transversales (4) a través de respectivos soportes (21) . Previo al posicionamiento de la plancha (P) en su posición final de transportarte centrada entre el macho (15) y la cavidad (52) , esta es transportada mediante un transportador dotado de dos guías de plancha (40) y empujada por un órgano transportador (no mostrado) desde una posición inicial asociada con un almacén de planchas apiladas (no mostrado) , hasta la citada posición final, pasando por debajo de una pluralidad de inyectores de cola (no mostrados) que están soportados en el chasis (1) y suspendidos sobre el transportador. Los inyectores de cola depositan puntos o cordones de cola (CC) paralelos entre sí sobre zonas predefinidas de la plancha (P) , como los indicados en la Fig. 5. Así, la Fig. 5 muestra que para la formación de la caja (B) de la Fig. 5, son necesarios, preferentemente, unos cordones de cola (CC) depositados sobre cada una de las cuatro solapas laterales (SL) derivadas a ambos lados de dos paredes laterales (PL) mutuamente enfrentadas. Dichos cordones de cola (CC) de las solapas laterales (SL) quedan paralelos al plano de fondo (F) de la caja (B) aun vez esta está formada, tal como se deduce de las Figs. 2 a 4. Opcionalmente, al menos uno de estos puntos o cordones de cola (CC) se extiende sobre una cara achaflanada (CH) optativa de la futura zona de esquina (A) de la caja (B) para pegar las solapas de refuerzo (SR) optativas que nacen a ambos lados de los rebordes (R) de las otras dos paredes laterales (PL) . Preferentemente, también son necesarios unos puntos o cordones de cola (CC) depositados sobre cuatro porciones de los rebordes (R) para pegar unos rebordes (R) con otros en las zonas de solapamiento (A) . Tras depositar los cordones de cola (CC) mediante los inyectores de cola (no mostrados) , la plancha (P) se posiciona en la posición final de transporte de la Fig. 10. Para ayudar al posicionamiento de la plancha (P) sobre la embocadura de entrada (54) aun con una eleva velocidad, cada guía de plancha (40) comprende dos tacos (42) fijados a la misma, que sustentan por la parte inferior de las guías de plancha (40) una extensión longitudinal (41) alineada según la dirección (X) en respectivos puntos. Cada extensión longitudinal (41) es de posicionamiento según la transversal (Y) regulable mediante dos ramas transversales (43) unidas a la extensión transversal (41) y fijadas mediante respectivos elementos de bloqueo y desbloqueo a cada taco (42) , atravesando las ramas transversales (43) unos agujeros de los tacos (42) . Los elementos de bloqueo y desbloqueo pueden ser tornillos. El accionamiento de macho (10) soportado en el chasis (1) desplaza el macho (15) guiadamente según la dirección lineal (Z) hacia la posición de introducción del macho (15) en la cavidad (52) , arrastrando la plancha (P) al interior de la cavidad (52) del molde (50) . El accionamiento de macho (10) comprende un brazo movido por un órgano motor (no mostrado) . El citado macho (15) está conectado mediante un soporte de conexión (11) al accionamiento de macho (10) . El macho (15) tiene esencialmente forma de pirámide truncada invertida, y comprende cuatro lados laterales planos (62) dispuestos enfrentados dos a dos alrededor del soporte de conexión (11) formando respectivas inclinaciones respecto a la dirección lineal (Z) vertical, definiendo los cuatro lados laterales planos (62) , cuatro zonas de esquina del macho (15) entre dos lados laterales planos (62) contiguos, y un lado delantero y trasero (61, 63) según el sentido de introducción del macho (15) en el molde (50) . Las Figs. 7 y 10 muestran que el lado delantero (61) comprende una superficie de fondo plana (no mostrada) integrada en el macho (15) configurada para presionar una porción de fondo de una plancha (P) posicionada en la embocadura de entrada (54) e introducirla en la cavidad (52) . En el lado trasero (63) del macho (15) está montado un dispositivo doblador de macho que comprende cuatro miembros formadores (64a) , dispuestos alrededor del soporte de conexión (11) , enfrentados dos a dos, cada uno asociado con uno de los lados laterales planos (62) inclinados, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) respecto a los lados laterales planos (62) para doblar hacia el exterior los citados rebordes. El dispositivo doblador de macho comprende además cuatro miembros formadores esquinados (64b) , distribuidos alrededor del soporte de conexión (11) , cada uno de ellos posicionado en una zona de esquina del macho (15) de forma intercalada entre dos miembros formadores (64a) contiguos, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) en la zona de esquina del mismo. Las Figs. 8 a 10 muestran que el dispositivo doblador de macho comprende ocho miembros formadores (64a, 64b) materializados en respectivas ocho piezas individuales atornilladas mediante dos respectivos tornillos (no referenciados) cada una a un núcleo macho hecho de nylon colado dotado de las citadas cuatro paredes laterales (62) , que delimitan cuatro zonas de esquina de macho (15) que incluyen dos chaflanes (62) cada uno, conformando un macho (15) dotado de doce caras inclinadas en correspondencia a la forma interior de las paredes laterales (PL) y caras achaflanadas (CH) de la caja (B) a formar de la Fig. 4. Las Figs. 1 y 6 a 11 muestran que el molde (50) comprende además cuatro topes conformadores (56) , mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) . Cada tope conformador (56) es movible entre la posición retraída de las Figs. 1, 6, 8 y 10, para insertar la plancha a formar en la cavidad (52) , y la posición de tope de las Figs. 9 y 11, hacia el interior de la cavidad (52) , permitiendo los topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . Cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope de la Fig. 8, quedar inmovilizada y situada inferiormente adyacente a un miembro formador (64a) , para quedar adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores on la parte superior de una pared lateral (PL) de la caja (B) , y para recibir la presión de los rebordes (R) doblados hacia el exterior por los miembros formadores (64a) , con el macho (15) en la posición de introducción de la Fig. 9. Siguiendo en la Fig. 9, con el macho (15) posicionado en la posición de introducción, los cuatro miembros formadores esquinados (64b) están configurados para, presionar superiormente por contacto unas porciones de solapamiento (A) de los citados rebordes (R) doblados hacia el exterior y situadas en las zonas de esquina de la caja (B) . Al presionar superiormente en cada zona de esquina, la porción de reborde (R) superior presiona hacia abajo contra la cara superior de la porción de reborde (R) inferior en la porción de solapamiento (A) . Durante esta presión los cuatro miembros formadores esquinados (64b) están adicionalmente configurados para pegar unos rebordes (R) contra otros por presión en estas porciones de solapamiento (A) , junto con los puntos o cordones de cola (CC) previamente depositados mediante los inyectores de cola (no mostrados) . Este molde (50) de las Figs. 1 y 6 a 11 comprende además al menos cuatro caras sufrideras laterales, movibles entre una posición retraída adyacente a la cavidad (52) y una posición de tope hacia el interior de la cavidad (52) , mutuamente enfrentadas por parejas, dispuestas lateralmente alrededor de la cavidad (52) . Cada una de las cuatro caras sufrideras laterales tiene una inclinación vertical complementaria a la de cada uno de los lados laterales planos (62) del macho (15) , estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope de la Fig. 9 configuradas para presionar la parte exterior de la caja (B) , incluyendo esta parte exterior las zonas de esquina de la misma, contra los cuatro lados laterales planos (62) del macho (15) hacia el interior de la cavidad (52) , durante el citado presionado por contacto y pegado de los cuatro miembros formadores esquinados (64b) , también ilustrado en la Fig. 9. En las Figs. 1 y 6 a 11, el molde (50) tiene un total de doce caras sufrideras (C1, C2, C3, C4) . Dos de los cuatro topes conformadores (56) comprenden, cada uno de ellos, siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas (CH) cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. La cara sufriera lateral designada como C4 presiona en uso la pared lateral (PL) de mayor longitud en las figuras, las dos caras sufrideras laterales (C3, C2) situada a cada lado presionan contra respectivas zonas de esquina del macho (15) dotadas de dos chaflanes (62a) cada una, mientras que las dos caras sufrideras laterales (C1) presionan la pared ateral (PL) de menor longitud en las figuras. Los dos topes conformadores (56) del molde (50) con siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) tienen integradas doce aristas moldeadoras (A50) en total, seis aristas moldeadoras (A50) cada uno, tres en correspondencia con cada esquina de la caja (B) a formar. Las aristas moldeadoras (A50) tienen respectivas inclinaciones verticales complementarias a las inclinaciones cada uno de los lados laterales planos (62) y/o zonas de esquina del macho (15) achaflanadas, y cada una de ellas está configurada para cooperar con una arista de macho (A60) situada en la zona de esquina del macho (15) . Por su parte, el macho (15) tiene tres aristas de macho (A60) en cada una de las zonas de esquina del mismo, que delimitan dos chaflanes (62a) y las paredes laterales (62) contiguas a estos. Las Figs. 1 y 6 a 11 muestran que las caras sufrideras laterales y/o las citadas aristas moldeadoras (A50) están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en dos de los cuatro topes conformadores (56) . Así mismo, las caras sufrideras laterales y las aristas moldeadoras (A50) de los topes conformadores (56) y las zonas de esquina del macho (15) que incluye las aristas de macho (A60) están mecanizadas sobre respectivos bloques de nylon colado. Siguiendo en las Fig. 1 y 6 a 11, diez de las doce caras sufrideras laterales (C1, C2, C3, C4) del molde (50) incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de los lados laterales planos (62) del macho (15) . Las caras sufrideras laterales de las citadas dimensiones corresponden con las caras sufrideras laterales designadas como C2, C3 y C4. La Fig. 10 muestra detalladamente que las aristas moldeadoras (A50) incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las tres aristas de macho (A60) posicionadas en cada una de las cuatro zonas de esquina del macho (15) . Las Figs. 6 y 7 muestran que el macho (15) incluye un dispositivo retenedor (76) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo retenedor (76) está configurado para aprisionar la porción de fondo (F) de la plancha (P) plana contra la superficie de fondo plana (65) del macho (15) , y está materializado en una o más ventosas de vacío conectables a una fuente de vacío, tal como una bomba de vacío o un dispositivo de efecto Venturi. Igualmente, el macho (15) comprende un dispositivo expulsor (75) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo expulsor (75) está configurado para facilitar la extracción del macho (15) de la caja (B) formada. El dispositivo expulsor (75) es una o más ventosas de vacío tal como se muestra en la Fig. 7. Volviendo a la Fig. 9, se muestra que los miembros formadores esquinados (64b) están configurados para presionar contra los topes conformadores (56) en la posición de tope. Las Fig. 1 y 6 a 11 muestran que cada uno de los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , siendo cuatro en total. Cada una de las aristas dobladoras horizontales (AH) está configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a, 64b) del dispositivo doblador de macho. En las Figs. 8 y 9 se muestra que cada arista dobladora horizontal (AH) está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales (C1, C2, C3, C4) de los topes conformadores (56) contra la parte exterior de la caja (B) . En las Figs. 1 y 6 a 11 se muestra que los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal inclinada (AI) adyacente a ambos extremos de la arista dobladora horizontal (AH) , por lo que los topes conformadores (56) tienen integradas ocho aristas dobladoras horizontales inclinadas (AI) en total, dos asociadas con cada esquina de la cavidad (52) correspondiente con la esquina de la caja (B) a formar. Dos de los topes conformadores (56) mutuamente enfrentados según la dirección longitudinal (X) tiene una cara sufridera superior (58) plana y horizontal y los otros dos topes conformadores (56) mutuamente enfrentados según la dirección transversal (Y) tienen una cara sufridera superior (58) plana y horizontal. Cada uno de los ocho miembros formadores (64a, 64b) está dotado de una superficie de presión plana y horizontal configurada para ejercer presión contra las caras sufrideras superiores (58, 59) planas de los topes conformadores (56) . El molde (50) comprende dos prensas (46) mutuamente enfrentadas, dispuestas lateralmente alrededor de la cavidad (52) , y movibles entre una posición retraída de las Figs. 7 y 8 hacia el exterior de la cavidad (52) , y una posición de presión de la Fig. 9 hacia el interior de la cavidad (52) . Para la formación de la caja de la Fig. 4, las prensas (46) se mueven desde la posición etraída hasta la posición de presión una vez que los topes conformadores (56) se encuentran en la posición de tope, tal como muestra la Fig. 9, en donde se ilustra que las prensas (46) están dimensionadas y posicionadas para presionar en la posición de presión la parte exterior de la caja (B) en dos paredes laterales (PL) opuestas contra respectivas paredes laterales planas (62) opuestas del macho (15) con los topes conformadores (56) en la posición de tope. Cada prensa (46) está unida al vástago (47b) movible de un respectivo cilindro neumático prensa (47) soportado en un soporte fijo (21) del chasis (1) . Cada uno de los vástagos (47b) está guiado mediante un respectivo dispositivo guía de cilindro (37) según la dirección longitudinal (X) . Los dos topes conformadores (56) alineados según la dirección longitudinal (X) tienen una cara sufridera superior (58) pero carecen de caras sufrideras laterales (C1, C2, C3, C4) . Cada cara sufridera superior (58) está unida al vástago (36b) movible de un cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) que guía cada vástago (36b) movible según la dirección longitudinal (X) . Este dispositivo de guía de cilindro (37) está materializado particularmente en una guía lineal soportada en el soporte (21) junto al cilindro neumático tope (36) , y un patín lineal (38) acoplado a la guía lineal (37) , que está unida a su vez al vástago (36b) . Los dos topes conformadores (56) alineados según la dirección transversal (Y) tienen un miembro de tope (57a) cada uno. Cada miembro de tope (57a) está unido al vástago (36b) movible de un respectivo cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) materializado en dos varillas lineales que guían cada vástago (36b) movible según la dirección transversal (Y) . Cada uno de estos miembros de tope (57a) es el citado bloque de nylon colado que tiene mecanizadas las citadas siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) y las citadas seis aristas moldeadoras (A50) referenciadas en las Figs. 1 y 8. El miembro de tope (57a) comprende además una pletina en la parte superior atornillada al bloque de nylon del miembro de tope (57a) . La pletina integra la arista dobladora horizontal (AH) y dos aristas horizontales inclinadas (AI) , una en cada extremo distal de la artista dobladora (AH) . La inmovilización de las siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) en la posición de tope de cada tope conformador (56) , se ejecuta aplicando aire a presión sobre uno de los dos lados del vástago (36b) movible del cilindro neumático. La segunda, tercera, y cuarta realizaciones del molde (50) de una máquina (100) para la formación de cajas (B) son útiles para la formación de las cajas (B) de las Figs. 3 y 22, en onde cada zona de esquina de las citadas cajas incluye porciones laterales de dos paredes laterales (PL) contiguas que la definen. En esta segunda, tercera y cuarta realizaciones del molde (50) de una máquina para la formación de cajas (B) , el macho (15) de la máquina (100) puede corresponder con el macho (15) de la Fig. 12, y cada uno de los topes conformadores (56) es movible mediante un respectivo actuador de tope, que pueden estar materializados en un cilindro neumático de tope (36) . Según la segunda realización de las Figs. 13 y 14, el molde (50) comprende dos topes conformadores (56) , mutuamente enfrentados según la dirección transversal (Y) , cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales (C1, C4, C1) , estando una de las tres caras sufrideras laterales referenciada como C4 de cada tope conformador (56) configurada para presionar una pared lateral (PL) contra un respectivo lado lateral plano (62) del macho (15) mostrado en la Fig. 12, y las otras dos caras sufrideras laterales de cada tope conformador (56) referenciadas como C1 configuradas para presionar respectivas zonas de esquina de la caja (B) de las Figs. 2 y 26 contra respectivas zonas de esquina del citado macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En las Figs. 13 y 14, cada uno de los dos topes conformadores (56) está dotado de un miembro tope (57 a) con, esencialmente, forma de U. Cada miembro tope (57a) está dotado de dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. Cada arista moldeadora (A50) está configurada para doblar una línea de doblez lateral (LL) de la caja (B) de las Figs. 2 y 26 que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . Según la tercera realización del molde (50) de la Fig. 15, el molde (50) comprende cuatro topes conformadores (56) , mutuamente enfrentados por parejas según la dirección transversal (Y) . Cada uno de los cuatro topes conformadores (56) comprende dos de las citadas caras sufrideras laterales (C1, C4) , estado estas configuradas para presionar respectivas zonas de esquina de la caja (B) contra respectivas zonas de esquina del macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En la Fig. 15, cada uno de los cuatro topes conformadores (56) incluye un miembro tope (57a) . Cada miembro tope (57a) tiene esencialmente forma de L y está dotado de una arista moldeadora (A50) que delimita las dos caras sufrideras laterales (C1, C2, C4) contiguas, estando cada arista moldeadora (A50) configurada para doblar una línea de doblez lateral (LL) de la caja (B) que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . En la cuarta realización del molde (50) de la Fig. 16, el molde (50) comprende cuatro topes conformadores (56) , dos alineados según la dirección longitudinal (X) y dos alineados según la transversal (Y) , cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales (C1, C4) , configuradas para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . La quinta y la sexta realizaciones del molde (50) son útiles para la formación de la caja (B) de las Figs. 3 y 27, en donde cada zona de esquina de las citadas cajas (B) incluye una cara achaflanada. Según la quinta realización de la Fig. 17, el molde (50) comprende cuatro topes conformadores (56) , cada uno de ellos comprendiendo una cara sufridera lateral (C1, C4) , configurada para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . Las caras sufrideras laterales (C1, C4) de los cuatro topes conformadores (56) están posicionadas lateralmente alrededor de la cavidad (52) , separadas lateralmente unas de otras en las esquinas de la cavidad (52) correspondientes con las zonas de esquina de la caja (B) a formar, una distancia correspondiente con las zonas de esquinas del macho achaflanadas, que incluye un chaflán (62a) , y que conectan cada uno de los lados laterales planos (62) del macho. Este macho no está mostrado en las figuras. Las mencionadas cuatro caras sufrideras laterales (C1, C4) incluyen una arista moldeadora (A50) cada una, estando las aristas moldeadoras (A50) ubicadas en los respectivos extremos laterales de las caras sufrideras laterales (C1, C4) , delimitando las citadas separaciones esquinadas de la cavidad (52) . En la Fig. 17, el molde (50) comprende además cuatro topes conformadores (56) adicionales con una cara sufridera lateral (C2) adicional, cada uno de forma complementaria a las zonas de esquina de las cajas (B) achaflanadas, estando posicionados cada uno de estos cuatro topes conformadores (56) adicionales posicionados en las citadas separaciones esquinadas de la cavidad (52) , . Así, el molde (50) tiene ocho topes conformadores (56) , cada uno dotado de un respectivo miembro de tope (57a) movible mediante un respetivo actuador de tope, que puede estar materializado en un cilindro neumático de tope (36) . En la sexta realización de la Fig. 18, los dos topes conformadores (56) comprenden, cada no de ellos, cinco de las citadas caras sufrideras laterales (C1, C2, C4, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con una cara achaflanada cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con un chaflán (62a) cada una. Así, cada cara sufridera lateral (C4, C1) presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral (C2) presiona contra un respectivo chaflán (62a) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 está configurada para cooperar con dos aristas de macho (A60) situadas en la zona de esquina del macho de ocho paredes laterales (no mostrado) . En la séptima realización de la Fig. 19, útil para la conformación de las cajas (B) de las Figs. 4 y 28, los dos topes conformadores (56) comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales (C3, C2, C4, C2, C3) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. El macho (15) de la Fig. 12 puede cooperar con el molde (50) de esta realización. Así, cada cara sufridera lateral referenciada como C4 presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral referenciada como C2 y C3 presiona contra un respectivo chaflán (62a) del macho (15) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 y C3 está configurada para cooperar con dos o tres aristas de macho (A60) situadas en la zona de esquina del macho (15) , y mostradas mejor en la Fig. 8. En las Figs. 18 y 19, cada uno de estos dos topes conformadores (56) tiene un miembro de tope (57a) materializado en un bloque de nylon colado que tienen mecanizadas una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) . Según la octava realización del molde (50) de las Figs. 20 y 23, el molde (50) comprende algunas variaciones respecto a la primera realización, y están descritas a continuación. El molde (50) comprende además una pluralidad de primeros y segundos dobladores (51, 53) dispuestos alrededor de la cavidad (52) situados en correspondencia con la envolvente lateral de la caja (B) a formar de la Fig. 27, y cuatro terceros dobladores (51b) , cada uno de ellos situado en una de las cuatro esquinas de la cavidad (52) entre un primer y segundo doblador (51, 53) contiguos. Los terceros dobladores (51b) están configurados para doblar las solapas laterales (SL) de forma que queden por la parte interior de la caja (B) como muestran las Figs. 26 a 28. Los primeros (51) y segundos (53) dobladores de las cajas (B) están configurados para doblar las paredes laterales (PL) de las mismas. Un dispositivo de guiado asociado a dicho molde (50) mostrado en las Figs. 20 y 21, está dotado de cuatro guías de caja (90) mutuamente enfrentadas por parejas, configurado para guiar las cajas formadas atravesando dicha embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En este ejemplo, cada una de las guías (90) están soportadas fijamente respecto a un segundo doblador (53) . Las Figs. 20 y 21 muestran la mitad simétrica de dicho molde (50) , que comprende además cuatro topes conformadores (56) , mutuamente enfrentados por parejas, según un doble eje de simetría con las direcciones longitudinal y transversal (X, Y) , y dispuestos alrededor de la cavidad (52) , cada uno en una de las cuatro zonas de esquina de la cavidad (52) . Cada uno de dichos topes conformadores (56) es movible mediante la activación de un actuador de tope materializado en un cilindro neumático de tope (36) , entre una posición retraída de las Figs. 20 a 23 adyacente a la cavidad (52) en donde no interfiere con la caja (B) a formar mostrada en las Fig. 28, y una posición de tope (no mostrada) en donde dos caras sufrideras superiores (58, 59) de cada uno de dichos topes conformadores (56) son planas y horizontales y están configuradas para situarse adyacentes a las líneas de doblez de reborde (LR) que conectan los rebordes (R) exteriores con las paredes laterales (PL) de la caja (B) de las Figs. 22 y 23. Las caras sufrideras superiores (58, 59) planas y horizontales están configuradas en dicha posición de tope para recibir la presión de los rebordes exteriores (R) ante su doblado hacia fuera por los miembros formadores (64a) del dispositivo doblador de macho (60) . Las Figs. 20 a 23 muestran que cada tope conformador (56) comprende un actuador de tope (36) materializado en un cilindro neumático, el cual está montado en un soporte (21) soportado en el chasis (1) . Cada respectivo cilindro está configurado para mover linealmente un primer miembro de tope (57a) dotado de una cara sufridera superior (58) plana. Este primer miembro de tope (57a) está conectado operativamente a un segundo miembro de tope (57b) mediante un tornillo (22) unido al primer miembro de tope (57b) y un muelle (20) que mantiene el segundo miembro de tope (57b) en contacto contra dicho tornillo (22) que hace funciones de seguidor de leva. Cuando el vástago del cilindro sale, el primer miembro de tope (57a) y el tornillo (22) se ueve linealmente hacia el interior de la cavidad (52) , causando el giro del segundo miembro de tope (57b) desde una posición retraída hacia el interior de la cavidad (52) . Con esto, las dos caras sufrideras superiores (58, 59) planas quedan en su posición de tope. Los miembros formadores (64a) y miembros formadores esquinados (64b) del dispositivo doblador de macho (no mostrados en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) están configurados para presionar horizontalmente por contacto las porciones de solapamiento (A) de dichos rebordes (R) exteriores contra dos caras sufrideras superiores (58, 59) planas en su posición de tope con el macho (60) introducido dentro de la caja (B) en la posición de introducción. En esta realización, cada uno de dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra dos caras sufrideras superiores (59) planas, mientras que cada uno de los otros dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra otras dos caras sufrideras superiores (58) planas. Cuando el vástago del cilindro entra, los miembros de tope (57a, 57b) se mueven desde la posición de tope hasta la posición retraída, permitiendo que las cajas (B) formadas atraviesen la embocadura de salida (55) enfrentada verticalmente con la embocadura de entrada (54) . Las Figs. 20 a 23 muestran que los topes (56) se encuentran situados alrededor de la cavidad (52) en una posición más alejada de la embocadura de entrada (54) que la pluralidad de primeros y segundos dobladores (51, 53) . Las Figs. 20 a 23 muestran que el molde (50) comprende las caras sufrideras laterales (C1, C2, C3, C4) esencialmente verticales dotadas de una inclinación están integradas en los topes conformadores (56) , siendo dicha inclinación y forma complementaria con unas esquinas achaflanadas de las cajas (B) , configuradas para presionar en su posición tope la parte exterior de la caja (B) en cada una de dichas esquinas, contra dos chaflanes (62a) que conectan cada uno de dichos lados laterales planos (62) de dicho macho (no mostrado en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) . Cada uno de estos topes conformadores (56) comprende un miembro tope (57) que comprende un primer y un segundo miembro tope (57a, 57b) . En esta realización, cada primer miembro de tope (57a) comprende dos caras sufrideras laterales (C3, C4) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la línea de doblez de una cara achaflanada (CH) de una squina la caja (B) , mientras que el segundo miembro de tope (57b) comprende otras dos caras sufrideras (C2, C1) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la otra línea de doblez de la otra cara achaflanada (CH) de esa misma esquina de la caja (B) . Las Figs. 24 y 25 muestran una variante de la octava realización, que comprende todos los elementos y características de la octava realización excepto por algunos elementos y características de los topes conformadores (56) . En esta variante, el molde (50) comprende cuatro topes conformadores (56) con dos caras sufrideras superiores (58, 59) planas cada tope conformador (56) , en donde cada cara sufridera superior (58, 59) plana es movible mediante un respectivo actuador de tope (36) . Los actuadores de tope (36) están materializados en respectivos cilindros neumáticos, soportados en un soporte (21) del chasis (1) , y conectados, respectivamente, al primer y segundo miembros de tope (57a, 57b) , para moverlos activando los cilindros. Según la novena realización de las Figs. 29 a 32, el molde (50) de la máquina (100) de formación de cajas (B) comprende algunas variaciones respecto a la octava realización, y están descritas a continuación. Las Figs. 29 a 32 muestran que los primeros y segundos dobladores (51, 53) son movibles mediante respectivos actuadores dobladores (31, 33) materializados en cilindros neumáticos, entre una posición de doblado mostrada en la Fig. 31, en donde están posicionados hacia el interior de la cavidad (52) para doblar dichas paredes laterales (PL) anexas al fondo (F) de la caja (B) , y una posición retraída mostrada en la Fig. 32, en donde están posicionados hacia el exterior de la cavidad (52) para extraer el macho (80) del molde (50) . En la Fig. 31, la plancha (P) guiada por las guías de plancha (40) está situada sobre la embocadura de entrada (54) de plancha y el macho (80) desciende según la dirección lineal (Z) vertical hacia la cavidad (52) con los primeros y segundos dobladores (51, 53) en posición de doblado. En la Fig. 32, los primeros y segundos dobladores (51, 53) están en posición retraída y el macho (no mostrado) se ha desplazado desde una posición de introducción hasta una posición de extracción, según un sentido de ascenso según la dirección lineal (Z) vertical. Las Figs. 31 y 32 muestran que el dispositivo de guiado está configurado para sustentar las ajas (B) formadas, y sus dos guías de caja (90) mutuamente enfrentadas guían las cajas (B) formadas atravesando la embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En una primera realización ilustrativa del método para la formación de cajas (B) y con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las mismas y doblados hacia el exterior de las cajas (B) , el método es implementado particularmente mediante el molde (50) de la máquina (100) formadora de cajas (B) de la primera realización del primer aspecto de la invención mostrada en las Figs. 1 y 6 a 11, en donde el molde (50) con una cavidad (52) está enfrentada a un macho (15) desplazable linealmente a través de la cavidad (52) . El método de esta primera realización comprende las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) como ilustra la Fig. 7 y 10, para insertar la porción de fondo (F) al interior de la cavidad (52) como se ilustra en las Figs. 9 y 11; y doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar mediante el molde (50) , en cooperación con unos lados laterales planos (62) inclinados del macho (15) . Concretamente, esta etapa de doblar unas paredes laterales (PL) mediante el molde (50) puede ser ejecutada por los topes conformadores (56) del molde (50) de la primera realización de máquina (100) mostrados en las Figs. 1 y 6 a 11, o bien mediante los primeros y/o segundos dobladores (51, 53) de la octava o novena realizaciones de las Figs. 20 a 23 y 29 a 32, respectivamente. El citado método comprende, igualmente, las etapas de: evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según la dirección lineal (Z) con la embocadura de entrada (54) mostrada en la Fig. 7, y alternativamente mostrada en la Fig. 32; mover unos topes conformadores (56) mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) , desde una posición retraída de la Figs. 1 y 8, para insertar la plancha (P) a formar en la cavidad (52) , hasta una posición de tope de la Fig. 9 hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las espectivas posiciones de tope; y recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior, tal como muestra la Fig. 9. El doblado de dichos rebordes (R) exteriores se realiza con el fondo (F) de la caja (B) inmóvil, parado, tal como ilustra la Fig. 9. En la Fig. 9, el método comprende la etapa de presionar inferiormente las porciones de solapamiento (A) , mediante las caras sufrideras superiores (58, 59) . Siguiendo en la Fig. 9, los miembros formadores esquinados (64b) del dispositivo doblador de macho ejercen adicionalmente presión contra las caras sufrideras superiores (58, 59) en su posición de tope, presionando así superior e inferiormente las porciones de solapamiento (A) , mediante los miembros formadores esquinados (64b) y las caras sufrideras superiores (58, 59) , respectivamente. Durante la etapa presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) , que se describirá más adelante, el método comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) del macho (15) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . Tras las etapas de mover los topes conformadores (56) desde sus posiciones retraídas hasta sus posiciones tope e inmovilizar las caras sufrideras superiores (58, 59) , el método comprende además la etapa de mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para permitir la evacuación de las cajas (B) de la cavidad (52) , atravesando una embocadura de salida (55) sin interferir con los topes conformadores (56) . Primeramente, la plancha (P) es transportada guiadamente mediante dos guías de plancha desde un almacén de planchas apiladas (no mostrado) hacia la embocadura de entrada (54) del molde (50) . Durante el transporte se aplican los citados puntos o cordones de cola (CC) mediante unos inyectores de cola (no mostrados) alineados según la dirección transversal (Y) perpendiculares la dirección de transporte alineada según la dirección longitudinal (X) y suspendidos sobre el transportador. Una vez la porción de fondo (F) de la plancha está posicionada sobre la embocadura de entrada (54) a la cavidad (52) enfrentada a un macho (15) según la dirección lineal (Z) ertical como muestran las Figs. 7 y 10, se continua con presión de la porción de fondo (F) de la plancha (P) mediante el macho (15) insertándola al interior de dicha cavidad (52) , como se ilustra en las Figs. 9 y 11. El macho (15) , que tiene esencialmente forma de pirámide truncada invertida, ha sido desplazado guiadamente según la dirección lineal (Z) , hacia una posición de una posición de introducción de las Figs. 9 y 11 en donde el macho (15) está dentro de la cavidad (52) . Durante este desplazamiento del macho (15) o con el mismo en la posición de introducción, dos paredes laterales (PL) mutuamente enfrentadas son dobladas mediante dos topes conformadores (56) mutuamente enfrentados, así estas dos paredes laterales (PL) quedan posicionadas en la posición final de estas en la caja (B) formada. Seguidamente, con estos dos topes conformadores (56) en la posición de tope, otros dos topes conformadores (56) mutuamente enfrentados dotados de siete caras sufrideras (C1, C2, C3, C4, C3, C2, C1) , seis aristas modeladoras (A50) , una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) cada uno, se mueven desde la posición retraída de las Figs. 1, 6 y 8 hasta la posición de tope de las Figs. 9 y 11. Durante este movimiento, estos dos topes conformadores (58) de siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales (LL) de la caja (B) que separan las paredes laterales (PL) de solapas laterales (SL) derivadas de la misma, mediante cuatro aristas moldeadoras (A50) integradas en los topes conformadores (56) , en cooperación con cuatro aristas de macho (A60) situadas una en cada zona de esquina del macho (15) . Como muestra la Fig. 9, estos dos topes conformadores (56) , ejecutan la etapa de presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) contra los cuatro lados laterales planos (62) del macho (15) , incluyendo esta parte exterior las zonas de esquina de la caja (B) , mediante las catorce caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) de los topes conformadores (56) del molde (50) movibles dispuestas lateralmente alrededor de la cavidad (52) . En esta etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) mediante el movimiento de las citadas caras sufrideras laterales contra los lados laterales planos (62) del macho (15) , tal como muestra la Fig. 9, o alternativamente en las Figs. 14 y 16. Además, como se ilustra en las Figs. 9 y 11 la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas, mediante cuatro caras sufrideras laterales (C2, C3) en la posición de tope contra unas zonas de squina del macho (15) achaflanadas, que incluyen dos chaflanes (62a) , y que conectan cada uno de los lados laterales planos (62) del macho (15) . También, como se desprende de las Figs. 5 a 9, una arista dobladora horizontal (AH) integrada en cada tope conformador (56) adyacente a la cara sufridera superior (58, 59) dobla en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal (AH) adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Siguiendo en las Figs. 5 a 9, en el método, ocho aristas dobladoras horizontales inclinadas (AI) respecto a las aristas dobladores horizontales (AH) integradas en los cuatro topes conformadores (56) doblan en torno a la línea de doblez de reborde (LR) cada porción de solapamiento (A) achaflanada del reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador esquinado (64b) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal inclinada (AI) adyacente a la línea de doblez de reborde (LR) en las porciones de solapamiento (A) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Llegados a este punto, el método, durante el movimiento de estos dos topes conformadores (56) alineados según la dirección transversal (Y) y dotados siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) cada uno, desde la posición retraída hasta la posición de tope, ejecuta las etapas de: • doblado y posicionamiento de dos paredes laterales (PL) alternas respecto al fondo (PF) hasta una posición final en la caja (B) , • presión de las dos paredes laterales (PL) alternas contra respectivos lados laterales (62) del macho (15) , • doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, • conformación de las zonas de esquina de la caja (B) , • doblado de unos chaflanes de esquina de la caja (B) y presión de los mismos contra los chaflanes (62a) del macho (15) , • doblado de los rebordes (R) asociados a las dos paredes laterales (PL) alternas, • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento los rebordes, y • pegado de las porciones de solapamiento (A) de los rebordes (R) . Antes del movimiento de los topes conformadores (56) alineados según la dirección transversal (Y) de las Figs. 1 y 6 a 11 desde la posición retraída hasta la posición de tope de la, se doblan hacia el exterior los rebordes (R) de otras dos paredes laterales (PL) alternas, mediante los otros dos topes conformadores (56) mutuamente alineados según la dirección longitudinal (X) , en cooperación con dos miembros formadores (64a) mutuamente enfrentados. Tras el movimiento de los topes conformadores (56) alineados trasversalmente desde la posición retraída hasta la posición de tope de la etapa, y con los topes conformadores (56) en la posición de tope, el método comprende además la etapa de presionar, mediante dos prensas (46) del molde (50) mutuamente enfrentadas, la parte exterior de la caja (B) , hacia el interior de la cavidad (52) , contra dos lados laterales planos (62) opuestos del macho (15) . En este punto la caja esta esencialmente formada, a falta de los tiempos de propios del secado de una cola caliente aplicada. Seguidamente, los topes conformadores (56) y las prensas (46) vuelven a sus respectivas posiciones retraídas, para permitir la evacuación de las cajas (B) , atravesando una embocadura de salida (55) . También, tras la formación de la caja (B) , el macho (15) se desplaza desde la posición de introducción de las Figs. 9 y 11 en el interior de la cavidad (52) , hasta la posición de extracción de las Figs. 8 y 10 fuera de la cavidad (52) , listo para un siguiente ciclo de formación de cajas (B) . El alcance de la presente invención está definido por las siguientes reivindicaciones.
