


- Home /
- Publicaciones de patentes /
- MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS
Patente nacional por "MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS"
Este registro ha sido solicitado por
TELESFORO GONZALEZ MAQUINARIA SLU
a través del representanteSALVADOR JAVIER SÁNCHEZ QUILES
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 10/02/2021
- Número solicitud:
-
P202130103
- Número publicación:
-
ES2864730
- Fecha de concesión:
-
11/05/2022
- Inventores:
-
Persona física
- Datos del titular:
-
TELESFORO GONZALEZ MAQUINARIA SLU
- Datos del representante:
-
Salvador Javier Sánchez Quiles
- Clasificación Internacional de Patentes:
- B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04
- Clasificación Internacional de Patentes de la publicación:
- B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
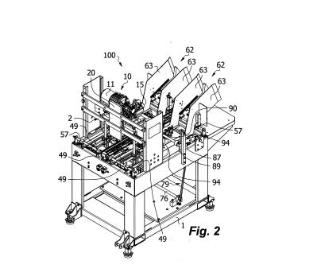
+ ES-2864730_B21.- Máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, comprendiendo: un cargador (62) configurado para apoyar las planchas (P) con sus caras verticales o con una inclinación respecto a la vertical; un cabezal de succión (93) con uno o más succionadores (94) , y movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba; un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado a unos medios de presión (35) ; una estación de formación de cajas que comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) , incluyendo el macho (6) cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) ; y estando la máquina (100) asociada a un dispositivo de anidado de cajas (3) , configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de la cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada; caracterizada porque comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) , estando estas líneas dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal, comprendiendo cada una de estas líneas de formación de cajas el cargador (62) , cabezal de succión (93) , estación de ormación de cajas, y dispositivo de anidado de cajas (3) anteriormente referidos, y además: dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) , entre las cuales el cabezal de succión (93) está configurado para posicionar la plancha (P) en la segunda posición, y un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición, en donde las dos guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) ; y uno o más de los citados inyectores de cola (4) dispuestos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) , respectivas una o más conducciones de cola flexibles y presurizables (36) conectadas a estos uno o más inyectores de cola (4) , y al menos una electroválvula (Y4) configurada para abrir y cerrar un paso de cola entre estos, estando los uno o más inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) perpendicular a las guías laterales (49) acordes con el tamaño de la plancha (P) para depositar cordones de cola (CC) paralelos a la dirección longitudinal (X) ; comprendiendo la máquina (100) además un dispositivo de macho (10) configurado para mover los machos (6) , que comprende un primer motor eléctrico (11) acoplado a un primer dispositivo de monitorización rotacional (15) ; y en donde los empujadores (48) y cabezales de succión (93) son movibles mediante uno o más motores eléctricos adicionales (64, 80) de la máquina (100) , y uno de estos uno o más motores eléctricos adicionales (64, 80) está acoplado a un codificador rotacional (67) ; los motores eléctricos (11, 64, 80) , primer dispositivo de monitorización rotacional (15) , codificador rotacional (67) , y electroválvulas (Y4) están conectados a un dispositivo controlador que incluye un dispositivo controlador programable (9) ; y el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles ediante el codificador rotacional (67) , respectivamente. 2.- Máquina (100) según la reivindicación 1, en donde los empujadores (48) y cabezales de succión (93) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) correspondiente con un segundo motor eléctrico (64) , y el dispositivo de macho (10) , segundo motor eléctrico (64) , y codificador rotacional (67) están configurados conjuntamente para mover controladamente los machos (6) independientemente del movimiento controlado y sincronizado de los empujadores (48) y cabezales de succión (93) . 3.- Máquina (100) según la reivindicación 1, en donde los empujadores (48) son movibles controladamente e independientemente de los cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. 4.- Máquina (100) según la reivindicación 3, en donde el segundo motor eléctrico (64) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de todas las líneas de formación. 5.- Máquina (100) según la reivindicación 4, en donde el tercer motor eléctrico (80) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación. 6.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde los machos (6) de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . 7.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde, en cada una de las líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) y de inserción del macho (6) ; y - la al menos una electroválvula (Y4) está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) . 8.- Máquina (100) según la reivindicación 7, en donde los cabezales de succión (93) están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores (48) determinada mediante el codificador rotacional (67) . 9.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde una pluralidad de miembros formadores de caja (5a) delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . 10.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde: las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencia de calentamiento (153) y respectivos sensores de temperatura (152) para el calentamiento controlado de los mismos; el depósito de cola (150) integra unos medios de calentamiento (31) de depósito para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) ; comprendiendo la máquina (100) además una pluralidad de mangueras eléctricas flexibles (38) cada una conectada entre el dispositivo controlador y las resistencias y sensores (33, 33) asociadas con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) ; y en donde el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) . 11.- Máquina (100) según la combinación de las reivindicaciones 7 y 10. 12.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde el movimiento de los cabezales de succión (93) , y la posición y movimiento de los empujadores (48) , y la apertura y cierre del paso entre inyectores de (4) y conducciones de cola (36) mediante las electroválvulas (Y4) conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas (B) a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional (67) enviado al dispositivo controlador (9) . 13.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde el dispositivo controlador programable (9) está configurado para almacenar los valores de plicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. 14.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde las aristas de las caras laterales (8) de cada uno de los machos (8) pueden estar achaflanadas determinando machos (8) de ocho o doce caras laterales cada uno.
+ ES-2864730_A11.- Máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, comprendiendo: un cargador (62) configurado para apoyar las planchas (P) con sus caras verticales o con una inclinación respecto a la vertical; un cabezal de succión (93) con uno o más succionadores (94) , y movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba; un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado a unos medios de presión (35) ; una estación de formación de cajas que comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) , incluyendo el macho (6) cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) ; y estando la máquina (100) asociada a un dispositivo de anidado de cajas (3) , configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de la cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada; caracterizada porque comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) , estando estas líneas dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal, comprendiendo cada una de estas líneas de formación de cajas el cargador (62) , cabezal de succión (93) , estación de ormación de cajas, y dispositivo de anidado de cajas (3) anteriormente referidos, y además: dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) , entre las cuales el cabezal de succión (93) está configurado para posicionar la plancha (P) en la segunda posición, y un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición, en donde las dos guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) ; y uno o más de los citados inyectores de cola (4) dispuestos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) , y de las citadas conducciones de cola flexibles y presurizables (36) conectadas a estos, y al menos una electroválvula (Y4) configurada para abrir y cerrar un paso de cola entre estos, estando los uno o más inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) perpendicular a las guías laterales (49) acordes con el tamaño de la plancha (P) para depositar cordones de cola (CC) paralelos a la dirección longitudinal (X) ; comprendiendo la máquina (100) además un dispositivo de macho (10) configurado para mover los machos (6) , que comprende un primer motor eléctrico (11) acoplado a un primer dispositivo de monitorización rotacional (15) ; y en donde los empujadores (48) y cabezales de succión (93) son movibles mediante uno o más motores eléctricos adicionales (64, 80) de la máquina (100) , y uno de estos uno o más motores eléctricos adicionales (64, 80) está acoplado a un codificador rotacional (67) ; los motores eléctricos (11, 64, 80) , primer dispositivo de monitorización rotacional (15) , codificador rotacional (67) , y electroválvulas (Y4) están conectados a un dispositivo controlador que incluye un dispositivo controlador programable (9) ; y el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. 