


- Home /
- Publicaciones de patentes /
- Métodos de manufactura de bordes de rigidizadores a neto
Patente nacional por "Métodos de manufactura de bordes de rigidizadores a neto"
Este registro ha sido solicitado por
AIRBUS OPERATIONS S.L.U.
a través del representanteGUSTAVO ADOLFO GONZÁLEZ PECES
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 09/08/2022
- Número solicitud:
-
P202230738
- Número publicación:
-
ES2961556
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
AIRBUS OPERATIONS S.L.U.
- Datos del representante:
-
Gustavo Adolfo González Peces
- Clasificación Internacional de Patentes:
- B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30
- Clasificación Internacional de Patentes de la publicación:
- B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2961556_A11. Método de manufactura de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador se obtiene de una preforma (100) que comprende un alma (120) y un pie (130) , donde el pie (130) corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma (120) corresponde a la parte restante del rigidizador y la cual comprende un borde del alma (120a) , el método de manufactura comprende las siguientes etapas: - obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto; - conformar cada uno de los dos laminados de material compuesto (110a, 110b) mediante el doblado de los laminados de material compuesto (110a, 110b) cada uno con una sección trasversal en "L"; - unir los dos laminados de material compuesto (110a, 110b) para obtener la preforma (100) con una sección trasversal en "T"; - moldear el borde del alma (120a) para obtener una sección trasversal del borde del alma (120a) semicircular; - aplicar al borde del alma (120a) una tira de fibra de vidrio semicurado (L1) y una tira de fibra de vidrio preimpregnado (L2) en fresco y - curar la preforma (100) para obtener el rigidizador con una sección trasversal en "T" con el borde del alma (120a) a neto. 2. Método de manufactura de acuerdo con la reivindicación 1, que además comprende aplicar calor al borde del alma (120a) para ablandar el conjunto de capas de material compuesto. 3. Método de manufactura de acuerdo con las reivindicaciones 1 o 2, que además comprende: - aplicar a la preforma una bolsa de vacío flexible (L3) previamente a la etapa de curar la preforma (100) ; y retirar la bolsa de vacío flexible (L3) después de dicha etapa. 4. Método de manufactura de acuerdo con las reivindicaciones anteriores, , que además comprende moldear el borde del alma (120a) para obtener una sección trasversal en cuña previa a la sección trasversal semicircular. 5. Rigidizador que comprende una geometría específica con una sección transversal en "T" obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 1 a 4. 6. Dispositivo (1000) para el moldeado de un borde de un alma (120a) de una preforma (100) de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador comprende un alma (120) y un pie (130) , donde el pie (130) corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma (120) corresponde a la parte restante del rigidizador, el dispositivo (1000) comprende: - un dispositivo de aplicación de calor (300) configurado para ablandar el borde del alma (120a) de la preforma (100) ; y - un conjunto de rodillos configurados para moldear el borde del alma (120a) para obtener una sección trasversal semicircular. 7. El dispositivo (1000) de acuerdo con la reivindicación 6, donde el conjunto de rodillos comprende un grupo de rodillos en cuña (310) configurados para moldear el borde del alma (120a) para obtener una sección trasversal en cuña. 8. El dispositivo (1000) de acuerdo con la reivindicación 7, donde el conjunto de rodillos comprende un grupo de rodillos de redondeado (311) configurados para moldear el borde del alma (120a) con forma de medialuna para obtener la sección trasversal semicircular.
