


- Home /
- Publicaciones de patentes /
- Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas
Patente nacional por "Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas"
Este registro ha sido solicitado por
AIRBUS OPERATIONS S.L.U.
a través del representanteGUSTAVO ADOLFO GONZÁLEZ PECES
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 09/08/2022
- Número solicitud:
-
P202230737
- Número publicación:
-
ES2961590
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
AIRBUS OPERATIONS S.L.U.
- Datos del representante:
-
Gustavo Adolfo González Peces
- Clasificación Internacional de Patentes:
- B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30
- Clasificación Internacional de Patentes de la publicación:
- B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2961590_A11. Método de manufactura de un rigidizador (100, 200, 300, 400, 500) de material compuesto polimérico reforzado con fibra de carbono, CFRP, para aeronaves, el método de manufactura comprende las siguientes etapas: - obtener al menos un laminado que comprende un conjunto de capas de material compuesto; - conformar el al menos un laminado de material compuesto para obtener una preforma (100A, 300A, 400A) con una geometría específica, donde conformar comprende al menos un plegado o doblado del laminado; - aplicar a uno o más bordes de la preforma (100A, 300A, 400A) un conjunto de tiras (L) que comprenden al menos una tira de tejido de carbono (L1) y una tira de fibra de vidrio (L2) ; y - curar la preforma (100A, 300A, 400A) para obtener el rigidizador (100, 200, 300, 400, 500) con la geometría específica. 2. Método de manufactura de acuerdo con la reivindicación 1, que comprende aplicar una tira de material pelable (L3) como parte del conjunto de tiras (L) , y donde la tira de tejido de carbono (L1) y/o la tira de fibra de vidrio (L2) es preimpregnada. 3. El método de manufactura de acuerdo con las reivindicaciones 1 o 2, donde el rigidizador (100, 200) comprende una geometría específica con una sección transversal en "T" o en "L" y comprende un alma (110, 210) y un pie (120, 220) , donde el pie (120, 220) corresponde a un borde del rigidizador (100, 200) configurado para estar en contacto con un panel de una aeronave, y donde el alma (110, 210) corresponde a la parte restante del rigidizador (100, 200) y comprende un borde del alma (110, 210) ; el método de manufactura comprende: - conformar al menos un laminado plano doblando el laminado en forma de "T" o "L" por el pie (120, 220) del rigidizador (100, 200) para obtener la preforma (100A) comprendiendo un alma y un pie; y aplicar el conjunto de tiras (L) a dicho borde del alma de la preforma (100A) . 4. El método de acuerdo con las reivindicaciones 1 o 2, donde el rigidizador (100, 200) comprende una geometría específica con una sección transversal en "T" o en "L" y comprende un alma (110, 210) y un pie (120, 220) , onde el pie (120, 220) corresponde a un borde del rigidizador (100, 200) configurado para estar en contacto con un panel de una aeronave, donde el alma (110, 210) corresponde a la parte restante del rigidizador (100, 200) y comprende un borde del alma (110, 210) ; el método de manufactura comprende: - conformar al menos un laminado plano doblando el laminado en forma de "T" o "L" por el alma (110, 210) del rigidizador (100, 200) para obtener la preforma (100A) comprendiendo un alma y un pie; - cortar en fresco el borde del alma de la preforma (100A) , y - aplicar el conjunto de tiras (L) a dicho borde del alma cortado en fresco. 5. Rigidizador (100, 200) que comprende una geometría específica con una sección transversal en "T" o en "L" obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 3 o 4. 6. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (300) comprende una geometría específica con una sección transversal en "I " y comprende un alma (310) , un pie (320) y dos aletas (310a) , donde el pie (320) corresponde a un borde del rigidizador (300) configurado para estar en contacto con un panel de una aeronave, donde el alma (310) corresponde a la parte central del rigidizador (300) , y donde las dos aletas (310a) corresponden al borde opuesto al pie (320) , el método de manufactura comprende: - obtener un primer laminado plano (B) de material compuesto y un segundo laminado plano (C) de material compuesto; - conformar el primer laminado plano (B) doblando el primer laminado plano (B) mediante una membrana o prensa contra un útil de conformado (R) en forma de "C" cuadrada, - conformar el segundo laminado plano (C) doblando el segundo laminado plano (C) mediante una membrana o prensa contra el útil de conformado (R) en forma de "C" cuadrada, - unir el primer laminado plano (B) con el segundo laminado plano (C) para obtener una preforma (300A) con una geometría específica con una sección transversal en "I " comprendiendo un alma, un pie y dos aletas, - aplicar a una primera aleta de la preforma (300A) un primer conjunto de tiras (L) ; y - aplicar a una segunda aleta de la preforma (300A) un segundo conjunto de tiras (L) . 7. El método de manufactura de acuerdo con la reivindicación 6, que además comprende: - cortar la primera aleta de la preforma (300A) previamente a la aplicación del primer conjunto de tiras (L) ; y - cortar la segunda aleta de la preforma (300A) previamente a la aplicación del segundo conjunto de tiras (L) . 8. Rigidizador (300) que comprende una geometría específica con una sección transversal en "I " obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 6 o 7. 9. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (400) comprende una geometría específica con una sección transversal en "Z" y comprende un alma (410) , un pie (420) y una aleta (410a) , donde el pie (420) corresponde a un borde del rigidizador (400) configurado para estar en contacto con un panel de una aeronave, donde el alma (410) corresponde a la parte central del rigidizador (400) , donde la aleta (410a) corresponde al borde opuesto al pie (420) , el método de manufactura comprende: - conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma (400A) con una geometría específica con una sección transversal en "Z" comprendiendo un alma, un pie y una aleta, - aplicar a la aleta de la preforma (400A) el conjunto de tiras (L) . 10. Rigidizador (400) que comprende una geometría específica con una sección transversal en "Z" obtenido mediante el método de manufactura de acuerdo con la reivindicación 9. 11. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (500) comprende una geometría específica con una sección transversal en "J" y comprende un alma (510) , un pie (520) y una aleta (510a) , donde el pie (520) corresponde a un borde del rigidizador (500) configurado para estar en contacto con un panel de una aeronave, donde el alma (510) corresponde a la parte central del rigidizador (500) , donde la aleta (510a) corresponde al borde opuesto al pie (520) , el método de manufactura comprende: - conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma con una geometría específica con una sección transversal en "J" comprendiendo un alma, un pie y una aleta, y - aplicar a la aleta de la preforma un conjunto de tiras (L) . 12. Rigidizador (500) que comprende una geometría específica con una sección transversal en "J" obtenido mediante el método de manufactura de acuerdo con la reivindicación 11. 13. El método de acuerdo con las reivindicaciones anteriores, donde obtener al menos un laminado comprende laminar el conjunto de capas de material compuesto de forma manual o de forma automática. 14. Rigidizador (100, 200, 300, 400, 500) obtenido a partir de un laminado de láminas de material compuesto polimérico reforzado con fibra de carbono, CFRP para aeronaves, comprendiendo el rigidizador (100, 200, 300, 400, 500) por lo menos un alma (110, 210, 310, 410, 510) un pie (120, 220, 320, 420, 520) y un borde superior, donde el pie (120, 220, 320, 420, 520) corresponde a un borde del rigidizador (100, 200, 300, 400, 500) configurado para estar en contacto con un panel de una aeronave, donde el alma (110, 210, 310, 410, 510) corresponde a la parte central del rigidizador (100, 200, 300, 400, 500) , donde el borde superior corresponde al borde opuesto al pie (120, 220, 320, 420, 520) , donde el borde superior comprende: - una tira de tejido de carbono (L1) ortogonal a las láminas de CFRP; y - una cubierta formada por una tira de fibra de vidrio (L2) . 15. Rigidizador (100, 200, 300, 400, 500) de acuerdo con la reivindicación 14, donde el borde superior además comprende una tira de material pelable (L3) .