2.- Máquina (100) según la reivindicación 1, en donde, más preferentemente, los empujadores (48) y cabezales de succión (93) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) correspondiente con un segundo motor eléctrico (64) , y el dispositivo de macho (10) , segundo motor eléctrico (64) , y codificador rotacional (67) están configurados conjuntamente para mover controladamente los machos (6) independientemente del movimiento controlado y sincronizado de los empujadores (48) y cabezales de succión (93) . 3.- Máquina (100) según la reivindicación 1, en donde, más preferentemente, los empujadores (48) son movibles controladamente e independientemente de los cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. 4.- Máquina (100) según la reivindicación 3, en donde el segundo motor eléctrico (64) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de todas las líneas de formación. 5.- Máquina (100) según la reivindicación 4, en donde el tercer motor eléctrico (80) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación. 6.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde los machos (6) de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . 7.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde, en cada una de las líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) y de inserción del macho (6) ; y - la al menos una electroválvula (Y4) está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) . 8.- Máquina (100) según la reivindicación 7, en donde los cabezales de succión (93) están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores (48) determinada mediante el codificador rotacional (67) . 9.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde una pluralidad de miembros formadores de caja (5a) delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . 10.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde: las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencia de calentamiento (153) y respectivos sensores de temperatura (152) para el calentamiento controlado de los mismos; el depósito de cola (150) integra unos medios de calentamiento (31) de depósito para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) ; comprendiendo la máquina (100) además una pluralidad de mangueras eléctricas flexibles (38) cada una conectada entre el dispositivo controlador y las resistencias y sensores (33, 33) asociadas con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) ; y en donde el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) . 11.- Máquina (100) según la combinación de las reivindicaciones 7 y 10.
Los productos y servicios protegidos por este registro son:
B31B 50/62 - B31B 50/00 - B31B 50/07 - B31B 50/46 - B31B 50/02 - B31B 50/04
Descripciones:
+ ES-2864730_B2 MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS SECTOR DE LA TÉCNICA La presente invención presenta una máquina para la formación de cajas de cartón susceptibles de ser anidadas unas dentro de las otras y de distintos tamaños, a partir del encolado y doblado de planchas planas. A lo largo de esta descripción, el material de las planchas planas o láminas con que se obtienen las cajas es cartón ondulado, cartón compacto, y/o similares. Estas planchas tienen una determinada rigidez a la flexión y, preferentemente, tienen practicadas unas líneas debilitadas para facilitar el doblado de partes de la plancha y formar así una caja. PROBLEMA TÉCNICO A RESOLVER Y ANTECEDENTES DE LA INVENCIÓN El problema técnico a resolver es el aumento efectivo de la velocidad productiva de una máquina para la formación de cajas de cartón anidables (insertables) unas dentro de otras y de distintos tamaños, mediante el encolado y doblado de planchas planas. Este aumento efectivo de la velocidad es aquí definido como la combinación de los escenarios de maximizar la velocidad máxima productiva, y minimizar los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina, incluyendo este manejo y uso las tareas de regulación a los distintos tamaños de planchas y caja, contribuyendo todo esto al aumento efectivo de la velocidad productiva. En términos de sostenibilidad medioambiental, las cajas anidables hechas de cartón tienen un ventajoso reducido tiempo de biodegradación y/o un mayor porcentaje de material reciclable frente a materiales plásticos o metálicos. Puesto que la presente invención concierne con una máquina para la obtención de cajas específicamente hechas de cartón, esta requiere estar adaptada a las características mecánicas concretas del cartón en lámina, por ejemplo: resistencia a la compresión, resistencia a la flexión, pandeo, y