+ ES-2903292_B2 MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO SECTOR DE LA TÉCNICA La presente invención concierne en un primer aspecto a un molde de una máquina para la formación de cajas de cartón y/o plástico. Las referidas cajas vistas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente dichas paredes laterales tienen unas respectivas inclinaciones convergentes hacia el fondo para permitir el anidado de unas cajas con otras. Las citadas cajas están dotadas además de unos rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y las citadas cajas son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante un film que obtura la parte superiormente abierta, con apoyo periférico en los citados rebordes. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo optativamente incluir cada una de estas zonas una o varias caras achaflanadas, con lo que de esta forma la caja puede tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. La invención propone además en un segundo aspecto un método para la formación de cajas de cartón y/o plástico, con rebordes situados en la parte superior de las paredes laterales de la caja, doblados y extendiéndose en voladizo hacia el exterior de la caja (ver Figs. 2 a 4 y 26 a 28) . ANTECEDENTES DE LA INVENCIÓN Y PROBLEMA TÉCNICO A RESOLVER Los documentos GB1490301A y CA1121199A divulgan respectivos métodos y máquinas para la formación de bandejas a partir de láminas de papel o cartón recubiertas de una lámina plástica, que comprenden un fondo rectangular, cuatro paredes enfrentadas dos a dos con una inclinación convergente hacia su fondo, cada una conectada con un lado del fondo, y unas solapas de refuerzo asociadas con cada esquina del fondo. Cada pared está adherida con adhesivo a sus dos paredes contiguas mediante dichas solapas de refuerzo. Cada pared lateral tiene unos rebordes exteriores plegados hacia el exterior de la caja, los cuales están unidos unos con los otros formando un reborde rectangular periférico continuo. El documento US2925758A muestra una máquina formadora de contenedores a partir de láminas metálicas o combinaciones similares, en donde el material, una vez doblado, mantiene su posición doblada. Tal máquina no es adecuada para la producción de cajas y bandejas de cartón o plástico, ya que los materiales metálicos tienen memoria ante el doblado, y, por tanto, un material de cartón y/o plástico necesita mantenerse en la posición doblada un tiempo hasta que el adhesivo une partes de la caja con otras. Para la formación de dichas bandejas con rebordes exteriores, el documento GB1490301A propone un elemento macho y un elemento hembra o molde, enfrentados, entre los que se sitúa una plancha inicialmente. El macho inserta la plancha en el molde a través de una embocadura superior para doblar unas partes de la plancha con otras. Una vez formada la caja, es extraída de nuevo por la embocadura superior mediante un plato elevador que mueve el fondo de la caja desde una posición introducida en el molde hasta una posición elevada sobre el molde. El molde está configurado para introducir y extraer solamente cajas a través de su embocadura superior ya que es un molde de fondo ciego montado sobre una bancada de un chasis. Para finalizar la extracción de la caja, un dispositivo F transporta las cajas individualmente desde la posición elevada hasta una posición lateral sobre otro transportador G. Estas operaciones de doblado y extracción son complejas y lentas. Un inconveniente de los documentos GB1490301A y US2925758A es que el número de cajas formadas en un período de tiempo es muy bajo, lo que aumenta el coste unitario de formación de dichas cajas. Primero en ambos casos, tras el doblado de la caja, se debe esperar un tiempo con la caja introducida en el molde para que seque el adhesivo de las paredes y los rebordes, y otro tiempo añadido para que se efectúe la compleja operación de extracción de la bandeja formada del molde. Esto produce que la plancha tenga un punto de parada en el ciclo de producción, deteniendo las planchas alimentadas hacia dicho molde y macho. Otro inconveniente del documento GB1490301A es el número excesivo de dispositivos transportadores, B, D y F, que añaden un sobrecoste, complejidad, y un excesivo espacio ocupado en planta, que aumenta el coste unitario de formación de dichas cajas. Para aumentar la velocidad de formación de estas bandejas, el documento CA1121199A propone posicionar sobre el molde y debajo del macho una plancha con adhesivo aplicado sobre las solapas de refuerzo. El macho en su introducción en la cavidad del molde a través de la embocadura de entrada forma el fondo, las paredes laterales y adhiere las paredes contra las solapas de refuerzo. Tras esto y durante esta introducción, se forman los rebordes exteriores de forma secuencial por parejas, mediante unos dobladores superiores montados en el macho y unos orificios a presión negativa practicados en el macho que retienen las aredes laterales durante la formación de las paredes laterales y durante el plegado de los rebordes exteriores hacia el exterior de la caja. Este plegado se realiza más allá de la horizontal, paralela al fondo de la caja, para compensar la memoria del cartón. Cuando el macho llega a la posición de máxima introducción la bandeja es anidada con las bandejas previamente formadas formado una pila a través de una embocadura de salida de molde alineada verticalmente con el macho y la embocadura de entrada. Este es considerado como el antecedente más próximo. Un inconveniente del documento CA1121199A es que la velocidad de la máquina formadora está restringida a la rapidez con la que el macho oscila entre dichas posiciones de extracción e introducción máximas de su Fig. 3, y precisamente el macho debe realizar un largo recorrido vertical entre las posiciones de máxima extracción y de máxima introducción mostradas en su Fig. 3 para poder realizar todas las operaciones de doblado de la caja a partir de su plancha plana según la vertical. Además, la pila de cajas anidadas es también vertical y está situada justo debajo del molde. Primero, este largo recorrido vertical del documento CA1121199A limita la velocidad de formación de las cajas, ya que, con el macho introducido en la larga cavidad vertical del molde, no se puede posicionar otra plancha entre el macho y el molde para realizar el siguiente ciclo de doblado y expulsión. Segundo, los orificios a presión negativa aguantan las paredes laterales durante el doblado de los rebordes exteriores, lo cual es una operación crítica y con baja fiabilidad, más aun considerando los varios millones de ciclos a los que estas máquinas están sometidos. Así, esto provoca constantes paradas productivas de la máquina, que reduce su velocidad de producción. Tercero, el largo recorrido vertical del macho provoca que la medida en altura de la máquina sea excesiva incluso para la formación de cajas de poca altura, aunque las medidas de ancho y largo de la máquina puedan ser relativamente reducidas, lo cual lleva a problemas en el transporte e instalación de dicha máquina. Además, la máquina del documento CA1121199A comprende un número excesivo de elementos, y además estos son de medidas considerables, tales como dos soportes verticales con seguidores de leva conectados a respectivas barras de accionamiento, cuatro piñones y cuatro cremalleras, cavidad de moldeo excesivamente alargada, entre muchos otros, que añaden un sobrecoste, complejidad, y contribuyen a dicha excesiva medida en altura de la máquina, aumentando el coste unitario de formación de dichas cajas. Sería deseable obtener un método y una máquina con una mayor velocidad de formación para la formación de cajas con rebordes situados en la parte superior de las paredes laterales de las mismas y doblados hacia el exterior de dichas cajas, manteniendo o reduciendo a la vez las medidas de dicha máquina y los costes asociados necesarios para la formación de estas cajas. Esta velocidad es un factor esencial en estas máquinas, y puede alcanzar valores de varios miles o incluso decenas de miles de cajas formadas por hora. EXPLICACIÓN DE LA INVENCIÓN Según un primer aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un molde que forma parte de una máquina para la formación de cajas. Las cajas previstas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente, con respectivas inclinaciones convergentes hacia el mismo para permitir el anidado de unas cajas con otras. Las cajas están dotadas de rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante el un film que obtura la parte superiormente abierta. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo incluir optativamente cada una de estas zonas una o varias caras achaflanadas, pudiendo de esta forma la caja tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. Estas cajas están hechas habitualmente por doblado, y preferentemente encolado, a partir de un material laminar. Por material laminar se entenderá una lámina de cartón ondulado, lámina de cartón, lámina de cartón compacto, lámina de plástico corrugado, lámina de plástico, una combinación de estas, y similares, que tienen preferentemente practicadas unas líneas debilitadas de doblez para facilitar su formación en caja por doblado de partes de la plancha en torno a dichas líneas debilitadas, pero teniendo a la vez la lámina cierta rigidez. Preferentemente, las cajas están hechas de un material laminar de cartón ondulado, cartón compacto, o una combinación de estas. El molde comprende una cavidad susceptible de ser alineada con un macho según una dirección lineal Z, estando la cavidad delimitada al menos parcialmente por uno elementos conformadores de la caja dispuestos rodeando la cavidad, una embocadura de entrada de lancha a la cavidad, y una embocadura de salida de la caja formada de la cavidad, alineadas según la dirección lineal, y estando la embocadura de salida dimensionada para evacuar las cajas formadas de la cavidad atravesando la embocadura de salida. A lo largo de la descripción, el término "dirección lineal" corresponde preferiblemente con la dirección vertical, aunque la presente invención también incluye expresamente el caso en donde la dirección lineal corresponde con la dirección horizontal. Dichos elementos conformadores de la caja del molde dispuestos alrededor de la cavidad, preferiblemente lateralmente, comprenden una pluralidad de topes conformadores, mutuamente enfrentados. Cada uno de los topes conformadores es movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad, permitiendo estos topes conformadores movibles evacuar cada caja formada de la cavidad atravesando la embocadura de salida. Cada uno de los topes conformadores incluye una cara sufridera superior, configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde que conecta uno de los rebordes exteriores con la parte superior de una pared lateral de la caja. Adicionalmente, cada una de las caras sufrideras superiores está configurada para recibir la presión de los rebordes previamente doblados. Entre otras opciones detalladas más adelante, esta invención cubre expresamente las siguientes posibilidades: un molde con dos topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con dos caras sufrideras superiores cada uno, un molde con cuatro topes con dos caras sufrideras superiores una uno, un molde con ocho topes conformadores con una pared sufridera cada uno, en donde preferiblemente en cualquiera de estas opciones cada tope es movible mediante un respectivo actuador de tope. La referida inmovilización confiere rigidez a las caras sufrideras superiores mientras están posicionadas en las posiciones de tope. La inmovilización puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Preferentemente, cada una cada una de las caras sufrideras superiores está configurada para recibir la presión de unas porciones de solapamiento de los rebordes. Optativamente, las porciones de solapamiento están situadas en las zonas de esquina de la caja y previamente dobladas hacia el exterior de la misma. Opcionalmente, estos rebordes están configurados para pegar contra otros por presión en estas porciones de solapamiento, mediante unos puntos o cordones de cola. Ventajosamente, mediante la presente invención, los topes conformadores movibles están configurados para, durante su movimiento desde la posición tope hasta la posición retraída, permitir la evacuación de cada caja formada de la cavidad atravesando la embocadura de salida y no por la embocadura de entrada de plancha, provocando un aumento del número de cajas producidas por intervalo de tiempo. También, en la presente invención, la operación de presionado de los rebordes exteriores se realiza con mayor fiabilidad, lo cual evita paradas productivas y mantiene una deseable alta velocidad de formación, respecto al estado del arte que emplea operaciones más críticas y propensas a fallo/parada productiva. Opcionalmente y ventajosamente, los topes conformadores movibles entre las posiciones de tope y retraída permiten evacuar cada caja formada de la cavidad atravesando la embocadura de salida sin interferir con los topes conformadores. Preferentemente, el molde comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas, adyacentes a la cavidad, y respectivas posiciones de tope, hacia el interior de la cavidad, mutuamente enfrentadas por parejas, y dispuestas, optativamente lateralmente, alrededor de la cavidad. Cada una de las al menos cuatro caras sufrideras laterales está dotada con una inclinación respecto a la dirección lineal Z. Estas inclinaciones respecto a la dirección lineal Z, permiten forman cajas con paredes laterales inclinadas con respectivas inclinaciones mayores de 90 grados respecto al fondo para que se puedan anidar (insertar) unas cajas formadas dentro de otras. A modo ilustrativo, citado ángulo puede estar comprendido entre 92 y 105 grados, formando así una inclinación de entre 2 a 15 grados respecto a la dirección lineal Z. Las al menos cuatro caras sufrideras laterales, en sus posiciones de tope, están configuradas para presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja y optativamente incluye esta parte exterior las zonas de esquina e la misma, hacia el interior de la cavidad. Así, ventajosamente, en esta opción preferente, las caras sufrideras laterales y superiores efectúan ventajosamente un alto número de operaciones de formación para transformar la plancha plana en caja, en un mínimo intervalo de tiempo, el cual puede estar asociado al simultáneo movimiento de estas caras sufrideras hacia el interior de la cavidad, reduciendo el tiempo necesario para la formación de la caja, todo ello conllevando un aumento productivo de cajas. También ventajosamente, las citadas al menos cuatro caras sufrideras laterales están configuradas, dimensionas y posicionadas, para presionar la parte exterior de la caja hacia el interior de la cavidad, confiriendo estabilidad y centrado al fondo, paredes laterales y zonas de esquina de la caja, durante la posterior unión de los rebordes exteriores por presión por contacto y pegado. Esto es especialmente ventajoso para vencer los inconvenientes asociados con el posicionamiento preciso de los rebordes en las zonas de solapamiento, las cuales son de dimensiones exigentemente reducidas. A partir de este punto, el molde de la máquina formadora de cajas es capaz de formar cajas de distintas formas: cuatro, ocho o doce caras laterales rodeando el fondo de la misma, con un alto número de cajas formadas por intervalo de tiempo, ya que el creciente número de caras laterales no afecta apreciablemente la alta velocidad de formación alcanzada mediante la presente invención. Preferentemente, las al menos cuatro caras sufrideras laterales están integradas en los topes conformadores, y cada uno de los topes conformadores comprende de una a siete caras sufrideras laterales. Este número de caras sufrideras laterales depende de: • el número de caras laterales de la caja a formar, • si la caja a formar incluye o no incluye zonas de esquina con uno o dos chaflanes, y • del doblado opcional de las solapas laterales anexas a algunas de las paredes laterales mediante unas aristas moldeadoras integradas en los topes conformadores. Estas aristas moldeadoras opcionales permiten aumentar la velocidad de formación vía un eficiente doblado de las solapas que también se produce durante el movimiento de los topes desde la posición retraída hasta la posición de tope. Preferentemente, y ventajosamente, los topes conformadores movibles con las caras sufrideras laterales integradas en los mismos, están configurados para, durante su movimiento desde la posición retraída hasta la posición de tope, efectuar las siguientes operaciones: • posicionamiento de dos paredes laterales alternas respecto a las líneas de doblez del fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final en la caja de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de las zonas de esquina de la caja, preferentemente incluyendo el doblado de unas caras achaflanadas de las zonas de esquina de la caja y presión de las mismas contra respectivos chaflanes del macho, y • recibir la presión de las porciones de solapamiento de los rebordes previamente doblados. Preferiblemente, este alto número de operaciones de formación pueden producirse mediante respectivos movimientos simultáneos de los topes conformadores, contribuyendo nuevamente a reducir considerablemente el tiempo necesario para la formación de la caja, aumentando así el número de cajas producidas en un determinado intervalo de tiempo. Según una realización, el molde comprende dos topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Preferentemente, una de las tres caras sufrideras laterales de cada tope conformador está configurada para presionar una pared lateral, y las otras dos caras sufrideras laterales de cada tope conformador están configuradas para presionar respectivas zonas de esquina de la caja, optativamente incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. Complementariamente, cada uno de los dos topes conformadores está dotado de al menos dos aristas moldeadoras. Opcionalmente, cada arista moldeadora delimita dos caras sufrideras laterales contiguas, y está configurada para doblar una línea de doblez lateral de la caja que separa una pared lateral de una solapa lateral. Según una realización alternativa del molde, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo dos de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Estas caras sufrideras laterales están configuradas para presionar respectivas zonas de esquina de la caja, incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. En otra realización, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales, configuradas para presionar en la posición de tope una respectiva pared lateral de la caja. Esta realización es útil para la formación de cajas con cuatro, ocho o doce caras laterales. Preferiblemente, los topes conformadores tienen integradas al menos cuatro aristas moldeadoras, con respectivas inclinaciones verticales. En una realización suplementaria al párrafo anterior, unas al menos cuatro caras sufrideras laterales de los topes conformadores incluyen al menos cuatro caras sufrideras laterales con forma complementaria a las zonas de esquina de las cajas achaflanadas. En una realización, los dos topes conformadores comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales. Cada una de las cinco caras sufrideras laterales están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con uno o dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con ocho o doce caras laterales. En otra realización, los dos topes conformadores comprenden, cada uno de ellos, siete de las citadas caras sufrideras laterales. Cada una de las siete caras sufrideras están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con doce caras laterales. Según otra opción preferible, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales. Esta opción es útil para la formación de cajas con ocho o doce caras laterales. Según otra opción, cada uno de los topes conformadores comprende cuatro caras sufrideras laterales configuradas para conformar respectivas zonas de esquina achaflanadas de la caja que comprenden dos caras achaflanadas cada una. Preferentemente, las caras sufrideras laterales y/o las citadas aristas moldeadoras están integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Preferiblemente, las al menos cuatro caras sufrideras laterales del molde incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos del macho. Esto ayuda a posicionar y mantener las paredes laterales de la caja en su posición doblada predefinida, y or tanto a posicionar correctamente las líneas de doblez de reborde en su posicionamiento predefinido para poder acometer el posterior doblado de los rebordes exteriores con fiabilidad y rapidez. Complementariamente al párrafo anterior, las citadas aristas moldeadoras incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las aristas de macho posicionadas en las zonas de esquina del macho. El efecto técnico del párrafo anterior se mantiene, y además se realiza un eficiente doblado de solapas laterales derivadas de las paredes laterales para unir unas con otras manteniendo una alta velocidad de formación. Complementariamente, en el molde, cada tope conformador de la pluralidad de topes conformadores tiene integrada además una arista dobladora horizontal adyacente a la cara sufridera superior, configurada para doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior. Optativamente, cada arista dobladora horizontal está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, las caras sufrideras superiores de los topes conformadores son planas. En una opción, las caras sufrideras superiores de los topes conformadores son preferentemente caras planas horizontales. Preferiblemente, la máquina comprende además un dispositivo de guiado asociado a dicho molde, dotado de dos guías de caja mutuamente enfrentadas. El dispositivo de guiado está configurado para guiar las cajas formadas atravesando la embocadura de salida. Las cajas opcionalmente atraviesan dicha embocadura de salida en una disposición anidada, unas con las otras, formando una pila de cajas. Tal como se ha indicado al principio, según un segundo aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un método para la formación de cajas con rebordes situados en la parte superior de las mismas doblados hacia el exterior de estas. El método es ejecutado mediante un molde que forma parte de una máquina formadora, comprendiendo el molde una cavidad susceptible de quedar enfrentada a un macho desplazable linealmente a través de la cavidad, y estando la cavidad delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad. Opcionalmente, este método del segundo aspecto puede ejecutarse mediante el molde del primer aspecto de la invención. El método comprende las etapas de: posicionar una porción de fondo de una plancha sobre una embocadura de entrada a la cavidad, para insertar la porción de fondo al interior de la cavidad; doblar unas paredes laterales anexas a la porción de fondo de la caja a formar; y evacuar cada caja formada de la cavidad atravesando una embocadura de salida del molde alineada según la dirección lineal Z con la embocadura de entrada. Tales cajas y planchas del método pueden corresponder con las descritas en el primer aspecto de la invención. Según este segundo aspecto, la presente invención propone además que el citado método comprende además las etapas de: mover unos topes conformadores que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos, preferentemente lateralmente, alrededor de la cavidad, desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad, en donde unas caras sufrideras superiores de los topes conformadores quedan situadas adyacentes a las líneas de doblez de reborde que conectan dichos rebordes exteriores con las paredes laterales de la caja; inmovilizar las caras sufrideras superiores de los topes conformadores en las respectivas posiciones de tope; recibir en las caras sufrideras superiores la presión de los rebordes doblados hacia el exterior; y mover los topes conformadores desde su posición de tope hasta de posición retraída para evacuarlas cajas atravesando la embocadura de salida. La inmovilización de la etapa de inmovilizar puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una preferente inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Las ventajas descritas para el primer aspecto de la invención aplican también para este método del segundo aspecto de la invención. Preferentemente, el método comprende adicionalmente la etapa de presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja, hacia el interior de la cavidad. Optativamente, esta parte exterior de la caja incluye unas zonas de esquina de la caja. Opcionalmente la etapa de presionar la parte exterior de la caja hacia el interior de la cavidad es ejecutada mediante al menos cuatro caras sufrideras laterales del molde movibles dispuestas, preferiblemente lateralmente, alrededor de la cavidad. Complementariamente, en la etapa de presionar la parte exterior de la caja se presiona esencialmente la totalidad de las superficies de las paredes laterales de la caja, optativamente mediante el movimiento de las citadas caras sufrideras laterales. Preferiblemente, en el método, los topes conformadores ejecutan la etapa de presionar la parte exterior de la caja mediante las al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Complementariamente, en el método, los topes conformadores ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales de la caja que separan las paredes laterales de solapas laterales derivadas de la misma, optativamente mediante cuatro aristas moldeadoras integradas en los topes conformadores. Suplementariamente, en el método, la etapa de presionar la parte exterior de la caja comprende presionar cuatro zonas de esquina de la caja achaflanadas, opcionalmente mediante las referidas cuatro caras sufrideras laterales en la posición de tope. Complementariamente, en el citado método, a etapa de presionar la parte exterior de la caja, comprende la etapa adicional mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a los lados laterales planos de un macho desplazable linealmente a través de la cavidad: una primera separación lateral en dos lados laterales planos mutuamente opuestos asociada con el grosor de plancha, y una segunda separación lateral en los otros dos lados laterales planos mutuamente opuestos asociada con el doble del grosor de plancha. Preferiblemente, el método comprende la etapa de doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior con una arista dobladora horizontal integrada en cada tope conformador. Opcionalmente, cada arista dobladora horizontal queda posicionada en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, en el citado método, durante el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se producen las etapas de: • posicionamiento de dos paredes laterales alternas, mutuamente opuestas, respecto al fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de unas zonas de esquina de la caja, preferentemente incluyendo el doblado de unos chaflanes de esquina de la caja y presión de los mismos contra los chaflanes del macho, • doblado de los rebordes asociados a las paredes laterales alternas, y • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento de los rebordes. Complementariamente al método del párrafo anterior, antes del movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se doblan hacia el exterior los rebordes de otras dos paredes laterales alternas, mediante dos topes conformadores adicionales. Opcionalmente, tras el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, y con los topes conformadores en la posición de tope, el método comprende además la etapa de presionar mediante dos prensas del molde mutuamente enfrentadas la parte exterior de la caja hacia el interior de la cavidad. Preferentemente, una cualquiera de las etapas de presionar la parte exterior de la caja, efectúa un efecto de presionado y prensado lateral y superior continuo a lo largo de todo el contorno lateral y superior del macho, que incluye paredes laterales, solapas laterales, caras achaflanadas optativas, y rebordes exteriores. Optativamente, con esto, se consigue forman satisfactoriamente las solapas de refuerzo que nacen de los rebordes exteriores por dentro de la caja, gracias a sus precisos posicionamientos respecto al resto de partes de la plancha durante la transformación de la misma en caja, y antes de su presionado mediante los topes conformadores. Preferiblemente, en el citado método, el doblado de dichos rebordes exteriores se realiza con el fondo de la caja parado. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención. La presente invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. BREVE DESCRIPCIÓN DE LOS DIBUJOS Las anteriores y otras ventajas y características se comprenderán más plenamente a partir de las siguientes relaciones detalladas de ejemplos de realización con referencia a los dibujos adjuntos, que deben tomarse a título ilustrativo y no limitativo, en los que: la Fig. 1 es una vista en planta de una primera realización del molde de máquina para la formación de cajas de la presente invención, en donde se muestra el molde con cuatro topes conformadores enfrentados por parejas, un macho y un dispositivo doblador de macho; las Figs. 2, 3, y 4 son respectivas vistas en perspectiva superior de cajas aptas para ser formadas mediante el molde de la presente invención, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por fuera de la caja, que tienen rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior, y en donde en las Figs. 2 y 3 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola ; la Fig. 5 es una vista en planta de una plancha que tiene depositados cordones de cola para su posterior formación en la caja de la Fig. 4; la Fig. 6 es una vista en perspectiva inferior de la Fig. 1; la Fig. 7 es una vista lateral de la Fig. 6, en donde una plancha se encuentra posicionada sobre las guías del transportador, entre el macho y la embocadura de entrada; la Fig. 8 es una vista en perspectiva superior correspondiente con la Fig. 1; la Fig. 9 es la vista en perspectiva superior de la Fig. 8, ahora con los topes conformadores en la posición de tope, y las prensas en posición de prensado; la Fig. 10 es una vista en perspectiva superior de una primera realización del molde de una máquina para la formación de cajas de la presente invención, con un macho de la máquina en una posición extraída, y los topes conformadores en la posición retraída, y una plancha plana situada entre el macho y la embocadura de entrada sobre las guías de plancha, según una etapa inicial del método de la presente invención; la Fig. 11 es la vista en perspectiva superior de la Fig. 10, ahora con los topes conformadores en la posición de tope, según una etapa posterior del método de la presente invención; la Fig. 12 es una vista en planta del macho y dispositivo doblador de macho, correspondiente con la segunda, tercera y cuarta realizaciones del molde de las Figs. 13 a 16; la Fig. 13 es una vista en perspectiva superior de una segunda realización del molde de una máquina para la formación de cajas, apto para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; la Fig. 14 es la vista en planta de la Fig. 13; las Figs. 15 y 16 son respectivas vistas en planta de una tercera y cuarta realizaciones del molde de una máquina para la formación de cajas, aptas para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; las Figs. 17, 18 y 19 son respectivas vistas en planta de una quinta, sexta y séptima realizaciones del molde de una máquina para la formación de cajas de la presente invención, aptas para formar cajas con ocho o doce caras laterales; la Fig. 20 es una vista en perspectiva superior una mitad simétrica del molde que forma parte integrante de una octava realización del molde de una máquina para la formación de cajas; la Fig. 21 es otra vista en perspectiva superior de la Fig. 20, y en donde está ubicada la caja de la Fig. 28 en la posición de introducción del macho; las Figs. 22 y 23 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores de forma parte integrante de la mitad simétrica del molde de las Figs. 20 y 21, y en donde se ha representado la caja de la Fig. 28 con sus caras transparentes; las Figs. 24 y 25 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores que puede formar parte integrante de los moldes de las Figs. 20 y 21, según una realización alternativa; las Figs. 26, 27 y 28 son respectivas vistas en perspectiva superior de cajas, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por dentro de la caja, que tienen rebordes doblados hacia el exterior, y en donde en las Figs. 27 y 28 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola; las Figs. 29 y 30 son vistas en perspectiva superior delantera y trasera, respectivamente, de una mitad simétrica del molde según una novena realización de un molde de una máquina para la formación de cajas, en donde se ha representado la caja de la Fig. 27 en la posición de introducción del macho; las Figs. 31 y 32 son vistas laterales de la mitad simétrica del molde de la Fig. 29 en posición de doblado y posición retraída de sus primeros y segundos dobladores, respectivamente, en donde se muestran unas pilas de cajas anidadas unas con otras antes de atravesar la embocadura de salida. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN / EJEMPLOS Según el primer aspecto de la presente invención, la referencia 50 designa un molde (50) de una máquina (100) para la formación de cajas (B) , según la primera realización mostrada en las Figs. 1 y 6 a 11. Las Figs. 2 a 4 muestran cajas (B) de distintas formas previstas para ser formadas en el molde (50) de la presente invención, a partir de una plancha (P) , como, por ejemplo, la mostrada en la Fig. 5. Estas cajas (B) están previstas para ser anidadas unas con otras, ya que sus paredes laterales (PL) forman unas ligeras inclinaciones con respecto a la dirección perpendicular al fondo (F) de la caja (B) , de forma que la embocadura superiormente abierta de las mismas tiene unas dimensiones longitudinal y transversal mayores que aquellas del fondo (F) . Las citadas cajas (B) están dotadas con cuatro rebordes (R) que nacen de la parte superior de cada una de las cuatro paredes laterales (PL) y están doblados hacia el exterior de la caja (B) . Los rebordes (R) de las figuras son planos y horizontales, formando un marco plano de reborde continuo y periférico en la parte superior de las paredes laterales (PL) y paralelo al plano de fondo de la caja (B) , facilitando una posterior operación de sellado superior mediante un film habitualmente hecho de un compuesto plástico. Los cuatro rebordes (R) están doblado hacia el exterior en voladizo y la parte superiormente abierta de la caja (B) es posteriormente cerrada o sellada con apoyo periférico del citado film en los citados rebordes (R) . El molde (50) está soportado en un chasis (1) de la máquina (100) y comprende una cavidad (52) alineada con un macho (15) según la dirección lineal (Z) correspondiente con la vertical. El molde (50) comprende una embocadura de entrada (54) de plancha a la cavidad (52) , y una embocadura de salida (55) de la caja formada de la cavidad (52) , alineadas según la vertical. La embocadura de salida (55) está dimensionada para evacuar las cajas formadas de la cavidad (52) atravesando la embocadura de salida (55) . Las Figs. 7 y 31 muestran que la dirección lineal (Z) vertical es perpendicular a la embocadura de la cavidad (52) En el ejemplo de las Figs. 10 y 11, el molde (50) incluye medios de regulación de dicha cavidad (52) para adaptarse al largo y ancho de la caja (B) según dos direcciones, longitudinal (X) y transversal (Y) , de forma independiente. A lo largo de las realizaciones, las direcciones horizontales longitudinal y transversal (X, Y) designan en general dos direcciones horizontales lineales mutuamente perpendiculares. Estos medios de regulación incluyen dos husillos (2) soportados en el chasis (1) alineados según la dirección longitudinal (X) para adaptar la cavidad (52) según la dirección longitudinal (X) , y cuatro bridas (3) soportadas por parejas en dos barras transversales (4) soportadas en los husillos longitudinales (2) , para adaptar la cavidad según la dirección transversal (Y) . Los dos husillos (2) están acoplados mutuamente para girar síncronamente mediante piñones (5) y una cadena (6) . Los topes conformadores (56) y el resto de elementos movibles están soportados directa o indirectamente en dichas barras transversales (4) a través de respectivos soportes (21) . Previo al posicionamiento de la plancha (P) en su posición final de transportarte centrada entre el macho (15) y la cavidad (52) , esta es transportada mediante un transportador dotado de dos guías de plancha (40) y empujada por un órgano transportador (no mostrado) desde una posición inicial asociada con un almacén de planchas apiladas (no mostrado) , hasta la citada posición final, pasando por debajo de una pluralidad de inyectores de cola (no mostrados) que están soportados en el chasis (1) y suspendidos sobre el transportador. Los inyectores de cola depositan puntos o cordones de cola (CC) paralelos entre sí sobre zonas predefinidas de la plancha (P) , como los indicados en la Fig. 5. Así, la Fig. 5 muestra que para la formación de la caja (B) de la Fig. 5, son necesarios, preferentemente, unos cordones de cola (CC) depositados sobre cada una de las cuatro solapas laterales (SL) derivadas a ambos lados de dos paredes laterales (PL) mutuamente enfrentadas. Dichos cordones de cola (CC) de las solapas laterales (SL) quedan paralelos al plano de fondo (F) de la caja (B) aun vez esta está formada, tal como se deduce de las Figs. 2 a 4. Opcionalmente, al menos uno de estos puntos o cordones de cola (CC) se extiende sobre una cara achaflanada (CH) optativa de la futura zona de esquina (A) de la caja (B) para pegar las solapas de refuerzo (SR) optativas que nacen a ambos lados de los rebordes (R) de las otras dos paredes laterales (PL) . Preferentemente, también son necesarios unos puntos o cordones de cola (CC) depositados sobre cuatro porciones de los rebordes (R) para pegar unos rebordes (R) con otros en las zonas de solapamiento (A) . Tras depositar los cordones de cola (CC) mediante los inyectores de cola (no mostrados) , la plancha (P) se posiciona en la posición final de transporte de la Fig. 10. Para ayudar al posicionamiento de la plancha (P) sobre la embocadura de entrada (54) aun con una eleva velocidad, cada guía de plancha (40) comprende dos tacos (42) fijados a la misma, que sustentan por la parte inferior de las guías de plancha (40) una extensión longitudinal (41) alineada según la dirección (X) en respectivos puntos. Cada extensión longitudinal (41) es de posicionamiento según la transversal (Y) regulable mediante dos ramas transversales (43) unidas a la extensión transversal (41) y fijadas mediante respectivos elementos de bloqueo y desbloqueo a cada taco (42) , atravesando las ramas transversales (43) unos agujeros de los tacos (42) . Los elementos de bloqueo y desbloqueo pueden ser tornillos. El accionamiento de macho (10) soportado en el chasis (1) desplaza el macho (15) guiadamente según la dirección lineal (Z) hacia la posición de introducción del macho (15) en la cavidad (52) , arrastrando la plancha (P) al interior de la cavidad (52) del molde (50) . El accionamiento de macho (10) comprende un brazo movido por un órgano motor (no mostrado) . El citado macho (15) está conectado mediante un soporte de conexión (11) al accionamiento de macho (10) . El macho (15) tiene esencialmente forma de pirámide truncada invertida, y comprende cuatro lados laterales planos (62) dispuestos enfrentados dos a dos alrededor del soporte de conexión (11) formando respectivas inclinaciones respecto a la dirección lineal (Z) vertical, definiendo los cuatro lados laterales planos (62) , cuatro zonas de esquina del macho (15) entre dos lados laterales planos (62) contiguos, y un lado delantero y trasero (61, 63) según el sentido de introducción del macho (15) en el molde (50) . Las Figs. 7 y 10 muestran que el lado delantero (61) comprende una superficie de fondo plana (no mostrada) integrada en el macho (15) configurada para presionar una porción de fondo de una plancha (P) posicionada en la embocadura de entrada (54) e introducirla en la cavidad (52) . En el lado trasero (63) del macho (15) está montado un dispositivo doblador de macho que comprende cuatro miembros formadores (64a) , dispuestos alrededor del soporte de conexión (11) , enfrentados dos a dos, cada uno asociado con uno de los lados laterales planos (62) inclinados, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) respecto a los lados laterales planos (62) para doblar hacia el exterior los citados rebordes. El dispositivo doblador de macho comprende además cuatro miembros formadores esquinados (64b) , distribuidos alrededor del soporte de conexión (11) , cada uno de ellos posicionado en una zona de esquina del macho (15) de forma intercalada entre dos miembros formadores (64a) contiguos, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) en la zona de esquina del mismo. Las Figs. 8 a 10 muestran que el dispositivo doblador de macho comprende ocho miembros formadores (64a, 64b) materializados en respectivas ocho piezas individuales atornilladas mediante dos respectivos tornillos (no referenciados) cada una a un núcleo macho hecho de nylon colado dotado de las citadas cuatro paredes laterales (62) , que delimitan cuatro zonas de esquina de macho (15) que incluyen dos chaflanes (62) cada uno, conformando un macho (15) dotado de doce caras inclinadas en correspondencia a la forma interior de las paredes laterales (PL) y caras achaflanadas (CH) de la caja (B) a formar de la Fig. 4. Las Figs. 1 y 6 a 11 muestran que el molde (50) comprende además cuatro topes conformadores (56) , mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) . Cada tope conformador (56) es movible entre la posición retraída de las Figs. 1, 6, 8 y 10, para insertar la plancha a formar en la cavidad (52) , y la posición de tope de las Figs. 9 y 11, hacia el interior de la cavidad (52) , permitiendo los topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . Cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope de la Fig. 8, quedar inmovilizada y situada inferiormente adyacente a un miembro formador (64a) , para quedar adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores on la parte superior de una pared lateral (PL) de la caja (B) , y para recibir la presión de los rebordes (R) doblados hacia el exterior por los miembros formadores (64a) , con el macho (15) en la posición de introducción de la Fig. 9. Siguiendo en la Fig. 9, con el macho (15) posicionado en la posición de introducción, los cuatro miembros formadores esquinados (64b) están configurados para, presionar superiormente por contacto unas porciones de solapamiento (A) de los citados rebordes (R) doblados hacia el exterior y situadas en las zonas de esquina de la caja (B) . Al presionar superiormente en cada zona de esquina, la porción de reborde (R) superior presiona hacia abajo contra la cara superior de la porción de reborde (R) inferior en la porción de solapamiento (A) . Durante esta presión los cuatro miembros formadores esquinados (64b) están adicionalmente configurados para pegar unos rebordes (R) contra otros por presión en estas porciones de solapamiento (A) , junto con los puntos o cordones de cola (CC) previamente depositados mediante los inyectores de cola (no mostrados) . Este molde (50) de las Figs. 1 y 6 a 11 comprende además al menos cuatro caras sufrideras laterales, movibles entre una posición retraída adyacente a la cavidad (52) y una posición de tope hacia el interior de la cavidad (52) , mutuamente enfrentadas por parejas, dispuestas lateralmente alrededor de la cavidad (52) . Cada una de las cuatro caras sufrideras laterales tiene una inclinación vertical complementaria a la de cada uno de los lados laterales planos (62) del macho (15) , estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope de la Fig. 9 configuradas para presionar la parte exterior de la caja (B) , incluyendo esta parte exterior las zonas de esquina de la misma, contra los cuatro lados laterales planos (62) del macho (15) hacia el interior de la cavidad (52) , durante el citado presionado por contacto y pegado de los cuatro miembros formadores esquinados (64b) , también ilustrado en la Fig. 9. En las Figs. 1 y 6 a 11, el molde (50) tiene un total de doce caras sufrideras (C1, C2, C3, C4) . Dos de los cuatro topes conformadores (56) comprenden, cada uno de ellos, siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas (CH) cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. La cara sufriera lateral designada como C4 presiona en uso la pared lateral (PL) de mayor longitud en las figuras, las dos caras sufrideras laterales (C3, C2) situada a cada lado presionan contra respectivas zonas de esquina del macho (15) dotadas de dos chaflanes (62a) cada una, mientras que las dos caras sufrideras laterales (C1) presionan la pared ateral (PL) de menor longitud en las figuras. Los dos topes conformadores (56) del molde (50) con siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) tienen integradas doce aristas moldeadoras (A50) en total, seis aristas moldeadoras (A50) cada uno, tres en correspondencia con cada esquina de la caja (B) a formar. Las aristas moldeadoras (A50) tienen respectivas inclinaciones verticales complementarias a las inclinaciones cada uno de los lados laterales planos (62) y/o zonas de esquina del macho (15) achaflanadas, y cada una de ellas está configurada para cooperar con una arista de macho (A60) situada en la zona de esquina del macho (15) . Por su parte, el macho (15) tiene tres aristas de macho (A60) en cada una de las zonas de esquina del mismo, que delimitan dos chaflanes (62a) y las paredes laterales (62) contiguas a estos. Las Figs. 1 y 6 a 11 muestran que las caras sufrideras laterales y/o las citadas aristas moldeadoras (A50) están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en dos de los cuatro topes conformadores (56) . Así mismo, las caras sufrideras laterales y las aristas moldeadoras (A50) de los topes conformadores (56) y las zonas de esquina del macho (15) que incluye las aristas de macho (A60) están mecanizadas sobre respectivos bloques de nylon colado. Siguiendo en las Fig. 1 y 6 a 11, diez de las doce caras sufrideras laterales (C1, C2, C3, C4) del molde (50) incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de los lados laterales planos (62) del macho (15) . Las caras sufrideras laterales de las citadas dimensiones corresponden con las caras sufrideras laterales designadas como C2, C3 y C4. La Fig. 10 muestra detalladamente que las aristas moldeadoras (A50) incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las tres aristas de macho (A60) posicionadas en cada una de las cuatro zonas de esquina del macho (15) . Las Figs. 6 y 7 muestran que el macho (15) incluye un dispositivo retenedor (76) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo retenedor (76) está configurado para aprisionar la porción de fondo (F) de la plancha (P) plana contra la superficie de fondo plana (65) del macho (15) , y está materializado en una o más ventosas de vacío conectables a una fuente de vacío, tal como una bomba de vacío o un dispositivo de efecto Venturi. Igualmente, el macho (15) comprende un dispositivo expulsor (75) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo expulsor (75) está configurado para facilitar la extracción del macho (15) de la caja (B) formada. El dispositivo expulsor (75) es una o más ventosas de vacío tal como se muestra en la Fig. 7. Volviendo a la Fig. 9, se muestra que los miembros formadores esquinados (64b) están configurados para presionar contra los topes conformadores (56) en la posición de tope. Las Fig. 1 y 6 a 11 muestran que cada uno de los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , siendo cuatro en total. Cada una de las aristas dobladoras horizontales (AH) está configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a, 64b) del dispositivo doblador de macho. En las Figs. 8 y 9 se muestra que cada arista dobladora horizontal (AH) está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales (C1, C2, C3, C4) de los topes conformadores (56) contra la parte exterior de la caja (B) . En las Figs. 1 y 6 a 11 se muestra que los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal inclinada (AI) adyacente a ambos extremos de la arista dobladora horizontal (AH) , por lo que los topes conformadores (56) tienen integradas ocho aristas dobladoras horizontales inclinadas (AI) en total, dos asociadas con cada esquina de la cavidad (52) correspondiente con la esquina de la caja (B) a formar. Dos de los topes conformadores (56) mutuamente enfrentados según la dirección longitudinal (X) tiene una cara sufridera superior (58) plana y horizontal y los otros dos topes conformadores (56) mutuamente enfrentados según la dirección transversal (Y) tienen una cara sufridera superior (58) plana y horizontal. Cada uno de los ocho miembros formadores (64a, 64b) está dotado de una superficie de presión plana y horizontal configurada para ejercer presión contra las caras sufrideras superiores (58, 59) planas de los topes conformadores (56) . El molde (50) comprende dos prensas (46) mutuamente enfrentadas, dispuestas lateralmente alrededor de la cavidad (52) , y movibles entre una posición retraída de las Figs. 7 y 8 hacia el exterior de la cavidad (52) , y una posición de presión de la Fig. 9 hacia el interior de la cavidad (52) . Para la formación de la caja de la Fig. 4, las prensas (46) se mueven desde la posición etraída hasta la posición de presión una vez que los topes conformadores (56) se encuentran en la posición de tope, tal como muestra la Fig. 9, en donde se ilustra que las prensas (46) están dimensionadas y posicionadas para presionar en la posición de presión la parte exterior de la caja (B) en dos paredes laterales (PL) opuestas contra respectivas paredes laterales planas (62) opuestas del macho (15) con los topes conformadores (56) en la posición de tope. Cada prensa (46) está unida al vástago (47b) movible de un respectivo cilindro neumático prensa (47) soportado en un soporte fijo (21) del chasis (1) . Cada uno de los vástagos (47b) está guiado mediante un respectivo dispositivo guía de cilindro (37) según la dirección longitudinal (X) . Los dos topes conformadores (56) alineados según la dirección longitudinal (X) tienen una cara sufridera superior (58) pero carecen de caras sufrideras laterales (C1, C2, C3, C4) . Cada cara sufridera superior (58) está unida al vástago (36b) movible de un cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) que guía cada vástago (36b) movible según la dirección longitudinal (X) . Este dispositivo de guía de cilindro (37) está materializado particularmente en una guía lineal soportada en el soporte (21) junto al cilindro neumático tope (36) , y un patín lineal (38) acoplado a la guía lineal (37) , que está unida a su vez al vástago (36b) . Los dos topes conformadores (56) alineados según la dirección transversal (Y) tienen un miembro de tope (57a) cada uno. Cada miembro de tope (57a) está unido al vástago (36b) movible de un respectivo cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) materializado en dos varillas lineales que guían cada vástago (36b) movible según la dirección transversal (Y) . Cada uno de estos miembros de tope (57a) es el citado bloque de nylon colado que tiene mecanizadas las citadas siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) y las citadas seis aristas moldeadoras (A50) referenciadas en las Figs. 1 y 8. El miembro de tope (57a) comprende además una pletina en la parte superior atornillada al bloque de nylon del miembro de tope (57a) . La pletina integra la arista dobladora horizontal (AH) y dos aristas horizontales inclinadas (AI) , una en cada extremo distal de la artista dobladora (AH) . La inmovilización de las siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) en la posición de tope de cada tope conformador (56) , se ejecuta aplicando aire a presión sobre uno de los dos lados del vástago (36b) movible del cilindro neumático. La segunda, tercera, y cuarta realizaciones del molde (50) de una máquina (100) para la formación de cajas (B) son útiles para la formación de las cajas (B) de las Figs. 3 y 22, en onde cada zona de esquina de las citadas cajas incluye porciones laterales de dos paredes laterales (PL) contiguas que la definen. En esta segunda, tercera y cuarta realizaciones del molde (50) de una máquina para la formación de cajas (B) , el macho (15) de la máquina (100) puede corresponder con el macho (15) de la Fig. 12, y cada uno de los topes conformadores (56) es movible mediante un respectivo actuador de tope, que pueden estar materializados en un cilindro neumático de tope (36) . Según la segunda realización de las Figs. 13 y 14, el molde (50) comprende dos topes conformadores (56) , mutuamente enfrentados según la dirección transversal (Y) , cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales (C1, C4, C1) , estando una de las tres caras sufrideras laterales referenciada como C4 de cada tope conformador (56) configurada para presionar una pared lateral (PL) contra un respectivo lado lateral plano (62) del macho (15) mostrado en la Fig. 12, y las otras dos caras sufrideras laterales de cada tope conformador (56) referenciadas como C1 configuradas para presionar respectivas zonas de esquina de la caja (B) de las Figs. 2 y 26 contra respectivas zonas de esquina del citado macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En las Figs. 13 y 14, cada uno de los dos topes conformadores (56) está dotado de un miembro tope (57 a) con, esencialmente, forma de U. Cada miembro tope (57a) está dotado de dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. Cada arista moldeadora (A50) está configurada para doblar una línea de doblez lateral (LL) de la caja (B) de las Figs. 2 y 26 que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . Según la tercera realización del molde (50) de la Fig. 15, el molde (50) comprende cuatro topes conformadores (56) , mutuamente enfrentados por parejas según la dirección transversal (Y) . Cada uno de los cuatro topes conformadores (56) comprende dos de las citadas caras sufrideras laterales (C1, C4) , estado estas configuradas para presionar respectivas zonas de esquina de la caja (B) contra respectivas zonas de esquina del macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En la Fig. 15, cada uno de los cuatro topes conformadores (56) incluye un miembro tope (57a) . Cada miembro tope (57a) tiene esencialmente forma de L y está dotado de una arista moldeadora (A50) que delimita las dos caras sufrideras laterales (C1, C2, C4) contiguas, estando cada arista moldeadora (A50) configurada para doblar una línea de doblez lateral (LL) de la caja (B) que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . En la cuarta realización del molde (50) de la Fig. 16, el molde (50) comprende cuatro topes conformadores (56) , dos alineados según la dirección longitudinal (X) y dos alineados según la transversal (Y) , cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales (C1, C4) , configuradas para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . La quinta y la sexta realizaciones del molde (50) son útiles para la formación de la caja (B) de las Figs. 3 y 27, en donde cada zona de esquina de las citadas cajas (B) incluye una cara achaflanada. Según la quinta realización de la Fig. 17, el molde (50) comprende cuatro topes conformadores (56) , cada uno de ellos comprendiendo una cara sufridera lateral (C1, C4) , configurada para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . Las caras sufrideras laterales (C1, C4) de los cuatro topes conformadores (56) están posicionadas lateralmente alrededor de la cavidad (52) , separadas lateralmente unas de otras en las esquinas de la cavidad (52) correspondientes con las zonas de esquina de la caja (B) a formar, una distancia correspondiente con las zonas de esquinas del macho achaflanadas, que incluye un chaflán (62a) , y que conectan cada uno de los lados laterales planos (62) del macho. Este macho no está mostrado en las figuras. Las mencionadas cuatro caras sufrideras laterales (C1, C4) incluyen una arista moldeadora (A50) cada una, estando las aristas moldeadoras (A50) ubicadas en los respectivos extremos laterales de las caras sufrideras laterales (C1, C4) , delimitando las citadas separaciones esquinadas de la cavidad (52) . En la Fig. 17, el molde (50) comprende además cuatro topes conformadores (56) adicionales con una cara sufridera lateral (C2) adicional, cada uno de forma complementaria a las zonas de esquina de las cajas (B) achaflanadas, estando posicionados cada uno de estos cuatro topes conformadores (56) adicionales posicionados en las citadas separaciones esquinadas de la cavidad (52) , . Así, el molde (50) tiene ocho topes conformadores (56) , cada uno dotado de un respectivo miembro de tope (57a) movible mediante un respetivo actuador de tope, que puede estar materializado en un cilindro neumático de tope (36) . En la sexta realización de la Fig. 18, los dos topes conformadores (56) comprenden, cada no de ellos, cinco de las citadas caras sufrideras laterales (C1, C2, C4, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con una cara achaflanada cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con un chaflán (62a) cada una. Así, cada cara sufridera lateral (C4, C1) presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral (C2) presiona contra un respectivo chaflán (62a) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 está configurada para cooperar con dos aristas de macho (A60) situadas en la zona de esquina del macho de ocho paredes laterales (no mostrado) . En la séptima realización de la Fig. 19, útil para la conformación de las cajas (B) de las Figs. 4 y 28, los dos topes conformadores (56) comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales (C3, C2, C4, C2, C3) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. El macho (15) de la Fig. 12 puede cooperar con el molde (50) de esta realización. Así, cada cara sufridera lateral referenciada como C4 presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral referenciada como C2 y C3 presiona contra un respectivo chaflán (62a) del macho (15) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 y C3 está configurada para cooperar con dos o tres aristas de macho (A60) situadas en la zona de esquina del macho (15) , y mostradas mejor en la Fig. 8. En las Figs. 18 y 19, cada uno de estos dos topes conformadores (56) tiene un miembro de tope (57a) materializado en un bloque de nylon colado que tienen mecanizadas una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) . Según la octava realización del molde (50) de las Figs. 20 y 23, el molde (50) comprende algunas variaciones respecto a la primera realización, y están descritas a continuación. El molde (50) comprende además una pluralidad de primeros y segundos dobladores (51, 53) dispuestos alrededor de la cavidad (52) situados en correspondencia con la envolvente lateral de la caja (B) a formar de la Fig. 27, y cuatro terceros dobladores (51b) , cada uno de ellos situado en una de las cuatro esquinas de la cavidad (52) entre un primer y segundo doblador (51, 53) contiguos. Los terceros dobladores (51b) están configurados para doblar las solapas laterales (SL) de forma que queden por la parte interior de la caja (B) como muestran las Figs. 26 a 28. Los primeros (51) y segundos (53) dobladores de las cajas (B) están configurados para doblar las paredes laterales (PL) de las mismas. Un dispositivo de guiado asociado a dicho molde (50) mostrado en las Figs. 20 y 21, está dotado de cuatro guías de caja (90) mutuamente enfrentadas por parejas, configurado para guiar las cajas formadas atravesando dicha embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En este ejemplo, cada una de las guías (90) están soportadas fijamente respecto a un segundo doblador (53) . Las Figs. 20 y 21 muestran la mitad simétrica de dicho molde (50) , que comprende además cuatro topes conformadores (56) , mutuamente enfrentados por parejas, según un doble eje de simetría con las direcciones longitudinal y transversal (X, Y) , y dispuestos alrededor de la cavidad (52) , cada uno en una de las cuatro zonas de esquina de la cavidad (52) . Cada uno de dichos topes conformadores (56) es movible mediante la activación de un actuador de tope materializado en un cilindro neumático de tope (36) , entre una posición retraída de las Figs. 20 a 23 adyacente a la cavidad (52) en donde no interfiere con la caja (B) a formar mostrada en las Fig. 28, y una posición de tope (no mostrada) en donde dos caras sufrideras superiores (58, 59) de cada uno de dichos topes conformadores (56) son planas y horizontales y están configuradas para situarse adyacentes a las líneas de doblez de reborde (LR) que conectan los rebordes (R) exteriores con las paredes laterales (PL) de la caja (B) de las Figs. 22 y 23. Las caras sufrideras superiores (58, 59) planas y horizontales están configuradas en dicha posición de tope para recibir la presión de los rebordes exteriores (R) ante su doblado hacia fuera por los miembros formadores (64a) del dispositivo doblador de macho (60) . Las Figs. 20 a 23 muestran que cada tope conformador (56) comprende un actuador de tope (36) materializado en un cilindro neumático, el cual está montado en un soporte (21) soportado en el chasis (1) . Cada respectivo cilindro está configurado para mover linealmente un primer miembro de tope (57a) dotado de una cara sufridera superior (58) plana. Este primer miembro de tope (57a) está conectado operativamente a un segundo miembro de tope (57b) mediante un tornillo (22) unido al primer miembro de tope (57b) y un muelle (20) que mantiene el segundo miembro de tope (57b) en contacto contra dicho tornillo (22) que hace funciones de seguidor de leva. Cuando el vástago del cilindro sale, el primer miembro de tope (57a) y el tornillo (22) se ueve linealmente hacia el interior de la cavidad (52) , causando el giro del segundo miembro de tope (57b) desde una posición retraída hacia el interior de la cavidad (52) . Con esto, las dos caras sufrideras superiores (58, 59) planas quedan en su posición de tope. Los miembros formadores (64a) y miembros formadores esquinados (64b) del dispositivo doblador de macho (no mostrados en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) están configurados para presionar horizontalmente por contacto las porciones de solapamiento (A) de dichos rebordes (R) exteriores contra dos caras sufrideras superiores (58, 59) planas en su posición de tope con el macho (60) introducido dentro de la caja (B) en la posición de introducción. En esta realización, cada uno de dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra dos caras sufrideras superiores (59) planas, mientras que cada uno de los otros dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra otras dos caras sufrideras superiores (58) planas. Cuando el vástago del cilindro entra, los miembros de tope (57a, 57b) se mueven desde la posición de tope hasta la posición retraída, permitiendo que las cajas (B) formadas atraviesen la embocadura de salida (55) enfrentada verticalmente con la embocadura de entrada (54) . Las Figs. 20 a 23 muestran que los topes (56) se encuentran situados alrededor de la cavidad (52) en una posición más alejada de la embocadura de entrada (54) que la pluralidad de primeros y segundos dobladores (51, 53) . Las Figs. 20 a 23 muestran que el molde (50) comprende las caras sufrideras laterales (C1, C2, C3, C4) esencialmente verticales dotadas de una inclinación están integradas en los topes conformadores (56) , siendo dicha inclinación y forma complementaria con unas esquinas achaflanadas de las cajas (B) , configuradas para presionar en su posición tope la parte exterior de la caja (B) en cada una de dichas esquinas, contra dos chaflanes (62a) que conectan cada uno de dichos lados laterales planos (62) de dicho macho (no mostrado en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) . Cada uno de estos topes conformadores (56) comprende un miembro tope (57) que comprende un primer y un segundo miembro tope (57a, 57b) . En esta realización, cada primer miembro de tope (57a) comprende dos caras sufrideras laterales (C3, C4) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la línea de doblez de una cara achaflanada (CH) de una squina la caja (B) , mientras que el segundo miembro de tope (57b) comprende otras dos caras sufrideras (C2, C1) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la otra línea de doblez de la otra cara achaflanada (CH) de esa misma esquina de la caja (B) . Las Figs. 24 y 25 muestran una variante de la octava realización, que comprende todos los elementos y características de la octava realización excepto por algunos elementos y características de los topes conformadores (56) . En esta variante, el molde (50) comprende cuatro topes conformadores (56) con dos caras sufrideras superiores (58, 59) planas cada tope conformador (56) , en donde cada cara sufridera superior (58, 59) plana es movible mediante un respectivo actuador de tope (36) . Los actuadores de tope (36) están materializados en respectivos cilindros neumáticos, soportados en un soporte (21) del chasis (1) , y conectados, respectivamente, al primer y segundo miembros de tope (57a, 57b) , para moverlos activando los cilindros. Según la novena realización de las Figs. 29 a 32, el molde (50) de la máquina (100) de formación de cajas (B) comprende algunas variaciones respecto a la octava realización, y están descritas a continuación. Las Figs. 29 a 32 muestran que los primeros y segundos dobladores (51, 53) son movibles mediante respectivos actuadores dobladores (31, 33) materializados en cilindros neumáticos, entre una posición de doblado mostrada en la Fig. 31, en donde están posicionados hacia el interior de la cavidad (52) para doblar dichas paredes laterales (PL) anexas al fondo (F) de la caja (B) , y una posición retraída mostrada en la Fig. 32, en donde están posicionados hacia el exterior de la cavidad (52) para extraer el macho (80) del molde (50) . En la Fig. 31, la plancha (P) guiada por las guías de plancha (40) está situada sobre la embocadura de entrada (54) de plancha y el macho (80) desciende según la dirección lineal (Z) vertical hacia la cavidad (52) con los primeros y segundos dobladores (51, 53) en posición de doblado. En la Fig. 32, los primeros y segundos dobladores (51, 53) están en posición retraída y el macho (no mostrado) se ha desplazado desde una posición de introducción hasta una posición de extracción, según un sentido de ascenso según la dirección lineal (Z) vertical. Las Figs. 31 y 32 muestran que el dispositivo de guiado está configurado para sustentar las ajas (B) formadas, y sus dos guías de caja (90) mutuamente enfrentadas guían las cajas (B) formadas atravesando la embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En una primera realización ilustrativa del método para la formación de cajas (B) y con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las mismas y doblados hacia el exterior de las cajas (B) , el método es implementado particularmente mediante el molde (50) de la máquina (100) formadora de cajas (B) de la primera realización del primer aspecto de la invención mostrada en las Figs. 1 y 6 a 11, en donde el molde (50) con una cavidad (52) está enfrentada a un macho (15) desplazable linealmente a través de la cavidad (52) . El método de esta primera realización comprende las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) como ilustra la Fig. 7 y 10, para insertar la porción de fondo (F) al interior de la cavidad (52) como se ilustra en las Figs. 9 y 11; y doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar mediante el molde (50) , en cooperación con unos lados laterales planos (62) inclinados del macho (15) . Concretamente, esta etapa de doblar unas paredes laterales (PL) mediante el molde (50) puede ser ejecutada por los topes conformadores (56) del molde (50) de la primera realización de máquina (100) mostrados en las Figs. 1 y 6 a 11, o bien mediante los primeros y/o segundos dobladores (51, 53) de la octava o novena realizaciones de las Figs. 20 a 23 y 29 a 32, respectivamente. El citado método comprende, igualmente, las etapas de: evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según la dirección lineal (Z) con la embocadura de entrada (54) mostrada en la Fig. 7, y alternativamente mostrada en la Fig. 32; mover unos topes conformadores (56) mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) , desde una posición retraída de la Figs. 1 y 8, para insertar la plancha (P) a formar en la cavidad (52) , hasta una posición de tope de la Fig. 9 hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las espectivas posiciones de tope; y recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior, tal como muestra la Fig. 9. El doblado de dichos rebordes (R) exteriores se realiza con el fondo (F) de la caja (B) inmóvil, parado, tal como ilustra la Fig. 9. En la Fig. 9, el método comprende la etapa de presionar inferiormente las porciones de solapamiento (A) , mediante las caras sufrideras superiores (58, 59) . Siguiendo en la Fig. 9, los miembros formadores esquinados (64b) del dispositivo doblador de macho ejercen adicionalmente presión contra las caras sufrideras superiores (58, 59) en su posición de tope, presionando así superior e inferiormente las porciones de solapamiento (A) , mediante los miembros formadores esquinados (64b) y las caras sufrideras superiores (58, 59) , respectivamente. Durante la etapa presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) , que se describirá más adelante, el método comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) del macho (15) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . Tras las etapas de mover los topes conformadores (56) desde sus posiciones retraídas hasta sus posiciones tope e inmovilizar las caras sufrideras superiores (58, 59) , el método comprende además la etapa de mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para permitir la evacuación de las cajas (B) de la cavidad (52) , atravesando una embocadura de salida (55) sin interferir con los topes conformadores (56) . Primeramente, la plancha (P) es transportada guiadamente mediante dos guías de plancha desde un almacén de planchas apiladas (no mostrado) hacia la embocadura de entrada (54) del molde (50) . Durante el transporte se aplican los citados puntos o cordones de cola (CC) mediante unos inyectores de cola (no mostrados) alineados según la dirección transversal (Y) perpendiculares la dirección de transporte alineada según la dirección longitudinal (X) y suspendidos sobre el transportador. Una vez la porción de fondo (F) de la plancha está posicionada sobre la embocadura de entrada (54) a la cavidad (52) enfrentada a un macho (15) según la dirección lineal (Z) ertical como muestran las Figs. 7 y 10, se continua con presión de la porción de fondo (F) de la plancha (P) mediante el macho (15) insertándola al interior de dicha cavidad (52) , como se ilustra en las Figs. 9 y 11. El macho (15) , que tiene esencialmente forma de pirámide truncada invertida, ha sido desplazado guiadamente según la dirección lineal (Z) , hacia una posición de una posición de introducción de las Figs. 9 y 11 en donde el macho (15) está dentro de la cavidad (52) . Durante este desplazamiento del macho (15) o con el mismo en la posición de introducción, dos paredes laterales (PL) mutuamente enfrentadas son dobladas mediante dos topes conformadores (56) mutuamente enfrentados, así estas dos paredes laterales (PL) quedan posicionadas en la posición final de estas en la caja (B) formada. Seguidamente, con estos dos topes conformadores (56) en la posición de tope, otros dos topes conformadores (56) mutuamente enfrentados dotados de siete caras sufrideras (C1, C2, C3, C4, C3, C2, C1) , seis aristas modeladoras (A50) , una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) cada uno, se mueven desde la posición retraída de las Figs. 1, 6 y 8 hasta la posición de tope de las Figs. 9 y 11. Durante este movimiento, estos dos topes conformadores (58) de siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales (LL) de la caja (B) que separan las paredes laterales (PL) de solapas laterales (SL) derivadas de la misma, mediante cuatro aristas moldeadoras (A50) integradas en los topes conformadores (56) , en cooperación con cuatro aristas de macho (A60) situadas una en cada zona de esquina del macho (15) . Como muestra la Fig. 9, estos dos topes conformadores (56) , ejecutan la etapa de presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) contra los cuatro lados laterales planos (62) del macho (15) , incluyendo esta parte exterior las zonas de esquina de la caja (B) , mediante las catorce caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) de los topes conformadores (56) del molde (50) movibles dispuestas lateralmente alrededor de la cavidad (52) . En esta etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) mediante el movimiento de las citadas caras sufrideras laterales contra los lados laterales planos (62) del macho (15) , tal como muestra la Fig. 9, o alternativamente en las Figs. 14 y 16. Además, como se ilustra en las Figs. 9 y 11 la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas, mediante cuatro caras sufrideras laterales (C2, C3) en la posición de tope contra unas zonas de squina del macho (15) achaflanadas, que incluyen dos chaflanes (62a) , y que conectan cada uno de los lados laterales planos (62) del macho (15) . También, como se desprende de las Figs. 5 a 9, una arista dobladora horizontal (AH) integrada en cada tope conformador (56) adyacente a la cara sufridera superior (58, 59) dobla en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal (AH) adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Siguiendo en las Figs. 5 a 9, en el método, ocho aristas dobladoras horizontales inclinadas (AI) respecto a las aristas dobladores horizontales (AH) integradas en los cuatro topes conformadores (56) doblan en torno a la línea de doblez de reborde (LR) cada porción de solapamiento (A) achaflanada del reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador esquinado (64b) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal inclinada (AI) adyacente a la línea de doblez de reborde (LR) en las porciones de solapamiento (A) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Llegados a este punto, el método, durante el movimiento de estos dos topes conformadores (56) alineados según la dirección transversal (Y) y dotados siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) cada uno, desde la posición retraída hasta la posición de tope, ejecuta las etapas de: • doblado y posicionamiento de dos paredes laterales (PL) alternas respecto al fondo (PF) hasta una posición final en la caja (B) , • presión de las dos paredes laterales (PL) alternas contra respectivos lados laterales (62) del macho (15) , • doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, • conformación de las zonas de esquina de la caja (B) , • doblado de unos chaflanes de esquina de la caja (B) y presión de los mismos contra los chaflanes (62a) del macho (15) , • doblado de los rebordes (R) asociados a las dos paredes laterales (PL) alternas, • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento los rebordes, y • pegado de las porciones de solapamiento (A) de los rebordes (R) . Antes del movimiento de los topes conformadores (56) alineados según la dirección transversal (Y) de las Figs. 1 y 6 a 11 desde la posición retraída hasta la posición de tope de la, se doblan hacia el exterior los rebordes (R) de otras dos paredes laterales (PL) alternas, mediante los otros dos topes conformadores (56) mutuamente alineados según la dirección longitudinal (X) , en cooperación con dos miembros formadores (64a) mutuamente enfrentados. Tras el movimiento de los topes conformadores (56) alineados trasversalmente desde la posición retraída hasta la posición de tope de la etapa, y con los topes conformadores (56) en la posición de tope, el método comprende además la etapa de presionar, mediante dos prensas (46) del molde (50) mutuamente enfrentadas, la parte exterior de la caja (B) , hacia el interior de la cavidad (52) , contra dos lados laterales planos (62) opuestos del macho (15) . En este punto la caja esta esencialmente formada, a falta de los tiempos de propios del secado de una cola caliente aplicada. Seguidamente, los topes conformadores (56) y las prensas (46) vuelven a sus respectivas posiciones retraídas, para permitir la evacuación de las cajas (B) , atravesando una embocadura de salida (55) . También, tras la formación de la caja (B) , el macho (15) se desplaza desde la posición de introducción de las Figs. 9 y 11 en el interior de la cavidad (52) , hasta la posición de extracción de las Figs. 8 y 10 fuera de la cavidad (52) , listo para un siguiente ciclo de formación de cajas (B) . El alcance de la presente invención está definido por las siguientes reivindicaciones.