Los productos y servicios protegidos por este registro son:
B29C 53/34 - B29C 53/84 - B29C 70/76 - B29C 70/30 - B29C 70/06 - B29D 99/00 - B29C 65/48 - B29C 65/56 - B64C 1/06 - B64C 3/18 - B32B 3/02 - B32B 5/02 - B32B 9/00 - B32B 27/08 - B29C 63/00 - B29K 63/00 - B29K 307/04 - B29L 31/30
Descripciones:
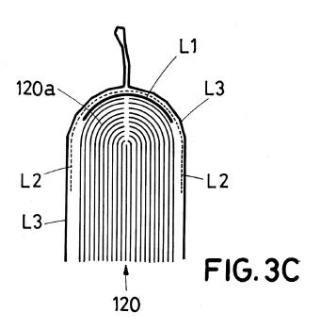
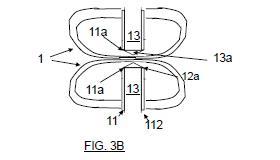
+ ES-2961556_A1 Métodos de manufactura de bordes de rigidizadores a neto Objeto de la invención El objeto de la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto polimérico reforzado con fibra de carbono, en particular, a métodos para la obtención de la forma "a neto" de un borde de los rigidizadores que permite eliminar las operaciones de recanteado y de sellado. Antecedentes de la invención El proceso estándar para conseguir la fabricación `a neto de un borde de los rigidizadores o larguerillos con una sección trasversal en "T" con un "alma" y un "pie" (donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador) es la de recortar el exceso de material sobrante mediante un proceso llamado recanteado (i.e. se corta el material sobrante del borde con fresa o disco aplicando chorro de agua) . El proceso de recanteado se lleva a cabo después del curado de la preforma sobre el que se obtiene el rigidizador con una sección trasversal en "T". El recanteado se realiza con equipos especializados, los cuales consumen tiempo, así como materiales duros y abrasivos. La necesidad de recantear el borde del rigidizador después del curado se debe a la mala calidad obtenida en los bordes de la preforma de laminado de material compuesto. Si el borde se moldea usando útiles de conformado (por ejemplo, conformado mediante rodillos) , es altamente complicado hacer coincidir el borde del laminado ya conformado con la cavidad del útil de curado. Por lo tanto, se genera un espacio entre el borde del laminado ya conformado y la cavidad del útil de curado. Este espacio se llena con resina y fibras, lo que reduce las propiedades del laminado. Desventajosamente: La operación de recanteado puede generar delaminaciones en el borde de la preforma sometida a recanteado y la operación de conformado de los laminados de material compuesto puede crear el denominado efecto libro. En particular: La figura 1 muestra una preforma (100) de un rigidizador con sección transversal en "T". La preforma (100) comprende un alma (120) y un pie (130) (donde el pie (130) corresponde al borde del rigidizador configurado para estar en contacto con un panel de una aeronave) . Cuando la preforma (100) se ha conformado mediante el doblado de dos laminados de material compuesto (110a, 110b) con una sección transversal en "L" por el "alma" (120) del rigidizador, las diferentes longitudes de cada capa de los laminados de material compuesto (110a, 110b) que siguen al radio (R) crean lo que se denomina efecto libro en el borde del alma (120a) , donde las capas internas (C) de los laminados de material compuesto (110a, 110b) son más cortas que las externas. Por último, cuando las piezas (por ejemplo, las costillas del ala de la aeronave) de metal (por ejemplo, de aluminio o titanio) están cerca del borde del rigidizador recanteado, se requiere de una operación adicional de sellado para cubrir los filamentos de carbono y evitar la corrosión en el metal. La presente invención solventa las desventajas remanentes en el estado de la técnica a la hora de la fabricación "a neto" del borde del alma de un rigidizador con una sección transversal en "T". Descripción de la invención La presente invención se refiere a un método de manufactura que permite la fabricación `a neto de un borde del alma de los rigidizadores o larguerillos con sección trasversal en "T" y que evita los procedimientos de recanteado y de sellado existentes en el estado de la técnica, aislando los filamentos de carbono del borde del alma del rigidizador. Así pues, en un primer aspecto, la presente invención se refiere a un método de manufactura de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador se obtiene de una preforma que comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador y la cual comprende un borde del alma. El método de manufactura comprende la etapa de obtener dos laminados que comprenden un conjunto de capas de material compuesto, y la etapa de conformar cada uno de los dos laminados de material compuesto mediante el doblado de los laminados de material ompuesto, cada laminado con una sección trasversal en "L" ; El método de manufactura comprende la etapa de unir los dos laminados para obtener la preforma con una sección trasversal en "T". En particular, con dos laminados cada uno con sección trasversal en "L", se pueden unir con un alma de la "L" de un primer laminado, a espalda de un alma de la "L" del segundo laminado, con los bordes del alma a misma altura, de tal forma a obtener la preforma con una sección trasversal en "T". El método de manufactura comprende la etapa de moldear el borde del alma para obtener una sección trasversal del borde del alma semicircular. El borde libre del alma de la preforma es así redondeado, de tal forma que es