deformación del mismo, en otros. El documento US2014374472A1 explica que las máquinas empleadas para formar cajas de aluminio por moldeo no pueden ser usadas para formar cajas de cartón por moldeo porque el cartón no es tan maleable y dúctil como el aluminio; si el cartón es alimentado en un aparato para moldear cajas de aluminio, el cartón se desgarraría y/o rompería, impidiendo así obtener la caja por la configuración concreta de los elementos integrantes de tal áquina. En este sentido, se pueden citar también los documentos BE603605A y US2925758A. La máquina formadora de cajas de cartón por encolado y doblado del documento US4861325A, considerado el documento más próximo del estado arte, comprende dos machos 186 de paredes laterales inclinadas para la formación de un contenedor de dos compartimentos con respectivos fondos 12 unidos mediante un pliegue intermedio 14, a partir de una plancha plana. Las cajas sucesivamente formadas con ambos machos son recibidas en un dispositivo de anidado de cajas (elementos 113) asociado con una cavidad 38 donde se introducen ambos machos, poniendo este dispositivo de anidado de cajas las paredes laterales de unas cajas en contacto con las de otras, formando una pila de cajas que quedan anidadas unas dentro de otras. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la caja requiere de pocas operaciones de doblado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas dobladas mientras la máquina sigue simultáneamente formando cajas sucesivas. En este mismo sentido se puede citar el documento US5123888A. Sin embargo, para aprovechar esta ventajosa posibilidad de alta velocidad de formación de la máquina gracias a este macho y al dispositivo de anidado de cajas, la máquina debe además efectuar un movimiento del macho, una alimentación de plancha y una aplicación de cola a una correspondiente alta velocidad de formación efectiva para que el aumento de esta velocidad sea plausible. En el documento US4861325A, el aplicador de cola es movible entre la posición retraída de las Figs. 1 a 3 y la posición de aplicación de cola de las Figs. 4 y 5. Esta aplicación de cola se produce con las planchas paradas y soportadas en el cargador, y mediante unas boquillas de cola 42 del tipo válvula de bola que abren ante la presión por contacto de estas contra la plancha aplicando un punto de cola cada una, provocando todo ello un tiempo muerto en el ciclo formativo. Además, máquina del documento US4861325A es accionada mediante un motor eléctrico 222 que acciona un eje de rotación 170 donde está montada una leva 62, proporcionando este conjunto, a través de tres respectivas pluralidades de barras articuladas, el movimiento pivotante de dos cabezales de succión 90 que transfieren la plancha desde un cargador hasta una posición entre los dos machos y la cavidad, el movimiento vertical de los dos machos 186, y el movimiento pivotante de las boquillas de cola 42, provocando esta onfiguración y número excesivo de elementos movidos mediante el motor eléctrico 222 una severa limitación de la velocidad productiva. Por otro lado, para aumentar la velocidad de formación, los documentos US3176978A, US4861325A, ES2081235A2, y ES2739389A1 divulgan respectivas máquinas formadoras por doblado y encolado de cajas en donde la alimentación de la plancha se efectúa mediante un cargador de planchas inclinado verticalmente, y un cabezal de succión movible para succionar planchas apoyadas en el cargador por una de sus caras y posicionarlas horizontalmente en otra posición con esa misma cara orientada hacia arriba. En los documentos ES2081235A2 y ES2739389A1 el cabezal de succión transfiere las planchas desde el cargador hasta un transportador de planchas que las introduce en una estación de formación. Sin embargo, estas máquinas formadoras no divulgan medios para anidar cajas unas dentro de otras. El documento ES2081235A2 indica que el cabezal de succión sustituye la ya conocida alimentación mediante rodillos para aportar mayor velocidad y eficacia a la máquina. Por otro lado, son conocidas máquinas formadoras de cajas por doblado y encolado de planchas, en donde la alimentación de estas se produce haciendo atravesar la plancha individualmente por fricción entre un par de rodillos alimentadores enfrentados que, gracias al efecto sándwich de estos y a la velocidad relativa entre estos, atrapan y desplazan la plancha por fricción para su transporte desde un primer transportador asociado con un cargador horizontal hacia un segundo transportador horizontal dimensionado para transportar varias planchas a la vez. Esta alimentación implica un transporte de plancha a una velocidad mayor en un tercer transportador horizontal hacia la zona de formación, para controlar este movimiento de alimentación respecto al movimiento del macho. Estas máquinas también están típicamente provistas de rodillos aplicadores de cola causantes