Los productos y servicios protegidos por este registro son:
B29C 70/30 - B29C 70/06 - B29D 99/00 - B29C 65/00 - B29C 65/56 - B64C 1/06 - B64C 3/18 - B32B 1/00 - B32B 3/02 - B32B 5/02 - B32B 5/12 - B32B 5/26 - B32B 9/00 - B32B 27/08 - B29C 63/00 - B29K 63/00 - B29K 307/04 - B29L 31/30
Descripciones:
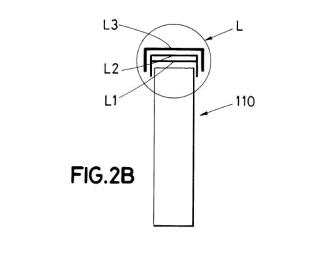
+ ES-2961590_A1 Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas Objeto de la invención El objeto de la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto polimérico reforzado con fibra de carbono, CFRP, y a rigidizadores con geometría específica obtenidos mediante dichos métodos de manufactura los cuales evitan las etapas posteriores a la etapa de curado, en particular, dichos procedimientos evitan las etapas de recanteado y sellado de bordes. Antecedentes de la invención Actualmente, de forma habitual, los rigidizadores o larguerillos con sección trasversal en forma de "T", "L", "I ", "Z" o "J" (los cuales comprenden al menos un alma y un pie) , son recanteados tras el curado para conseguir la altura deseada y eliminar el efecto borde como se consecuencia de la etapa de doblado y curado, ya que se fabrican con material sobrante para evitar posibles defectos de fabricación o conseguir que los bordes irregulares queden fuera de pieza avionable. En el estado de la técnica, se han planteado diversas soluciones para evitar la etapa de recanteado: Una primera solución consiste en dejar el material sobrante tras el curado de la preforma del rigidizador. Sin embargo, esta solución genera un aumento de peso del rigidizador, ya que éste comprende material `no trabajante. Una segunda solución, por ejemplo, en los larguerillos con sección trasversal en forma de "T", "L", consiste en conformar el borde del alma del larguerillo y cubrir con materiales no estructurales, para que, una vez curado este material adicional pueda considerarse como trabajante. Sin embargo, esta segunda solución estaría limitada a procesos de fabricación que impliquen el conformado del laminado (preferiblemente) plano sobre el que se obtiene la pieza final doblando el alma del rigidizador, para conseguir la forma en `T o `L. En las soluciones conocidas, siempre han existido limitaciones geométricas para los larguerillos (la solución de dejar el material sobrante es aplicable fundamentalmente a rigidizadores con sección trasversal en `T o `L de poco espesor y la solución de conformado del borde del alma requiere un espesor mínimo de rigidizador en `T o `L, así como cambios de altura limitados) . La presente invención propone métodos de manufactura que solventan las limitaciones de los procesos ya conocidos en el estado de la técnica. Descripción de la invención La presente invención se refiere a un método de manufactura que permite la fabricación `a neto de un borde de los rigidizadores o larguerillos con sección trasversal en "T", "L", "I ", "Z" o "J", donde dichos bordes se denominan pie o aletas y donde el centro del rigidizador se denomina alma. Ventajosamente, el método de manufactura de acuerdo con la presente invención permite eliminar las operaciones posteriores a la etapa de curado llevadas a cabo en el estado de la técnica. En particular, el método de manufactura de acuerdo con la presente invención, al permitir una fabricación `a neto de un borde de los rigidizadores o larguerillos, evita las etapas posteriores de recanteado y sellado de bordes (por ejemplo, la etapa de sellado se lleva a cabo para evitar que haya fibras expuestas en las cercanías de elementos metálicos como costillas de la aeronave) mediante una etapa consistente en aplicar a uno o más bordes de la preforma un conjunto de tiras. El método de manufactura de acuerdo con la presente invención puede llevarse a cabo en todas aquellas piezas hechas de material compuesto (e.g. piezas curadas, semicuradas, encoladas o coencoladas) de las que se obtienen rigidizadores con una geometría específica con una sección transversal en forma de "T", "L", "I ", "Z" o "J". El método de manufactura comprende, para los rigidizadores en forma de "T" o "L", una etapa de conformado de un laminado (por ejemplo, laminado plano) de material compuesto mediante el doblado de dicho laminado por un borde del rigidizador, i.e. o por el `pie, o por el "alma" del rigidizador. Cuando se lleva a cabo la manipulación del borde del rigidizador que corresponde con el alma del rigidizador, el método de manufactura puede comprender una etapa adicional de corte en fresco de dicho borde, previamente a la etapa de curado. El laminado llevado a cabo en los métodos de manufactura de acuerdo con la presente invención comprende la etapa de laminar el conjunto de capas de material compuesto de forma manual o de forma automática. El conformado llevado a cabo en los métodos de manufactura de acuerdo con la presente invención puede comprender conformado mediante rodillos, prensa o membrana dependiente de la geometría específica del rigidizador. Ventajosamente, el método de manufactura de acuerdo con la presente invención puede ser aplicable a cualquier espesor y altura de rigidizadores. Así pues, la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto CFRP, donde el rigidizador comprende una geometría específica con una sección transversal en forma de "T", "L", "I ", "Z" o "J". El método comprende la etapa (independientemente del tipo de geometría del rigidizador) de obtener al menos un laminado (por ejemplo, de tipo plano) hecho de un conjunto de capas de material compuesto, y conformar el laminado plano de material compuesto para obtener una preforma con una geometría específica, donde el conformado comprende al menos el doblado o plegado del laminado mediante por ejemplo rodillos, prensa o membrana. Novedosamente, el método comprende una etapa consistente en aplicar a uno o más bordes o aletas (dependiendo de la geometría del rigidizador) de la preforma un conjunto de tiras que evitan las etapas posteriores a la etapa de curado, i.e. etapas de recanteado y sellado de bordes. El conjunto de tiras comprende: - Una tira de tejido de carbono (por ejemplo, preimpregnado) : Dicha tira comprende trama y urdimbre, evitando la dispersión de las fibras del rigidizador durante la etapa de curado; y - Una tira de fibra de vidrio que puede sustituir a un sellante de borde. Opcionalmente, esta etapa puede comprender la aplicación de una tira de material pelable, por facilidad en su retirada. Dicha tira de material pelable puede usarse como alternativa para evitar repasos posteriores de resina superficial. Ventajosamente, la aplicación de al menos la tira de tejido de carbono (por ejemplo, preimpregnado) y la tira de fibra de vidrio permite eliminar las operaciones de recanteado y sellado, posteriores a la etapa de curado llevadas a cabo en el estado de la técnica. Finalmente, el método comprende la etapa de curar la preforma para obtener el rigidizador con la geometría específica y con el borde o aleta (s) `a neto, listo para ser montado. Adicionalmente, el método también puede comprender para todos los tipos de rigidizadores una etapa de cortar en fresco el laminado plano para obtener una dimensión específica del laminado antes de conformar el laminado plano. En una primera realización particular del método de manufactura de acuerdo con la presente invención, la geometría específica del rigidizador comprende una sección transversal en "T" o "L" y el rigidizador comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador y comprende un borde del alma; Para esta realización en particular, el método comprende doblar el laminado plano en forma de "T" o "L" por el pie del rigidizador. Adicionalmente, el proceso comprende aplicar el conjunto de tiras a dicho borde del alma, previamente a la etapa de curado. En una segunda realización particular del método de manufactura de acuerdo con la presente invención, la geometría específica del rigidizador comprende una sección transversal en "T" o "L" y el rigidizador comprende un pie, un alma y un borde del alma. Para esta realización en particular, el método comprende en la etapa de conformado doblar el laminado plano en forma de "T" o "L" por el alma del rigidizador. Así pues, la parte correspondiente al pie se mantiene presionada para evitar que deslice y la parte correspondiente al alma es la que se dobla. Además, el método comprende cortar en fresco el borde del alma. Adicionalmente, el método de manufactura comprende aplicar el conjunto de tiras a dicho borde del alma cortado en fresco. Otro aspecto de la invención se refiere a un rigidizador en "T" o en "L" obtenido mediante el método de manufactura de acuerdo con la primera o la segunda realización particular del método de manufactura. En una tercera realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "I " y el rigidizador comprende un alma, un pie y dos aletas, donde el pie corresponde a un borde del rigidizador configurado para estar n contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador, y donde las aletas corresponden al borde opuesto al pie. Para esta realización en particular, el método comprende obtener un primer laminado plano de material compuesto y un segundo laminado plano de material compuesto. En la etapa de conformado, el proceso comprende doblar el primer laminado plano y el segundo laminado plano en forma de "C" cuadrada mediante una membrana o prensa contra un útil de conformado y unir el primer laminado plano con el segundo laminado plano para obtener una preforma en "I " que comprende un alma, un pie y dos aletas. Además, el método comprende aplicar a una primera aleta un primer conjunto de tiras, y aplicar a una segunda aleta un segundo conjunto de tiras. Esta tercera realización particular también puede comprender