Publicaciones:
ES2903292 (31/03/2022) - A2 Solicitud de patente sin informe sobre el estado de la técnica
ES2903292 (22/04/2022) - A8 Corrección de la primera página de la solicitud de patente
ES2903292 (01/08/2022) - R1 Informe sobre el estado de la técnica
ES2903292 (15/02/2023) - B2 Patente de invención con examen
Eventos:
En fecha 13/12/2021 se realizó Registro Instancia de Solicitud
En fecha 14/12/2021 se realizó Admisión a Trámite
En fecha 14/12/2021 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 17/12/2021 se realizó Concesión solicitud de reducción de tasas
En fecha 20/12/2021 se realizó Superado examen de oficio
En fecha 23/12/2021 se realizó Publicación concesión reducción de tasas
En fecha 31/03/2022 se realizó Publicación Solicitud
En fecha 31/03/2022 se realizó Publicación Folleto Solicitud (A2)
En fecha 09/04/2022 se realizó 3406X_Solicitud Correcciones
En fecha 13/04/2022 se realizó 1551X_Notificación Correcciones Admitidas
En fecha 22/04/2022 se realizó Publicación de la Corrección de la primera pagina de la solicitud de patente (BOPI)
En fecha 22/04/2022 se realizó Publicación Folleto Corrección de la Primera Página de la Solicitud de Patente (A8)
En fecha 27/06/2022 se realizó Exento de Petición y Pago del IET (IET previo)
En fecha 27/06/2022 se realizó Elaboración de Opinión Escrita complementaria
En fecha 27/06/2022 se realizó 6107P_Notificación mención a IET/IBI previo
En fecha 27/06/2022 se realizó 6109P2_Notificación opinión escrita
En fecha 01/08/2022 se realizó Publicación IET
En fecha 01/08/2022 se realizó Publicación Folleto IET (R1)
En fecha 22/09/2022 se realizó 3411X_Alta Mandatarios
En fecha 22/09/2022 se realizó Alta mandatario
En fecha 26/09/2022 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 26/09/2022 se realizó PETEX_Petición de examen sustantivo
En fecha 04/10/2022 se realizó Inscripcion otro Derecho L202230027
En fecha 16/11/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 31/01/2023 se realizó Designación de Comisión de Expertos
En fecha 01/02/2023 se realizó Finalización de Examen Sustantivo
En fecha 01/02/2023 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 07/02/2023 se realizó Publicación finalización de examen sustantivo
En fecha 08/02/2023 se realizó Concesión con examen sustantivo
En fecha 08/02/2023 se realizó Entrega título
En fecha 08/02/2023 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 15/02/2023 se realizó Publicación concesión Patente
En fecha 15/02/2023 se realizó Publicación Folleto Concesión
En fecha 16/08/2023 se realizó Plazo expirado presentación de oposiciones contra la concesión de la Patente
En fecha 21/02/2024 se realizó 5410X_Registro Solicitud Restablecimiento Derechos
Pagos:
13/12/2021 - Pago Tasas IET
26/12/2023 - Bono en Pago 04 Anualidad (B1)
26/12/2023 - Bono en Pago 03 Anualidad (B1)
+ ES-2903292_A21.- Molde (50) de máquina (100) para la formación de cajas (B) de cartón y/o plástico, teniendo dichas cajas (B) unos rebordes (R) situados en la parte superior de unas paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) en voladizo para facilitar un posterior cierre del envase mediante un film que obtura una parte superiormente abierta de la caja (B) , con apoyo periférico del citado film en dichos rebordes (R) , comprendiendo el molde (50) una cavidad (52) , la cual es susceptible de ser alineada con un macho (15, 80) según una dirección lineal (Z) , estando la cavidad (52) delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad (52) , una embocadura de entrada (54) de plancha (P) a la cavidad (52) , y una embocadura de salida (55) de la caja (B) formada de la cavidad (52) , alineadas según la dirección lineal (Z) , y estando la embocadura de salida (55) dimensionada para evacuar las cajas (B) formadas de la cavidad (52) atravesando la embocadura de salida (55) ; caracterizado porque dichos elementos conformadores de la caja (B) del molde (50) dispuestos alrededor de la cavidad (52) comprenden una pluralidad de topes conformadores (56) , mutuamente enfrentados, siendo cada uno de dichos topes conformadores (56) movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad (52) , permitiendo el conjunto de topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja formada de la cavidad (52) atravesando la embocadura de salida (55) ; y cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores de la caja (B) con la parte superior de una pared lateral (PL) de la caja (B) , y cada una de las caras sufrideras superiores (58, 59) está configurada para, en su posición de tope, recibir la presión de los rebordes (R) previamente doblados. 2- Molde (50) según la reivindicación 1, en donde la dirección lineal (Z) corresponde con la vertical, siendo la vertical perpendicular a la embocadura de la cavidad (52) , y en donde los topes conformadores (56) movibles entre las posiciones de tope y retraída permiten evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . 3.- Molde (50) según la reivindicación 1 o 2, en donde el molde (50) comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas adyacentes a la cavidad (52) y respectivas posiciones de tope hacia el interior de la cavidad (52) , dispuestas alrededor de la cavidad (52) , cada una de ellas con una inclinación respecto a la dirección lineal (Z) , y estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope configuradas para presionar la parte exterior de la caja (B) que incluye unas superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 4.- Molde (50) según la reivindicación 3, en donde el molde (50) comprende dos topes conformadores (56) , cada uno de los dos topes conformadores (56) comprendiendo tres de las citadas caras sufrideras laterales. 5.- Molde (50) según la reivindicación 4, estando una de las tres caras sufrideras laterales de cada tope conformador (56) configurada para presionar una pared lateral (PL) de la caja (B) , y las otras dos caras sufrideras laterales de cada tope conformador (56) configuradas para presionar respectivas zonas de esquina de la caja (B) . 6.- Molde (50) según la reivindicación 5, en donde cada uno de los dos topes conformadores (56) está dotado además de al menos dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. 7.- Molde (50) según una cualquiera de las reivindicaciones 3 a 6, en donde las al menos cuatro caras sufrideras laterales están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en la pluralidad de topes conformadores (56) . 8.- Molde (50) según una cualquiera de las reivindicaciones 3 a 7, en donde las al menos cuatro caras sufrideras laterales del molde (50) incluyen unas respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos (62) del macho (15, 80) . 9.- Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde cada tope conformador (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior. 10.- Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde las caras sufrideras superiores (58, 59) de los topes conformadores (56) son planas. 11.- Método para la formación de cajas (B) de cartón y/o plástico, con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) , mediante un molde (50) de una máquina (100) formadora, comprendiendo el molde (50) una cavidad (52) delimitada al menos parcialmente por unos elementos onformadores de la caja dispuestos rodeando la cavidad (52) , comprendiendo el método las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) , para insertar la porción de fondo (F) al interior de la cavidad (52) ; doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar; y evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según una dirección lineal (Z) con la embocadura de entrada (54) ; caracterizado porque comprende además las etapas de: mover unos topes conformadores (56) que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos alrededor de la cavidad (52) , desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las respectivas posiciones de tope; recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior; y mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para evacuar las cajas (B) , atravesando la embocadura de salida (55) . 12.- Método según la reivindicación 11, que comprende adicionalmente la etapa de presionar la parte exterior de la caja (B) que incluye superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 13.- Método según la reivindicación 12, en donde en la etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) . 14.- Método según la reivindicación 12 o 13, en donde los topes conformadores (56) ejecutan la etapa de presionar la parte exterior de la caja (B) mediante al menos cuatro aras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en los topes conformadores (56) . 15- Método según una cualquiera de las reivindicaciones 12 a 14, en donde la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas. 16.- Método según una cualquiera de las reivindicaciones 12 a 15, en donde, durante la etapa de presionar la parte exterior de la caja (B) , comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) de un macho (15, 80) desplazable linealmente a través de la cavidad (52) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . 17.- Método según una cualquiera de las reivindicaciones 12 a 16, que comprende la etapa de doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior con una arista dobladora horizontal (AH) integrada en cada tope conformador (56) . 18.- Método según una cualquiera de las reivindicaciones 12 a 17, en donde, durante el movimiento de los topes conformadores (56) desde la posición retraída hasta la posición de tope, se producen las etapas de: posicionamiento de dos paredes laterales (PL) alternas, en oposición, respecto al fondo (F) hasta una posición final de formación en la caja (B) , presión de las dos paredes laterales (PL) alternas, doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, conformación de unas zonas de esquina de la caja (B) , y doblado de los rebordes (R) asociados a las paredes laterales (PL) alternas; recibir en las caras sufrideras superiores (58, 59) la presión de las porciones de solapamiento (A) de los rebordes (R) . 19.- Método según una cualquiera de las reivindicaciones 12 a 18, en donde la etapa de recibir en las caras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior se realiza con el fondo (F) de la caja (B) inmóvil, parado.
+ ES-2903292_B21. Molde (50) de máquina (100) para la formación de cajas (B) de cartón y/o plástico, teniendo dichas cajas (B) unos rebordes (R) situados en la parte superior de unas paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) en voladizo para facilitar un posterior cierre del envase mediante un film que obtura una parte superiormente abierta de la caja (B) , con apoyo periférico del citado film en dichos rebordes (R) , comprendiendo el molde (50) una cavidad (52) , la cual es susceptible de ser alineada con un macho (15, 80) según una dirección lineal (Z) , estando la cavidad (52) delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad (52) , una embocadura de entrada (54) de plancha (P) a la cavidad (52) , y una embocadura de salida (55) de la caja (B) formada de la cavidad (52) , alineadas según la dirección lineal (Z) , y estando la embocadura de salida (55) dimensionada para evacuar las cajas (B) formadas de la cavidad (52) atravesando la embocadura de salida (55) ; caracterizado porque dichos elementos conformadores de la caja (B) del molde (50) dispuestos alrededor de la cavidad (52) comprenden una pluralidad de topes conformadores (56) , mutuamente enfrentados, siendo cada uno de dichos topes conformadores (56) movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad (52) , permitiendo el conjunto de topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja formada de la cavidad (52) atravesando la embocadura de salida (55) ; y cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores de la caja (B) con la parte superior de una pared lateral (PL) de la caja (B) , y cada una de las caras sufrideras superiores (58, 59) está configurada para, en su posición de tope, recibir la presión de los rebordes (R) previamente doblados. 2. Molde (50) según la reivindicación 1, en donde la dirección lineal (Z) corresponde con la vertical, siendo la vertical perpendicular a la embocadura de la cavidad (52) , y en donde los topes conformadores (56) movibles entre las posiciones de tope y retraída permiten evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . 3. Molde (50) según la reivindicación 1 o 2, en donde el molde (50) comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas adyacentes a la cavidad (52) y respectivas posiciones de tope hacia el interior de la cavidad (52) , dispuestas alrededor de la cavidad (52) , cada una de ellas con una inclinación respecto a la dirección lineal (Z) , y estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope configuradas para presionar la parte exterior de la caja (B) que incluye unas superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 4. Molde (50) según la reivindicación 3, en donde el molde (50) comprende dos topes conformadores (56) , cada uno de los dos topes conformadores (56) comprendiendo tres de las citadas caras sufrideras laterales. 5. Molde (50) según la reivindicación 4, estando una de las tres caras sufrideras laterales de cada tope conformador (56) configurada para presionar una pared lateral (PL) de la caja (B) , y las otras dos caras sufrideras laterales de cada tope conformador (56) configuradas para presionar respectivas zonas de esquina de la caja (B) . 6. Molde (50) según la reivindicación 5, en donde cada uno de los dos topes conformadores (56) está dotado además de al menos dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. 7. Molde (50) según una cualquiera de las reivindicaciones 3 a 6, en donde las al menos cuatro caras sufrideras laterales están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en la pluralidad de topes conformadores (56) . 8. Molde (50) según una cualquiera de las reivindicaciones 3 a 7, en donde las al menos cuatro caras sufrideras laterales del molde (50) incluyen unas respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos (62) del macho (15, 80) . 9. Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde cada tope conformador (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior. 10. Molde (50) según una cualquiera de las reivindicaciones anteriores, en donde las caras sufrideras superiores (58, 59) de los topes conformadores (56) son planas. 11. Método para la formación de cajas (B) de cartón y/o plástico, con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las cajas (B) doblados hacia el exterior de las cajas (B) , mediante un molde (50) de una máquina (100) formadora, comprendiendo el molde (50) una cavidad (52) delimitada al menos parcialmente por unos elementos onformadores de la caja dispuestos rodeando la cavidad (52) , comprendiendo el método las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) , para insertar la porción de fondo (F) al interior de la cavidad (52) ; aplicar puntos o cordones de cola (CC) para unir unas paredes laterales (PL) de la caja (B) con otras; aplicar puntos o cordones de cola (CC) sobre unas porciones de solapamiento (A) de los rebordes (R) exteriores para unir unos con los otros; doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar; y evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según una dirección lineal (Z) con la embocadura de entrada (54) ; caracterizado porque comprende además las etapas de: mover unos topes conformadores (56) que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos alrededor de la cavidad (52) , desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las respectivas posiciones de tope; recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior; y mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para evacuar las cajas (B) , atravesando la embocadura de salida (55) . 12. Método según la reivindicación 11, que comprende adicionalmente la etapa de presionar la parte exterior de la caja (B) que incluye superficies de las paredes laterales (PL) de la caja (B) , hacia el interior de la cavidad (52) . 13. Método según la reivindicación 12, en donde en la etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) . 14. Método según la reivindicación 12 o 13, en donde los topes conformadores (56) ejecutan la etapa de presionar la parte exterior de la caja (B) mediante al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en los topes conformadores (56) . 15. Método según una cualquiera de las reivindicaciones 12 a 14, en donde la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas. 16. Método según una cualquiera de las reivindicaciones 12 a 15, en donde, durante la etapa de presionar la parte exterior de la caja (B) , comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) de un macho (15, 80) desplazable linealmente a través de la cavidad (52) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . 17. Método según una cualquiera de las reivindicaciones 12 a 16, que comprende la etapa de doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior con una arista dobladora horizontal (AH) integrada en cada tope conformador (56) . 18. Método según una cualquiera de las reivindicaciones 12 a 17, en donde, durante el movimiento de los topes conformadores (56) desde la posición retraída hasta la posición de tope, se producen las etapas de: posicionamiento de dos paredes laterales (PL) alternas, en oposición, respecto al fondo (F) hasta una posición final de formación en la caja (B) , presión de las dos paredes laterales (PL) alternas, doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, conformación de unas zonas de esquina de la caja (B) , y doblado de los rebordes (R) asociados a las paredes laterales (PL) alternas; recibir en las caras sufrideras superiores (58, 59) la presión de las porciones de solapamiento (A) de los rebordes (R) . 19. Método según una cualquiera de las reivindicaciones 12 a 18, en donde la etapa de recibir en las caras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior se realiza con el fondo (F) de la caja (B) inmóvil, parado.
Los productos y servicios protegidos por este registro son:
B31B 50/46 - B31B 50/02 - B65D 5/20
Descripciones:
+ ES-2903292_A2 MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO SECTOR DE LA TÉCNICA La presente invención concierne en un primer aspecto a un molde de una máquina para la formación de cajas de cartón y/o plástico. Las referidas cajas vistas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente dichas paredes laterales tienen unas respectivas inclinaciones convergentes hacia el fondo para permitir el anidado de unas cajas con otras. Las citadas cajas están dotadas además de unos rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y las citadas cajas son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante un film que obtura la parte superiormente abierta, con apoyo periférico en los citados rebordes. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo optativamente incluir cada una de estas zonas una o varias caras achaflanadas, con lo que de esta forma la caja puede tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. La invención propone además en un segundo aspecto un método para la formación de cajas de cartón y/o plástico, con rebordes situados en la parte superior de las paredes laterales de la caja, doblados y extendiéndose en voladizo hacia el exterior de la caja (ver Figs. 2 a 4 y 26 a 28) . ANTECEDENTES DE LA INVENCIÓN Y PROBLEMA TÉCNICO A RESOLVER Los documentos GB1490301A y CA1121199A divulgan respectivos métodos y máquinas para la formación de bandejas a partir de láminas de papel o cartón recubiertas de una lámina plástica, que comprenden un fondo rectangular, cuatro paredes enfrentadas dos a dos con una inclinación convergente hacia su fondo, cada una conectada con un lado del fondo, y unas solapas de refuerzo asociadas con cada esquina del fondo. Cada pared está adherida con adhesivo a sus dos paredes contiguas mediante dichas solapas de refuerzo. Cada pared lateral tiene unos rebordes exteriores plegados hacia el exterior de la caja, los cuales están unidos unos con los otros formando un reborde rectangular periférico continuo. El documento US2925758A muestra una máquina formadora de contenedores a partir de láminas metálicas o combinaciones similares, en donde el material, una vez doblado, mantiene su posición doblada. Tal máquina no es adecuada para la producción de cajas y bandejas de cartón o plástico, ya que los materiales metálicos tienen memoria ante el doblado, y, por tanto, un material de cartón y/o plástico necesita mantenerse en la posición doblada un tiempo hasta que el adhesivo une partes de la caja con otras. Para la formación de dichas bandejas con rebordes exteriores, el documento GB1490301A propone un elemento macho y un elemento hembra o molde, enfrentados, entre los que se sitúa una plancha inicialmente. El macho inserta la plancha en el molde a través de una embocadura superior para doblar unas partes de la plancha con otras. Una vez formada la caja, es extraída de nuevo por la embocadura superior mediante un plato elevador que mueve el fondo de la caja desde una posición introducida en el molde hasta una posición elevada sobre el molde. El molde está configurado para introducir y extraer solamente cajas a través de su embocadura superior ya que es un molde de fondo ciego montado sobre una bancada de un chasis. Para finalizar la extracción de la caja, un dispositivo F transporta las cajas individualmente desde la posición elevada hasta una posición lateral sobre otro transportador G. Estas operaciones de doblado y extracción son complejas y lentas. Un inconveniente de los documentos GB1490301A y US2925758A es que el número de cajas formadas en un período de tiempo es muy bajo, lo que aumenta el coste unitario de formación de dichas cajas. Primero en ambos casos, tras el doblado de la caja, se debe esperar un tiempo con la caja introducida en el molde para que seque el adhesivo de las paredes y los rebordes, y otro tiempo añadido para que se efectúe la compleja operación de extracción de la bandeja formada del molde. Esto produce que la plancha tenga un punto de parada en el ciclo de producción, deteniendo las planchas alimentadas hacia dicho molde y macho. Otro inconveniente del documento GB1490301A es el número excesivo de dispositivos transportadores, B, D y F, que añaden un sobrecoste, complejidad, y un excesivo espacio ocupado en planta, que aumenta el coste unitario de formación de dichas cajas. Para aumentar la velocidad de formación de estas bandejas, el documento CA1121199A propone posicionar sobre el molde y debajo del macho una plancha con adhesivo aplicado sobre las solapas de refuerzo. El macho en su introducción en la cavidad del molde a través de la embocadura de entrada forma el fondo, las paredes laterales y adhiere las paredes contra las solapas de refuerzo. Tras esto y durante esta introducción, se forman los rebordes exteriores de forma secuencial por parejas, mediante unos dobladores superiores montados en el macho y unos orificios a presión negativa practicados en el macho que retienen las aredes laterales durante la formación de las paredes laterales y durante el plegado de los rebordes exteriores hacia el exterior de la caja. Este plegado se realiza más allá de la horizontal, paralela al fondo de la caja, para compensar la memoria del cartón. Cuando el macho llega a la posición de máxima introducción la bandeja es anidada con las bandejas previamente formadas formado una pila a través de una embocadura de salida de molde alineada verticalmente con el macho y la embocadura de entrada. Este es considerado como el antecedente más próximo. Un inconveniente del documento CA1121199A es que la velocidad de la máquina formadora está restringida a la rapidez con la que el macho oscila entre dichas posiciones de extracción e introducción máximas de su Fig. 3, y precisamente el macho debe realizar un largo recorrido vertical entre las posiciones de máxima extracción y de máxima introducción mostradas en su Fig. 3 para poder realizar todas las operaciones de doblado de la caja a partir de su plancha plana según la vertical. Además, la pila de cajas anidadas es también vertical y está situada justo debajo del molde. Primero, este largo recorrido vertical del documento CA1121199A limita la velocidad de formación de las cajas, ya que, con el macho introducido en la larga cavidad vertical del molde, no se puede posicionar otra plancha entre el macho y el molde para realizar el siguiente ciclo de doblado y expulsión. Segundo, los orificios a presión negativa aguantan las paredes laterales durante el doblado de los rebordes exteriores, lo cual es una operación crítica y con baja fiabilidad, más aun considerando los varios millones de ciclos a los que estas máquinas están sometidos. Así, esto provoca constantes paradas productivas de la máquina, que reduce su velocidad de producción. Tercero, el largo recorrido vertical del macho provoca que la medida en altura de la máquina sea excesiva incluso para la formación de cajas de poca altura, aunque las medidas de ancho y largo de la máquina puedan ser relativamente reducidas, lo cual lleva a problemas en el transporte e instalación de dicha máquina. Además, la máquina del documento CA1121199A comprende un número excesivo de elementos, y además estos son de medidas considerables, tales como dos soportes verticales con seguidores de leva conectados a respectivas barras de accionamiento, cuatro piñones y cuatro cremalleras, cavidad de moldeo excesivamente alargada, entre muchos otros, que añaden un sobrecoste, complejidad, y contribuyen a dicha excesiva medida en altura de la máquina, aumentando el coste unitario de formación de dichas cajas. Sería deseable obtener un método y una máquina con una mayor velocidad de formación para la formación de cajas con rebordes situados en la parte superior de las paredes laterales de las mismas y doblados hacia el exterior de dichas cajas, manteniendo o reduciendo a la vez las medidas de dicha máquina y los costes asociados necesarios para la formación de estas cajas. Esta velocidad es un factor esencial en estas máquinas, y puede alcanzar valores de varios miles o incluso decenas de miles de cajas formadas por hora. EXPLICACIÓN DE LA INVENCIÓN Según un primer aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un molde que forma parte de una máquina para la formación de cajas. Las cajas previstas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente, con respectivas inclinaciones convergentes hacia el mismo para permitir el anidado de unas cajas con otras. Las cajas están dotadas de rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante el un film que obtura la parte superiormente abierta. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo incluir optativamente cada una de estas zonas una o varias caras achaflanadas, pudiendo de esta forma la caja tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. Estas cajas están hechas habitualmente por doblado, y preferentemente encolado, a partir de un material laminar. Por material laminar se entenderá una lámina de cartón ondulado, lámina de cartón, lámina de cartón compacto, lámina de plástico corrugado, lámina de plástico, una combinación de estas, y similares, que tienen preferentemente practicadas unas líneas debilitadas de doblez para facilitar su formación en caja por doblado de partes de la plancha en torno a dichas líneas debilitadas, pero teniendo a la vez la lámina cierta rigidez. Preferentemente, las cajas están hechas de un material laminar de cartón ondulado, cartón compacto, o una combinación de estas. El molde comprende una cavidad susceptible de ser alineada con un macho según una dirección lineal Z, estando la cavidad delimitada al menos parcialmente por uno elementos conformadores de la caja dispuestos rodeando la cavidad, una embocadura de entrada de lancha a la cavidad, y una embocadura de salida de la caja formada de la cavidad, alineadas según la dirección lineal, y estando la embocadura de salida dimensionada para evacuar las cajas formadas de la cavidad atravesando la embocadura de salida. A lo largo de la descripción, el término "dirección lineal" corresponde preferiblemente con la dirección vertical, aunque la presente invención también incluye expresamente el caso en donde la dirección lineal corresponde con la dirección horizontal. Dichos elementos conformadores de la caja del molde dispuestos alrededor de la cavidad, preferiblemente lateralmente, comprenden una pluralidad de topes conformadores, mutuamente enfrentados. Cada uno de los topes conformadores es movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad, permitiendo estos topes conformadores movibles evacuar cada caja formada de la cavidad atravesando la embocadura de salida. Cada uno de los topes conformadores incluye una cara sufridera superior, configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde que conecta uno de los rebordes exteriores con la parte superior de una pared lateral de la caja. Adicionalmente, cada una de las caras sufrideras superiores está configurada para recibir la presión de los rebordes previamente doblados. Entre otras opciones detalladas más adelante, esta invención cubre expresamente las siguientes posibilidades: un molde con dos topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con dos caras sufrideras superiores cada uno, un molde con cuatro topes con dos caras sufrideras superiores una uno, un molde con ocho topes conformadores con una pared sufridera cada uno, en donde preferiblemente en cualquiera de estas opciones cada tope es movible mediante un respectivo actuador de tope. La referida inmovilización confiere rigidez a las caras sufrideras superiores mientras están posicionadas en las posiciones de tope. La inmovilización puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Preferentemente, cada una cada una de las caras sufrideras superiores está configurada para recibir la presión de unas porciones de solapamiento de los rebordes. Optativamente, las porciones de solapamiento están situadas en las zonas de esquina de la caja y previamente dobladas hacia el exterior de la misma. Opcionalmente, estos rebordes están configurados para pegar contra otros por presión en estas porciones de solapamiento, mediante unos puntos o cordones de cola. Ventajosamente, mediante la presente invención, los topes conformadores movibles están configurados para, durante su movimiento desde la posición tope hasta la posición retraída, permitir la evacuación de cada caja formada de la cavidad atravesando la embocadura de salida y no por la embocadura de entrada de plancha, provocando un aumento del número de cajas producidas por intervalo de tiempo. También, en la presente invención, la operación de presionado de los rebordes exteriores se realiza con mayor fiabilidad, lo cual evita paradas productivas y mantiene una deseable alta velocidad de formación, respecto al estado del arte que emplea operaciones más críticas y propensas a fallo/parada productiva. Opcionalmente y ventajosamente, los topes conformadores movibles entre las posiciones de tope y retraída permiten evacuar cada caja formada de la cavidad atravesando la embocadura de salida sin interferir con los topes conformadores. Preferentemente, el molde comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas, adyacentes a la cavidad, y respectivas posiciones de tope, hacia el interior de la cavidad, mutuamente enfrentadas por parejas, y dispuestas, optativamente lateralmente, alrededor de la cavidad. Cada una de las al menos cuatro caras sufrideras laterales está dotada con una inclinación respecto a la dirección lineal Z. Estas inclinaciones respecto a la dirección lineal Z, permiten forman cajas con paredes laterales inclinadas con respectivas inclinaciones mayores de 90 grados respecto al fondo para que se puedan anidar (insertar) unas cajas formadas dentro de otras. A modo ilustrativo, citado ángulo puede estar comprendido entre 92 y 105 grados, formando así una inclinación de entre 2 a 15 grados respecto a la dirección lineal Z. Las al menos cuatro caras sufrideras laterales, en sus posiciones de tope, están configuradas para presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja y optativamente incluye esta parte exterior las zonas de esquina e la misma, hacia el interior de la cavidad. Así, ventajosamente, en esta opción preferente, las caras sufrideras laterales y superiores efectúan ventajosamente un alto número de operaciones de formación para transformar la plancha plana en caja, en un mínimo intervalo de tiempo, el cual puede estar asociado al simultáneo movimiento de estas caras sufrideras hacia el interior de la cavidad, reduciendo el tiempo necesario para la formación de la caja, todo ello conllevando un aumento productivo de cajas. También ventajosamente, las citadas al menos cuatro caras sufrideras laterales están configuradas, dimensionas y posicionadas, para presionar la parte exterior de la caja hacia el interior de la cavidad, confiriendo estabilidad y centrado al fondo, paredes laterales y zonas de esquina de la caja, durante la posterior unión de los rebordes exteriores por presión por contacto y pegado. Esto es especialmente ventajoso para vencer los inconvenientes asociados con el posicionamiento preciso de los rebordes en las zonas de solapamiento, las cuales son de dimensiones exigentemente reducidas. A partir de este punto, el molde de la máquina formadora de cajas es capaz de formar cajas de distintas formas: cuatro, ocho o doce caras laterales rodeando el fondo de la misma, con un alto número de cajas formadas por intervalo de tiempo, ya que el creciente número de caras laterales no afecta apreciablemente la alta velocidad de formación alcanzada mediante la presente invención. Preferentemente, las al menos cuatro caras sufrideras laterales están integradas en los topes conformadores, y cada uno de los topes conformadores comprende de una a siete caras sufrideras laterales. Este número de caras sufrideras laterales depende de: • el número de caras laterales de la caja a formar, • si la caja a formar incluye o no incluye zonas de esquina con uno o dos chaflanes, y • del doblado opcional de las solapas laterales anexas a algunas de las paredes laterales mediante unas aristas moldeadoras integradas en los topes conformadores. Estas aristas moldeadoras opcionales permiten aumentar la velocidad de formación vía un eficiente doblado de las solapas que también se produce durante el movimiento de los topes desde la posición retraída hasta la posición de tope. Preferentemente, y ventajosamente, los topes conformadores movibles con las caras sufrideras laterales integradas en los mismos, están configurados para, durante su movimiento desde la posición retraída hasta la posición de tope, efectuar las siguientes operaciones: • posicionamiento de dos paredes laterales alternas respecto a las líneas de doblez del fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final en la caja de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de las zonas de esquina de la caja, preferentemente incluyendo el doblado de unas caras achaflanadas de las zonas de esquina de la caja y presión de las mismas contra respectivos chaflanes del macho, y • recibir la presión de las porciones de solapamiento de los rebordes previamente doblados. Preferiblemente, este alto número de operaciones de formación pueden producirse mediante respectivos movimientos simultáneos de los topes conformadores, contribuyendo nuevamente a reducir considerablemente el tiempo necesario para la formación de la caja, aumentando así el número de cajas producidas en un determinado intervalo de tiempo. Según una realización, el molde comprende dos topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Preferentemente, una de las tres caras sufrideras laterales de cada tope conformador está configurada para presionar una pared lateral, y las otras dos caras sufrideras laterales de cada tope conformador están configuradas para presionar respectivas zonas de esquina de la caja, optativamente incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. Complementariamente, cada uno de los dos topes conformadores está dotado de al menos dos aristas moldeadoras. Opcionalmente, cada arista moldeadora delimita dos caras sufrideras laterales contiguas, y está configurada para doblar una línea de doblez lateral de la caja que separa una pared lateral de una solapa lateral. Según una realización alternativa del molde, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo dos de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Estas caras sufrideras laterales están configuradas para presionar respectivas zonas de esquina de la caja, incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. En otra