menos propenso a delaminación o al almacenar líquidos como agua, grasas, etc. que con tiempo, podrían deteriorar el laminado. El método de manufactura comprende la etapa de aplicar al borde del alma una tira de fibra de vidrio semicurado y una tira de fibra de vidrio preimpregnado en fresco Las tiras de fibra aplicadas al borde moldeado del alma, permiten mantener juntos los bordes de los laminados, y así asegurar que el borde del alma mantendrá su forma redondeada en el tiempo, así como evitar aún más la delaminación del borde del alma. Con tiras, el borde del alma queda con un acabado continuo liso, o "a neto". Finalmente, el método de manufactura comprende la etapa de curar la preforma para obtener el rigidizador con una sección trasversal en "T" con el borde del alma a neto. Una vez curada, la forma del borde del alma, y las tiras que lo cubren se mantienen en su posición y su forma se mantiene sin modificación. En un primer ejemplo, el método de manufactura comprende la etapa de aplicar a la preforma una bolsa de vacío flexible previamente al curado, la cual se retira del rigidizador después de la etapa de curado. En un primer ejemplo, el método de manufactura comprende la etapa de aplicar calor al borde del alma para ablandar el conjunto de capas de material compuesto. El calor aplicado es suficientemente bajo para que no se cure la resina del CFRP. En un primer ejemplo, el método de manufactura además comprende moldear el borde del alma para obtener una sección trasversal con forma de cuña previa a la sección trasversal semicircular. Moldear el borde del alma para obtener una sección trasversal con forma de uña permite pasar más fácilmente de una forma abierta de borde del alma en "V" cuando los dos laminados están unidos el uno con el otro "a espaldas", a una forma semicircular. Otro aspecto de la invención se refiere a un rigidizador que comprende una geometría específica con una sección transversal en "T" obtenido mediante el método de manufactura de acuerdo con el primer aspecto de la invención. Un tercer aspecto de la invención se refiere a un dispositivo para el moldeado de un borde de un alma de una preforma de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador. El dispositivo comprende un dispositivo de aplicación de calor configurado para ablandar el conjunto de capas de material compuesto del borde del alma de la preforma y un conjunto de rodillos configurados para obtener el borde del alma con una sección trasversal semicircular. El conjunto de rodillos comprende un primer grupo de rodillos en cuña para moldear el borde del alma con una sección trasversal en cuña. El conjunto de rodillos comprende un segundo grupo de rodillos de redondeado con forma de medialuna para moldear el borde del alma con una sección trasversal semicircular. Descripción de los dibujos Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de los métodos de manufactura de acuerdo con la presente invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: La figura 1 muestra una preforma de un rigidizador con una sección transversal en "T" y el efecto libro generado en el borde del alma del rigidizador. La figura 2 muestra el conformado mediante moldeo del borde del alma de la preforma. Las figuras 3A y 3B muestran las etapas de moldeado del proceso de manufactura de acuerdo con la presente invención. La figura 3C muestra la etapa de aplicación al borde del alma de una tira de fibra de vidrio semicurado, una tira de fibra de vidrio preimpregnado, así como la aplicación a la preforma de una bolsa de vacío flexible. Realización detallada de la invención La figura 1 muestra la preforma (100) ( "en fresco" o "pre-curada") obtenida tras las etapas del método de manufactura de acuerdo con la presente invención correspondientes a obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto, conformar cada uno de los dos laminados de material compuesto (110a, 110b) mediante el doblado de los laminados de material compuesto (110a, 110b) cada uno con una sección trasversal en "L" y unir los dos laminados de material compuesto (110a, 110b) para obtener la preforma (100) con una sección trasversal en "T". Como se aprecia en la figura 1, las diferentes longitudes de cada capa de los laminados de material compuesto (110a, 110b) crean un borde del alma (120a) en forma abierta en "V". La figura 2 muestra la etapa de moldear (o etapa de moldeado) el borde del alma (120a) de la preforma (100) que elimina el efecto libro: El moldeado se lleva a cabo posteriormente a la etapa de obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto, como se muestra en la preformar (100) de la figura 1. El moldeado también se lleva a cabo posteriormente a la etapa de conformar los dos laminados de material compuesto (110a, 110b) mediante el doblado de los dos laminados de material compuesto (110a, 110b) en sección trasversal en "L", y a la etapa de unir los dos laminados de material compuesto (110a, 110b) con una sección trasversal en "T" para obtener la preforma (100) del rigidizador. Al doblar los dos laminados de material compuesto (110a, 110b) se genera un efecto libro en el borde del alma (120a) , el