los pasos adicionales de cortar la primera aleta previamente a la aplicación del primer conjunto de tiras y cortar la segunda aleta previamente a la aplicación del segundo conjunto de tiras, donde el corte se puede llevar a cabo, por ejemplo, con cuchilla vibratoria por ultrasonidos. Otro aspecto de la invención se refiere a un rigidizador en "I " mediante el método de manufactura de acuerdo con la tercera realización particular del método de manufactura. En una cuarta realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "Z" y el rigidizador comprende un alma, un pie y una aleta, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador y donde la aleta corresponde al borde opuesto al pie. Para esta realización en particular, el método comprende en la etapa de conformado doblar el laminado plano en prensa para obtener una preforma con una geometría específica con una sección transversal en "Z" que comprende un alma, un pie y una aleta y aplicar a la aleta de la preforma en forma de "Z" el conjunto de tiras. Otro aspecto de la invención se refiere a un rigidizador con una geometría específica con una sección transversal en "Z" obtenido mediante el método de manufactura de acuerdo con la cuarta realización particular del método de manufactura. En una quinta realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "J" y comprende un alma, un pie y una aleta, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador, donde la aleta corresponde al borde opuesto al pie, Para esta realización en particular, el método comprende conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma con una geometría específica con una sección transversal en "J" comprendiendo un alma, un pie y una aleta, y aplicar a la aleta de la preforma el conjunto de tiras. Otro aspecto de la invención se refiere a un rigidizador con una geometría específica con una sección transversal en "J" obtenido mediante el método de manufactura de acuerdo con la quinta realización particular del método de manufactura. La solución propuesta presenta las siguientes ventajas respecto al estado del arte anterior: Los métodos de manufactura de acuerdo con la presente invención son aplicables a cualquier geometría de rigidizador en forma de "T", "L" "I ", "Z" o "J" y más genéricamente, a cualquier perfil con un alma y por lo menos un borde o aleta (s) que se desea obtener recto y sellado "a neto" (independientemente de los posibles cambios de altura y espesores de los rigidizadores) . Es posible automatizar los métodos de manufactura de acuerdo con la presente invención fácilmente en todas las etapas de los métodos de manufactura de acuerdo con la presente invención. Los rigidizadores obtenidos mediante los métodos de manufactura de acuerdo con la presente invención presentan una reducción de peso en comparación con los rigidizadores obtenidos mediante las tecnologías de fabricación de rigidizadores actuales. Los métodos de manufactura de acuerdo con la presente invención son aplicables a un mayor abanico de tecnologías de fabricación como pueden ser tecnologías mediante curados angulares dentro de una bolsa de vacío, donde la geometría del rigidizador curado la dan los útiles de curado y curados angulares por fuera de bolsa de vacío, o donde la geometría del igidizador la da la propia bolsa de vacío y los útiles de curado evitan que el borde a "a neto" del rigidizador se incline durante el curado) . Descripción de los dibujos Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de los métodos de manufactura de acuerdo con la presente invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Las figuras 1A a 1E muestran los distintos tipos de rigidizadores obtenidos mediante los distintos métodos de manufactura de acuerdo con la presente invención. La figura 2A muestra un ejemplo de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "T" de un método de manufactura de acuerdo con la presente invención. La figura 2B muestra un ejemplo de la etapa de aplicación del conjunto de tiras de un método de manufactura de acuerdo con la presente invención. Las figuras 3A y 3B muestra ejemplos de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "I " de un método de manufactura de acuerdo con la presente invención. La figura 4 muestra un ejemplo de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "Z" de un método de manufactura de acuerdo con la presente invención. Realización detallada de la invención Las figuras 1A a 1E muestran los distintos tipos de rigidizadores obtenidos mediante los distintos métodos de manufactura de acuerdo con la presente invención. La figura 1A muestra un rigidizador (100) con una geometría específica con una sección transversal en "T". El rigidizador (100) en "T" comprende un alma (110) con un borde, un pie (120) y un conjunto de tiras (L) , donde el pie (120) corresponde a un borde del rigidizador (100) configurado para estar en contacto con un panel de una aeronave, y donde el alma (110) orresponde a la parte restante del rigidizador (100) y comprende un borde del alma (110) . Como se aprecia en la figura 1A, el conjunto de tiras (L) se aplica al borde del alma (110, ) del rigidizador (100) . La figura 1B muestra un rigidizador (200) con una geometría específica con una sección transversal en "L". El rigidizador (200) en "L" comprende un alma (210) y un pie (220) y un conjunto de tiras (L) , donde el pie (220) corresponde a un borde del rigidizador (200) configurado para estar en contacto con un panel de una aeronave, y donde el alma (210) corresponde a la parte restante del rigidizador (200) y comprende un borde del alma (210) . Como se aprecia en la figura 1B, el conjunto de tiras (L) se aplica al borde del alma (210) del rigidizador (200) . La figura 1C muestra un rigidizador (300) con una geometría específica con una sección transversal en "I ". El rigidizador (300) en "I " comprende un alma (310) , un pie (320) y dos aletas (310a) , donde el pie (320) corresponde a un borde del rigidizador (300) configurado para estar en contacto con un panel de una aeronave, donde el alma (310) corresponde a la parte central del rigidizador (300) , y donde las dos aletas (310a) corresponden al borde opuesto al pie (320) . Como se aprecia en la figura 1C, el conjunto de tiras (L) se aplica a las dos aletas (310a) . La figura 1D muestra un rigidizador (400) con una geometría específica con una sección transversal en "Z". El rigidizador (400) en "Z" comprende un alma (410) , un pie (420) y una aleta (410a) , donde el pie (420) corresponde a un borde del rigidizador (400) configurado para estar en contacto con un panel de una aeronave, donde el alma (410) corresponde a la parte central del rigidizador (400) , donde la aleta (410a) corresponde al borde opuesto al pie (420) . Como se aprecia en la figura 1D, el conjunto de tiras (L) se aplica a la aleta (410a) . La figura 1E muestra un rigidizador (500) con una geometría específica con una sección transversal en "J". El rigidizador (500) en "J" comprende un alma (510) , un pie (520) y una aleta (510a) , donde el pie (520) corresponde a un borde del rigidizador (500) configurado para estar en contacto con un panel de una aeronave, donde el alma (510) corresponde a la parte central del rigidizador (500) , donde la aleta (510a) corresponde al borde opuesto al pie (520) . Como se aprecia en la figura 1E, el conjunto de tiras (L) se aplica a la aleta (510a) . El método de manufactura llevado a cabo para obtener los rigidizadores (100, 200, 300, 400, 500) de material compuesto polimérico reforzado con fibra de carbono, CFRP, mostrados en as figuras 1A a 1E comprende una etapa para la obtención de un laminado plano (al menos uno) que comprende un conjunto de capas de material compuesto. El laminado puede realizarse de forma manual o automática (e.g. tecnologías como ATL, FLU...) . El laminado puede estar fabricado con creces i.e. material sobrante. Los laminados tienen sus propias tolerancias de fabricación. Los materiales en fresco tienen anchos estándares. Si se desea obtener el laminado de un tamaño determinado y respetando que las capas que comprenden la misma orientación tienen que ir decaladas, los laminados se fabrican con material sobrante o material "de más, es decir: con creces. Adicionalmente, el método de manufactura usado en las realizaciones detallas puede comprender una etapa de corte (con el laminado plano en fresco y sin curar) . Esta etapa de corte permite obtener dimensiones y bordes específicos para el laminado plano y se puede llevar a cabo previamente a las etapas de conformado y curado. El método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de conformar uno o más laminados planos de material compuesto para obtener una preforma (100A, 300A, 400A) con una geometría específica. El conformado se puede realizar mediante un proceso de doblado que puede comprender conformado con prensa, conformado con rodillos, o mediante membrana) dependiente de la geometría del rigidizador. Ventajosamente, el conformado mediante rodillos (en inglés `roll forming) permite conformar diferentes larguerillos con el mismo sistema de rodillos los cuales pueden ir cambiando de posición. El método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de aplicar a uno o más bordes/aleta (s) de la preforma (100A, 300A, 400A) un conjunto de tiras (L) . El conjunto de tiras (L) comprenden una tira de tejido de carbono (L1) (opcionalmente preimpregnado) , una tira de fibra de vidrio (L2) ) (opcionalmente preimpregnado) y una tira (opcional para otras realizaciones) de material pelable (L3) . Finalmente, el método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de curar la preforma (100A, 300A, 400A) ara obtener el rigidizador (100, 200, 300, 400, 500) con la geometría