realización, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales, configuradas para presionar en la posición de tope una respectiva pared lateral de la caja. Esta realización es útil para la formación de cajas con cuatro, ocho o doce caras laterales. Preferiblemente, los topes conformadores tienen integradas al menos cuatro aristas moldeadoras, con respectivas inclinaciones verticales. En una realización suplementaria al párrafo anterior, unas al menos cuatro caras sufrideras laterales de los topes conformadores incluyen al menos cuatro caras sufrideras laterales con forma complementaria a las zonas de esquina de las cajas achaflanadas. En una realización, los dos topes conformadores comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales. Cada una de las cinco caras sufrideras laterales están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con uno o dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con ocho o doce caras laterales. En otra realización, los dos topes conformadores comprenden, cada uno de ellos, siete de las citadas caras sufrideras laterales. Cada una de las siete caras sufrideras están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con doce caras laterales. Según otra opción preferible, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales. Esta opción es útil para la formación de cajas con ocho o doce caras laterales. Según otra opción, cada uno de los topes conformadores comprende cuatro caras sufrideras laterales configuradas para conformar respectivas zonas de esquina achaflanadas de la caja que comprenden dos caras achaflanadas cada una. Preferentemente, las caras sufrideras laterales y/o las citadas aristas moldeadoras están integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Preferiblemente, las al menos cuatro caras sufrideras laterales del molde incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos del macho. Esto ayuda a posicionar y mantener las paredes laterales de la caja en su posición doblada predefinida, y or tanto a posicionar correctamente las líneas de doblez de reborde en su posicionamiento predefinido para poder acometer el posterior doblado de los rebordes exteriores con fiabilidad y rapidez. Complementariamente al párrafo anterior, las citadas aristas moldeadoras incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las aristas de macho posicionadas en las zonas de esquina del macho. El efecto técnico del párrafo anterior se mantiene, y además se realiza un eficiente doblado de solapas laterales derivadas de las paredes laterales para unir unas con otras manteniendo una alta velocidad de formación. Complementariamente, en el molde, cada tope conformador de la pluralidad de topes conformadores tiene integrada además una arista dobladora horizontal adyacente a la cara sufridera superior, configurada para doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior. Optativamente, cada arista dobladora horizontal está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, las caras sufrideras superiores de los topes conformadores son planas. En una opción, las caras sufrideras superiores de los topes conformadores son preferentemente caras planas horizontales. Preferiblemente, la máquina comprende además un dispositivo de guiado asociado a dicho molde, dotado de dos guías de caja mutuamente enfrentadas. El dispositivo de guiado está configurado para guiar las cajas formadas atravesando la embocadura de salida. Las cajas opcionalmente atraviesan dicha embocadura de salida en una disposición anidada, unas con las otras, formando una pila de cajas. Tal como se ha indicado al principio, según un segundo aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un método para la formación de cajas con rebordes situados en la parte superior de las mismas doblados hacia el exterior de estas. El método es ejecutado mediante un molde que forma parte de una máquina formadora, comprendiendo el molde una cavidad susceptible de quedar enfrentada a un macho desplazable linealmente a través de la cavidad, y estando la cavidad delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad. Opcionalmente, este método del segundo aspecto puede ejecutarse mediante el molde del primer aspecto de la invención. El método comprende las etapas de: posicionar una porción de fondo de una plancha sobre una embocadura de entrada a la cavidad, para insertar la porción de fondo al interior de la cavidad; doblar unas paredes laterales anexas a la porción de fondo de la caja a formar; y evacuar cada caja formada de la cavidad atravesando una embocadura de salida del molde alineada según la dirección lineal Z con la embocadura de entrada. Tales cajas y planchas del método pueden corresponder con las descritas en el primer aspecto de la invención. Según este segundo aspecto, la presente invención propone además que el citado método comprende además las etapas de: mover unos topes conformadores que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos, preferentemente lateralmente, alrededor de la cavidad, desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad, en donde unas caras sufrideras superiores de los topes conformadores quedan situadas adyacentes a las líneas de doblez de reborde que conectan dichos rebordes exteriores con las paredes laterales de la caja; inmovilizar las caras sufrideras superiores de los topes conformadores en las respectivas posiciones de tope; recibir en las caras sufrideras superiores la presión de los rebordes doblados hacia el exterior; y mover los topes conformadores desde su posición de tope hasta de posición retraída para evacuarlas cajas atravesando la embocadura de salida. La inmovilización de la etapa de inmovilizar puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una preferente inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Las ventajas descritas para el primer aspecto de la invención aplican también para este método del segundo aspecto de la invención. Preferentemente, el método comprende adicionalmente la etapa de presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja, hacia el interior de la cavidad. Optativamente, esta parte exterior de la caja incluye unas zonas de esquina de la caja. Opcionalmente la etapa de presionar la parte exterior de la caja hacia el interior de la cavidad es ejecutada mediante al menos cuatro caras sufrideras laterales del molde movibles dispuestas, preferiblemente lateralmente, alrededor de la cavidad. Complementariamente, en la etapa de presionar la parte exterior de la caja se presiona esencialmente la totalidad de las superficies de las paredes laterales de la caja, optativamente mediante el movimiento de las citadas caras sufrideras laterales. Preferiblemente, en el método, los topes conformadores ejecutan la etapa de presionar la parte exterior de la caja mediante las al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Complementariamente, en el método, los topes conformadores ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales de la caja que separan las paredes laterales de solapas laterales derivadas de la misma, optativamente mediante cuatro aristas moldeadoras integradas en los topes conformadores. Suplementariamente, en el método, la etapa de presionar la parte exterior de la caja comprende presionar cuatro zonas de esquina de la caja achaflanadas, opcionalmente mediante las referidas cuatro caras sufrideras laterales en la posición de tope. Complementariamente, en el citado método, a etapa de presionar la parte exterior de la caja, comprende la etapa adicional mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a los lados laterales planos de un macho desplazable linealmente a través de la cavidad: una primera separación lateral en dos lados laterales planos mutuamente opuestos asociada con el grosor de plancha, y una segunda separación lateral en los otros dos lados laterales planos mutuamente opuestos asociada con el doble del grosor de plancha. Preferiblemente, el método comprende la etapa de doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior con una arista dobladora horizontal integrada en cada tope conformador. Opcionalmente, cada arista dobladora horizontal queda posicionada en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, en el citado método, durante el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se producen las etapas de: • posicionamiento de dos paredes laterales alternas, mutuamente opuestas, respecto al fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de unas zonas de esquina de la caja, preferentemente incluyendo el doblado de unos chaflanes de esquina de la caja y presión de los mismos contra los chaflanes del macho, • doblado de los rebordes asociados a las paredes laterales alternas, y • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento de los rebordes. Complementariamente al método del párrafo anterior, antes del movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se doblan hacia el exterior los rebordes de otras dos paredes laterales alternas, mediante dos topes conformadores adicionales. Opcionalmente, tras el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, y con los topes conformadores en la posición de tope, el método comprende además la etapa de presionar mediante dos prensas del molde mutuamente enfrentadas la parte exterior de la caja hacia el interior de la cavidad. Preferentemente, una cualquiera de las etapas de presionar la parte exterior de la caja, efectúa un efecto de presionado y prensado lateral y superior continuo a lo largo de todo el contorno lateral y superior del macho, que incluye paredes laterales, solapas laterales, caras achaflanadas optativas, y rebordes exteriores. Optativamente, con esto, se consigue forman satisfactoriamente las solapas de refuerzo que nacen de los rebordes exteriores por dentro de la caja, gracias a sus precisos posicionamientos respecto al resto de partes de la plancha durante la transformación de la misma en caja, y antes de su presionado mediante los topes conformadores. Preferiblemente, en el citado método, el doblado de dichos rebordes exteriores se realiza con el fondo de la caja parado. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención. La presente invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. BREVE DESCRIPCIÓN DE LOS DIBUJOS Las anteriores y otras ventajas y características se comprenderán más plenamente a partir de las siguientes relaciones detalladas de ejemplos de realización con referencia a los dibujos adjuntos, que deben tomarse a título ilustrativo y no limitativo, en los que: la Fig. 1 es una vista en planta de una primera realización del molde de máquina para la formación de cajas de la presente invención, en donde se muestra el molde con cuatro topes conformadores enfrentados por parejas, un macho y un dispositivo doblador de macho; las Figs. 2, 3, y 4 son respectivas vistas en perspectiva superior de cajas aptas para ser formadas mediante el molde de la presente invención, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por fuera de la caja, que tienen rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior, y en donde en las Figs. 2 y 3 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola ; la Fig. 5 es una vista en planta de una plancha que tiene depositados cordones de cola para su posterior formación en la caja de la Fig. 4; la Fig. 6 es una vista en perspectiva inferior de la Fig. 1; la Fig. 7 es una vista lateral de la Fig. 6, en donde una plancha se encuentra posicionada sobre las guías del transportador, entre el macho y la embocadura de entrada; la Fig. 8 es una vista en perspectiva superior correspondiente con la Fig. 1; la Fig. 9 es la vista en perspectiva superior de la Fig. 8, ahora con los topes conformadores en la posición de tope, y las prensas en posición de prensado; la Fig. 10 es una vista en perspectiva superior de una primera realización del molde de una máquina para la formación de cajas de la presente invención, con un macho de la máquina en una posición extraída, y los topes conformadores en la posición retraída, y una plancha plana situada entre el macho y la embocadura de entrada sobre las guías de plancha, según una etapa inicial del método de la presente invención; la Fig. 11 es la vista en perspectiva superior de la Fig. 10, ahora con los topes conformadores en la posición de tope, según una etapa posterior del método de la presente invención; la Fig. 12 es una vista en planta del macho y dispositivo doblador de macho, correspondiente con la segunda, tercera y cuarta realizaciones del molde de las Figs. 13 a 16; la Fig. 13 es una vista en perspectiva superior de una segunda realización del molde de una máquina para la formación de cajas, apto para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; la Fig. 14 es la vista en planta de la Fig. 13; las Figs. 15 y 16 son respectivas vistas en planta de una tercera y cuarta realizaciones del molde de una máquina para la formación de cajas, aptas para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; las Figs. 17, 18 y 19 son respectivas vistas en planta de una quinta, sexta y séptima realizaciones del molde de una máquina para la formación de cajas de la presente invención, aptas para formar cajas con ocho o doce caras laterales; la Fig. 20 es una vista en perspectiva superior una mitad simétrica del molde que forma parte integrante de una octava realización del molde de una máquina para la formación de cajas; la Fig. 21 es otra vista en perspectiva superior de la Fig. 20, y en donde está ubicada la caja de la Fig. 28 en la posición de introducción del macho; las Figs. 22 y 23 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores de forma parte integrante de la mitad simétrica del molde de las Figs. 20 y 21, y en donde se ha representado la caja de la Fig. 28 con sus caras transparentes; las Figs. 24 y 25 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores que puede formar parte integrante de los moldes de las Figs. 20 y 21, según una realización alternativa; las Figs. 26, 27 y 28 son respectivas vistas en perspectiva superior de cajas, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por dentro de la caja, que tienen rebordes doblados hacia el exterior, y en donde en las Figs. 27 y 28 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola; las Figs. 29 y 30 son vistas en perspectiva superior delantera y trasera, respectivamente, de una mitad simétrica del molde según una novena realización de un molde de una máquina para la formación de cajas, en donde se ha representado la caja de la Fig. 27 en la posición de introducción del macho; las Figs. 31 y 32 son vistas laterales de la mitad simétrica del molde de la Fig. 29 en posición de doblado y posición retraída de sus primeros y segundos dobladores, respectivamente, en donde se muestran unas pilas de cajas anidadas unas con otras antes de atravesar la embocadura de salida. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN / EJEMPLOS Según el primer aspecto de la presente invención, la referencia 50 designa un molde (50) de una máquina (100) para la formación de cajas (B) , según la primera realización mostrada en las Figs. 1 y 6 a 11. Las Figs. 2 a 4 muestran cajas (B) de distintas formas previstas para ser formadas en el molde (50) de la presente invención, a partir de una plancha (P) , como, por ejemplo, la mostrada en la Fig. 5. Estas cajas (B) están previstas para ser anidadas unas con otras, ya que sus paredes laterales (PL) forman unas ligeras inclinaciones con respecto a la dirección perpendicular al fondo (F) de la caja (B) , de forma que la embocadura superiormente abierta de las mismas tiene unas dimensiones longitudinal y transversal mayores que aquellas del fondo (F) . Las citadas cajas (B) están dotadas con cuatro rebordes (R) que nacen de la parte superior de cada una de las cuatro paredes laterales (PL) y están doblados hacia el exterior de la caja (B) . Los rebordes (R) de las figuras son planos y horizontales, formando un marco plano de reborde continuo y periférico en la parte superior de las paredes laterales (PL) y paralelo al plano de fondo de la caja (B) , facilitando una posterior operación de sellado superior mediante un film habitualmente hecho de un compuesto plástico. Los cuatro rebordes (R) están doblado hacia el exterior en voladizo y la parte superiormente abierta de la caja (B) es posteriormente cerrada o sellada con apoyo periférico del citado film en los citados rebordes (R) . El molde (50) está soportado en un chasis (1) de la máquina (100) y comprende una cavidad (52) alineada con un macho (15) según la dirección lineal (Z) correspondiente con la vertical. El molde (50) comprende una embocadura de entrada (54) de plancha a la cavidad (52) , y una embocadura de salida (55) de la caja formada de la cavidad (52) , alineadas según la vertical. La embocadura de salida (55) está dimensionada para evacuar las cajas formadas de la cavidad (52) atravesando la embocadura de salida (55) . Las Figs. 7 y 31 muestran que la dirección lineal (Z) vertical es perpendicular a la embocadura de la cavidad (52) En el ejemplo de las Figs. 10 y 11, el molde (50) incluye medios de regulación de dicha cavidad (52) para adaptarse al largo y ancho de la caja (B) según dos direcciones, longitudinal (X) y transversal (Y) , de forma independiente. A lo largo de las realizaciones, las direcciones horizontales longitudinal y transversal (X, Y) designan en general dos direcciones horizontales lineales mutuamente perpendiculares. Estos medios de regulación incluyen dos husillos (2) soportados en el chasis (1) alineados según la dirección longitudinal (X) para adaptar la cavidad (52) según la dirección longitudinal (X) , y cuatro bridas (3) soportadas por parejas en dos barras transversales (4) soportadas en los husillos longitudinales (2) , para adaptar la cavidad según la dirección transversal (Y) . Los dos husillos (2) están acoplados mutuamente para girar síncronamente mediante piñones (5) y una cadena (6) . Los topes conformadores (56) y el resto de elementos movibles están soportados directa o indirectamente en dichas barras transversales (4) a través de respectivos soportes (21) . Previo al posicionamiento de la plancha (P) en su posición final de transportarte centrada entre el macho (15) y la cavidad (52) , esta es transportada mediante un transportador dotado de dos guías de plancha (40) y empujada por un órgano transportador (no mostrado) desde una posición inicial asociada con un almacén de planchas apiladas (no mostrado) , hasta la citada posición final, pasando por debajo de una pluralidad de inyectores de cola (no mostrados) que están soportados en el chasis (1) y suspendidos sobre el transportador. Los inyectores de cola depositan puntos o cordones de cola (CC) paralelos entre sí sobre zonas predefinidas de la plancha (P) , como los indicados en la Fig. 5. Así, la Fig. 5 muestra que para la formación de la caja (B) de la Fig. 5, son necesarios, preferentemente, unos cordones de cola (CC) depositados sobre cada una de las cuatro solapas laterales (SL) derivadas a ambos lados de dos paredes laterales (PL) mutuamente enfrentadas. Dichos cordones de cola (CC) de las solapas laterales (SL) quedan paralelos al plano de fondo (F) de la caja (B) aun vez esta está formada, tal como se deduce de las Figs. 2 a 4. Opcionalmente, al menos uno de estos puntos o cordones de cola (CC) se extiende sobre una cara achaflanada (CH) optativa de la futura zona de esquina (A) de la caja (B) para pegar las solapas de refuerzo (SR) optativas que nacen a ambos lados de los rebordes (R) de las otras dos paredes laterales (PL) . Preferentemente, también son necesarios unos puntos o cordones de cola (CC) depositados sobre cuatro porciones de los rebordes (R) para pegar unos rebordes (R) con otros en las zonas de solapamiento (A) . Tras depositar los cordones de cola (CC) mediante los inyectores de cola (no mostrados) , la plancha (P) se posiciona en la posición final de transporte de la Fig. 10. Para ayudar al posicionamiento de la plancha (P) sobre la embocadura de entrada (54) aun con una eleva velocidad, cada guía de plancha (40) comprende dos tacos (42) fijados a la misma, que sustentan por la parte inferior de las guías de plancha (40) una extensión longitudinal (41) alineada según la dirección (X) en respectivos puntos. Cada extensión longitudinal (41) es de posicionamiento según la transversal (Y) regulable mediante dos ramas transversales (43) unidas a la extensión transversal (41) y fijadas mediante respectivos elementos de bloqueo y desbloqueo a cada taco (42) , atravesando las ramas transversales (43) unos agujeros de los tacos (42) . Los elementos de bloqueo y desbloqueo pueden ser tornillos. El accionamiento de macho (10) soportado en el chasis (1) desplaza el macho (15) guiadamente según la dirección lineal (Z) hacia la posición de introducción del macho (15) en la cavidad (52) , arrastrando la plancha (P) al interior de la cavidad (52) del molde (50) . El accionamiento de macho (10) comprende un brazo movido por un órgano motor (no mostrado) . El citado macho (15) está conectado mediante un soporte de conexión (11) al accionamiento de macho (10) . El macho (15) tiene esencialmente forma de pirámide truncada invertida, y comprende cuatro lados laterales planos (62) dispuestos enfrentados dos a dos alrededor del soporte de conexión (11) formando respectivas inclinaciones respecto a la dirección lineal (Z) vertical, definiendo los cuatro lados laterales planos (62) , cuatro zonas de esquina del macho (15) entre dos lados laterales planos (62) contiguos, y un lado delantero y trasero (61, 63) según el sentido de introducción del macho (15) en el molde (50) . Las Figs. 7 y 10 muestran que el lado delantero (61) comprende una superficie de fondo plana (no mostrada) integrada en el macho (15) configurada para presionar una porción de fondo de una plancha (P) posicionada en la embocadura de entrada (54) e introducirla en la cavidad (52) . En el lado trasero (63) del macho (15) está montado un dispositivo doblador de macho que comprende cuatro miembros formadores (64a) , dispuestos alrededor del soporte de conexión (11) , enfrentados dos a dos, cada uno asociado con uno de los lados laterales planos (62) inclinados, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) respecto a los lados laterales planos (62) para doblar hacia el exterior los citados rebordes. El dispositivo doblador de macho comprende además cuatro miembros formadores esquinados (64b) , distribuidos alrededor del soporte de conexión (11) , cada uno de ellos posicionado en una zona de esquina del macho (15) de forma intercalada entre dos miembros formadores (64a) contiguos, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) en la zona de esquina del mismo. Las Figs. 8 a 10 muestran que el dispositivo doblador de macho comprende ocho miembros formadores (64a, 64b) materializados en respectivas ocho piezas individuales atornilladas mediante dos respectivos tornillos (no referenciados) cada una a un núcleo macho hecho de nylon colado dotado de las citadas cuatro paredes laterales (62) , que delimitan cuatro zonas de esquina de macho (15) que incluyen dos chaflanes (62) cada uno, conformando un macho (15) dotado de doce caras inclinadas en correspondencia a la forma interior de las paredes laterales (PL) y caras achaflanadas (CH) de la caja (B) a formar de la Fig. 4. Las Figs. 1 y 6 a 11 muestran que el molde (50) comprende además cuatro topes conformadores (56) , mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) . Cada tope conformador (56) es movible entre la posición retraída de las Figs. 1, 6, 8 y 10, para insertar la plancha a formar en la cavidad (52) , y la posición de tope de las Figs. 9 y 11, hacia el interior de la cavidad (52) , permitiendo los topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . Cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope de la Fig. 8, quedar inmovilizada y situada inferiormente adyacente a un miembro formador (64a) , para quedar adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores on la parte superior de una pared lateral (PL) de la caja (B) , y para recibir la presión de los rebordes (R) doblados hacia el exterior por los miembros formadores (64a) , con el macho (15) en la posición de introducción de la Fig. 9. Siguiendo en la Fig. 9, con el macho (15) posicionado en la posición de introducción, los cuatro miembros formadores esquinados (64b) están configurados para, presionar superiormente por contacto unas porciones de solapamiento (A) de los citados rebordes (R) doblados hacia el exterior y situadas en las zonas de esquina de la caja (B) . Al presionar superiormente en cada zona de esquina, la porción de reborde (R) superior presiona hacia abajo contra la cara superior de la porción de reborde (R) inferior en la porción de solapamiento (A) . Durante esta presión los cuatro miembros formadores esquinados (64b) están adicionalmente configurados para pegar unos rebordes (R) contra otros por presión en estas porciones de solapamiento (A) , junto con los puntos o cordones de cola (CC) previamente depositados mediante los inyectores de cola (no mostrados) . Este molde (50) de las Figs. 1 y 6 a 11 comprende además al menos cuatro caras sufrideras laterales, movibles entre una posición retraída adyacente a la cavidad (52) y una posición de tope hacia el interior de la cavidad (52) , mutuamente enfrentadas por parejas, dispuestas lateralmente alrededor de la cavidad (52) . Cada una de las cuatro caras sufrideras laterales tiene una inclinación vertical complementaria a la de cada uno de los lados laterales planos (62) del macho (15) , estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope de la Fig. 9 configuradas para presionar la parte exterior de la caja (B) , incluyendo esta parte exterior las zonas de esquina de la misma, contra los cuatro lados laterales planos (62) del macho (15) hacia el interior de la cavidad (52) , durante el citado presionado por contacto y pegado de los cuatro miembros formadores esquinados (64b) , también ilustrado en la Fig. 9. En las Figs. 1 y 6 a 11, el molde (50) tiene un total de doce caras sufrideras (C1, C2, C3, C4) . Dos de los cuatro topes conformadores (56) comprenden, cada uno de ellos, siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas (CH) cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. La cara sufriera lateral designada como C4 presiona en uso la pared lateral (PL) de mayor longitud en las figuras, las dos caras sufrideras laterales (C3, C2) situada a cada lado presionan contra respectivas zonas de esquina del macho (15) dotadas de dos chaflanes (62a) cada una, mientras que las dos caras sufrideras laterales (C1) presionan la pared ateral (PL) de menor longitud en las figuras. Los dos topes conformadores (56) del molde (50) con siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) tienen integradas doce aristas moldeadoras (A50) en total, seis aristas moldeadoras (A50) cada uno, tres en correspondencia con cada esquina de la caja (B) a formar. Las aristas moldeadoras (A50) tienen respectivas inclinaciones verticales complementarias a las inclinaciones cada uno de los lados laterales planos (62) y/o zonas de esquina del macho (15) achaflanadas, y cada una de ellas está configurada para cooperar con una arista de macho (A60) situada en la zona de esquina del macho (15) . Por su parte, el macho (15) tiene tres aristas de macho (A60) en cada una de las zonas de esquina del mismo, que delimitan dos chaflanes (62a) y las paredes laterales (62) contiguas a estos. Las Figs. 1 y 6 a 11 muestran que las caras sufrideras laterales y/o las citadas aristas moldeadoras (A50) están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en dos de los cuatro topes conformadores (56) . Así mismo, las caras sufrideras laterales y las aristas moldeadoras (A50) de los topes conformadores (56) y las zonas de esquina del macho (15) que incluye las aristas de macho (A60) están mecanizadas sobre respectivos bloques de nylon colado. Siguiendo en las Fig. 1 y 6 a 11, diez de las doce caras sufrideras laterales (C1, C2, C3, C4) del molde (50) incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de los lados laterales planos (62) del macho (15) . Las caras sufrideras laterales de las citadas dimensiones corresponden con las caras sufrideras laterales designadas como C2, C3 y C4. La Fig. 10 muestra detalladamente que las aristas moldeadoras (A50) incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las tres aristas de macho (A60) posicionadas en cada una de las cuatro zonas de esquina del macho (15) . Las Figs. 6 y 7 muestran que el macho (15) incluye un dispositivo retenedor (76) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo retenedor (76) está configurado para aprisionar la porción de fondo (F) de la plancha (P) plana contra la superficie de fondo plana (65) del macho (15) , y está materializado en una o más ventosas de vacío conectables a una fuente de vacío, tal como una bomba de vacío o un dispositivo de efecto Venturi. Igualmente, el macho (15) comprende un dispositivo expulsor (75) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo expulsor (75) está configurado para facilitar la extracción del macho (15) de la caja (B) formada. El dispositivo expulsor (75) es una o más ventosas de vacío tal como se muestra en la Fig. 7. Volviendo a la Fig. 9, se muestra que los miembros formadores esquinados (64b) están configurados para presionar contra los topes conformadores (56) en la posición de tope. Las Fig. 1 y 6 a 11 muestran que cada uno de los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , siendo cuatro en total. Cada una de las aristas dobladoras horizontales (AH) está configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a, 64b) del dispositivo doblador de macho. En las Figs. 8 y 9 se muestra que cada arista dobladora horizontal (AH) está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales (C1, C2, C3, C4) de los topes conformadores (56) contra la parte exterior de la caja (B) . En las Figs. 1 y 6 a 11 se muestra que los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal inclinada (AI) adyacente a ambos extremos de la arista dobladora horizontal (AH) , por lo que los topes conformadores (56) tienen integradas ocho aristas dobladoras horizontales inclinadas (AI) en total, dos asociadas con cada esquina de la cavidad (52) correspondiente con la esquina de la caja (B) a formar. Dos de los topes conformadores (56) mutuamente enfrentados según la dirección longitudinal (X) tiene una cara sufridera superior (58) plana y horizontal y los otros dos topes conformadores (56) mutuamente enfrentados según la dirección transversal (Y) tienen una cara sufridera superior (58) plana y horizontal. Cada uno de los ocho miembros formadores (64a, 64b) está dotado de una superficie de presión plana y horizontal configurada para ejercer presión contra las caras sufrideras superiores (58, 59) planas de los topes conformadores (56) . El molde (50) comprende dos prensas (46) mutuamente enfrentadas, dispuestas lateralmente alrededor de la cavidad (52) , y movibles entre una posición retraída de las Figs. 7 y 8 hacia el exterior de la cavidad (52) , y una posición de presión de la Fig. 9 hacia el interior de la cavidad (52) . Para la formación de la caja de la Fig. 4, las prensas (46) se mueven desde la posición etraída hasta la posición de presión una vez que los topes conformadores (56) se encuentran en la posición de tope, tal como muestra la Fig. 9, en donde se ilustra que las prensas (46) están dimensionadas y posicionadas para presionar en la posición de presión la parte exterior de la caja (B) en dos paredes laterales (PL) opuestas contra respectivas paredes laterales planas (62) opuestas del macho (15) con los topes conformadores (56) en la posición de tope. Cada prensa (46) está unida al vástago (47b) movible de un respectivo cilindro neumático prensa (47) soportado en un soporte fijo (21) del chasis (1) . Cada uno de los vástagos (47b) está guiado mediante un respectivo dispositivo guía de cilindro (37) según la dirección longitudinal (X) . Los dos topes conformadores (56) alineados según la dirección longitudinal (X) tienen una cara sufridera superior (58) pero carecen de caras sufrideras laterales (C1, C2, C3, C4) . Cada cara sufridera superior (58) está unida al vástago (36b) movible de un cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) que guía cada vástago (36b) movible según la dirección longitudinal (X) . Este dispositivo de guía de cilindro (37) está materializado particularmente en una guía lineal soportada en el soporte (21) junto al cilindro neumático tope (36) , y un patín lineal (38) acoplado a la guía lineal (37) , que está unida a su vez al vástago (36b) . Los dos topes conformadores (56) alineados según la dirección transversal (Y) tienen un miembro de tope (57a) cada uno. Cada miembro de tope (57a) está unido al vástago (36b) movible de un respectivo cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) materializado en dos varillas lineales que guían cada vástago (36b) movible según la dirección transversal (Y) . Cada uno de estos miembros de tope (57a) es el citado bloque de nylon colado que tiene mecanizadas las citadas siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) y las citadas seis aristas moldeadoras (A50) referenciadas en las Figs. 1 y 8. El miembro de tope (57a) comprende además una pletina en la parte superior atornillada al bloque de nylon del miembro de tope (57a) . La pletina integra la arista dobladora horizontal (AH) y dos aristas horizontales inclinadas (AI) , una en cada extremo distal de la artista dobladora (AH) . La inmovilización de las siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) en la posición de tope de cada tope conformador (56) , se ejecuta aplicando aire a presión sobre uno de los dos lados del vástago (36b) movible del cilindro neumático. La segunda, tercera, y cuarta realizaciones del molde (50) de una máquina (100) para la formación de cajas (B) son útiles para la formación de las cajas (B) de las Figs. 3 y 22, en onde cada zona de esquina de las citadas cajas incluye porciones laterales de dos paredes laterales (PL) contiguas que la definen. En esta segunda, tercera y cuarta realizaciones del molde (50) de una máquina para la formación de cajas (B) , el macho (15) de la máquina (100) puede corresponder con el macho (15) de la Fig. 12, y cada uno de los topes conformadores (56) es movible mediante un respectivo actuador de tope, que pueden estar materializados en un cilindro neumático de tope (36) . Según la segunda realización de las Figs. 13 y 14, el molde (50) comprende dos topes conformadores (56) , mutuamente enfrentados según la dirección transversal (Y) , cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales (C1, C4, C1) , estando una de las tres caras sufrideras laterales referenciada como C4 de cada tope conformador (56) configurada para presionar una pared lateral (PL) contra un respectivo lado lateral plano (62) del macho (15) mostrado en la Fig. 12, y las otras dos caras sufrideras laterales de cada tope conformador (56) referenciadas como C1 configuradas para presionar respectivas zonas de esquina de la caja (B) de las Figs. 2 y 26 contra respectivas zonas de esquina del citado macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En las Figs. 13 y 14, cada uno de los dos topes conformadores (56) está dotado de un miembro tope (57 a) con, esencialmente, forma de U. Cada miembro tope (57a) está dotado de dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. Cada arista moldeadora (A50) está configurada para doblar una línea de doblez lateral (LL) de la caja (B) de las Figs. 2 y 26 que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . Según la tercera realización del molde (50) de la Fig. 15, el molde (50) comprende cuatro topes conformadores (56) , mutuamente enfrentados por parejas según la dirección transversal (Y) . Cada uno de los cuatro topes conformadores (56) comprende dos de las citadas caras sufrideras laterales (C1, C4) , estado estas configuradas para presionar respectivas zonas de esquina de la caja (B) contra respectivas zonas de esquina del macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En la Fig. 15, cada uno de los cuatro topes conformadores (56) incluye un miembro tope (57a) . Cada miembro tope (57a) tiene esencialmente forma de L y está dotado de una arista moldeadora (A50) que delimita las dos caras sufrideras laterales (C1, C2, C4) contiguas, estando cada arista moldeadora (A50) configurada para doblar una línea de doblez lateral (LL) de la caja (B) que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . En la cuarta realización del molde (50) de la Fig. 16, el molde (50) comprende cuatro topes conformadores (56) , dos alineados según la dirección longitudinal (X) y dos alineados según la transversal (Y) , cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales (C1, C4) , configuradas para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . La quinta y la sexta realizaciones del molde (50) son útiles para la formación de la caja (B) de las Figs. 3 y 27, en donde cada zona de esquina de las citadas cajas (B) incluye una cara achaflanada. Según la quinta realización de la Fig. 17, el molde (50) comprende cuatro topes conformadores (56) , cada uno de ellos comprendiendo una cara sufridera lateral (C1, C4) , configurada para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . Las caras sufrideras laterales (C1, C4) de los cuatro topes conformadores (56) están posicionadas lateralmente alrededor de la cavidad (52) , separadas lateralmente unas de otras en las esquinas de la cavidad (52) correspondientes con las zonas de esquina de la caja (B) a formar, una distancia correspondiente con las zonas de esquinas del macho achaflanadas, que incluye un chaflán (62a) , y que conectan cada uno de los lados laterales planos (62) del macho. Este macho no está mostrado en las figuras. Las mencionadas cuatro caras sufrideras laterales (C1, C4) incluyen una arista moldeadora (A50) cada una, estando las aristas moldeadoras (A50) ubicadas en los respectivos extremos laterales de las caras sufrideras laterales (C1, C4) , delimitando las citadas separaciones esquinadas de la cavidad (52) . En la Fig. 17, el molde (50) comprende además cuatro topes conformadores (56) adicionales con una cara sufridera lateral (C2) adicional, cada uno de forma complementaria a las zonas de esquina de las cajas (B) achaflanadas, estando posicionados cada uno de estos cuatro topes conformadores (56) adicionales posicionados en las citadas separaciones esquinadas de la cavidad (52) , . Así, el molde (50) tiene ocho topes conformadores (56) , cada uno dotado de un respectivo miembro de tope (57a) movible mediante un respetivo actuador de tope, que puede estar materializado en un cilindro neumático de tope (36) . En la sexta realización de la Fig. 18, los dos topes conformadores (56) comprenden, cada no de ellos, cinco de las citadas caras sufrideras laterales (C1, C2, C4, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con una cara achaflanada cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con un chaflán (62a) cada una. Así, cada cara sufridera lateral (C4, C1) presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral (C2) presiona contra un respectivo chaflán (62a) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 está configurada para cooperar con dos aristas de macho (A60) situadas en la zona de esquina del macho de ocho paredes laterales (no mostrado) . En la séptima realización de la Fig. 19, útil para la conformación de las cajas (B) de las Figs. 4 y 28, los dos topes conformadores (56) comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales (C3, C2, C4, C2, C3) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. El macho (15) de la Fig. 12 puede cooperar con el molde (50) de esta realización. Así, cada cara sufridera lateral referenciada como C4 presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral referenciada como C2 y C3 presiona contra un respectivo chaflán (62a) del macho (15) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 y C3 está configurada para cooperar con dos o tres aristas de macho (A60) situadas en la zona de esquina del macho (15) , y mostradas mejor en la Fig. 8. En las Figs. 18 y 19, cada uno de estos dos topes conformadores (56) tiene un miembro de tope (57a) materializado en un bloque de nylon colado que tienen mecanizadas una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) . Según la octava realización del molde (50) de las Figs. 20 y 23, el molde (50) comprende algunas variaciones respecto a la primera realización, y están descritas a continuación. El molde (50) comprende además una pluralidad de primeros y segundos dobladores (51, 53) dispuestos alrededor de la cavidad (52) situados en correspondencia con la envolvente lateral de la caja (B) a formar de la Fig. 27, y cuatro terceros dobladores (51b) , cada uno de ellos situado en una de las cuatro esquinas de la cavidad (52) entre un primer y segundo doblador (51, 53) contiguos. Los terceros dobladores (51b) están configurados para doblar las solapas laterales (SL) de forma que queden por la parte interior de la caja (B) como muestran las Figs. 26 a 28. Los primeros (51) y segundos (53) dobladores de las cajas (B) están configurados para doblar las paredes laterales (PL) de las mismas. Un dispositivo de guiado asociado a dicho molde (50) mostrado en las Figs. 20 y 21, está dotado de cuatro guías de caja (90) mutuamente enfrentadas por parejas, configurado para guiar las cajas formadas atravesando dicha embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En este ejemplo, cada una de las guías (90) están soportadas fijamente respecto a un segundo doblador (53) . Las Figs. 20 y 21 muestran la mitad simétrica de dicho molde (50) , que comprende además cuatro topes conformadores (56) , mutuamente enfrentados por parejas, según un doble eje de simetría con las direcciones longitudinal y transversal (X, Y) , y dispuestos alrededor de la cavidad (52) , cada uno en una de las cuatro zonas de esquina de la cavidad (52) . Cada uno de dichos topes conformadores (56) es movible mediante la activación de un actuador de tope materializado en un cilindro neumático de tope (36) , entre una posición retraída de las Figs. 20 a 23 adyacente a la cavidad (52) en donde no interfiere con la caja (B) a formar mostrada en las Fig. 28, y una posición de tope (no mostrada) en donde dos caras sufrideras superiores (58, 59) de cada uno de dichos topes conformadores (56) son planas y horizontales y están configuradas para situarse adyacentes a las líneas de doblez de reborde (LR) que conectan los rebordes (R) exteriores con las paredes laterales (PL) de la caja (B) de las Figs. 22 y 23. Las caras sufrideras superiores (58, 59) planas y horizontales están configuradas en dicha posición de tope para recibir la presión de los rebordes exteriores (R) ante su doblado hacia fuera por los miembros formadores (64a) del dispositivo doblador de macho (60) . Las Figs. 20 a 23 muestran que cada tope conformador (56) comprende un actuador de tope (36) materializado en un cilindro neumático, el cual está montado en un soporte (21) soportado en el chasis (1) . Cada respectivo cilindro está configurado para mover linealmente un primer miembro de tope (57a) dotado de una cara sufridera superior (58) plana. Este primer miembro de tope (57a) está conectado operativamente a un segundo miembro de tope (57b) mediante un tornillo (22) unido al primer miembro de tope (57b) y un muelle (20) que mantiene el segundo miembro de tope (57b) en contacto contra dicho tornillo (22) que hace funciones de seguidor de leva. Cuando el vástago del cilindro sale, el primer miembro de tope (57a) y el tornillo (22) se ueve linealmente hacia el interior de la cavidad (52) , causando el giro del segundo miembro de tope (57b) desde una posición retraída hacia el interior de la cavidad (52) . Con esto, las dos caras sufrideras superiores (58, 59) planas quedan en su posición de tope. Los miembros formadores (64a) y miembros formadores esquinados (64b) del dispositivo doblador de macho (no mostrados en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) están configurados para presionar horizontalmente por contacto las porciones de solapamiento (A) de dichos rebordes (R) exteriores contra dos caras sufrideras superiores (58, 59) planas en su posición de tope con el macho (60) introducido dentro de la caja (B) en la posición de introducción. En esta realización, cada uno de dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra dos caras sufrideras superiores (59) planas, mientras que cada uno de los otros dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra otras dos caras sufrideras superiores (58) planas. Cuando el vástago del cilindro entra, los miembros de tope (57a, 57b) se mueven desde la posición de tope hasta la posición retraída, permitiendo que las cajas (B) formadas atraviesen la embocadura de salida (55) enfrentada verticalmente con la embocadura de entrada (54) . Las Figs. 20 a 23 muestran que los topes (56) se encuentran situados alrededor de la cavidad (52) en una posición más alejada de la embocadura de entrada (54) que la pluralidad de primeros y segundos dobladores (51, 53) . Las Figs. 20 a 23 muestran que el molde (50) comprende las caras sufrideras laterales (C1, C2, C3, C4) esencialmente verticales dotadas de una inclinación están integradas en los topes conformadores (56) , siendo dicha inclinación y forma complementaria con unas esquinas achaflanadas de las cajas (B) , configuradas para presionar en su posición tope la parte exterior de la caja (B) en cada una de dichas esquinas, contra dos chaflanes (62a) que conectan cada uno de dichos lados laterales planos (62) de dicho macho (no mostrado en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) . Cada uno de estos topes conformadores (56) comprende un miembro tope (57) que comprende un primer y un segundo miembro tope (57a, 57b) . En esta realización, cada primer miembro de tope (57a) comprende dos caras sufrideras laterales (C3, C4) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la línea de doblez de una cara achaflanada (CH) de una squina la caja (B) , mientras que el segundo miembro de tope (57b) comprende otras dos caras sufrideras (C2, C1) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la otra línea de doblez de la otra cara achaflanada (CH) de esa misma esquina de la caja (B) . Las Figs. 24 y 25 muestran una variante de la octava realización, que comprende todos los elementos y características de la octava realización excepto por algunos elementos y características de los topes conformadores (56) . En esta variante, el molde (50) comprende cuatro topes conformadores (56) con dos caras sufrideras superiores (58, 59) planas cada tope conformador (56) , en donde cada cara sufridera superior (58, 59) plana es movible mediante un respectivo actuador de tope (36) . Los actuadores de tope (36) están materializados en respectivos cilindros neumáticos, soportados en un soporte (21) del chasis (1) , y conectados, respectivamente, al primer y segundo miembros de tope (57a, 57b) , para moverlos activando los cilindros. Según la novena realización de las Figs. 29 a 32, el molde (50) de la máquina (100) de formación de cajas (B) comprende algunas variaciones respecto a la octava realización, y están descritas a continuación. Las Figs. 29 a 32 muestran que los primeros y segundos dobladores (51, 53) son movibles mediante respectivos actuadores dobladores (31, 33) materializados en cilindros neumáticos, entre una posición de doblado mostrada en la Fig. 31, en donde están posicionados hacia el interior de la cavidad (52) para doblar dichas paredes laterales (PL) anexas al fondo (F) de la caja (B) , y una posición retraída mostrada en la Fig. 32, en donde están posicionados hacia el exterior de la cavidad (52) para extraer el macho (80) del molde (50) . En la Fig. 31, la plancha (P) guiada por las guías de plancha (40) está situada sobre la embocadura de entrada (54) de plancha y el macho (80) desciende según la dirección lineal (Z) vertical hacia la cavidad (52) con los primeros y segundos dobladores (51, 53) en posición de doblado. En la Fig. 32, los primeros y segundos dobladores (51, 53) están en posición retraída y el macho (no mostrado) se ha desplazado desde una posición de introducción hasta una posición de extracción, según un sentido de ascenso según la dirección lineal (Z) vertical. Las Figs. 31 y 32 muestran que el dispositivo de guiado está configurado para sustentar las ajas (B) formadas, y sus dos guías de caja (90) mutuamente enfrentadas guían las cajas (B) formadas atravesando la embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En una primera realización ilustrativa del método para la formación de cajas (B) y con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las mismas y doblados hacia el exterior de las cajas (B) , el método es implementado particularmente mediante el molde (50) de la máquina (100) formadora de cajas (B) de la primera realización del primer aspecto de la invención mostrada en las Figs. 1 y 6 a 11, en donde el molde (50) con una cavidad (52) está enfrentada a un macho (15) desplazable linealmente a través de la cavidad (52) . El método de esta primera realización comprende las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) como ilustra la Fig. 7 y 10, para insertar la porción de fondo (F) al interior de la cavidad (52) como se ilustra en las Figs. 9 y 11; y doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar mediante el molde (50) , en cooperación con unos lados laterales planos (62) inclinados del macho (15) . Concretamente, esta etapa de doblar unas paredes laterales (PL) mediante el molde (50) puede ser ejecutada por los topes conformadores (56) del molde (50) de la primera realización de máquina (100) mostrados en las Figs. 1 y 6 a 11, o bien mediante los primeros y/o segundos dobladores (51, 53) de la octava o novena realizaciones de las Figs. 20 a 23 y 29 a 32, respectivamente. El citado método comprende, igualmente, las etapas de: evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según la dirección lineal (Z) con la embocadura de entrada (54) mostrada en la Fig. 7, y alternativamente mostrada en la Fig. 32; mover unos topes conformadores (56) mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) , desde una posición retraída de la Figs. 1 y 8, para insertar la plancha (P) a formar en la cavidad (52) , hasta una posición de tope de la Fig. 9 hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las espectivas posiciones de tope; y recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior, tal como muestra la Fig. 9. El doblado de dichos rebordes (R) exteriores se realiza con el fondo (F) de la caja (B) inmóvil, parado, tal como ilustra la Fig. 9. En la Fig. 9, el método comprende la etapa de presionar inferiormente las porciones de solapamiento (A) , mediante las caras sufrideras superiores (58, 59) . Siguiendo en la Fig. 9, los miembros formadores esquinados (64b) del dispositivo doblador de macho ejercen adicionalmente presión contra las caras sufrideras superiores (58, 59) en su posición de tope, presionando así superior e inferiormente las porciones de solapamiento (A) , mediante los miembros formadores esquinados (64b) y las caras sufrideras superiores (58, 59) , respectivamente. Durante la etapa presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) , que se describirá más adelante, el método comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) del macho (15) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . Tras las etapas de mover los topes conformadores (56) desde sus posiciones retraídas hasta sus posiciones tope e inmovilizar las caras sufrideras superiores (58, 59) , el método comprende además la etapa de mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para permitir la evacuación de las cajas (B) de la cavidad (52) , atravesando una embocadura de salida (55) sin interferir con los topes conformadores (56) . Primeramente, la plancha (P) es transportada guiadamente mediante dos guías de plancha desde un almacén de planchas apiladas (no mostrado) hacia la embocadura de entrada (54) del molde (50) . Durante el transporte se aplican los citados puntos o cordones de cola (CC) mediante unos inyectores de cola (no mostrados) alineados según la dirección transversal (Y) perpendiculares la dirección de transporte alineada según la dirección longitudinal (X) y suspendidos sobre el transportador. Una vez la porción de fondo (F) de la plancha está posicionada sobre la embocadura de entrada (54) a la cavidad (52) enfrentada a un macho (15) según la dirección lineal (Z) ertical como muestran las Figs. 7 y 10, se continua con presión de la porción de fondo (F) de la plancha (P) mediante el macho (15) insertándola al interior de dicha cavidad (52) , como se ilustra en las Figs. 9 y 11. El macho (15) , que tiene esencialmente forma de pirámide truncada invertida, ha sido desplazado guiadamente según la dirección lineal (Z) , hacia una posición de una posición de introducción de las Figs. 9 y 11 en donde el macho (15) está dentro de la cavidad (52) . Durante este desplazamiento del macho (15) o con el mismo en la posición de introducción, dos paredes laterales (PL) mutuamente enfrentadas son dobladas mediante dos topes conformadores (56) mutuamente enfrentados, así estas dos paredes laterales (PL) quedan posicionadas en la posición final de estas en la caja (B) formada. Seguidamente, con estos dos topes conformadores (56) en la posición de tope, otros dos topes conformadores (56) mutuamente enfrentados dotados de siete caras sufrideras (C1, C2, C3, C4, C3, C2, C1) , seis aristas modeladoras (A50) , una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) cada uno, se mueven desde la posición retraída de las Figs. 1, 6 y 8 hasta la posición de tope de las Figs. 9 y 11. Durante este movimiento, estos dos topes conformadores (58) de siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales (LL) de la caja (B) que separan las paredes laterales (PL) de solapas laterales (SL) derivadas de la misma, mediante cuatro aristas moldeadoras (A50) integradas en los topes conformadores (56) , en cooperación con cuatro aristas de macho (A60) situadas una en cada zona de esquina del macho (15) . Como muestra la Fig. 9, estos dos topes conformadores (56) , ejecutan la etapa de presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) contra los cuatro lados laterales planos (62) del macho (15) , incluyendo esta parte exterior las zonas de esquina de la caja (B) , mediante las catorce caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) de los topes conformadores (56) del molde (50) movibles dispuestas lateralmente alrededor de la cavidad (52) . En esta etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) mediante el movimiento de las citadas caras sufrideras laterales contra los lados laterales planos (62) del macho (15) , tal como muestra la Fig. 9, o alternativamente en las Figs. 14 y 16. Además, como se ilustra en las Figs. 9 y 11 la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas, mediante cuatro caras sufrideras laterales (C2, C3) en la posición de tope contra unas zonas de squina del macho (15) achaflanadas, que incluyen dos chaflanes (62a) , y que conectan cada uno de los lados laterales planos (62) del macho (15) . También, como se desprende de las Figs. 5 a 9, una arista dobladora horizontal (AH) integrada en cada tope conformador (56) adyacente a la cara sufridera superior (58, 59) dobla en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal (AH) adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Siguiendo en las Figs. 5 a 9, en el método, ocho aristas dobladoras horizontales inclinadas (AI) respecto a las aristas dobladores horizontales (AH) integradas en los cuatro topes conformadores (56) doblan en torno a la línea de doblez de reborde (LR) cada porción de solapamiento (A) achaflanada del reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador esquinado (64b) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal inclinada (AI) adyacente a la línea de doblez de reborde (LR) en las porciones de solapamiento (A) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Llegados a este punto, el método, durante el movimiento de estos dos topes conformadores (56) alineados según la dirección transversal (Y) y dotados siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) cada uno, desde la posición retraída hasta la posición de tope, ejecuta las etapas de: • doblado y posicionamiento de dos paredes laterales (PL) alternas respecto al fondo (PF) hasta una posición final en la caja (B) , • presión de las dos paredes laterales (PL) alternas contra respectivos lados laterales (62) del macho (15) , • doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, • conformación de las zonas de esquina de la caja (B) , • doblado de unos chaflanes de esquina de la caja (B) y presión de los mismos contra los chaflanes (62a) del macho (15) , • doblado de los rebordes (R) asociados a las dos paredes laterales (PL) alternas, • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento los rebordes, y • pegado de las porciones de solapamiento (A) de los rebordes (R) . Antes del movimiento de los topes conformadores (56) alineados según la dirección transversal (Y) de las Figs. 1 y 6 a 11 desde la posición retraída hasta la posición de tope de la, se doblan hacia el exterior los rebordes (R) de otras dos paredes laterales (PL) alternas, mediante los otros dos topes conformadores (56) mutuamente alineados según la dirección longitudinal (X) , en cooperación con dos miembros formadores (64a) mutuamente enfrentados. Tras el movimiento de los topes conformadores (56) alineados trasversalmente desde la posición retraída hasta la posición de tope de la etapa, y con los topes conformadores (56) en la posición de tope, el método comprende además la etapa de presionar, mediante dos prensas (46) del molde (50) mutuamente enfrentadas, la parte exterior de la caja (B) , hacia el interior de la cavidad (52) , contra dos lados laterales planos (62) opuestos del macho (15) . En este punto la caja esta esencialmente formada, a falta de los tiempos de propios del secado de una cola caliente aplicada. Seguidamente, los topes conformadores (56) y las prensas (46) vuelven a sus respectivas posiciones retraídas, para permitir la evacuación de las cajas (B) , atravesando una embocadura de salida (55) . También, tras la formación de la caja (B) , el macho (15) se desplaza desde la posición de introducción de las Figs. 9 y 11 en el interior de la cavidad (52) , hasta la posición de extracción de las Figs. 8 y 10 fuera de la cavidad (52) , listo para un siguiente ciclo de formación de cajas (B) . El alcance de la presente invención está definido por las siguientes reivindicaciones.
+ ES-2903292_B2 MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO SECTOR DE LA TÉCNICA La presente invención concierne en un primer aspecto a un molde de una máquina para la formación de cajas de cartón y/o plástico. Las referidas cajas vistas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente dichas paredes laterales tienen unas respectivas inclinaciones convergentes hacia el fondo para permitir el anidado de unas cajas con otras. Las citadas cajas están dotadas además de unos rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y las citadas cajas son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante un film que obtura la parte superiormente abierta, con apoyo periférico en los citados rebordes. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo optativamente incluir cada una de estas zonas una o varias caras achaflanadas, con lo que de esta forma la caja puede tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. La invención propone además en un segundo aspecto un método para la formación de cajas de cartón y/o plástico, con rebordes situados en la parte superior de las paredes laterales de la caja, doblados y extendiéndose en voladizo hacia el exterior de la caja (ver Figs. 2 a 4 y 26 a 28) . ANTECEDENTES DE LA INVENCIÓN Y PROBLEMA TÉCNICO A RESOLVER Los documentos GB1490301A y CA1121199A divulgan respectivos métodos y máquinas para la formación de bandejas a partir de láminas de papel o cartón recubiertas de una lámina plástica, que comprenden un fondo rectangular, cuatro paredes enfrentadas dos a dos con una inclinación convergente hacia su fondo, cada una conectada con un lado del fondo, y unas solapas de refuerzo asociadas con cada esquina del fondo. Cada pared está adherida con adhesivo a sus dos paredes contiguas mediante dichas solapas de refuerzo. Cada pared lateral tiene unos rebordes exteriores plegados hacia el exterior de la caja, los cuales están unidos unos con los otros formando un reborde rectangular periférico continuo. El documento US2925758A muestra una máquina formadora de contenedores a partir de láminas metálicas o combinaciones similares, en donde el material, una vez doblado, mantiene su posición doblada. Tal máquina no es adecuada para la producción de cajas y bandejas de cartón o plástico, ya que los materiales metálicos tienen memoria ante el doblado, y, por tanto, un material de cartón y/o plástico necesita mantenerse en la posición doblada un tiempo hasta que el adhesivo une partes de la caja con otras. Para la formación de dichas bandejas con rebordes exteriores, el documento GB1490301A propone un elemento macho y un elemento hembra o molde, enfrentados, entre los que se sitúa una plancha inicialmente. El macho inserta la plancha en el molde a través de una embocadura superior para doblar unas partes de la plancha con otras. Una vez formada la caja, es extraída de nuevo por la embocadura superior mediante un plato elevador que mueve el fondo de la caja desde una posición introducida en el molde hasta una posición elevada sobre el molde. El molde está configurado para introducir y extraer solamente cajas a través de su embocadura superior ya que es un molde de fondo ciego montado sobre una bancada de un chasis. Para finalizar la extracción de la caja, un dispositivo F transporta las cajas individualmente desde la posición elevada hasta una posición lateral sobre otro transportador G. Estas operaciones de doblado y extracción son complejas y lentas. Un inconveniente de los documentos GB1490301A y US2925758A es que el número de cajas formadas en un período de tiempo es muy bajo, lo que aumenta el coste unitario de formación de dichas cajas. Primero en ambos casos, tras el doblado de la caja, se debe esperar un tiempo con la caja introducida en el molde para que seque el adhesivo de las paredes y los rebordes, y otro tiempo añadido para que se efectúe la compleja operación de extracción de la bandeja formada del molde. Esto produce que la plancha tenga un punto de parada en el ciclo de producción, deteniendo las planchas alimentadas hacia dicho molde y macho. Otro inconveniente del documento GB1490301A es el número excesivo de dispositivos transportadores, B, D y F, que añaden un sobrecoste, complejidad, y un excesivo espacio ocupado en planta, que aumenta el coste unitario de formación de dichas cajas. Para aumentar la velocidad de formación de estas bandejas, el documento CA1121199A propone posicionar sobre el molde y debajo del macho una plancha con adhesivo aplicado sobre las solapas de refuerzo. El macho en su introducción en la cavidad del molde a través de la embocadura de entrada forma el fondo, las paredes laterales y adhiere las paredes contra las solapas de refuerzo. Tras esto y durante esta introducción, se forman los rebordes exteriores de forma secuencial por parejas, mediante unos dobladores superiores montados en el macho y unos orificios a presión negativa practicados en el macho que retienen las aredes laterales durante la formación de las paredes laterales y durante el plegado de los rebordes exteriores hacia el exterior de la caja. Este plegado se realiza más allá de la horizontal, paralela al fondo de la caja, para compensar la memoria del cartón. Cuando el macho llega a la posición de máxima introducción la bandeja es anidada con las bandejas previamente formadas formado una pila a través de una embocadura de salida de molde alineada verticalmente con el macho y la embocadura de entrada. Este es considerado como el antecedente más próximo. Un inconveniente del documento CA1121199A es que la velocidad de la máquina formadora está restringida a la rapidez con la que el macho oscila entre dichas posiciones de extracción e introducción máximas de su Fig. 3, y precisamente el macho debe realizar un largo recorrido vertical entre las posiciones de máxima extracción y de máxima introducción mostradas en su Fig. 3 para poder realizar todas las operaciones de doblado de la caja a partir de su plancha plana según la vertical. Además, la pila de cajas anidadas es también vertical y está situada justo debajo del molde. Primero, este largo recorrido vertical del documento CA1121199A limita la velocidad de formación de las cajas, ya que, con el macho introducido en la larga cavidad vertical del molde, no se puede posicionar otra plancha entre el macho y el molde para realizar el siguiente ciclo de doblado y expulsión. Segundo, los orificios a presión negativa aguantan las paredes laterales durante el doblado de los rebordes exteriores, lo cual es una operación crítica y con baja fiabilidad, más aun considerando los varios millones de ciclos a los que estas máquinas están sometidos. Así, esto provoca constantes paradas productivas de la máquina, que reduce su velocidad de producción. Tercero, el largo recorrido vertical del macho provoca que la medida en altura de la máquina sea excesiva incluso para la formación de cajas de poca altura, aunque las medidas de ancho y largo de la máquina puedan ser relativamente reducidas, lo cual lleva a problemas en el transporte e instalación de dicha máquina. Además, la máquina del documento CA1121199A comprende un número excesivo de elementos, y además estos son de medidas considerables, tales como dos soportes verticales con seguidores de leva conectados a respectivas barras de accionamiento, cuatro piñones y cuatro cremalleras, cavidad de moldeo excesivamente alargada, entre muchos otros, que añaden un sobrecoste, complejidad, y contribuyen a dicha excesiva medida en altura de la máquina, aumentando el coste unitario de formación de dichas cajas. Sería deseable obtener un método y una máquina con una mayor velocidad de formación para la formación de cajas con rebordes situados en la parte superior de las paredes laterales de las mismas y doblados hacia el exterior de dichas cajas, manteniendo o reduciendo a la vez las medidas de dicha máquina y los costes asociados necesarios para la formación de estas cajas. Esta velocidad es un factor esencial en estas máquinas, y puede alcanzar valores de varios miles o incluso decenas de miles de cajas formadas por hora. EXPLICACIÓN DE LA INVENCIÓN Según un primer aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un molde que forma parte de una máquina para la formación de cajas. Las cajas previstas a ser formadas están típicamente provistas de un fondo y cuatro paredes laterales enfrentadas dos a dos rodeando el fondo, y preferentemente, con respectivas inclinaciones convergentes hacia el mismo para permitir el anidado de unas cajas con otras. Las cajas están dotadas de rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior de las cajas, y son superiormente abiertas del tipo bandeja para facilitar el posterior cierre del envase mediante el un film que obtura la parte superiormente abierta. Estas cajas tienen cuatro zonas de esquina de caja que separan dos paredes laterales contiguas, pudiendo incluir optativamente cada una de estas zonas una o varias caras achaflanadas, pudiendo de esta forma la caja tener cuatro, ocho o doce caras laterales rodeando el fondo de la plancha. Estas cajas están hechas habitualmente por doblado, y preferentemente encolado, a partir de un material laminar. Por material laminar se entenderá una lámina de cartón ondulado, lámina de cartón, lámina de cartón compacto, lámina de plástico corrugado, lámina de plástico, una combinación de estas, y similares, que tienen preferentemente practicadas unas líneas debilitadas de doblez para facilitar su formación en caja por doblado de partes de la plancha en torno a dichas líneas debilitadas, pero teniendo a la vez la lámina cierta rigidez. Preferentemente, las cajas están hechas de un material laminar de cartón ondulado, cartón compacto, o una combinación de estas. El molde comprende una cavidad susceptible de ser alineada con un macho según una dirección lineal Z, estando la cavidad delimitada al menos parcialmente por uno elementos conformadores de la caja dispuestos rodeando la cavidad, una embocadura de entrada de lancha a la cavidad, y una embocadura de salida de la caja formada de la cavidad, alineadas según la dirección lineal, y estando la embocadura de salida dimensionada para evacuar las cajas formadas de la cavidad atravesando la embocadura de salida. A lo largo de la descripción, el término "dirección lineal" corresponde preferiblemente con la dirección vertical, aunque la presente invención también incluye expresamente el caso en donde la dirección lineal corresponde con la dirección horizontal. Dichos elementos conformadores de la caja del molde dispuestos alrededor de la cavidad, preferiblemente lateralmente, comprenden una pluralidad de topes conformadores, mutuamente enfrentados. Cada uno de los topes conformadores es movible entre una posición retraída, y una posición de tope, hacia el interior de la cavidad, permitiendo estos topes conformadores movibles evacuar cada caja formada de la cavidad atravesando la embocadura de salida. Cada uno de los topes conformadores incluye una cara sufridera superior, configurada para, en su posición de tope, quedar inmovilizada y adyacente a una respectiva línea de doblez de reborde que conecta uno de los rebordes exteriores con la parte superior de una pared lateral de la caja. Adicionalmente, cada una de las caras sufrideras superiores está configurada para recibir la presión de los rebordes previamente doblados. Entre otras opciones detalladas más adelante, esta invención cubre expresamente las siguientes posibilidades: un molde con dos topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con una cara sufridera superior cada uno, un molde con cuatro topes conformadores con dos caras sufrideras superiores cada uno, un molde con cuatro topes con dos caras sufrideras superiores una uno, un molde con ocho topes conformadores con una pared sufridera cada uno, en donde preferiblemente en cualquiera de estas opciones cada tope es movible mediante un respectivo actuador de tope. La referida inmovilización confiere rigidez a las caras sufrideras superiores mientras están posicionadas en las posiciones de tope. La inmovilización puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Preferentemente, cada una cada una de las caras sufrideras superiores está configurada para recibir la presión de unas porciones de solapamiento de los rebordes. Optativamente, las porciones de solapamiento están situadas en las zonas de esquina de la caja y previamente dobladas hacia el exterior de la misma. Opcionalmente, estos rebordes están configurados para pegar contra otros por presión en estas porciones de solapamiento, mediante unos puntos o cordones de cola. Ventajosamente, mediante la presente invención, los topes conformadores movibles están configurados para, durante su movimiento desde la posición tope hasta la posición retraída, permitir la evacuación de cada caja formada de la cavidad atravesando la embocadura de salida y no por la embocadura de entrada de plancha, provocando un aumento del número de cajas producidas por intervalo de tiempo. También, en la presente invención, la operación de presionado de los rebordes exteriores se realiza con mayor fiabilidad, lo cual evita paradas productivas y mantiene una deseable alta velocidad de formación, respecto al estado del arte que emplea operaciones más críticas y propensas a fallo/parada productiva. Opcionalmente y ventajosamente, los topes conformadores movibles entre las posiciones de tope y retraída permiten evacuar cada caja formada de la cavidad atravesando la embocadura de salida sin interferir con los topes conformadores. Preferentemente, el molde comprende además al menos cuatro caras sufrideras laterales, movibles entre respectivas posiciones retraídas, adyacentes a la cavidad, y respectivas posiciones de tope, hacia el interior de la cavidad, mutuamente enfrentadas por parejas, y dispuestas, optativamente lateralmente, alrededor de la cavidad. Cada una de las al menos cuatro caras sufrideras laterales está dotada con una inclinación respecto a la dirección lineal Z. Estas inclinaciones respecto a la dirección lineal Z, permiten forman cajas con paredes laterales inclinadas con respectivas inclinaciones mayores de 90 grados respecto al fondo para que se puedan anidar (insertar) unas cajas formadas dentro de otras. A modo ilustrativo, citado ángulo puede estar comprendido entre 92 y 105 grados, formando así una inclinación de entre 2 a 15 grados respecto a la dirección lineal Z. Las al menos cuatro caras sufrideras laterales, en sus posiciones de tope, están configuradas para presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja y optativamente incluye esta parte exterior las zonas de esquina e la misma, hacia el interior de la cavidad. Así, ventajosamente, en esta opción preferente, las caras sufrideras laterales y superiores efectúan ventajosamente un alto número de