cual se aprecia en la figura 1 del estado de la técnica resultando en un borde del alma en "V", y se describe en el apartado antecedentes de la invención de la resente descripción. Para eliminar el efecto libro del borde del alma (120a) , el proceso de manufactura de acuerdo con la presente invención comprende la etapa de moldeado del borde del alma (120a) de la preforma (100) , el cual se muestra en la figura 2, una vez obtenida la sección trasversal en "T". Como se muestra en la figura 2, la etapa u operación de moldeado se lleva a cabo con el dispositivo (1000) configurado para, mediante un dispositivo de aplicación de calor (300) , en una primera fase, aplicar calor al borde del alma (120a) para ablandar el conjunto de capas de material compuesto de dicho borde, y en una segunda fase, mediante un conjunto de rodillos en cuña (310) y un conjunto de rodillos de redondeado (311) , moldear la superficie del borde del alma (120a) para obtener el borde del alma (120a) con una sección trasversal semicircular. Al final de esta etapa se crea una forma redondeada en borde del alma (120a) , cerrando el espacio interno asociado a las capas interiores más cortas y eliminando así el efecto libro. La figura 3A muestra la etapa de moldeo de la superficie del borde del alma (120a) mediante un grupo de rodillos en cuña (310) los cuales comprenden una forma de cuña para moldear el borde del alma (120a) con una sección en cuña. La figura 3B muestra la etapa de moldeo de la superficie del borde del alma (120a) mediante un grupo de rodillos de redondeado (311) con forma de medialuna para moldear el borde del alma (120a) con una forma final que comprende una sección trasversal semicircular. La figura 3C muestra la etapa de aplicar al borde del alma (120a) una tira de fibra de vidrio semicurado (L1) , una tira de fibra de vidrio preimpregnado (L2) en fresco, así como la aplicación a la preforma de una bolsa de vacío flexible (L3) , previamente a la etapa de curado, consiguiendo así un borde del alma (120a) "a neto". El borde del alma (120a) se cubre con un perfil de fibra de vidrio semicurado (L1) , y por encima una tira de fibra de vidrio preimpregnado (L2) en fresco. El estado del perfil de fibra de vidrio (L1) proporciona la suficiente rigidez para moldear el borde del alma (120a) de forma controlada y permite conseguir una buena adhesión con la resina de la preforma (100) . El estado fresco de la tira preimpregnada de fibra de vidrio (L2) permite fijar el perfil de fibra de vidrio semicurado (L1) en el borde del alma (120a) una vez curada la preforma (100) . La preforma (100) junto con el perfil de fibra de vidrio que comprende la tira de fibra de vidrio emicurado (L1) y la tira de fibra de vidrio preimpregnado (L2) en fresco se curan envueltos en la bolsa de vacío flexible (L3) que se adapta a la forma real del borde del alma (120a) como se aprecia en la figura 3C, consiguiendo una buena consolidación sin movimientos de resina ni de fibra, obteniendo así un borde del alma (120a) "a neto". Dicha bolsa de vacío flexible (L3) se puede retirar del rigidizador después de la etapa de curado.
Publicaciones:
ES2961556 (12/03/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 09/08/2022 se realizó Registro Instancia de Solicitud
En fecha 11/08/2022 se realizó Admisión a Trámite
En fecha 11/08/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 07/10/2022 se realizó Superado examen de oficio
En fecha 13/03/2023 se realizó Realizado IET
En fecha 17/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 12/03/2024 se realizó Publicación Solicitud
En fecha 12/03/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 26/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
09/08/2022 - Pago Tasas IET
+ ES-2961556_A11. Método de manufactura de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador se obtiene de una preforma (100) que comprende un alma (120) y un pie (130) , donde el pie (130) corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma (120) corresponde a la parte restante del rigidizador y la cual comprende un borde del alma (120a) , el método de manufactura comprende las siguientes etapas: - obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto; - conformar cada uno de los dos laminados de material compuesto (110a, 110b) mediante el doblado de los laminados de material compuesto (110a, 110b) cada uno con una sección trasversal en "L"; - unir los dos laminados de material compuesto (110a, 110b) para obtener la preforma (100) con una sección trasversal en "T"; - moldear el borde del alma (120a) para obtener una sección trasversal del borde del alma (120a) semicircular; - aplicar al borde del alma (120a) una tira de fibra de vidrio semicurado (L1) y una tira de fibra de vidrio preimpregnado (L2) en fresco y - curar la preforma (100) para obtener el rigidizador con una sección trasversal en "T" con el borde del alma (120a) a neto. 2. Método de manufactura de acuerdo con la reivindicación 1, que además comprende aplicar calor al borde del alma (120a) para ablandar el conjunto de capas de material compuesto. 