específica con una sección transversal deseada. Método de manufactura del rigidizador (100) con una geometría específica con una sección transversal en "T": Para la obtención de un rigidizador (100) con una geometría específica con una sección transversal en "T", en particular, y en relación con la etapa de conformar, el conformado del laminado plano se realiza mediante rodillos, obteniendo la preforma (100A) (mostrada en la figura 2A) . Los elementos con referencia (R) representan los útiles de conformado contra los que se llevan los laminados para conseguir la geometría específica con una sección transversal en "T". En una primera alternativa, la figura 2A muestra el conformado del laminado plano para obtener la preforma (100A) del rigidizador (100) con una geometría específica con una sección transversal en "T". El conformado del laminado plano se lleva a cabo mediante el doblado del laminado plano con la técnica de rodillos. Para ello, en la figura 2A se muestra una preforma con una geometría específica con una sección transversal en "T" obtenida tras el conformado mediante rodillos (100A) , siendo (R) los útiles de conformado. Estos útiles de conformado (R) pueden tener, en la cara del útil (R) en contacto con el laminado, la misma geometría que la preforma deseada a excepción de la zona de los bordes de la preforma. En esta primera alternativa, el doblado (conformado) se lleva a cabo por el pie (120) del rigidizador (100) (siendo el pie la parte del rigidizador (100) configurada para estar en contacto con un panel de la aeronave (por ejemplo, en contacto con un revestimiento de ala, un alma de larguero, una costilla de ala, etc.) y sobre el que se cocura, coencola, encola o remacha el rigidizador (100) ) , mientras que se mantiene el alma (110) del rigidizador (100) sin doblar como se observa en la figura 2A. También se obtendría una preforma similar si el conformado se llevara a cabo doblando el pie del rigidizador (100) mediante membrana o prensa, pero en ese caso, los útiles de conformado (R) no podrían ser los útiles de curado. En una segunda alternativa (no mostrada en la figura 2) , el conformado que comprende el doblado del laminado plano se lleva a cabo por el alma (110) del rigidizador (100) , manteniéndose el pie (120) del rigidizador (100) sin doblar. Adicionalmente, en esta segunda alternativa, cuando el doblado se lleva a cabo por el alma (110) del rigidizador (100) , el método e manufactura comprende una etapa de corte en fresco (sin curar) de un borde de la preforma (100A) , donde dicho borde es parte del alma (110) del rigidizador (100) . En relación con la etapa de aplicar a uno o más bordes de la preforma (100A) un conjunto de tiras (L) , y para el caso particular del rigidizador (100) en "T", tanto para la primera como para la segunda alternativa (i.e. doblado del laminado plano por el pie (120) del rigidizador (100) o doblado del laminado plano por el alma (110) del rigidizador (100) , respectivamente) la figura 2B muestra el alma (110) del rigidizador (100) , en donde se aplica un conjunto de tiras (L) que comprenden una tira de tejido de carbono (L1) , una tira de fibra de vidrio (L2) y una tira de material pelable (L3) , y donde dicho borde pertenece al alma (110) del rigidizador (100) . Adicionalmente, el conjunto de tiras (L) también se muestra en la figura 1A para el rigidizador (100) en "T". Método de manufactura del rigidizador (200) con una geometría específica con una sección transversal en "L": Para la obtención de un rigidizador (200) con una con una geometría específica con una sección transversal en "L", el método de manufactura comprende dos alternativas: En la primera alternativa, en la etapa de conformado, el doblado del laminado plano en forma de "L" se lleva a cabo por el pie (220) del rigidizador (200) , mientras que se mantiene presionada el alma (210) del rigidizador (200) . En la segunda alternativa, el conformado, i.e. el doblado del laminado plano en forma de "L" se lleva a cabo por el alma (210) del rigidizador (200) , manteniéndose presionado el pie (220) del rigidizador (200) . Adicionalmente, en esta segunda alternativa, cuando el doblado se lleva a cabo por el alma (210) del rigidizador (200) , el método de manufactura comprende una etapa de corte en fresco de un borde de la preforma, donde dicho borde es parte del alma (210) del rigidizador (200) . En relación con la etapa de aplicar a uno o más bordes de la preforma un conjunto de tiras (L) , y para el caso particular del rigidizador (200) en "L", tanto para la primera como para la segunda alternativa (i.e. doblado del laminado plano por el pie (220) del rigidizador (200) o doblado del laminado plano por el alma (210) del rigidizador (200) , respectivamente) . El método de manufactura comprende aplicar el conjunto de tiras (L) que comprenden una tira de tejido de carbono (L1) , una tira de fibra de vidrio (L2) y una tira de material pelable (L3) , onde dicho borde es parte del alma (210) del rigidizador (200) . Adicionalmente, el conjunto de tiras (L) se muestra en el rigidizador (200) en la figura 1B. Método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ": En relación con la etapa de conformado de un método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ", la figura 3A muestra una primera alternativa para el proceso de conformado de dos laminados planos (B, C) de material compuesto para obtener una preforma con una geometría específica con una sección transversal en "I ". Así pues, para obtener un rigidizador (300) con una geometría específica con una sección transversal en "I ", el método de manufactura comprende obtener un primer laminado plano (B) de material compuesto y un segundo laminado plano (C) de material compuesto como se muestra en la figura 3A. La etapa de conformado comprende doblar el primer laminado plano (B) mediante una membrana o prensa contra el útil de conformado (R) , en forma de "C" cuadrada. La etapa de conformado también comprende doblar el segundo laminado plano (C) en forma de "C" cuadrada. La etapa de conformado también comprende una etapa consistente en unir el primer laminado plano (B) con el segundo laminado (C) plano para obtener una preforma (300A) en "I " como se muestra en el recuadro "A" de la figura 3A. Si el conformado se lleva a cabo mediante una etapa donde se dobla por el borde opuesto al pie (320) del rigidizador (300) , la etapa de conformado también puede comprender cortar la primera aleta de la preforma (300A) previamente a la aplicación del primer conjunto de tiras (L) y cortar la segunda aleta de la preforma (300A) previamente a la aplicación del segundo conjunto de tiras (L) . En relación con la etapa de aplicación de un conjunto de tiras (L) a la preforma (300A) obtenida en la etapa de conformar, el método comprende, como se aprecia en el rigidizador (300) de la figura 1C: Aplicar a una primera aleta de la preforma (300A) en "I " un primer conjunto de tiras (L) y aplicar a una segunda aleta de la preforma (300A) en "I " un segundo conjunto de tiras (L) , donde el segundo extremo es parte del alma (310) del rigidizador (300) . En relación con la etapa de conformado de un método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ", la figura 3B muestra una segunda alternativa para el proceso de conformado de dos laminados planos (B, C) de material compuesto para obtener una preforma (300A) con una geometría específica con una sección transversal en "I ". La etapa de conformado de esta segunda alternativa comprende doblar el primer laminado plano (B) , mediante un proceso de conformado con membrana o prensa en dos pasos, en forma de "C" cuadrada tal y como se muestra en la figura 3B. La etapa de conformado también comprende doblar el segundo laminado plano (C) en forma de "C" cuadrada tal y como se muestra en la figura 3B. El método de manufactura también comprende una etapa consistente en unir el primer laminado plano (B) con el segundo laminado (C) plano para obtener una preforma (300A) en "I " como se muestra en la figura 3B, y aplicar a una primera aleta de la preforma (300A) un primer conjunto de tiras (L) y aplicar a una segunda aleta de la preforma (300A) un segundo conjunto de tiras (L) . Método de manufactura del rigidizador (400) con una geometría específica con una sección transversal en "Z": En relación con la etapa de conformado de un método de manufactura del rigidizador (400) con una geometría específica con una sección transversal en "Z", la figura 4 muestra el proceso de conformado de un laminado plano (D) de material compuesto mediante conformado en prensa para obtener una preforma (400A) con una geometría específica con una sección transversal en "Z". Además, el proceso comprende aplicar a la aleta (410a) de la preforma (400A) en forma de "Z" el conjunto de tiras (L) como se muestra en la figura 1D. Método de manufactura del rigidizador (500) con una geometría específica con una sección transversal en ", T": En relación con la etapa de conformado de un método de manufactura del rigidizador (500) con una geometría específica con una sección transversal en "J", dicha etapa de conformado es análoga al proceso de conformado mostrado en la figura 4 mediante conformado por prensa y obteniendo una preforma con una geometría específica con una sección transversal en "J" y donde la preforma del rigidizador (500) en "J" comprende dos pies opuestos (520) , uno de cada lado del alma (510) en comparación con el pie (420) del rigidizador (400) en "Z". Al igual que con el rigidizador (400) , el método de manufactura del rigidizador (500) en "J" comprende aplicar a la aleta (510a) de la preforma "J" el conjunto de tiras (L) , donde dicho borde superior es parte del alma del rigidizador (500) .