operaciones de formación para transformar la plancha plana en caja, en un mínimo intervalo de tiempo, el cual puede estar asociado al simultáneo movimiento de estas caras sufrideras hacia el interior de la cavidad, reduciendo el tiempo necesario para la formación de la caja, todo ello conllevando un aumento productivo de cajas. También ventajosamente, las citadas al menos cuatro caras sufrideras laterales están configuradas, dimensionas y posicionadas, para presionar la parte exterior de la caja hacia el interior de la cavidad, confiriendo estabilidad y centrado al fondo, paredes laterales y zonas de esquina de la caja, durante la posterior unión de los rebordes exteriores por presión por contacto y pegado. Esto es especialmente ventajoso para vencer los inconvenientes asociados con el posicionamiento preciso de los rebordes en las zonas de solapamiento, las cuales son de dimensiones exigentemente reducidas. A partir de este punto, el molde de la máquina formadora de cajas es capaz de formar cajas de distintas formas: cuatro, ocho o doce caras laterales rodeando el fondo de la misma, con un alto número de cajas formadas por intervalo de tiempo, ya que el creciente número de caras laterales no afecta apreciablemente la alta velocidad de formación alcanzada mediante la presente invención. Preferentemente, las al menos cuatro caras sufrideras laterales están integradas en los topes conformadores, y cada uno de los topes conformadores comprende de una a siete caras sufrideras laterales. Este número de caras sufrideras laterales depende de: • el número de caras laterales de la caja a formar, • si la caja a formar incluye o no incluye zonas de esquina con uno o dos chaflanes, y • del doblado opcional de las solapas laterales anexas a algunas de las paredes laterales mediante unas aristas moldeadoras integradas en los topes conformadores. Estas aristas moldeadoras opcionales permiten aumentar la velocidad de formación vía un eficiente doblado de las solapas que también se produce durante el movimiento de los topes desde la posición retraída hasta la posición de tope. Preferentemente, y ventajosamente, los topes conformadores movibles con las caras sufrideras laterales integradas en los mismos, están configurados para, durante su movimiento desde la posición retraída hasta la posición de tope, efectuar las siguientes operaciones: • posicionamiento de dos paredes laterales alternas respecto a las líneas de doblez del fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final en la caja de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de las zonas de esquina de la caja, preferentemente incluyendo el doblado de unas caras achaflanadas de las zonas de esquina de la caja y presión de las mismas contra respectivos chaflanes del macho, y • recibir la presión de las porciones de solapamiento de los rebordes previamente doblados. Preferiblemente, este alto número de operaciones de formación pueden producirse mediante respectivos movimientos simultáneos de los topes conformadores, contribuyendo nuevamente a reducir considerablemente el tiempo necesario para la formación de la caja, aumentando así el número de cajas producidas en un determinado intervalo de tiempo. Según una realización, el molde comprende dos topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Preferentemente, una de las tres caras sufrideras laterales de cada tope conformador está configurada para presionar una pared lateral, y las otras dos caras sufrideras laterales de cada tope conformador están configuradas para presionar respectivas zonas de esquina de la caja, optativamente incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. Complementariamente, cada uno de los dos topes conformadores está dotado de al menos dos aristas moldeadoras. Opcionalmente, cada arista moldeadora delimita dos caras sufrideras laterales contiguas, y está configurada para doblar una línea de doblez lateral de la caja que separa una pared lateral de una solapa lateral. Según una realización alternativa del molde, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo dos de las citadas caras sufrideras laterales, útil para la formación de cajas con cuatro, ocho o doce caras laterales rodeando el fondo de la misma. Estas caras sufrideras laterales están configuradas para presionar respectivas zonas de esquina de la caja, incluyendo cada zona de esquina de la caja porciones laterales de al menos una de las dos paredes laterales de cada zona de esquina. En otra realización, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales, configuradas para presionar en la posición de tope una respectiva pared lateral de la caja. Esta realización es útil para la formación de cajas con cuatro, ocho o doce caras laterales. Preferiblemente, los topes conformadores tienen integradas al menos cuatro aristas moldeadoras, con respectivas inclinaciones verticales. En una realización suplementaria al párrafo anterior, unas al menos cuatro caras sufrideras laterales de los topes conformadores incluyen al menos cuatro caras sufrideras laterales con forma complementaria a las zonas de esquina de las cajas achaflanadas. En una realización, los dos topes conformadores comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales. Cada una de las cinco caras sufrideras laterales están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con uno o dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con ocho o doce caras laterales. En otra realización, los dos topes conformadores comprenden, cada uno de ellos, siete de las citadas caras sufrideras laterales. Cada una de las siete caras sufrideras están configuradas para presionar en la posición de tope una pared lateral de la caja y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una. Esta realización es útil para la formación de cajas con doce caras laterales. Según otra opción preferible, el molde comprende cuatro topes conformadores, cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales. Esta opción es útil para la formación de cajas con ocho o doce caras laterales. Según otra opción, cada uno de los topes conformadores comprende cuatro caras sufrideras laterales configuradas para conformar respectivas zonas de esquina achaflanadas de la caja que comprenden dos caras achaflanadas cada una. Preferentemente, las caras sufrideras laterales y/o las citadas aristas moldeadoras están integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Preferiblemente, las al menos cuatro caras sufrideras laterales del molde incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de unos lados laterales planos del macho. Esto ayuda a posicionar y mantener las paredes laterales de la caja en su posición doblada predefinida, y or tanto a posicionar correctamente las líneas de doblez de reborde en su posicionamiento predefinido para poder acometer el posterior doblado de los rebordes exteriores con fiabilidad y rapidez. Complementariamente al párrafo anterior, las citadas aristas moldeadoras incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las aristas de macho posicionadas en las zonas de esquina del macho. El efecto técnico del párrafo anterior se mantiene, y además se realiza un eficiente doblado de solapas laterales derivadas de las paredes laterales para unir unas con otras manteniendo una alta velocidad de formación. Complementariamente, en el molde, cada tope conformador de la pluralidad de topes conformadores tiene integrada además una arista dobladora horizontal adyacente a la cara sufridera superior, configurada para doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior. Optativamente, cada arista dobladora horizontal está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, las caras sufrideras superiores de los topes conformadores son planas. En una opción, las caras sufrideras superiores de los topes conformadores son preferentemente caras planas horizontales. Preferiblemente, la máquina comprende además un dispositivo de guiado asociado a dicho molde, dotado de dos guías de caja mutuamente enfrentadas. El dispositivo de guiado está configurado para guiar las cajas formadas atravesando la embocadura de salida. Las cajas opcionalmente atraviesan dicha embocadura de salida en una disposición anidada, unas con las otras, formando una pila de cajas. Tal como se ha indicado al principio, según un segundo aspecto, para solventar los inconvenientes expuestos en el apartado anterior, la presente invención presenta un método para la formación de cajas con rebordes situados en la parte superior de las mismas doblados hacia el exterior de estas. El método es ejecutado mediante un molde que forma parte de una máquina formadora, comprendiendo el molde una cavidad susceptible de quedar enfrentada a un macho desplazable linealmente a través de la cavidad, y estando la cavidad delimitada al menos parcialmente por unos elementos conformadores de la caja dispuestos rodeando la cavidad. Opcionalmente, este método del segundo aspecto puede ejecutarse mediante el molde del primer aspecto de la invención. El método comprende las etapas de: posicionar una porción de fondo de una plancha sobre una embocadura de entrada a la cavidad, para insertar la porción de fondo al interior de la cavidad; doblar unas paredes laterales anexas a la porción de fondo de la caja a formar; y evacuar cada caja formada de la cavidad atravesando una embocadura de salida del molde alineada según la dirección lineal Z con la embocadura de entrada. Tales cajas y planchas del método pueden corresponder con las descritas en el primer aspecto de la invención. Según este segundo aspecto, la presente invención propone además que el citado método comprende además las etapas de: mover unos topes conformadores que pueden formar parte de dichos elementos conformadores de la caja, estando los topes conformadores (56) mutuamente enfrentados y dispuestos, preferentemente lateralmente, alrededor de la cavidad, desde una posición retraída, hasta una posición de tope hacia el interior de la cavidad, en donde unas caras sufrideras superiores de los topes conformadores quedan situadas adyacentes a las líneas de doblez de reborde que conectan dichos rebordes exteriores con las paredes laterales de la caja; inmovilizar las caras sufrideras superiores de los topes conformadores en las respectivas posiciones de tope; recibir en las caras sufrideras superiores la presión de los rebordes doblados hacia el exterior; y mover los topes conformadores desde su posición de tope hasta de posición retraída para evacuarlas cajas atravesando la embocadura de salida. La inmovilización de la etapa de inmovilizar puede corresponder con una inmovilización mecánica, por ejemplo, la correspondiente con los filos de la rosca de una varilla roscada o husillo; a una inmovilización mediante una señal eléctrica de control y/o potencia asociada a un actuador, por ejemplo, un freno de motor; a una inmovilización del eje de giro de un motor giratorio; o a una preferente inmovilización de la parte movible de un cilindro fluidodinámico en esa posición asociada a la presión y fuerza de un fluido como aire o aceite, entre otros. Las ventajas descritas para el primer aspecto de la invención aplican también para este método del segundo aspecto de la invención. Preferentemente, el método comprende adicionalmente la etapa de presionar la parte exterior de la caja que incluye superficies de las paredes laterales de la caja, hacia el interior de la cavidad. Optativamente, esta parte exterior de la caja incluye unas zonas de esquina de la caja. Opcionalmente la etapa de presionar la parte exterior de la caja hacia el interior de la cavidad es ejecutada mediante al menos cuatro caras sufrideras laterales del molde movibles dispuestas, preferiblemente lateralmente, alrededor de la cavidad. Complementariamente, en la etapa de presionar la parte exterior de la caja se presiona esencialmente la totalidad de las superficies de las paredes laterales de la caja, optativamente mediante el movimiento de las citadas caras sufrideras laterales. Preferiblemente, en el método, los topes conformadores ejecutan la etapa de presionar la parte exterior de la caja mediante las al menos cuatro caras sufrideras laterales integradas adicionalmente junto con las caras sufrideras superiores en los topes conformadores. Complementariamente, en el método, los topes conformadores ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales de la caja que separan las paredes laterales de solapas laterales derivadas de la misma, optativamente mediante cuatro aristas moldeadoras integradas en los topes conformadores. Suplementariamente, en el método, la etapa de presionar la parte exterior de la caja comprende presionar cuatro zonas de esquina de la caja achaflanadas, opcionalmente mediante las referidas cuatro caras sufrideras laterales en la posición de tope. Complementariamente, en el citado método, a etapa de presionar la parte exterior de la caja, comprende la etapa adicional mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a los lados laterales planos de un macho desplazable linealmente a través de la cavidad: una primera separación lateral en dos lados laterales planos mutuamente opuestos asociada con el grosor de plancha, y una segunda separación lateral en los otros dos lados laterales planos mutuamente opuestos asociada con el doble del grosor de plancha. Preferiblemente, el método comprende la etapa de doblar en torno a la línea de doblez de reborde cada reborde hacia el exterior con una arista dobladora horizontal integrada en cada tope conformador. Opcionalmente, cada arista dobladora horizontal queda posicionada en la posición de tope adyacente a la línea de doblez de reborde durante la presión de las caras sufrideras laterales de los topes conformadores contra la parte exterior de la caja. Preferentemente, en el citado método, durante el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se producen las etapas de: • posicionamiento de dos paredes laterales alternas, mutuamente opuestas, respecto al fondo hasta una posición final de formación en la caja, • presión de las dos paredes laterales alternas, • doblado y posicionamiento final de dos solapas laterales derivadas de cada una de las paredes laterales alternas, • conformación de unas zonas de esquina de la caja, preferentemente incluyendo el doblado de unos chaflanes de esquina de la caja y presión de los mismos contra los chaflanes del macho, • doblado de los rebordes asociados a las paredes laterales alternas, y • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento de los rebordes. Complementariamente al método del párrafo anterior, antes del movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, se doblan hacia el exterior los rebordes de otras dos paredes laterales alternas, mediante dos topes conformadores adicionales. Opcionalmente, tras el movimiento de los topes conformadores desde la posición retraída hasta la posición de tope, y con los topes conformadores en la posición de tope, el método comprende además la etapa de presionar mediante dos prensas del molde mutuamente enfrentadas la parte exterior de la caja hacia el interior de la cavidad. Preferentemente, una cualquiera de las etapas de presionar la parte exterior de la caja, efectúa un efecto de presionado y prensado lateral y superior continuo a lo largo de todo el contorno lateral y superior del macho, que incluye paredes laterales, solapas laterales, caras achaflanadas optativas, y rebordes exteriores. Optativamente, con esto, se consigue forman satisfactoriamente las solapas de refuerzo que nacen de los rebordes exteriores por dentro de la caja, gracias a sus precisos posicionamientos respecto al resto de partes de la plancha durante la transformación de la misma en caja, y antes de su presionado mediante los topes conformadores. Preferiblemente, en el citado método, el doblado de dichos rebordes exteriores se realiza con el fondo de la caja parado. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención. La presente invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. BREVE DESCRIPCIÓN DE LOS DIBUJOS Las anteriores y otras ventajas y características se comprenderán más plenamente a partir de las siguientes relaciones detalladas de ejemplos de realización con referencia a los dibujos adjuntos, que deben tomarse a título ilustrativo y no limitativo, en los que: la Fig. 1 es una vista en planta de una primera realización del molde de máquina para la formación de cajas de la presente invención, en donde se muestra el molde con cuatro topes conformadores enfrentados por parejas, un macho y un dispositivo doblador de macho; las Figs. 2, 3, y 4 son respectivas vistas en perspectiva superior de cajas aptas para ser formadas mediante el molde de la presente invención, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por fuera de la caja, que tienen rebordes situados en la parte superior de las paredes laterales doblados hacia el exterior, y en donde en las Figs. 2 y 3 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola ; la Fig. 5 es una vista en planta de una plancha que tiene depositados cordones de cola para su posterior formación en la caja de la Fig. 4; la Fig. 6 es una vista en perspectiva inferior de la Fig. 1; la Fig. 7 es una vista lateral de la Fig. 6, en donde una plancha se encuentra posicionada sobre las guías del transportador, entre el macho y la embocadura de entrada; la Fig. 8 es una vista en perspectiva superior correspondiente con la Fig. 1; la Fig. 9 es la vista en perspectiva superior de la Fig. 8, ahora con los topes conformadores en la posición de tope, y las prensas en posición de prensado; la Fig. 10 es una vista en perspectiva superior de una primera realización del molde de una máquina para la formación de cajas de la presente invención, con un macho de la máquina en una posición extraída, y los topes conformadores en la posición retraída, y una plancha plana situada entre el macho y la embocadura de entrada sobre las guías de plancha, según una etapa inicial del método de la presente invención; la Fig. 11 es la vista en perspectiva superior de la Fig. 10, ahora con los topes conformadores en la posición de tope, según una etapa posterior del método de la presente invención; la Fig. 12 es una vista en planta del macho y dispositivo doblador de macho, correspondiente con la segunda, tercera y cuarta realizaciones del molde de las Figs. 13 a 16; la Fig. 13 es una vista en perspectiva superior de una segunda realización del molde de una máquina para la formación de cajas, apto para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; la Fig. 14 es la vista en planta de la Fig. 13; las Figs. 15 y 16 son respectivas vistas en planta de una tercera y cuarta realizaciones del molde de una máquina para la formación de cajas, aptas para formar cajas de cuatro paredes laterales sin esquinas achaflanadas; las Figs. 17, 18 y 19 son respectivas vistas en planta de una quinta, sexta y séptima realizaciones del molde de una máquina para la formación de cajas de la presente invención, aptas para formar cajas con ocho o doce caras laterales; la Fig. 20 es una vista en perspectiva superior una mitad simétrica del molde que forma parte integrante de una octava realización del molde de una máquina para la formación de cajas; la Fig. 21 es otra vista en perspectiva superior de la Fig. 20, y en donde está ubicada la caja de la Fig. 28 en la posición de introducción del macho; las Figs. 22 y 23 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores de forma parte integrante de la mitad simétrica del molde de las Figs. 20 y 21, y en donde se ha representado la caja de la Fig. 28 con sus caras transparentes; las Figs. 24 y 25 son vistas en perspectiva superior e inferior, respectivamente, de uno de los topes conformadores que puede formar parte integrante de los moldes de las Figs. 20 y 21, según una realización alternativa; las Figs. 26, 27 y 28 son respectivas vistas en perspectiva superior de cajas, en donde las dos solapas laterales derivadas de cada una de las dos paredes laterales están dobladas por dentro de la caja, que tienen rebordes doblados hacia el exterior, y en donde en las Figs. 27 y 28 las partes de la caja se han representado artificialmente transparentes para mostrar unos cordones de cola; las Figs. 29 y 30 son vistas en perspectiva superior delantera y trasera, respectivamente, de una mitad simétrica del molde según una novena realización de un molde de una máquina para la formación de cajas, en donde se ha representado la caja de la Fig. 27 en la posición de introducción del macho; las Figs. 31 y 32 son vistas laterales de la mitad simétrica del molde de la Fig. 29 en posición de doblado y posición retraída de sus primeros y segundos dobladores, respectivamente, en donde se muestran unas pilas de cajas anidadas unas con otras antes de atravesar la embocadura de salida. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN / EJEMPLOS Según el primer aspecto de la presente invención, la referencia 50 designa un molde (50) de una máquina (100) para la formación de cajas (B) , según la primera realización mostrada en las Figs. 1 y 6 a 11. Las Figs. 2 a 4 muestran cajas (B) de distintas formas previstas para ser formadas en el molde (50) de la presente invención, a partir de una plancha (P) , como, por ejemplo, la mostrada en la Fig. 5. Estas cajas (B) están previstas para ser anidadas unas con otras, ya que sus paredes laterales (PL) forman unas ligeras inclinaciones con respecto a la dirección perpendicular al fondo (F) de la caja (B) , de forma que la embocadura superiormente abierta de las mismas tiene unas dimensiones longitudinal y transversal mayores que aquellas del fondo (F) . Las citadas cajas (B) están dotadas con cuatro rebordes (R) que nacen de la parte superior de cada una de las cuatro paredes laterales (PL) y están doblados hacia el exterior de la caja (B) . Los rebordes (R) de las figuras son planos y horizontales, formando un marco plano de reborde continuo y periférico en la parte superior de las paredes laterales (PL) y paralelo al plano de fondo de la caja (B) , facilitando una posterior operación de sellado superior mediante un film habitualmente hecho de un compuesto plástico. Los cuatro rebordes (R) están doblado hacia el exterior en voladizo y la parte superiormente abierta de la caja (B) es posteriormente cerrada o sellada con apoyo periférico del citado film en los citados rebordes (R) . El molde (50) está soportado en un chasis (1) de la máquina (100) y comprende una cavidad (52) alineada con un macho (15) según la dirección lineal (Z) correspondiente con la vertical. El molde (50) comprende una embocadura de entrada (54) de plancha a la cavidad (52) , y una embocadura de salida (55) de la caja formada de la cavidad (52) , alineadas según la vertical. La embocadura de salida (55) está dimensionada para evacuar las cajas formadas de la cavidad (52) atravesando la embocadura de salida (55) . Las Figs. 7 y 31 muestran que la dirección lineal (Z) vertical es perpendicular a la embocadura de la cavidad (52) En el ejemplo de las Figs. 10 y 11, el molde (50) incluye medios de regulación de dicha cavidad (52) para adaptarse al largo y ancho de la caja (B) según dos direcciones, longitudinal (X) y transversal (Y) , de forma independiente. A lo largo de las realizaciones, las direcciones horizontales longitudinal y transversal (X, Y) designan en general dos direcciones horizontales lineales mutuamente perpendiculares. Estos medios de regulación incluyen dos husillos (2) soportados en el chasis (1) alineados según la dirección longitudinal (X) para adaptar la cavidad (52) según la dirección longitudinal (X) , y cuatro bridas (3) soportadas por parejas en dos barras transversales (4) soportadas en los husillos longitudinales (2) , para adaptar la cavidad según la dirección transversal (Y) . Los dos husillos (2) están acoplados mutuamente para girar síncronamente mediante piñones (5) y una cadena (6) . Los topes conformadores (56) y el resto de elementos movibles están soportados directa o indirectamente en dichas barras transversales (4) a través de respectivos soportes (21) . Previo al posicionamiento de la plancha (P) en su posición final de transportarte centrada entre el macho (15) y la cavidad (52) , esta es transportada mediante un transportador dotado de dos guías de plancha (40) y empujada por un órgano transportador (no mostrado) desde una posición inicial asociada con un almacén de planchas apiladas (no mostrado) , hasta la citada posición final, pasando por debajo de una pluralidad de inyectores de cola (no mostrados) que están soportados en el chasis (1) y suspendidos sobre el transportador. Los inyectores de cola depositan puntos o cordones de cola (CC) paralelos entre sí sobre zonas predefinidas de la plancha (P) , como los indicados en la Fig. 5. Así, la Fig. 5 muestra que para la formación de la caja (B) de la Fig. 5, son necesarios, preferentemente, unos cordones de cola (CC) depositados sobre cada una de las cuatro solapas laterales (SL) derivadas a ambos lados de dos paredes laterales (PL) mutuamente enfrentadas. Dichos cordones de cola (CC) de las solapas laterales (SL) quedan paralelos al plano de fondo (F) de la caja (B) aun vez esta está formada, tal como se deduce de las Figs. 2 a 4. Opcionalmente, al menos uno de estos puntos o cordones de cola (CC) se extiende sobre una cara achaflanada (CH) optativa de la futura zona de esquina (A) de la caja (B) para pegar las solapas de refuerzo (SR) optativas que nacen a ambos lados de los rebordes (R) de las otras dos paredes laterales (PL) . Preferentemente, también son necesarios unos puntos o cordones de cola (CC) depositados sobre cuatro porciones de los rebordes (R) para pegar unos rebordes (R) con otros en las zonas de solapamiento (A) . Tras depositar los cordones de cola (CC) mediante los inyectores de cola (no mostrados) , la plancha (P) se posiciona en la posición final de transporte de la Fig. 10. Para ayudar al posicionamiento de la plancha (P) sobre la embocadura de entrada (54) aun con una eleva velocidad, cada guía de plancha (40) comprende dos tacos (42) fijados a la misma, que sustentan por la parte inferior de las guías de plancha (40) una extensión longitudinal (41) alineada según la dirección (X) en respectivos puntos. Cada extensión longitudinal (41) es de posicionamiento según la transversal (Y) regulable mediante dos ramas transversales (43) unidas a la extensión transversal (41) y fijadas mediante respectivos elementos de bloqueo y desbloqueo a cada taco (42) , atravesando las ramas transversales (43) unos agujeros de los tacos (42) . Los elementos de bloqueo y desbloqueo pueden ser tornillos. El accionamiento de macho (10) soportado en el chasis (1) desplaza el macho (15) guiadamente según la dirección lineal (Z) hacia la posición de introducción del macho (15) en la cavidad (52) , arrastrando la plancha (P) al interior de la cavidad (52) del molde (50) . El accionamiento de macho (10) comprende un brazo movido por un órgano motor (no mostrado) . El citado macho (15) está conectado mediante un soporte de conexión (11) al accionamiento de macho (10) . El macho (15) tiene esencialmente forma de pirámide truncada invertida, y comprende cuatro lados laterales planos (62) dispuestos enfrentados dos a dos alrededor del soporte de conexión (11) formando respectivas inclinaciones respecto a la dirección lineal (Z) vertical, definiendo los cuatro lados laterales planos (62) , cuatro zonas de esquina del macho (15) entre dos lados laterales planos (62) contiguos, y un lado delantero y trasero (61, 63) según el sentido de introducción del macho (15) en el molde (50) . Las Figs. 7 y 10 muestran que el lado delantero (61) comprende una superficie de fondo plana (no mostrada) integrada en el macho (15) configurada para presionar una porción de fondo de una plancha (P) posicionada en la embocadura de entrada (54) e introducirla en la cavidad (52) . En el lado trasero (63) del macho (15) está montado un dispositivo doblador de macho que comprende cuatro miembros formadores (64a) , dispuestos alrededor del soporte de conexión (11) , enfrentados dos a dos, cada uno asociado con uno de los lados laterales planos (62) inclinados, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) respecto a los lados laterales planos (62) para doblar hacia el exterior los citados rebordes. El dispositivo doblador de macho comprende además cuatro miembros formadores esquinados (64b) , distribuidos alrededor del soporte de conexión (11) , cada uno de ellos posicionado en una zona de esquina del macho (15) de forma intercalada entre dos miembros formadores (64a) contiguos, y posicionados en uso en una posición sobresalida hacia el exterior del macho (15) en la zona de esquina del mismo. Las Figs. 8 a 10 muestran que el dispositivo doblador de macho comprende ocho miembros formadores (64a, 64b) materializados en respectivas ocho piezas individuales atornilladas mediante dos respectivos tornillos (no referenciados) cada una a un núcleo macho hecho de nylon colado dotado de las citadas cuatro paredes laterales (62) , que delimitan cuatro zonas de esquina de macho (15) que incluyen dos chaflanes (62) cada uno, conformando un macho (15) dotado de doce caras inclinadas en correspondencia a la forma interior de las paredes laterales (PL) y caras achaflanadas (CH) de la caja (B) a formar de la Fig. 4. Las Figs. 1 y 6 a 11 muestran que el molde (50) comprende además cuatro topes conformadores (56) , mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) . Cada tope conformador (56) es movible entre la posición retraída de las Figs. 1, 6, 8 y 10, para insertar la plancha a formar en la cavidad (52) , y la posición de tope de las Figs. 9 y 11, hacia el interior de la cavidad (52) , permitiendo los topes conformadores (56) movibles entre las posiciones de tope y retraída evacuar cada caja (B) formada de la cavidad (52) atravesando la embocadura de salida (55) sin interferir con los topes conformadores (56) . Cada uno de los topes conformadores (56) incluye una cara sufridera superior (58, 59) , configurada para, en su posición de tope de la Fig. 8, quedar inmovilizada y situada inferiormente adyacente a un miembro formador (64a) , para quedar adyacente a una respectiva línea de doblez de reborde (LR) que conecta uno de los rebordes (R) exteriores on la parte superior de una pared lateral (PL) de la caja (B) , y para recibir la presión de los rebordes (R) doblados hacia el exterior por los miembros formadores (64a) , con el macho (15) en la posición de introducción de la Fig. 9. Siguiendo en la Fig. 9, con el macho (15) posicionado en la posición de introducción, los cuatro miembros formadores esquinados (64b) están configurados para, presionar superiormente por contacto unas porciones de solapamiento (A) de los citados rebordes (R) doblados hacia el exterior y situadas en las zonas de esquina de la caja (B) . Al presionar superiormente en cada zona de esquina, la porción de reborde (R) superior presiona hacia abajo contra la cara superior de la porción de reborde (R) inferior en la porción de solapamiento (A) . Durante esta presión los cuatro miembros formadores esquinados (64b) están adicionalmente configurados para pegar unos rebordes (R) contra otros por presión en estas porciones de solapamiento (A) , junto con los puntos o cordones de cola (CC) previamente depositados mediante los inyectores de cola (no mostrados) . Este molde (50) de las Figs. 1 y 6 a 11 comprende además al menos cuatro caras sufrideras laterales, movibles entre una posición retraída adyacente a la cavidad (52) y una posición de tope hacia el interior de la cavidad (52) , mutuamente enfrentadas por parejas, dispuestas lateralmente alrededor de la cavidad (52) . Cada una de las cuatro caras sufrideras laterales tiene una inclinación vertical complementaria a la de cada uno de los lados laterales planos (62) del macho (15) , estado las al menos cuatro caras sufrideras laterales en sus posiciones de tope de la Fig. 9 configuradas para presionar la parte exterior de la caja (B) , incluyendo esta parte exterior las zonas de esquina de la misma, contra los cuatro lados laterales planos (62) del macho (15) hacia el interior de la cavidad (52) , durante el citado presionado por contacto y pegado de los cuatro miembros formadores esquinados (64b) , también ilustrado en la Fig. 9. En las Figs. 1 y 6 a 11, el molde (50) tiene un total de doce caras sufrideras (C1, C2, C3, C4) . Dos de los cuatro topes conformadores (56) comprenden, cada uno de ellos, siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas (CH) cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. La cara sufriera lateral designada como C4 presiona en uso la pared lateral (PL) de mayor longitud en las figuras, las dos caras sufrideras laterales (C3, C2) situada a cada lado presionan contra respectivas zonas de esquina del macho (15) dotadas de dos chaflanes (62a) cada una, mientras que las dos caras sufrideras laterales (C1) presionan la pared ateral (PL) de menor longitud en las figuras. Los dos topes conformadores (56) del molde (50) con siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) tienen integradas doce aristas moldeadoras (A50) en total, seis aristas moldeadoras (A50) cada uno, tres en correspondencia con cada esquina de la caja (B) a formar. Las aristas moldeadoras (A50) tienen respectivas inclinaciones verticales complementarias a las inclinaciones cada uno de los lados laterales planos (62) y/o zonas de esquina del macho (15) achaflanadas, y cada una de ellas está configurada para cooperar con una arista de macho (A60) situada en la zona de esquina del macho (15) . Por su parte, el macho (15) tiene tres aristas de macho (A60) en cada una de las zonas de esquina del mismo, que delimitan dos chaflanes (62a) y las paredes laterales (62) contiguas a estos. Las Figs. 1 y 6 a 11 muestran que las caras sufrideras laterales y/o las citadas aristas moldeadoras (A50) están integradas adicionalmente junto con las caras sufrideras superiores (58, 59) en dos de los cuatro topes conformadores (56) . Así mismo, las caras sufrideras laterales y las aristas moldeadoras (A50) de los topes conformadores (56) y las zonas de esquina del macho (15) que incluye las aristas de macho (A60) están mecanizadas sobre respectivos bloques de nylon colado. Siguiendo en las Fig. 1 y 6 a 11, diez de las doce caras sufrideras laterales (C1, C2, C3, C4) del molde (50) incluyen respectivas superficies de presión de dimensiones esencialmente coincidentes con cada una de las superficies de contrapresión de los lados laterales planos (62) del macho (15) . Las caras sufrideras laterales de las citadas dimensiones corresponden con las caras sufrideras laterales designadas como C2, C3 y C4. La Fig. 10 muestra detalladamente que las aristas moldeadoras (A50) incluyen respectivas porciones de arista de longitudes esencialmente coincidentes con cada una de las tres aristas de macho (A60) posicionadas en cada una de las cuatro zonas de esquina del macho (15) . Las Figs. 6 y 7 muestran que el macho (15) incluye un dispositivo retenedor (76) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo retenedor (76) está configurado para aprisionar la porción de fondo (F) de la plancha (P) plana contra la superficie de fondo plana (65) del macho (15) , y está materializado en una o más ventosas de vacío conectables a una fuente de vacío, tal como una bomba de vacío o un dispositivo de efecto Venturi. Igualmente, el macho (15) comprende un dispositivo expulsor (75) integrado en la superficie de fondo plana (65) del macho (15) . El dispositivo expulsor (75) está configurado para facilitar la extracción del macho (15) de la caja (B) formada. El dispositivo expulsor (75) es una o más ventosas de vacío tal como se muestra en la Fig. 7. Volviendo a la Fig. 9, se muestra que los miembros formadores esquinados (64b) están configurados para presionar contra los topes conformadores (56) en la posición de tope. Las Fig. 1 y 6 a 11 muestran que cada uno de los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal (AH) adyacente a la cara sufridera superior (58, 59) , siendo cuatro en total. Cada una de las aristas dobladoras horizontales (AH) está configurada para doblar en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a, 64b) del dispositivo doblador de macho. En las Figs. 8 y 9 se muestra que cada arista dobladora horizontal (AH) está configurada para posicionarse en la posición de tope adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales (C1, C2, C3, C4) de los topes conformadores (56) contra la parte exterior de la caja (B) . En las Figs. 1 y 6 a 11 se muestra que los cuatro topes conformadores (56) tiene integrada además una arista dobladora horizontal inclinada (AI) adyacente a ambos extremos de la arista dobladora horizontal (AH) , por lo que los topes conformadores (56) tienen integradas