3. Método de manufactura de acuerdo con las reivindicaciones 1 o 2, que además comprende: - aplicar a la preforma una bolsa de vacío flexible (L3) previamente a la etapa de curar la preforma (100) ; y retirar la bolsa de vacío flexible (L3) después de dicha etapa. 4. Método de manufactura de acuerdo con las reivindicaciones anteriores, , que además comprende moldear el borde del alma (120a) para obtener una sección trasversal en cuña previa a la sección trasversal semicircular. 5. Rigidizador que comprende una geometría específica con una sección transversal en "T" obtenido mediante el método de manufactura de acuerdo con las reivindicaciones 1 a 4. 6. Dispositivo (1000) para el moldeado de un borde de un alma (120a) de una preforma (100) de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador comprende un alma (120) y un pie (130) , donde el pie (130) corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma (120) corresponde a la parte restante del rigidizador, el dispositivo (1000) comprende: - un dispositivo de aplicación de calor (300) configurado para ablandar el borde del alma (120a) de la preforma (100) ; y - un conjunto de rodillos configurados para moldear el borde del alma (120a) para obtener una sección trasversal semicircular. 7. El dispositivo (1000) de acuerdo con la reivindicación 6, donde el conjunto de rodillos comprende un grupo de rodillos en cuña (310) configurados para moldear el borde del alma (120a) para obtener una sección trasversal en cuña. 8. El dispositivo (1000) de acuerdo con la reivindicación 7, donde el conjunto de rodillos comprende un grupo de rodillos de redondeado (311) configurados para moldear el borde del alma (120a) con forma de medialuna para obtener la sección trasversal semicircular.
Los productos y servicios protegidos por este registro son:
B29C 53/34 - B29C 53/84 - B29C 70/76 - B29C 70/30 - B29C 70/06 - B29D 99/00 - B29C 65/48 - B29C 65/56 - B64C 1/06 - B64C 3/18 - B32B 3/02 - B32B 5/02 - B32B 9/00 - B32B 27/08 - B29C 63/00 - B29K 63/00 - B29K 307/04 - B29L 31/30
Descripciones:
+ ES-2961556_A1 Métodos de manufactura de bordes de rigidizadores a neto Objeto de la invención El objeto de la presente invención se refiere a métodos de manufactura de rigidizadores de material compuesto polimérico reforzado con fibra de carbono, en particular, a métodos para la obtención de la forma "a neto" de un borde de los rigidizadores que permite eliminar las operaciones de recanteado y de sellado. Antecedentes de la invención El proceso estándar para conseguir la fabricación `a neto de un borde de los rigidizadores o larguerillos con una sección trasversal en "T" con un "alma" y un "pie" (donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador) es la de recortar el exceso de material sobrante mediante un proceso llamado recanteado (i.e. se corta el material sobrante del borde con fresa o disco aplicando chorro de agua) . El proceso de recanteado se lleva a cabo después del curado de la preforma sobre el que se obtiene el rigidizador con una sección trasversal en "T". El recanteado se realiza con equipos especializados, los cuales consumen tiempo, así como materiales duros y abrasivos. La necesidad de recantear el borde del rigidizador después del curado se debe a la mala calidad obtenida en los bordes de la preforma de laminado de material compuesto. Si el borde se moldea usando útiles de conformado (por ejemplo, conformado mediante rodillos) , es altamente complicado hacer coincidir el borde del laminado ya conformado con la cavidad del útil de curado. Por lo tanto, se genera un espacio entre el borde del laminado ya conformado y la cavidad del útil de curado. Este espacio se llena con resina y fibras, lo que reduce las propiedades del laminado. Desventajosamente: La operación de recanteado puede generar delaminaciones en el borde de la preforma sometida a recanteado y la operación de conformado de los laminados de material compuesto puede crear el denominado efecto libro. En particular: La figura 1 muestra una preforma (100) de un rigidizador con sección transversal en "T". La preforma (100) comprende un alma (120) y un pie (130) (donde el pie (130) corresponde al borde del rigidizador configurado para estar en contacto con un panel de una aeronave) . Cuando la preforma (100) se ha conformado mediante el doblado de dos laminados de material compuesto (110a, 110b) con una sección transversal en "L" por el "alma" (120) del rigidizador, las diferentes longitudes de cada capa de los laminados de material compuesto (110a, 110b) que siguen al radio (R) crean lo que se denomina efecto libro en el borde del alma (120a) , donde las capas internas (C) de los laminados de material compuesto (110a, 110b) son más cortas que las externas. Por último, cuando las piezas (por ejemplo, las costillas del ala de la aeronave) de metal (por ejemplo, de aluminio o titanio) están cerca del borde del rigidizador recanteado, se requiere de una operación adicional de sellado para cubrir los filamentos de carbono y evitar la corrosión en el metal. La presente invención solventa las desventajas remanentes en el estado de la técnica a la hora de la fabricación "a neto" del borde del alma de un