Publicaciones:
ES2961590 (12/03/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 09/08/2022 se realizó Registro Instancia de Solicitud
En fecha 11/08/2022 se realizó Admisión a Trámite
En fecha 11/08/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 07/10/2022 se realizó Superado examen de oficio
En fecha 10/03/2023 se realizó Realizado IET
En fecha 14/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 12/03/2024 se realizó Publicación Solicitud
En fecha 12/03/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
09/08/2022 - Pago Tasas IET
+ ES-2961590_A11. Método de manufactura de un rigidizador (100, 200, 300, 400, 500) de material compuesto polimérico reforzado con fibra de carbono, CFRP, para aeronaves, el método de manufactura comprende las siguientes etapas: - obtener al menos un laminado que comprende un conjunto de capas de material compuesto; - conformar el al menos un laminado de material compuesto para obtener una preforma (100A, 300A, 400A) con una geometría específica, donde conformar comprende al menos un plegado o doblado del laminado; - aplicar a uno o más bordes de la preforma (100A, 300A, 400A) un conjunto de tiras (L) que comprenden al menos una tira de tejido de carbono (L1) y una tira de fibra de vidrio (L2) ; y - curar la preforma (100A, 300A, 400A) para obtener el rigidizador (100, 200, 300, 400, 500) con la geometría específica. 2. Método de manufactura de acuerdo con la reivindicación 1, que comprende aplicar una tira de material pelable (L3) como parte del conjunto de tiras (L) , y donde la tira de tejido de carbono (L1) y/o la tira de fibra de vidrio (L2) es preimpregnada. 3. El método de manufactura de acuerdo con las reivindicaciones 1 o 2, donde el rigidizador (100, 200) comprende una geometría específica con una sección transversal en "T" o en "L" y comprende un alma (110, 210) y un pie (120, 220) , donde el pie (120, 220) corresponde a un borde del rigidizador (100, 200) configurado para estar en contacto con un panel de una aeronave, y donde el alma (110, 210) corresponde a la parte restante del rigidizador (100, 200) y comprende un borde del alma (110, 210) ; el método de manufactura comprende: - conformar al menos un laminado plano doblando el laminado en forma de "T" o "L" por el pie (120, 220) del rigidizador (100, 200) para obtener la preforma (100A) comprendiendo un alma y un pie; y aplicar el conjunto de tiras (L) a dicho borde del alma de la preforma (100A) . 4. El método de acuerdo con las reivindicaciones 1 o 2, donde el rigidizador (100, 200) comprende una geometría específica con una sección transversal en "T" o en "L" y comprende un alma (110, 210) y un pie (120, 220) , onde el pie (120, 220) corresponde a un borde del rigidizador (100, 200) configurado para estar en contacto con un panel de una aeronave, donde el alma (110, 210) corresponde a la parte restante del rigidizador (100, 200) y comprende un borde del alma (110, 210) ; el método de manufactura comprende: - conformar al menos un laminado plano doblando el laminado en forma de "T" o "L" por el alma (110, 210) del rigidizador (100, 200) para obtener la preforma (100A) comprendiendo un alma y un pie; - cortar en fresco el borde del alma de la preforma (100A) , y - aplicar el conjunto de tiras (L) a dicho borde del alma cortado en fresco. 5. Rigidizador (100, 200) que comprende una geometría específica con una sección transversal en "T" o en "L" obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 3 o 4. 6. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (300) comprende una geometría específica con una sección transversal en "I " y comprende un alma (310) , un pie (320) y dos aletas (310a) , donde el pie (320) corresponde a un borde del rigidizador (300) configurado para estar en contacto con un panel de una aeronave, donde el alma (310) corresponde a la parte central del rigidizador (300) , y donde las dos aletas (310a) corresponden al borde opuesto al pie (320) , el método de manufactura comprende: - obtener un primer laminado plano (B) de material compuesto y un segundo laminado plano (C) de material compuesto; - conformar el primer laminado plano (B) doblando el primer laminado plano (B) mediante una membrana o prensa contra un útil de conformado (R) en forma de "C" cuadrada, - conformar el segundo laminado plano (C) doblando el segundo laminado plano (C) mediante una membrana o prensa contra el útil de conformado (R) en forma de "C" cuadrada, - unir el primer laminado plano (B) con el segundo laminado plano (C) para obtener una preforma (300A) con una geometría específica con una sección transversal en "I " comprendiendo un alma, un pie y dos aletas, - aplicar a una primera aleta de la preforma (300A) un primer conjunto de tiras (L) ; y - aplicar a una segunda aleta de la preforma (300A) un segundo conjunto de tiras (L) . 7. El método de manufactura de acuerdo con la reivindicación 6, que además comprende: - cortar la primera aleta de la preforma (300A) previamente a la aplicación del primer conjunto de tiras (L) ; y - cortar la segunda aleta de la preforma (300A) previamente a la aplicación del segundo conjunto de tiras (L) . 8. Rigidizador (300) que comprende una geometría específica con una sección transversal en "I " obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 6 o 7. 9. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (400) comprende una geometría específica con una sección transversal en "Z" y comprende un alma (410) , un pie (420) y una aleta (410a) , donde el pie (420) corresponde a un borde del rigidizador (400) configurado para estar en contacto con un panel de una aeronave, donde el alma (410) corresponde a la parte central del rigidizador (400) , donde la aleta (410a) corresponde al borde opuesto al pie (420) , el método de manufactura comprende: - conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma (400A) con una geometría específica con una sección transversal en "Z" comprendiendo un alma, un pie y una aleta, - aplicar a la aleta de la preforma (400A) el conjunto de tiras (L) . 10. Rigidizador (400) que comprende una geometría específica con una sección transversal en "Z" obtenido mediante el método de manufactura de acuerdo con la reivindicación 9. 11. El método de acuerdo con las reivindicaciones 1 o 2, donde: el rigidizador (500) comprende una geometría específica con una sección transversal en "J" y comprende un alma (510) , un pie (520) y una aleta (510a) , donde el pie (520) corresponde a un borde del rigidizador (500) configurado para estar en contacto con un panel de una aeronave, donde el alma (510) corresponde a la parte central del rigidizador (500) , donde la aleta (510a) corresponde al borde opuesto al pie (520) , el método de manufactura comprende: - conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma con una geometría específica con una sección transversal en "J" comprendiendo un alma, un pie y una aleta, y - aplicar a la aleta de la preforma un conjunto de tiras (L) . 12. Rigidizador (500) que comprende una geometría específica con una sección transversal en "J" obtenido mediante el método de manufactura de acuerdo con la reivindicación 11. 13. El método de acuerdo con las reivindicaciones anteriores, donde obtener al menos un laminado comprende laminar el conjunto de capas de material compuesto de forma manual o de forma automática. 14. Rigidizador (100, 200, 300, 400, 500) obtenido a partir de un laminado de láminas de material compuesto polimérico reforzado con fibra de carbono, CFRP para aeronaves, comprendiendo el rigidizador (100, 200, 300, 400, 500) por lo menos un alma (110, 210, 310, 410, 510) un pie (120, 220, 320, 420, 520) y un borde superior, donde el pie (120, 220, 320, 420, 520) corresponde a un borde del rigidizador (100, 200, 300, 400, 500) configurado para estar en contacto con un panel de una aeronave, donde el alma (110, 210, 310, 410, 510) corresponde a la parte central del rigidizador (100, 200, 300, 400, 500) , donde el borde superior corresponde al borde opuesto al pie (120, 220, 320, 420, 520) , donde el borde superior comprende: - una tira de tejido de carbono (L1) ortogonal a las láminas de CFRP; y - una cubierta formada por una tira de fibra de vidrio (L2) . 15. Rigidizador (100, 200, 300, 400, 500) de acuerdo con la reivindicación 14, donde el borde superior además comprende una tira de material pelable (L3) .
Los productos y servicios protegidos por este registro son:
B29C 70/30 - B29C 70/06 - B29D 99/00 - B29C 65/00 - B29C 65/56 - B64C 1/06 - B64C 3/18 - B32B 1/00 - B32B 3/02 - B32B 5/02 - B32B 5/12 - B32B 5/26 - B32B 9/00 - B32B 27/08 - B29C 63/00 - B29K 63/00 - B29K 307/04 - B29L 31/30
Descripciones:
+ ES-2961590_A1 Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas Objeto de la invención El objeto de la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto polimérico reforzado con fibra de carbono, CFRP, y a rigidizadores con geometría específica obtenidos mediante dichos métodos de manufactura los cuales evitan las etapas posteriores a la etapa de curado, en particular, dichos procedimientos evitan las etapas de recanteado y sellado de bordes. Antecedentes de la invención Actualmente, de forma habitual, los rigidizadores o larguerillos con sección trasversal en forma de "T", "L", "I ", "Z" o "J" (los cuales comprenden al menos un alma y un pie) , son recanteados tras el curado para conseguir la altura deseada y eliminar el efecto borde como se consecuencia de la etapa de doblado y curado, ya que se fabrican con material sobrante para evitar posibles defectos de fabricación o conseguir que los bordes irregulares queden fuera de pieza avionable. En el estado de la técnica, se han planteado diversas soluciones para evitar la etapa de recanteado: Una primera solución consiste en dejar el material sobrante tras el curado de la preforma del rigidizador. Sin embargo, esta solución genera un aumento de peso del rigidizador, ya que éste comprende material `no trabajante. Una segunda solución, por ejemplo, en los larguerillos con sección trasversal en forma de "T", "L", consiste en conformar el borde del alma del larguerillo y cubrir con materiales no estructurales, para que, una vez curado este material adicional pueda considerarse como trabajante. Sin embargo, esta segunda solución estaría limitada a procesos de fabricación que impliquen el conformado del laminado (preferiblemente) plano sobre el que se obtiene la pieza final doblando el