ocho aristas dobladoras horizontales inclinadas (AI) en total, dos asociadas con cada esquina de la cavidad (52) correspondiente con la esquina de la caja (B) a formar. Dos de los topes conformadores (56) mutuamente enfrentados según la dirección longitudinal (X) tiene una cara sufridera superior (58) plana y horizontal y los otros dos topes conformadores (56) mutuamente enfrentados según la dirección transversal (Y) tienen una cara sufridera superior (58) plana y horizontal. Cada uno de los ocho miembros formadores (64a, 64b) está dotado de una superficie de presión plana y horizontal configurada para ejercer presión contra las caras sufrideras superiores (58, 59) planas de los topes conformadores (56) . El molde (50) comprende dos prensas (46) mutuamente enfrentadas, dispuestas lateralmente alrededor de la cavidad (52) , y movibles entre una posición retraída de las Figs. 7 y 8 hacia el exterior de la cavidad (52) , y una posición de presión de la Fig. 9 hacia el interior de la cavidad (52) . Para la formación de la caja de la Fig. 4, las prensas (46) se mueven desde la posición etraída hasta la posición de presión una vez que los topes conformadores (56) se encuentran en la posición de tope, tal como muestra la Fig. 9, en donde se ilustra que las prensas (46) están dimensionadas y posicionadas para presionar en la posición de presión la parte exterior de la caja (B) en dos paredes laterales (PL) opuestas contra respectivas paredes laterales planas (62) opuestas del macho (15) con los topes conformadores (56) en la posición de tope. Cada prensa (46) está unida al vástago (47b) movible de un respectivo cilindro neumático prensa (47) soportado en un soporte fijo (21) del chasis (1) . Cada uno de los vástagos (47b) está guiado mediante un respectivo dispositivo guía de cilindro (37) según la dirección longitudinal (X) . Los dos topes conformadores (56) alineados según la dirección longitudinal (X) tienen una cara sufridera superior (58) pero carecen de caras sufrideras laterales (C1, C2, C3, C4) . Cada cara sufridera superior (58) está unida al vástago (36b) movible de un cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) que guía cada vástago (36b) movible según la dirección longitudinal (X) . Este dispositivo de guía de cilindro (37) está materializado particularmente en una guía lineal soportada en el soporte (21) junto al cilindro neumático tope (36) , y un patín lineal (38) acoplado a la guía lineal (37) , que está unida a su vez al vástago (36b) . Los dos topes conformadores (56) alineados según la dirección transversal (Y) tienen un miembro de tope (57a) cada uno. Cada miembro de tope (57a) está unido al vástago (36b) movible de un respectivo cilindro neumático tope (36) , estado cada uno de los vástagos (36b) guiado mediante un dispositivo guía de cilindro (37) materializado en dos varillas lineales que guían cada vástago (36b) movible según la dirección transversal (Y) . Cada uno de estos miembros de tope (57a) es el citado bloque de nylon colado que tiene mecanizadas las citadas siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) y las citadas seis aristas moldeadoras (A50) referenciadas en las Figs. 1 y 8. El miembro de tope (57a) comprende además una pletina en la parte superior atornillada al bloque de nylon del miembro de tope (57a) . La pletina integra la arista dobladora horizontal (AH) y dos aristas horizontales inclinadas (AI) , una en cada extremo distal de la artista dobladora (AH) . La inmovilización de las siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) en la posición de tope de cada tope conformador (56) , se ejecuta aplicando aire a presión sobre uno de los dos lados del vástago (36b) movible del cilindro neumático. La segunda, tercera, y cuarta realizaciones del molde (50) de una máquina (100) para la formación de cajas (B) son útiles para la formación de las cajas (B) de las Figs. 3 y 22, en onde cada zona de esquina de las citadas cajas incluye porciones laterales de dos paredes laterales (PL) contiguas que la definen. En esta segunda, tercera y cuarta realizaciones del molde (50) de una máquina para la formación de cajas (B) , el macho (15) de la máquina (100) puede corresponder con el macho (15) de la Fig. 12, y cada uno de los topes conformadores (56) es movible mediante un respectivo actuador de tope, que pueden estar materializados en un cilindro neumático de tope (36) . Según la segunda realización de las Figs. 13 y 14, el molde (50) comprende dos topes conformadores (56) , mutuamente enfrentados según la dirección transversal (Y) , cada uno de ellos comprendiendo tres de las citadas caras sufrideras laterales (C1, C4, C1) , estando una de las tres caras sufrideras laterales referenciada como C4 de cada tope conformador (56) configurada para presionar una pared lateral (PL) contra un respectivo lado lateral plano (62) del macho (15) mostrado en la Fig. 12, y las otras dos caras sufrideras laterales de cada tope conformador (56) referenciadas como C1 configuradas para presionar respectivas zonas de esquina de la caja (B) de las Figs. 2 y 26 contra respectivas zonas de esquina del citado macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En las Figs. 13 y 14, cada uno de los dos topes conformadores (56) está dotado de un miembro tope (57 a) con, esencialmente, forma de U. Cada miembro tope (57a) está dotado de dos aristas moldeadoras (A50) , delimitando cada una de ellas dos caras sufrideras laterales (C1, C4) contiguas. Cada arista moldeadora (A50) está configurada para doblar una línea de doblez lateral (LL) de la caja (B) de las Figs. 2 y 26 que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . Según la tercera realización del molde (50) de la Fig. 15, el molde (50) comprende cuatro topes conformadores (56) , mutuamente enfrentados por parejas según la dirección transversal (Y) . Cada uno de los cuatro topes conformadores (56) comprende dos de las citadas caras sufrideras laterales (C1, C4) , estado estas configuradas para presionar respectivas zonas de esquina de la caja (B) contra respectivas zonas de esquina del macho (15) de la Fig. 12 carente de chaflanes en sus zonas de esquina. En la Fig. 15, cada uno de los cuatro topes conformadores (56) incluye un miembro tope (57a) . Cada miembro tope (57a) tiene esencialmente forma de L y está dotado de una arista moldeadora (A50) que delimita las dos caras sufrideras laterales (C1, C2, C4) contiguas, estando cada arista moldeadora (A50) configurada para doblar una línea de doblez lateral (LL) de la caja (B) que separa una pared lateral (PL) de una solapa lateral (SL) , en cooperación con una arista de macho (A60) situada en la zona de esquina del macho (15) . En la cuarta realización del molde (50) de la Fig. 16, el molde (50) comprende cuatro topes conformadores (56) , dos alineados según la dirección longitudinal (X) y dos alineados según la transversal (Y) , cada uno de ellos comprendiendo una de las citadas caras sufrideras laterales (C1, C4) , configuradas para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . La quinta y la sexta realizaciones del molde (50) son útiles para la formación de la caja (B) de las Figs. 3 y 27, en donde cada zona de esquina de las citadas cajas (B) incluye una cara achaflanada. Según la quinta realización de la Fig. 17, el molde (50) comprende cuatro topes conformadores (56) , cada uno de ellos comprendiendo una cara sufridera lateral (C1, C4) , configurada para presionar en la posición de tope una respectiva pared lateral (PL) de la caja (B) contra un respectivo lado lateral plano (62) del macho (15) . Las caras sufrideras laterales (C1, C4) de los cuatro topes conformadores (56) están posicionadas lateralmente alrededor de la cavidad (52) , separadas lateralmente unas de otras en las esquinas de la cavidad (52) correspondientes con las zonas de esquina de la caja (B) a formar, una distancia correspondiente con las zonas de esquinas del macho achaflanadas, que incluye un chaflán (62a) , y que conectan cada uno de los lados laterales planos (62) del macho. Este macho no está mostrado en las figuras. Las mencionadas cuatro caras sufrideras laterales (C1, C4) incluyen una arista moldeadora (A50) cada una, estando las aristas moldeadoras (A50) ubicadas en los respectivos extremos laterales de las caras sufrideras laterales (C1, C4) , delimitando las citadas separaciones esquinadas de la cavidad (52) . En la Fig. 17, el molde (50) comprende además cuatro topes conformadores (56) adicionales con una cara sufridera lateral (C2) adicional, cada uno de forma complementaria a las zonas de esquina de las cajas (B) achaflanadas, estando posicionados cada uno de estos cuatro topes conformadores (56) adicionales posicionados en las citadas separaciones esquinadas de la cavidad (52) , . Así, el molde (50) tiene ocho topes conformadores (56) , cada uno dotado de un respectivo miembro de tope (57a) movible mediante un respetivo actuador de tope, que puede estar materializado en un cilindro neumático de tope (36) . En la sexta realización de la Fig. 18, los dos topes conformadores (56) comprenden, cada no de ellos, cinco de las citadas caras sufrideras laterales (C1, C2, C4, C2, C1) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con una cara achaflanada cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con un chaflán (62a) cada una. Así, cada cara sufridera lateral (C4, C1) presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral (C2) presiona contra un respectivo chaflán (62a) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 está configurada para cooperar con dos aristas de macho (A60) situadas en la zona de esquina del macho de ocho paredes laterales (no mostrado) . En la séptima realización de la Fig. 19, útil para la conformación de las cajas (B) de las Figs. 4 y 28, los dos topes conformadores (56) comprenden, cada uno de ellos, cinco de las citadas caras sufrideras laterales (C3, C2, C4, C2, C3) , configuradas para presionar en la posición de tope una pared lateral (PL) de la caja (B) y dos zonas de esquina achaflanadas con dos caras achaflanadas cada una, contra un lado lateral plano (62) y dos zonas de esquina del macho (15) achaflanadas con dos chaflanes (62a) cada una. El macho (15) de la Fig. 12 puede cooperar con el molde (50) de esta realización. Así, cada cara sufridera lateral referenciada como C4 presiona contra una respectiva pared lateral (62) del macho (15) , cada cara sufridera lateral referenciada como C2 y C3 presiona contra un respectivo chaflán (62a) del macho (15) . Cada una de estas cuatro caras sufrideras laterales referenciadas como C2 y C3 está configurada para cooperar con dos o tres aristas de macho (A60) situadas en la zona de esquina del macho (15) , y mostradas mejor en la Fig. 8. En las Figs. 18 y 19, cada uno de estos dos topes conformadores (56) tiene un miembro de tope (57a) materializado en un bloque de nylon colado que tienen mecanizadas una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) . Según la octava realización del molde (50) de las Figs. 20 y 23, el molde (50) comprende algunas variaciones respecto a la primera realización, y están descritas a continuación. El molde (50) comprende además una pluralidad de primeros y segundos dobladores (51, 53) dispuestos alrededor de la cavidad (52) situados en correspondencia con la envolvente lateral de la caja (B) a formar de la Fig. 27, y cuatro terceros dobladores (51b) , cada uno de ellos situado en una de las cuatro esquinas de la cavidad (52) entre un primer y segundo doblador (51, 53) contiguos. Los terceros dobladores (51b) están configurados para doblar las solapas laterales (SL) de forma que queden por la parte interior de la caja (B) como muestran las Figs. 26 a 28. Los primeros (51) y segundos (53) dobladores de las cajas (B) están configurados para doblar las paredes laterales (PL) de las mismas. Un dispositivo de guiado asociado a dicho molde (50) mostrado en las Figs. 20 y 21, está dotado de cuatro guías de caja (90) mutuamente enfrentadas por parejas, configurado para guiar las cajas formadas atravesando dicha embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En este ejemplo, cada una de las guías (90) están soportadas fijamente respecto a un segundo doblador (53) . Las Figs. 20 y 21 muestran la mitad simétrica de dicho molde (50) , que comprende además cuatro topes conformadores (56) , mutuamente enfrentados por parejas, según un doble eje de simetría con las direcciones longitudinal y transversal (X, Y) , y dispuestos alrededor de la cavidad (52) , cada uno en una de las cuatro zonas de esquina de la cavidad (52) . Cada uno de dichos topes conformadores (56) es movible mediante la activación de un actuador de tope materializado en un cilindro neumático de tope (36) , entre una posición retraída de las Figs. 20 a 23 adyacente a la cavidad (52) en donde no interfiere con la caja (B) a formar mostrada en las Fig. 28, y una posición de tope (no mostrada) en donde dos caras sufrideras superiores (58, 59) de cada uno de dichos topes conformadores (56) son planas y horizontales y están configuradas para situarse adyacentes a las líneas de doblez de reborde (LR) que conectan los rebordes (R) exteriores con las paredes laterales (PL) de la caja (B) de las Figs. 22 y 23. Las caras sufrideras superiores (58, 59) planas y horizontales están configuradas en dicha posición de tope para recibir la presión de los rebordes exteriores (R) ante su doblado hacia fuera por los miembros formadores (64a) del dispositivo doblador de macho (60) . Las Figs. 20 a 23 muestran que cada tope conformador (56) comprende un actuador de tope (36) materializado en un cilindro neumático, el cual está montado en un soporte (21) soportado en el chasis (1) . Cada respectivo cilindro está configurado para mover linealmente un primer miembro de tope (57a) dotado de una cara sufridera superior (58) plana. Este primer miembro de tope (57a) está conectado operativamente a un segundo miembro de tope (57b) mediante un tornillo (22) unido al primer miembro de tope (57b) y un muelle (20) que mantiene el segundo miembro de tope (57b) en contacto contra dicho tornillo (22) que hace funciones de seguidor de leva. Cuando el vástago del cilindro sale, el primer miembro de tope (57a) y el tornillo (22) se ueve linealmente hacia el interior de la cavidad (52) , causando el giro del segundo miembro de tope (57b) desde una posición retraída hacia el interior de la cavidad (52) . Con esto, las dos caras sufrideras superiores (58, 59) planas quedan en su posición de tope. Los miembros formadores (64a) y miembros formadores esquinados (64b) del dispositivo doblador de macho (no mostrados en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) están configurados para presionar horizontalmente por contacto las porciones de solapamiento (A) de dichos rebordes (R) exteriores contra dos caras sufrideras superiores (58, 59) planas en su posición de tope con el macho (60) introducido dentro de la caja (B) en la posición de introducción. En esta realización, cada uno de dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra dos caras sufrideras superiores (59) planas, mientras que cada uno de los otros dos miembros formadores (64a) mutuamente enfrentados están configurados para presionar las porciones de solapamiento (A) de dichos rebordes exteriores (R) contra otras dos caras sufrideras superiores (58) planas. Cuando el vástago del cilindro entra, los miembros de tope (57a, 57b) se mueven desde la posición de tope hasta la posición retraída, permitiendo que las cajas (B) formadas atraviesen la embocadura de salida (55) enfrentada verticalmente con la embocadura de entrada (54) . Las Figs. 20 a 23 muestran que los topes (56) se encuentran situados alrededor de la cavidad (52) en una posición más alejada de la embocadura de entrada (54) que la pluralidad de primeros y segundos dobladores (51, 53) . Las Figs. 20 a 23 muestran que el molde (50) comprende las caras sufrideras laterales (C1, C2, C3, C4) esencialmente verticales dotadas de una inclinación están integradas en los topes conformadores (56) , siendo dicha inclinación y forma complementaria con unas esquinas achaflanadas de las cajas (B) , configuradas para presionar en su posición tope la parte exterior de la caja (B) en cada una de dichas esquinas, contra dos chaflanes (62a) que conectan cada uno de dichos lados laterales planos (62) de dicho macho (no mostrado en las Figs. 20 a 23 pero sí en la Fig. 1 para la primera realización) . Cada uno de estos topes conformadores (56) comprende un miembro tope (57) que comprende un primer y un segundo miembro tope (57a, 57b) . En esta realización, cada primer miembro de tope (57a) comprende dos caras sufrideras laterales (C3, C4) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la línea de doblez de una cara achaflanada (CH) de una squina la caja (B) , mientras que el segundo miembro de tope (57b) comprende otras dos caras sufrideras (C2, C1) formando un ángulo, que define unas artistas moldeadoras (A50) que ayudan al doblado y pegado de la otra línea de doblez de la otra cara achaflanada (CH) de esa misma esquina de la caja (B) . Las Figs. 24 y 25 muestran una variante de la octava realización, que comprende todos los elementos y características de la octava realización excepto por algunos elementos y características de los topes conformadores (56) . En esta variante, el molde (50) comprende cuatro topes conformadores (56) con dos caras sufrideras superiores (58, 59) planas cada tope conformador (56) , en donde cada cara sufridera superior (58, 59) plana es movible mediante un respectivo actuador de tope (36) . Los actuadores de tope (36) están materializados en respectivos cilindros neumáticos, soportados en un soporte (21) del chasis (1) , y conectados, respectivamente, al primer y segundo miembros de tope (57a, 57b) , para moverlos activando los cilindros. Según la novena realización de las Figs. 29 a 32, el molde (50) de la máquina (100) de formación de cajas (B) comprende algunas variaciones respecto a la octava realización, y están descritas a continuación. Las Figs. 29 a 32 muestran que los primeros y segundos dobladores (51, 53) son movibles mediante respectivos actuadores dobladores (31, 33) materializados en cilindros neumáticos, entre una posición de doblado mostrada en la Fig. 31, en donde están posicionados hacia el interior de la cavidad (52) para doblar dichas paredes laterales (PL) anexas al fondo (F) de la caja (B) , y una posición retraída mostrada en la Fig. 32, en donde están posicionados hacia el exterior de la cavidad (52) para extraer el macho (80) del molde (50) . En la Fig. 31, la plancha (P) guiada por las guías de plancha (40) está situada sobre la embocadura de entrada (54) de plancha y el macho (80) desciende según la dirección lineal (Z) vertical hacia la cavidad (52) con los primeros y segundos dobladores (51, 53) en posición de doblado. En la Fig. 32, los primeros y segundos dobladores (51, 53) están en posición retraída y el macho (no mostrado) se ha desplazado desde una posición de introducción hasta una posición de extracción, según un sentido de ascenso según la dirección lineal (Z) vertical. Las Figs. 31 y 32 muestran que el dispositivo de guiado está configurado para sustentar las ajas (B) formadas, y sus dos guías de caja (90) mutuamente enfrentadas guían las cajas (B) formadas atravesando la embocadura de salida (55) , en una disposición anidada, unas con las otras, formando una pila de cajas (B) . En una primera realización ilustrativa del método para la formación de cajas (B) y con rebordes (R) situados en la parte superior de las paredes laterales (PL) de las mismas y doblados hacia el exterior de las cajas (B) , el método es implementado particularmente mediante el molde (50) de la máquina (100) formadora de cajas (B) de la primera realización del primer aspecto de la invención mostrada en las Figs. 1 y 6 a 11, en donde el molde (50) con una cavidad (52) está enfrentada a un macho (15) desplazable linealmente a través de la cavidad (52) . El método de esta primera realización comprende las etapas de: posicionar una porción de fondo (F) de una plancha (P) sobre una embocadura de entrada (54) a la cavidad (52) como ilustra la Fig. 7 y 10, para insertar la porción de fondo (F) al interior de la cavidad (52) como se ilustra en las Figs. 9 y 11; y doblar unas paredes laterales (PL) anexas a la porción de fondo (F) de la caja (B) a formar mediante el molde (50) , en cooperación con unos lados laterales planos (62) inclinados del macho (15) . Concretamente, esta etapa de doblar unas paredes laterales (PL) mediante el molde (50) puede ser ejecutada por los topes conformadores (56) del molde (50) de la primera realización de máquina (100) mostrados en las Figs. 1 y 6 a 11, o bien mediante los primeros y/o segundos dobladores (51, 53) de la octava o novena realizaciones de las Figs. 20 a 23 y 29 a 32, respectivamente. El citado método comprende, igualmente, las etapas de: evacuar cada caja (B) formada de la cavidad (52) atravesando una embocadura de salida (55) del molde (50) alineada según la dirección lineal (Z) con la embocadura de entrada (54) mostrada en la Fig. 7, y alternativamente mostrada en la Fig. 32; mover unos topes conformadores (56) mutuamente enfrentados y dispuestos lateralmente alrededor de la cavidad (52) , desde una posición retraída de la Figs. 1 y 8, para insertar la plancha (P) a formar en la cavidad (52) , hasta una posición de tope de la Fig. 9 hacia el interior de la cavidad (52) , en donde unas caras sufrideras superiores (58, 59) de los topes conformadores (56) quedan situadas adyacentes a las líneas de doblez de reborde (LR) que conectan dichos rebordes exteriores (R) con las paredes laterales (PL) de la caja (B) ; inmovilizar las caras sufrideras superiores (58, 59) de los topes conformadores (56) en las espectivas posiciones de tope; y recibir en las caras sufrideras superiores (58, 59) la presión de los rebordes (R) doblados hacia el exterior, tal como muestra la Fig. 9. El doblado de dichos rebordes (R) exteriores se realiza con el fondo (F) de la caja (B) inmóvil, parado, tal como ilustra la Fig. 9. En la Fig. 9, el método comprende la etapa de presionar inferiormente las porciones de solapamiento (A) , mediante las caras sufrideras superiores (58, 59) . Siguiendo en la Fig. 9, los miembros formadores esquinados (64b) del dispositivo doblador de macho ejercen adicionalmente presión contra las caras sufrideras superiores (58, 59) en su posición de tope, presionando así superior e inferiormente las porciones de solapamiento (A) , mediante los miembros formadores esquinados (64b) y las caras sufrideras superiores (58, 59) , respectivamente. Durante la etapa presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) , que se describirá más adelante, el método comprende la etapa adicional de mantener dos separaciones laterales distintas las cuatro paredes sufrideras laterales respecto a unos lados laterales planos (62) del macho (15) : una primera separación lateral en dos lados laterales planos (62) mutuamente opuestos asociada con el grosor de plancha (P) , y una segunda separación lateral en otros dos lados laterales planos (62) mutuamente opuestos asociada con el doble del grosor de plancha (P) . Tras las etapas de mover los topes conformadores (56) desde sus posiciones retraídas hasta sus posiciones tope e inmovilizar las caras sufrideras superiores (58, 59) , el método comprende además la etapa de mover los topes conformadores (56) desde su posición de tope hasta de posición retraída para permitir la evacuación de las cajas (B) de la cavidad (52) , atravesando una embocadura de salida (55) sin interferir con los topes conformadores (56) . Primeramente, la plancha (P) es transportada guiadamente mediante dos guías de plancha desde un almacén de planchas apiladas (no mostrado) hacia la embocadura de entrada (54) del molde (50) . Durante el transporte se aplican los citados puntos o cordones de cola (CC) mediante unos inyectores de cola (no mostrados) alineados según la dirección transversal (Y) perpendiculares la dirección de transporte alineada según la dirección longitudinal (X) y suspendidos sobre el transportador. Una vez la porción de fondo (F) de la plancha está posicionada sobre la embocadura de entrada (54) a la cavidad (52) enfrentada a un macho (15) según la dirección lineal (Z) ertical como muestran las Figs. 7 y 10, se continua con presión de la porción de fondo (F) de la plancha (P) mediante el macho (15) insertándola al interior de dicha cavidad (52) , como se ilustra en las Figs. 9 y 11. El macho (15) , que tiene esencialmente forma de pirámide truncada invertida, ha sido desplazado guiadamente según la dirección lineal (Z) , hacia una posición de una posición de introducción de las Figs. 9 y 11 en donde el macho (15) está dentro de la cavidad (52) . Durante este desplazamiento del macho (15) o con el mismo en la posición de introducción, dos paredes laterales (PL) mutuamente enfrentadas son dobladas mediante dos topes conformadores (56) mutuamente enfrentados, así estas dos paredes laterales (PL) quedan posicionadas en la posición final de estas en la caja (B) formada. Seguidamente, con estos dos topes conformadores (56) en la posición de tope, otros dos topes conformadores (56) mutuamente enfrentados dotados de siete caras sufrideras (C1, C2, C3, C4, C3, C2, C1) , seis aristas modeladoras (A50) , una arista horizontal (AH) y dos aristas horizontales inclinadas (AI) cada uno, se mueven desde la posición retraída de las Figs. 1, 6 y 8 hasta la posición de tope de las Figs. 9 y 11. Durante este movimiento, estos dos topes conformadores (58) de siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) ejecutan la etapa adicional de doblar cuatro líneas de doblez laterales (LL) de la caja (B) que separan las paredes laterales (PL) de solapas laterales (SL) derivadas de la misma, mediante cuatro aristas moldeadoras (A50) integradas en los topes conformadores (56) , en cooperación con cuatro aristas de macho (A60) situadas una en cada zona de esquina del macho (15) . Como muestra la Fig. 9, estos dos topes conformadores (56) , ejecutan la etapa de presionar la parte exterior de la caja (B) hacia el interior de la cavidad (52) contra los cuatro lados laterales planos (62) del macho (15) , incluyendo esta parte exterior las zonas de esquina de la caja (B) , mediante las catorce caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) de los topes conformadores (56) del molde (50) movibles dispuestas lateralmente alrededor de la cavidad (52) . En esta etapa de presionar la parte exterior de la caja (B) se presiona esencialmente la totalidad de las superficies de las paredes laterales (PL) de la caja (B) mediante el movimiento de las citadas caras sufrideras laterales contra los lados laterales planos (62) del macho (15) , tal como muestra la Fig. 9, o alternativamente en las Figs. 14 y 16. Además, como se ilustra en las Figs. 9 y 11 la etapa de presionar la parte exterior de la caja (B) comprende presionar cuatro zonas de esquina de la caja (B) achaflanadas, mediante cuatro caras sufrideras laterales (C2, C3) en la posición de tope contra unas zonas de squina del macho (15) achaflanadas, que incluyen dos chaflanes (62a) , y que conectan cada uno de los lados laterales planos (62) del macho (15) . También, como se desprende de las Figs. 5 a 9, una arista dobladora horizontal (AH) integrada en cada tope conformador (56) adyacente a la cara sufridera superior (58, 59) dobla en torno a la línea de doblez de reborde (LR) cada reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador (64a) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal (AH) adyacente a la línea de doblez de reborde (LR) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Siguiendo en las Figs. 5 a 9, en el método, ocho aristas dobladoras horizontales inclinadas (AI) respecto a las aristas dobladores horizontales (AH) integradas en los cuatro topes conformadores (56) doblan en torno a la línea de doblez de reborde (LR) cada porción de solapamiento (A) achaflanada del reborde (R) hacia el exterior, en cooperación con un respectivo miembro formador esquinado (64b) del dispositivo doblador de macho, quedando posicionada en la posición de tope cada arista dobladora horizontal inclinada (AI) adyacente a la línea de doblez de reborde (LR) en las porciones de solapamiento (A) durante la presión de las caras sufrideras laterales de los topes conformadores (56) contra la parte exterior de la caja (B) . Llegados a este punto, el método, durante el movimiento de estos dos topes conformadores (56) alineados según la dirección transversal (Y) y dotados siete caras sufrideras laterales (C1, C2, C3, C4, C3, C2, C1) cada uno, desde la posición retraída hasta la posición de tope, ejecuta las etapas de: • doblado y posicionamiento de dos paredes laterales (PL) alternas respecto al fondo (PF) hasta una posición final en la caja (B) , • presión de las dos paredes laterales (PL) alternas contra respectivos lados laterales (62) del macho (15) , • doblado y posicionamiento final de dos solapas laterales (SL) derivadas de cada una de las paredes laterales (PL) alternas, • conformación de las zonas de esquina de la caja (B) , • doblado de unos chaflanes de esquina de la caja (B) y presión de los mismos contra los chaflanes (62a) del macho (15) , • doblado de los rebordes (R) asociados a las dos paredes laterales (PL) alternas, • recibir en las caras sufrideras superiores la presión de las porciones de solapamiento los rebordes, y • pegado de las porciones de solapamiento (A) de los rebordes (R) . Antes del movimiento de los topes conformadores (56) alineados según la dirección transversal (Y) de las Figs. 1 y 6 a 11 desde la posición retraída hasta la posición de tope de la, se doblan hacia el exterior los rebordes (R) de otras dos paredes laterales (PL) alternas, mediante los otros dos topes conformadores (56) mutuamente alineados según la dirección longitudinal (X) , en cooperación con dos miembros formadores (64a) mutuamente enfrentados. Tras el movimiento de los topes conformadores (56) alineados trasversalmente desde la posición retraída hasta la posición de tope de la etapa, y con los topes conformadores (56) en la posición de tope, el método comprende además la etapa de presionar, mediante dos prensas (46) del molde (50) mutuamente enfrentadas, la parte exterior de la caja (B) , hacia el interior de la cavidad (52) , contra dos lados laterales planos (62) opuestos del macho (15) . En este punto la caja esta esencialmente formada, a falta de los tiempos de propios del secado de una cola caliente aplicada. Seguidamente, los topes conformadores (56) y las prensas (46) vuelven a sus respectivas posiciones retraídas, para permitir la evacuación de las cajas (B) , atravesando una embocadura de salida (55) . También, tras la formación de la caja (B) , el macho (15) se desplaza desde la posición de introducción de las Figs. 9 y 11 en el interior de la cavidad (52) , hasta la posición de extracción de las Figs. 8 y 10 fuera de la cavidad (52) , listo para un siguiente ciclo de formación de cajas (B) . El alcance de la presente invención está definido por las siguientes reivindicaciones.
Publicaciones:
ES2903292 (31/03/2022) - A2 Solicitud de patente sin informe sobre el estado de la técnica
ES2903292 (22/04/2022) - A8 Corrección de la primera página de la solicitud de patente
ES2903292 (01/08/2022) - R1 Informe sobre el estado de la técnica
ES2903292 (15/02/2023) - B2 Patente de invención con examen
Eventos:
En fecha 13/12/2021 se realizó Registro Instancia de Solicitud
En fecha 14/12/2021 se realizó Admisión a Trámite
En fecha 14/12/2021 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 17/12/2021 se realizó Concesión solicitud de reducción de tasas
En fecha 20/12/2021 se realizó Superado examen de oficio
En fecha 23/12/2021 se realizó Publicación concesión reducción de tasas
En fecha 31/03/2022 se realizó Publicación Solicitud
En fecha 31/03/2022 se realizó Publicación Folleto Solicitud (A2)
En fecha 09/04/2022 se realizó 3406X_Solicitud Correcciones
En fecha 13/04/2022 se realizó 1551X_Notificación Correcciones Admitidas
En fecha 22/04/2022 se realizó Publicación de la Corrección de la primera pagina de la solicitud de patente (BOPI)
En fecha 22/04/2022 se realizó Publicación Folleto Corrección de la Primera Página de la Solicitud de Patente (A8)
En fecha 27/06/2022 se realizó Exento de Petición y Pago del IET (IET previo)
En fecha 27/06/2022 se realizó Elaboración de Opinión Escrita complementaria
En fecha 27/06/2022 se realizó 6107P_Notificación mención a IET/IBI previo
En fecha 27/06/2022 se realizó 6109P2_Notificación opinión escrita
En fecha 01/08/2022 se realizó Publicación IET
En fecha 01/08/2022 se realizó Publicación Folleto IET (R1)
En fecha 22/09/2022 se realizó 3411X_Alta Mandatarios
En fecha 22/09/2022 se realizó Alta mandatario
En fecha 26/09/2022 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 26/09/2022 se realizó PETEX_Petición de examen sustantivo
En fecha 04/10/2022 se realizó Inscripcion otro Derecho L202230027
En fecha 16/11/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 31/01/2023 se realizó Designación de Comisión de Expertos
En fecha 01/02/2023 se realizó Finalización de Examen Sustantivo
En fecha 01/02/2023 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 07/02/2023 se realizó Publicación finalización de examen sustantivo
En fecha 08/02/2023 se realizó Concesión con examen sustantivo
En fecha 08/02/2023 se realizó Entrega título
En fecha 08/02/2023 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 15/02/2023 se realizó Publicación concesión Patente
En fecha 15/02/2023 se realizó Publicación Folleto Concesión
En fecha 16/08/2023 se realizó Plazo expirado presentación de oposiciones contra la concesión de la Patente
En fecha 21/02/2024 se realizó 5410X_Registro Solicitud Restablecimiento Derechos
Pagos:
13/12/2021 - Pago Tasas IET
26/12/2023 - Bono en Pago 04 Anualidad (B1)
26/12/2023 - Bono en Pago 03 Anualidad (B1)
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 26/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153
El registro de patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153 fue solicitada el 29/09/2020. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153 fue solicitada por TELESFORO GONZALEZ MAQUINARIA, SLU mediante los servicios del agente Elisabet Torner Lasalle. El registro [modality] por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153 está clasificado como B31B 50/46,B31B 50/02,B65D 5/20 según la clasificación internacional de patentes.
Otras invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA, SLU
Es posible conocer todas las invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA, SLU entre las que se encuentra el registro de patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Si se desean conocer más invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA, SLU clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B31B 50/46,B31B 50/02,B65D 5/20.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153 está clasificado con la clasificación B31B 50/46,B31B 50/02,B65D 5/20 por lo que si se desea conocer más registros con la clasificación B31B 50/46,B31B 50/02,B65D 5/20 clicar aquí.Otras invenciones solicitadas a través del representante ELISABET TORNER LASALLE
Es posible conocer todas las invenciones solicitadas a través del agente ELISABET TORNER LASALLE entre las que se encuentra el registro patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Si se desean conocer más invenciones solicitadas a través del agente ELISABET TORNER LASALLE clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31
Es posible conocer todas las patentes registradas en la clase B31 (FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABA) entre las que se encuentra la patente MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31B
Es posible conocer todas las patentes registradas en la clase B31B (FABRICACION DE CONTENEDORES DE PAPEL, CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL ) entre las que se encuentra la patente MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65
Es posible conocer todas las patentes registradas en la clase B65 (TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES) entre las que se encuentra la patente MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65D
Es posible conocer todas las patentes registradas en la clase B65D (RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, ) entre las que se encuentra la patente MOLDE DE MÁQUINA PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO Y MÉTODO PARA LA FORMACIÓN DE CAJAS DE CARTÓN Y/O PLÁSTICO con el número P202131153. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202130985
P202130985
 P202131189
P202131189
Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