rigidizador con una sección transversal en "T". Descripción de la invención La presente invención se refiere a un método de manufactura que permite la fabricación `a neto de un borde del alma de los rigidizadores o larguerillos con sección trasversal en "T" y que evita los procedimientos de recanteado y de sellado existentes en el estado de la técnica, aislando los filamentos de carbono del borde del alma del rigidizador. Así pues, en un primer aspecto, la presente invención se refiere a un método de manufactura de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador se obtiene de una preforma que comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador y la cual comprende un borde del alma. El método de manufactura comprende la etapa de obtener dos laminados que comprenden un conjunto de capas de material compuesto, y la etapa de conformar cada uno de los dos laminados de material compuesto mediante el doblado de los laminados de material ompuesto, cada laminado con una sección trasversal en "L" ; El método de manufactura comprende la etapa de unir los dos laminados para obtener la preforma con una sección trasversal en "T". En particular, con dos laminados cada uno con sección trasversal en "L", se pueden unir con un alma de la "L" de un primer laminado, a espalda de un alma de la "L" del segundo laminado, con los bordes del alma a misma altura, de tal forma a obtener la preforma con una sección trasversal en "T". El método de manufactura comprende la etapa de moldear el borde del alma para obtener una sección trasversal del borde del alma semicircular. El borde libre del alma de la preforma es así redondeado, de tal forma que es menos propenso a delaminación o al almacenar líquidos como agua, grasas, etc. que con tiempo, podrían deteriorar el laminado. El método de manufactura comprende la etapa de aplicar al borde del alma una tira de fibra de vidrio semicurado y una tira de fibra de vidrio preimpregnado en fresco Las tiras de fibra aplicadas al borde moldeado del alma, permiten mantener juntos los bordes de los laminados, y así asegurar que el borde del alma mantendrá su forma redondeada en el tiempo, así como evitar aún más la delaminación del borde del alma. Con tiras, el borde del alma queda con un acabado continuo liso, o "a neto". Finalmente, el método de manufactura comprende la etapa de curar la preforma para obtener el rigidizador con una sección trasversal en "T" con el borde del alma a neto. Una vez curada, la forma del borde del alma, y las tiras que lo cubren se mantienen en su posición y su forma se mantiene sin modificación. En un primer ejemplo, el método de manufactura comprende la etapa de aplicar a la preforma una bolsa de vacío flexible previamente al curado, la cual se retira del rigidizador después de la etapa de curado. En un primer ejemplo, el método de manufactura comprende la etapa de aplicar calor al borde del alma para ablandar el conjunto de capas de material compuesto. El calor aplicado es suficientemente bajo para que no se cure la resina del CFRP. En un primer ejemplo, el método de manufactura además comprende moldear el borde del alma para obtener una sección trasversal con forma de cuña previa a la sección trasversal semicircular. Moldear el borde del alma para obtener una sección trasversal con forma de uña permite pasar más fácilmente de una forma abierta de borde del alma en "V" cuando los dos laminados están unidos el uno con el otro "a espaldas", a una forma semicircular. Otro aspecto de la invención se refiere a un rigidizador que comprende una geometría específica con una sección transversal en "T" obtenido mediante el método de manufactura de acuerdo con el primer aspecto de la invención. Un tercer aspecto de la invención se refiere a un dispositivo para el moldeado de un borde de un alma de una preforma de un rigidizador de material compuesto polimérico reforzado con fibra de carbono, CFRP, con una sección trasversal en "T", donde el rigidizador comprende un alma y un pie, donde el pie corresponde a un borde del rigidizador configurado para estar en contacto con un panel de una aeronave, y donde el alma corresponde a la parte restante del rigidizador. El dispositivo comprende un dispositivo de aplicación de calor configurado para ablandar el conjunto de capas de material compuesto del borde del alma de la preforma y un conjunto de rodillos configurados para obtener el borde del alma con una sección trasversal semicircular. El conjunto de rodillos comprende un primer grupo de rodillos en cuña para moldear el borde del alma con una sección trasversal en cuña. El conjunto de rodillos comprende un segundo grupo de rodillos de redondeado con forma de medialuna para moldear el borde del alma con una sección trasversal semicircular. Descripción de los dibujos Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de los métodos de manufactura de acuerdo con la presente invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: La figura 1 muestra una preforma de un rigidizador con una sección transversal en "T" y el efecto libro generado en el borde del alma del rigidizador. La figura 2 muestra el conformado