alma del rigidizador, para conseguir la forma en `T o `L. En las soluciones conocidas, siempre han existido limitaciones geométricas para los larguerillos (la solución de dejar el material sobrante es aplicable fundamentalmente a rigidizadores con sección trasversal en `T o `L de poco espesor y la solución de conformado del borde del alma requiere un espesor mínimo de rigidizador en `T o `L, así como cambios de altura limitados) . La presente invención propone métodos de manufactura que solventan las limitaciones de los procesos ya conocidos en el estado de la técnica. Descripción de la invención La presente invención se refiere a un método de manufactura que permite la fabricación `a neto de un borde de los rigidizadores o larguerillos con sección trasversal en "T", "L", "I ", "Z" o "J", donde dichos bordes se denominan pie o aletas y donde el centro del rigidizador se denomina alma. Ventajosamente, el método de manufactura de acuerdo con la presente invención permite eliminar las operaciones posteriores a la etapa de curado llevadas a cabo en el estado de la técnica. En particular, el método de manufactura de acuerdo con la presente invención, al permitir una fabricación `a neto de un borde de los rigidizadores o larguerillos, evita las etapas posteriores de recanteado y sellado de bordes (por ejemplo, la etapa de sellado se lleva a cabo para evitar que haya fibras expuestas en las cercanías de elementos metálicos como costillas de la aeronave) mediante una etapa consistente en aplicar a uno o más bordes de la preforma un conjunto de tiras. El método de manufactura de acuerdo con la presente invención puede llevarse a cabo en todas aquellas piezas hechas de material compuesto (e.g. piezas curadas, semicuradas, encoladas o coencoladas) de las que se obtienen rigidizadores con una geometría específica con una sección transversal en forma de "T", "L", "I ", "Z" o "J". El método de manufactura comprende, para los rigidizadores en forma de "T" o "L", una etapa de conformado de un laminado (por ejemplo, laminado plano) de material compuesto mediante el doblado de dicho laminado por un borde del rigidizador, i.e. o por el `pie, o por el "alma" del rigidizador. Cuando se lleva a cabo la manipulación del borde del rigidizador que corresponde con el alma del rigidizador, el método de manufactura puede comprender una etapa adicional de corte en fresco de dicho borde, previamente a la etapa de curado. El laminado llevado a cabo en los métodos de manufactura de acuerdo con la presente invención comprende la etapa de laminar el conjunto de capas de material compuesto de forma manual o de forma automática. El conformado llevado a cabo en los métodos de manufactura de acuerdo con la presente invención puede comprender conformado mediante rodillos, prensa o membrana dependiente de la geometría específica del rigidizador. Ventajosamente, el método de manufactura de acuerdo con la presente invención puede ser aplicable a cualquier espesor y altura de rigidizadores. Así pues, la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto CFRP, donde el rigidizador comprende una geometría específica con una sección transversal en forma de "T", "L", "I ", "Z" o "J". El método comprende la etapa (independientemente del tipo de geometría del rigidizador) de obtener al menos un laminado (por ejemplo, de tipo plano) hecho de un conjunto de capas de material compuesto, y conformar el laminado plano de material compuesto para obtener una preforma con una geometría específica, donde el conformado comprende al menos el doblado o plegado del laminado mediante por ejemplo rodillos, prensa o membrana. Novedosamente, el método comprende una etapa consistente en aplicar a uno o más bordes o aletas (dependiendo de la geometría del rigidizador) de la preforma un conjunto de tiras que evitan las etapas posteriores a la etapa de curado, i.e. etapas de recanteado y sellado de bordes. El conjunto de tiras comprende: - Una tira de tejido de carbono (por ejemplo, preimpregnado) : Dicha tira comprende trama y urdimbre, evitando la dispersión de las fibras del rigidizador durante la etapa de curado; y - Una tira de fibra de vidrio que puede sustituir a un sellante de borde. Opcionalmente, esta etapa puede comprender la aplicación de una tira de material pelable, por facilidad en su retirada. Dicha tira de material pelable puede usarse como alternativa para evitar repasos posteriores de resina superficial. Ventajosamente, la aplicación de al menos la tira de tejido de carbono (por ejemplo, preimpregnado) y la tira de fibra de vidrio permite eliminar las operaciones de recanteado y sellado, posteriores a la etapa de curado llevadas a cabo en el estado de la técnica. Finalmente, el método comprende la etapa de curar la preforma para obtener el rigidizador con la geometría específica y con el borde o aleta (s) `a neto, listo para ser montado. Adicionalmente, el método también puede comprender para todos los tipos de rigidizadores una etapa de cortar en fresco el laminado plano para obtener una dimensión específica del laminado antes de conformar el laminado plano. En una primera realización particular del método de manufactura de acuerdo con la presente invención, la geometría específica del rigidizador comprende una sección transversal en "T" o "L" y el rigidizador comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador y comprende un borde del alma; Para esta realización en particular, el método comprende doblar el laminado plano en forma de "T" o "L" por el pie del rigidizador. Adicionalmente, el proceso comprende aplicar el conjunto de tiras a dicho borde del alma, previamente a la etapa de curado. En una segunda realización particular del método de manufactura de acuerdo con la presente invención, la geometría específica del rigidizador comprende una sección transversal en "T" o "L" y el rigidizador comprende un pie, un alma y un borde del alma. Para esta realización en particular, el método comprende en la etapa de conformado doblar el laminado plano en forma de "T" o "L" por el alma del rigidizador. Así pues, la parte correspondiente al pie se mantiene presionada para evitar que deslice y la parte correspondiente al alma es la que se dobla. Además, el método comprende cortar en fresco el borde del alma. Adicionalmente, el método de manufactura comprende aplicar el conjunto de tiras a dicho borde del alma cortado en fresco. Otro aspecto de la invención se refiere a un rigidizador en "T" o en "L" obtenido mediante el método de manufactura de acuerdo con la primera o la segunda realización particular del método de manufactura. En una tercera realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "I " y el rigidizador comprende un alma, un pie y dos aletas, donde el pie corresponde a un borde del rigidizador configurado para estar n contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador, y donde las aletas corresponden al borde opuesto al pie. Para esta realización en particular, el método comprende obtener un primer laminado plano de material compuesto y un segundo laminado plano de material compuesto. En la etapa de conformado, el proceso comprende doblar el primer laminado plano y el segundo laminado plano en forma de "C" cuadrada mediante una membrana o prensa contra un útil de conformado y unir el primer laminado plano con el segundo laminado plano para obtener una preforma en "I " que comprende un alma, un pie y dos aletas. Además, el método comprende aplicar a una primera aleta un primer conjunto de tiras, y aplicar a una segunda aleta un segundo conjunto de tiras. Esta tercera realización particular también puede comprender los pasos adicionales de cortar la primera aleta previamente a la aplicación del primer conjunto de tiras y cortar la segunda aleta previamente a la aplicación del segundo conjunto de tiras, donde el corte se puede llevar a cabo, por ejemplo, con cuchilla vibratoria por ultrasonidos. Otro aspecto de la invención se refiere a un rigidizador en "I " mediante el método de manufactura de acuerdo con la tercera realización particular del método de manufactura. En una cuarta realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "Z" y el rigidizador comprende un alma, un pie y una aleta, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador y donde la aleta corresponde al borde opuesto al pie. Para esta realización en particular, el método comprende en la etapa de conformado doblar el laminado plano en prensa para obtener una preforma con una geometría específica con una sección transversal en "Z" que comprende un alma, un pie y una aleta y aplicar a la aleta de la preforma en forma de "Z" el conjunto de tiras. Otro aspecto de la invención se refiere a un rigidizador con una geometría específica con una sección transversal en "Z" obtenido mediante el método de manufactura de acuerdo con la cuarta realización particular del método de manufactura. En una quinta realización particular del método de manufactura, la geometría específica del rigidizador comprende una sección transversal en "J" y comprende un alma, un pie y una aleta, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, donde el alma corresponde a la parte central del rigidizador, donde la aleta corresponde al borde opuesto al pie, Para esta realización en particular, el método comprende conformar un laminado plano doblando dicho laminado en prensa para obtener una preforma con una geometría específica con una sección transversal en "J" comprendiendo un alma, un pie y una aleta, y aplicar a la aleta de la preforma el conjunto de tiras. Otro aspecto de la invención se refiere a un rigidizador con una geometría específica con una sección transversal en "J" obtenido mediante el método de manufactura de acuerdo con la quinta realización particular del método de manufactura. La solución propuesta presenta las siguientes ventajas respecto al estado del arte anterior: Los métodos de manufactura de acuerdo con la presente invención son aplicables a cualquier geometría de rigidizador en forma de "T", "L" "I ", "Z" o "J" y más genéricamente, a cualquier perfil con un alma y por lo menos un borde o aleta (s) que se desea obtener recto y sellado "a neto" (independientemente de los posibles cambios de altura y espesores de los rigidizadores) . Es posible automatizar los métodos de manufactura de acuerdo con la presente invención fácilmente en todas las etapas de los métodos de manufactura de acuerdo con la presente invención. Los rigidizadores obtenidos mediante los métodos de manufactura de acuerdo con la presente invención presentan una reducción de peso en comparación con los rigidizadores obtenidos mediante las tecnologías de fabricación de rigidizadores actuales. Los métodos de manufactura de acuerdo con la presente invención son aplicables a un mayor abanico de tecnologías de fabricación como pueden ser tecnologías mediante curados angulares dentro de una bolsa de vacío, donde la geometría del rigidizador curado la dan los útiles de curado y curados angulares por fuera de bolsa de vacío, o donde la geometría del igidizador la da la propia bolsa de vacío y los útiles de curado evitan que el borde a "a neto" del rigidizador se incline durante el curado) . Descripción de los dibujos Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de los métodos de manufactura de acuerdo con la presente invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Las figuras 1A a 1E muestran los distintos tipos de rigidizadores obtenidos mediante los distintos métodos de manufactura de acuerdo con la presente invención. La figura 2A muestra un ejemplo de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "T" de un método de manufactura de acuerdo con la presente invención. La figura 2B muestra un ejemplo de la etapa de aplicación del conjunto de tiras de un método de manufactura de acuerdo con la presente invención. Las figuras 3A y 3B muestra ejemplos de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "I " de un método de manufactura de acuerdo con la presente invención. La figura 4 muestra un ejemplo de la etapa de conformado para un rigidizador con una geometría específica con una sección transversal en "Z" de un método de manufactura de acuerdo con la presente invención. Realización detallada de la invención Las figuras 1A a 1E muestran los distintos tipos de rigidizadores obtenidos mediante los distintos métodos de manufactura de acuerdo con la presente invención. La figura 1A muestra un rigidizador (100) con una geometría específica con una sección transversal en "T". El rigidizador (100) en "T" comprende un alma (110) con un borde, un pie (120) y un conjunto de tiras (L) , donde el pie (120) corresponde a un borde del rigidizador (100) configurado para estar en contacto con un panel de una aeronave, y donde el alma (110) orresponde a la parte restante del rigidizador (100) y comprende un borde del alma (110) . Como se aprecia en la figura 1A, el conjunto de tiras (L) se aplica al borde del alma (110, ) del rigidizador (100) . La figura 1B muestra un rigidizador (200) con una geometría específica con una sección transversal en "L". El rigidizador (200) en "L" comprende un alma (210) y un pie (220) y un conjunto de tiras (L) , donde el pie (220) corresponde a un borde del rigidizador (200) configurado para estar en contacto con un panel de una aeronave, y donde el alma (210) corresponde a la parte restante del rigidizador (200) y comprende un borde del alma (210) . Como se aprecia en la figura 1B, el conjunto de tiras (L) se aplica al borde del alma (210) del rigidizador (200) . La figura 1C muestra un rigidizador (300) con una geometría específica con una sección transversal en "I ". El rigidizador (300) en "I " comprende un alma (310) , un pie (320) y dos aletas (310a) , donde el pie (320) corresponde a un borde del rigidizador (300) configurado para estar en contacto con un panel de una aeronave, donde el alma (310) corresponde a la parte central del rigidizador (300) , y donde las dos aletas (310a) corresponden al borde opuesto al pie (320) . Como se aprecia en la figura 1C, el conjunto de tiras (L) se aplica a las dos aletas (310a) . La figura 1D muestra un rigidizador (400) con una geometría específica con una sección transversal en "Z". El rigidizador (400) en "Z" comprende un alma (410) , un pie (420) y una aleta (410a) , donde el pie (420) corresponde a un borde del rigidizador (400) configurado para estar en contacto con un panel de una aeronave, donde el alma (410) corresponde a la parte central del rigidizador (400) , donde la aleta (410a) corresponde al borde opuesto al pie (420) . Como se aprecia en la figura 1D, el conjunto de tiras (L) se aplica a la aleta (410a) . La figura 1E muestra un rigidizador (500) con una geometría específica con una sección transversal en "J". El rigidizador (500) en "J" comprende un alma (510) , un pie (520) y una aleta (510a) , donde el pie (520) corresponde a un borde del rigidizador (500) configurado para estar en contacto con un panel de una aeronave, donde el alma (510) corresponde a la parte central del rigidizador (500) , donde la aleta (510a) corresponde al borde opuesto al pie (520) . Como se aprecia en la figura 1E, el conjunto de tiras (L) se aplica a la aleta (510a) . El método de manufactura llevado a cabo para obtener los rigidizadores (100, 200, 300, 400, 500) de material compuesto polimérico reforzado con fibra de carbono, CFRP, mostrados en as figuras 1A a 1E comprende una etapa para la obtención de un laminado plano (al menos uno) que comprende un conjunto de capas de material compuesto. El laminado puede realizarse de forma manual o automática (e.g. tecnologías como ATL, FLU...) . El laminado puede estar fabricado con creces i.e. material sobrante. Los laminados tienen sus propias tolerancias de fabricación. Los materiales en fresco tienen anchos estándares. Si se desea obtener el laminado de un tamaño determinado y respetando que las capas que comprenden la misma orientación tienen que ir decaladas, los laminados se fabrican con material sobrante o material "de más, es decir: con creces. Adicionalmente, el método de manufactura usado en las realizaciones detallas puede comprender una etapa de corte (con el laminado plano en fresco y sin curar) . Esta etapa de corte permite obtener dimensiones y bordes específicos para el laminado plano y se puede llevar a cabo previamente a las etapas de conformado y curado. El método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de conformar uno o más laminados planos de material compuesto para obtener una preforma (100A, 300A, 400A) con una geometría específica. El conformado se puede realizar mediante un proceso de doblado que puede comprender conformado con prensa, conformado con rodillos, o mediante membrana) dependiente de la geometría del rigidizador. Ventajosamente, el conformado mediante rodillos (en inglés `roll forming) permite conformar diferentes larguerillos con el mismo sistema de rodillos los cuales pueden ir cambiando de posición. El método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de aplicar a uno o más bordes/aleta (s) de la preforma (100A, 300A, 400A) un conjunto de tiras (L) . El conjunto de tiras (L) comprenden una tira de tejido de carbono (L1) (opcionalmente preimpregnado) , una tira de fibra de vidrio (L2) ) (opcionalmente preimpregnado) y una tira (opcional para otras realizaciones) de material pelable (L3) . Finalmente, el método de manufactura usado para obtener los rigidizadores (100, 200, 300, 400, 500) de material CFRP comprende la etapa de curar la preforma (100A, 300A, 400A) ara obtener el rigidizador (100, 200, 300, 400, 500) con la geometría específica con una sección transversal deseada. Método de manufactura del rigidizador (100) con una geometría específica con una sección transversal en "T": Para la obtención de un rigidizador (100) con una geometría específica con una sección transversal en "T", en particular, y en relación con la etapa de conformar, el conformado del laminado plano se realiza mediante rodillos, obteniendo la preforma (100A) (mostrada en la figura 2A) . Los elementos con referencia (R) representan los útiles de conformado contra los que se llevan los laminados para conseguir la geometría específica con una sección transversal en "T". En una primera alternativa, la figura 2A muestra el conformado del laminado plano para obtener la preforma (100A) del rigidizador (100) con una geometría específica con una sección transversal en "T". El conformado del laminado plano se lleva a cabo mediante el doblado del laminado plano con la técnica de rodillos. Para ello, en la figura 2A se muestra una preforma con una geometría específica con una sección transversal en "T" obtenida tras el conformado mediante rodillos (100A) , siendo (R) los útiles de conformado. Estos útiles de conformado (R) pueden tener, en la cara del útil (R) en contacto con el laminado, la misma geometría que la preforma deseada a excepción de la zona de los bordes de la preforma. En esta primera alternativa, el doblado (conformado) se lleva a cabo por el pie (120) del rigidizador (100) (siendo el pie la parte del rigidizador (100) configurada para estar en contacto con un panel de la aeronave (por ejemplo, en contacto con un revestimiento de ala, un alma de larguero, una costilla de ala, etc.) y sobre el que se cocura, coencola, encola o remacha el rigidizador (100) ) , mientras que se mantiene el alma (110) del rigidizador (100) sin doblar como se observa en la figura 2A. También se obtendría una preforma similar si el conformado se llevara a cabo doblando el pie del rigidizador (100) mediante membrana o prensa, pero en ese caso, los útiles de conformado (R) no podrían ser los útiles de curado. En una segunda alternativa (no mostrada en la figura 2) , el conformado que comprende el doblado del laminado plano se lleva a cabo por el alma (110) del rigidizador (100) , manteniéndose el pie (120) del rigidizador (100) sin doblar. Adicionalmente, en esta segunda alternativa, cuando el doblado se lleva a cabo por el alma (110) del rigidizador (100) , el método e manufactura comprende una etapa de corte en fresco (sin curar) de un borde de la preforma (100A) , donde dicho borde es parte del alma (110) del rigidizador (100) . En relación con la etapa de aplicar a uno o más bordes de la preforma (100A) un conjunto de tiras (L) , y para el caso particular del rigidizador (100) en "T", tanto para la primera como para la segunda alternativa (i.e. doblado del laminado plano por el pie (120) del rigidizador (100) o doblado del laminado plano por el alma (110) del rigidizador (100) , respectivamente) la figura 2B muestra el alma (110) del rigidizador (100) , en donde se aplica un conjunto de tiras (L) que comprenden una tira de tejido de carbono (L1) , una tira de fibra de vidrio (L2) y una tira de material pelable (L3) , y donde dicho borde pertenece al alma (110) del rigidizador (100) . Adicionalmente, el conjunto de tiras (L) también se muestra en la figura 1A para el rigidizador (100) en "T". Método de manufactura del rigidizador (200) con una geometría específica con una sección transversal en "L": Para la obtención de un rigidizador (200) con una con una geometría específica con una sección transversal en "L", el método de manufactura comprende dos alternativas: En la primera alternativa, en la etapa de conformado, el doblado del laminado plano en forma de "L" se lleva a cabo por el pie (220) del rigidizador (200) , mientras que se mantiene presionada el alma (210) del rigidizador (200) . En la segunda alternativa, el conformado, i.e. el doblado del laminado plano en forma de "L" se lleva a cabo por el alma (210) del rigidizador (200) , manteniéndose presionado el pie (220) del rigidizador (200) . Adicionalmente, en esta segunda alternativa, cuando el doblado se lleva a cabo por el alma (210) del rigidizador (200) , el método de manufactura comprende una etapa de corte en fresco de un borde de la preforma, donde dicho borde es parte del alma (210) del rigidizador (200) . En relación con la etapa de aplicar a uno o más bordes de la preforma un conjunto de tiras (L) , y para el caso particular del rigidizador (200) en "L", tanto para la primera como para la segunda alternativa (i.e. doblado del laminado plano por el pie (220) del rigidizador (200) o doblado del laminado plano por el alma (210) del rigidizador (200) , respectivamente) . El método de manufactura comprende aplicar el conjunto de tiras (L) que comprenden una tira de tejido de carbono (L1) , una tira de fibra de vidrio (L2) y una tira de material pelable (L3) , onde dicho borde es parte del alma (210) del rigidizador (200) . Adicionalmente, el conjunto de tiras (L) se muestra en el rigidizador (200) en la figura 1B. Método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ": En relación con la etapa de conformado de un método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ", la figura 3A muestra una primera alternativa para el proceso de conformado de dos laminados planos (B, C) de material compuesto para obtener una preforma con una geometría específica con una sección transversal en "I ". Así pues, para obtener un rigidizador (300) con una geometría específica con una sección transversal en "I ", el método de manufactura comprende obtener un primer laminado plano (B) de material compuesto y un segundo laminado plano (C) de material compuesto como se muestra en la figura 3A. La etapa de conformado comprende doblar el primer laminado plano (B) mediante una membrana o prensa contra el útil de conformado (R) , en forma de "C" cuadrada. La etapa de conformado también comprende doblar el segundo laminado plano (C) en forma de "C" cuadrada. La etapa de conformado también comprende una etapa consistente en unir el primer laminado plano (B) con el segundo laminado (C) plano para obtener una preforma (300A) en "I " como se muestra en el recuadro "A" de la figura 3A. Si el conformado se lleva a cabo mediante una etapa donde se dobla por el borde opuesto al pie (320) del rigidizador (300) , la etapa de conformado también puede comprender cortar la primera aleta de la preforma (300A) previamente a la aplicación del primer conjunto de tiras (L) y cortar la segunda aleta de la preforma (300A) previamente a la aplicación del segundo conjunto de tiras (L) . En relación con la etapa de aplicación de un conjunto de tiras (L) a la preforma (300A) obtenida en la etapa de conformar, el método comprende, como se aprecia en el rigidizador (300) de la figura 1C: Aplicar a una primera aleta de la preforma (300A) en "I " un primer conjunto de tiras (L) y aplicar a una segunda aleta de la preforma (300A) en "I " un segundo conjunto de tiras (L) , donde el segundo extremo es parte del alma (310) del rigidizador (300) . En relación con la etapa de conformado de un método de manufactura del rigidizador (300) con una geometría específica con una sección transversal en "I ", la figura 3B muestra una segunda alternativa para el proceso de conformado de dos laminados planos (B, C) de material compuesto para obtener una preforma (300A) con una geometría específica con una sección transversal en "I ". La etapa de conformado de esta segunda alternativa comprende doblar el primer laminado plano (B) , mediante un proceso de conformado con membrana o prensa en dos pasos, en forma de "C" cuadrada tal y como se muestra en la figura 3B. La etapa de conformado también comprende doblar el segundo laminado plano (C) en forma de "C" cuadrada tal y como se muestra en la figura 3B. El método de manufactura también comprende una etapa consistente en unir el primer laminado plano (B) con el segundo laminado (C) plano para obtener una preforma (300A) en "I " como se muestra en la figura 3B, y aplicar a una primera aleta de la preforma (300A) un primer conjunto de tiras (L) y aplicar a una segunda aleta de la preforma (300A) un segundo conjunto de tiras (L) . Método de manufactura del rigidizador (400) con una geometría específica con una sección transversal en "Z": En relación con la etapa de conformado de un método de manufactura del rigidizador (400) con una geometría específica con una sección transversal en "Z", la figura 4 muestra el proceso de conformado de un laminado plano (D) de material compuesto mediante conformado en prensa para obtener una preforma (400A) con una geometría específica con una sección transversal en "Z". Además, el proceso comprende aplicar a la aleta (410a) de la preforma (400A) en forma de "Z" el conjunto de tiras (L) como se muestra en la figura 1D. Método de manufactura del rigidizador (500) con una geometría específica con una sección transversal en ", T": En relación con la etapa de conformado de un método de manufactura del rigidizador (500) con una geometría específica con una sección transversal en "J", dicha etapa de conformado es análoga al proceso de conformado mostrado en la figura 4 mediante conformado por prensa y obteniendo una preforma con una geometría específica con una sección transversal en "J" y donde la preforma del rigidizador (500) en "J" comprende dos pies opuestos (520) , uno de cada lado del alma (510) en comparación con el pie (420) del rigidizador (400) en "Z". Al igual que con el rigidizador (400) , el método de manufactura del rigidizador (500) en "J" comprende aplicar a la aleta (510a) de la preforma "J" el conjunto de tiras (L) , donde dicho borde superior es parte del alma del rigidizador (500) .
Publicaciones:
ES2961590 (12/03/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 09/08/2022 se realizó Registro Instancia de Solicitud
En fecha 11/08/2022 se realizó Admisión a Trámite
En fecha 11/08/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 07/10/2022 se realizó Superado examen de oficio
En fecha 10/03/2023 se realizó Realizado IET
En fecha 14/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 12/03/2024 se realizó Publicación Solicitud
En fecha 12/03/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
09/08/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737
El registro de patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737 fue solicitada el 09/08/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737 fue solicitada por AIRBUS OPERATIONS S.L.U. mediante los servicios del agente Gustavo Adolfo González Peces. El registro [modality] por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737 está clasificado como B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 según la clasificación internacional de patentes.
Otras invenciones solicitadas por AIRBUS OPERATIONS S.L.U.
Es posible conocer todas las invenciones solicitadas por AIRBUS OPERATIONS S.L.U. entre las que se encuentra el registro de patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Si se desean conocer más invenciones solicitadas por AIRBUS OPERATIONS S.L.U. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737 está clasificado con la clasificación B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 por lo que si se desea conocer más registros con la clasificación B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/00,B29C 65/56,B64C 1/06,B64C 3/18,B32B 1/00,B32B 3/02,B32B 5/02,B32B 5/12,B32B 5/26,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 clicar aquí.Otras invenciones solicitadas a través del representante GUSTAVO ADOLFO GONZÁLEZ PECES
Es posible conocer todas las invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES entre las que se encuentra el registro patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Si se desean conocer más invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29
Es posible conocer todas las patentes registradas en la clase B29 (TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29C
Es posible conocer todas las patentes registradas en la clase B29C (CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVIS) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29D
Es posible conocer todas las patentes registradas en la clase B29D (FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTIC) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B64
Es posible conocer todas las patentes registradas en la clase B64 (AERONAVES; AVIACION; ASTRONAUTICA) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B64C
Es posible conocer todas las patentes registradas en la clase B64C (AEROPLANOS; HELICOPTEROS ) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32
Es posible conocer todas las patentes registradas en la clase B32 (PRODUCTOS ESTRATIFICADOS) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32B
Es posible conocer todas las patentes registradas en la clase B32B (PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29K
Es posible conocer todas las patentes registradas en la clase B29K (SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR ) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29L
Es posible conocer todas las patentes registradas en la clase B29L (SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES ) entre las que se encuentra la patente Métodos de manufactura de rigidizadores de material compuesto con geometrías específicas con el número P202230737. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230736
P202230736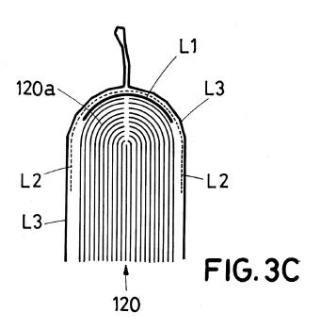
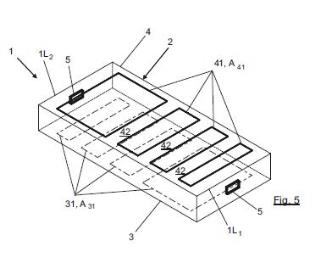
Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