mediante moldeo del borde del alma de la preforma. Las figuras 3A y 3B muestran las etapas de moldeado del proceso de manufactura de acuerdo con la presente invención. La figura 3C muestra la etapa de aplicación al borde del alma de una tira de fibra de vidrio semicurado, una tira de fibra de vidrio preimpregnado, así como la aplicación a la preforma de una bolsa de vacío flexible. Realización detallada de la invención La figura 1 muestra la preforma (100) ( "en fresco" o "pre-curada") obtenida tras las etapas del método de manufactura de acuerdo con la presente invención correspondientes a obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto, conformar cada uno de los dos laminados de material compuesto (110a, 110b) mediante el doblado de los laminados de material compuesto (110a, 110b) cada uno con una sección trasversal en "L" y unir los dos laminados de material compuesto (110a, 110b) para obtener la preforma (100) con una sección trasversal en "T". Como se aprecia en la figura 1, las diferentes longitudes de cada capa de los laminados de material compuesto (110a, 110b) crean un borde del alma (120a) en forma abierta en "V". La figura 2 muestra la etapa de moldear (o etapa de moldeado) el borde del alma (120a) de la preforma (100) que elimina el efecto libro: El moldeado se lleva a cabo posteriormente a la etapa de obtener dos laminados de material compuesto (110a, 110b) que comprenden un conjunto de capas de material compuesto, como se muestra en la preformar (100) de la figura 1. El moldeado también se lleva a cabo posteriormente a la etapa de conformar los dos laminados de material compuesto (110a, 110b) mediante el doblado de los dos laminados de material compuesto (110a, 110b) en sección trasversal en "L", y a la etapa de unir los dos laminados de material compuesto (110a, 110b) con una sección trasversal en "T" para obtener la preforma (100) del rigidizador. Al doblar los dos laminados de material compuesto (110a, 110b) se genera un efecto libro en el borde del alma (120a) , el cual se aprecia en la figura 1 del estado de la técnica resultando en un borde del alma en "V", y se describe en el apartado antecedentes de la invención de la resente descripción. Para eliminar el efecto libro del borde del alma (120a) , el proceso de manufactura de acuerdo con la presente invención comprende la etapa de moldeado del borde del alma (120a) de la preforma (100) , el cual se muestra en la figura 2, una vez obtenida la sección trasversal en "T". Como se muestra en la figura 2, la etapa u operación de moldeado se lleva a cabo con el dispositivo (1000) configurado para, mediante un dispositivo de aplicación de calor (300) , en una primera fase, aplicar calor al borde del alma (120a) para ablandar el conjunto de capas de material compuesto de dicho borde, y en una segunda fase, mediante un conjunto de rodillos en cuña (310) y un conjunto de rodillos de redondeado (311) , moldear la superficie del borde del alma (120a) para obtener el borde del alma (120a) con una sección trasversal semicircular. Al final de esta etapa se crea una forma redondeada en borde del alma (120a) , cerrando el espacio interno asociado a las capas interiores más cortas y eliminando así el efecto libro. La figura 3A muestra la etapa de moldeo de la superficie del borde del alma (120a) mediante un grupo de rodillos en cuña (310) los cuales comprenden una forma de cuña para moldear el borde del alma (120a) con una sección en cuña. La figura 3B muestra la etapa de moldeo de la superficie del borde del alma (120a) mediante un grupo de rodillos de redondeado (311) con forma de medialuna para moldear el borde del alma (120a) con una forma final que comprende una sección trasversal semicircular. La figura 3C muestra la etapa de aplicar al borde del alma (120a) una tira de fibra de vidrio semicurado (L1) , una tira de fibra de vidrio preimpregnado (L2) en fresco, así como la aplicación a la preforma de una bolsa de vacío flexible (L3) , previamente a la etapa de curado, consiguiendo así un borde del alma (120a) "a neto". El borde del alma (120a) se cubre con un perfil de fibra de vidrio semicurado (L1) , y por encima una tira de fibra de vidrio preimpregnado (L2) en fresco. El estado del perfil de fibra de vidrio (L1) proporciona la suficiente rigidez para moldear el borde del alma (120a) de forma controlada y permite conseguir una buena adhesión con la resina de la preforma (100) . El estado fresco de la tira preimpregnada de fibra de vidrio (L2) permite fijar el perfil de fibra de vidrio semicurado (L1) en el borde del alma (120a) una vez curada la preforma (100) . La preforma (100) junto con el perfil de fibra de vidrio que comprende la tira de fibra de vidrio emicurado (L1) y la tira de fibra de vidrio preimpregnado (L2) en fresco se curan envueltos en la bolsa de vacío flexible (L3) que se adapta a la forma real del borde del alma (120a) como se aprecia en la figura 3C, consiguiendo una buena consolidación sin movimientos de resina ni de fibra, obteniendo así un borde del alma (120a) "a neto". Dicha bolsa de vacío flexible (L3) se puede retirar del rigidizador después de la etapa de curado.
Publicaciones:
ES2961556 (12/03/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 09/08/2022 se realizó Registro Instancia de Solicitud
En fecha 11/08/2022 se realizó Admisión a Trámite
En fecha 11/08/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 07/10/2022 se realizó Superado examen de oficio
En fecha 13/03/2023 se realizó Realizado IET
En fecha 17/03/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 12/03/2024 se realizó Publicación Solicitud
En fecha 12/03/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 26/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
09/08/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738
El registro de patente nacional por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738 fue solicitada el 09/08/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738 fue solicitada por AIRBUS OPERATIONS S.L.U. mediante los servicios del agente Gustavo Adolfo González Peces. El registro [modality] por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738 está clasificado como B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 según la clasificación internacional de patentes.
Otras invenciones solicitadas por AIRBUS OPERATIONS S.L.U.
Es posible conocer todas las invenciones solicitadas por AIRBUS OPERATIONS S.L.U. entre las que se encuentra el registro de patente nacional por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Si se desean conocer más invenciones solicitadas por AIRBUS OPERATIONS S.L.U. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738 está clasificado con la clasificación B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 por lo que si se desea conocer más registros con la clasificación B29C 53/34,B29C 53/84,B29C 70/76,B29C 70/30,B29C 70/06,B29D 99/00,B29C 65/48,B29C 65/56,B64C 1/06,B64C 3/18,B32B 3/02,B32B 5/02,B32B 9/00,B32B 27/08,B29C 63/00,B29K 63/00,B29K 307/04,B29L 31/30 clicar aquí.Otras invenciones solicitadas a través del representante GUSTAVO ADOLFO GONZÁLEZ PECES
Es posible conocer todas las invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES entre las que se encuentra el registro patente nacional por Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Si se desean conocer más invenciones solicitadas a través del agente GUSTAVO ADOLFO GONZÁLEZ PECES clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por Métodos de manufactura de bordes de rigidizadores a neto. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29
Es posible conocer todas las patentes registradas en la clase B29 (TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29C
Es posible conocer todas las patentes registradas en la clase B29C (CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVIS) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29D
Es posible conocer todas las patentes registradas en la clase B29D (FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTIC) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B64
Es posible conocer todas las patentes registradas en la clase B64 (AERONAVES; AVIACION; ASTRONAUTICA) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B64C
Es posible conocer todas las patentes registradas en la clase B64C (AEROPLANOS; HELICOPTEROS ) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32
Es posible conocer todas las patentes registradas en la clase B32 (PRODUCTOS ESTRATIFICADOS) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32B
Es posible conocer todas las patentes registradas en la clase B32B (PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29K
Es posible conocer todas las patentes registradas en la clase B29K (SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR ) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29L
Es posible conocer todas las patentes registradas en la clase B29L (SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES ) entre las que se encuentra la patente Métodos de manufactura de bordes de rigidizadores a neto con el número P202230738. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230736
P202230736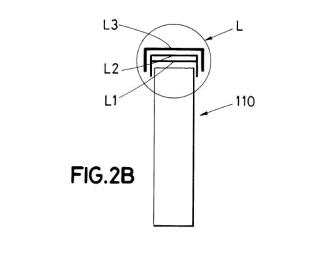 P202230737
P202230737
 P202230743
P202230743Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