de un efecto sándwich de contacto durante el desplazamiento de la plancha entre estos rodillos aplicadores y el segundo transportador. Estos rodillos aplicadores de cola, y la configuración y número excesivo de transportadores para la alimentación de la plancha, complican la adaptación de la máquina a los distintos tamaños de plancha, necesitando de usuarios de mayor cualificación, incurriendo todo esto en un excesivo tiempo de parada productiva de máquina, y además aumentando el coste de fabricación de la máquina, y la longitud y superficie de instalación de la misma. Además, estos rodillos aplicadores y transportadores, y una distancia de paso de plancha de una pared vertical del cargador horizontal situada por encima del primer transportador para suministrar una plancha a partir de una pila de estas, son todos ellos críticos y propensos a recuentes tiempos de parada productiva de la máquina disminuyendo la velocidad efectiva de esta, ya que producen efectos indeseados como deslizamientos entre plancha y rodillos y/o atascos de plancha, más considerando el entorno de partículas de cartón en suspensión y cuerpos extraños de cartón que la propia máquina produce por su uso. EXPLICACIÓN DE LA INVENCIÓN Para solventar los anteriormente expuestos inconvenientes, además de otros, la presente invención presenta una máquina formadora de cajas de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas planas. De un modo conocido en el estado del arte, la máquina comprende: - un cargador de planchas configurado para apoyar estas planchas con sus caras verticales o con una inclinación respecto a la vertical, y que preferentemente incluye dos placas laterales de separación regulable entre sí, situadas una a cada lado de las planchas susceptibles de ser apoyadas; - un cabezal de succión con uno o más elementos succionadores, siendo el cabezal de succión movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas apoyadas en el cargador por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha horizontalmente con esa misma cara de sujeción orientada hacia arriba, y, preferentemente, siendo modificable la ubicación del uno o más elementos succionadores en el cabezal de succión; - un aplicador de cola configurado para aplicar cola sobre partes de la plancha, incluyendo inyectores de cola y unas conducciones de cola flexibles y presurizables conectadas entre los inyectores de cola y un depósito de cola asociado a unos medios de presión, estando estos medios de presión configurados para someter dichas conducciones de cola flexibles y presurizables a presión; - una estación de formación de cajas, que comprende un molde, una pluralidad de elementos formadores que delimitan una cavidad del molde, y un macho movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad, incluyendo el macho cuatro o más caras laterales inclinadas respecto al movimiento del macho y convergentes hacia una base inferior del macho configurada para presionar una base de la plancha posicionada entre el macho y el molde e insertarla al interior de la cavidad para doblar unos paneles laterales de la plancha anexos al fondo de esta y unir con la cola previamente aplicada unos paneles laterales con otros paneles laterales, bien directamente o bien indirectamente a través de paneles adicionales tales como solapas nexas a las paredes laterales, formando así una caja de paredes laterales que delimitan lateralmente el fondo de la caja. Las inclinaciones de las caras laterales y la base inferior del macho proporcionan a este una forma esencialmente de pirámide truncada invertida. Estas inclinaciones de las caras laterales del macho y de las paredes laterales de las cajas permiten que unas cajas sean insertables dentro de otras con sus paredes laterales en contacto, posibilitando una alta velocidad de formación. Optativamente, las aristas de las caras laterales del macho pueden estar achaflanadas formando paredes laterales adicionales de la caja chaflanadas, determinando un macho de ocho o doce caras laterales. Así mismo, la máquina está asociada a un dispositivo de anidado de cajas, configurado para formar una pila de cajas que atraviesa una embocadura de salida de la cavidad en una disposición anidada de unas cajas con las otras, mediante el contacto de las paredes laterales de una caja con las de otras, que además refuerza la unión mediante la cola previamente aplicada, manteniendo las cajas en la forma proporcionada por el macho mientras la citada cola seca. Este dispositivo de anidado de cajas puede o no puede formar parte integrante de la máquina, y/o puede o no puede estar soportado en el chasis de la misma. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la máquina no necesita de numerosas operaciones de doblado y/o pegado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas formadas mientras la máquina sigue simultáneamente formando cajas sucesivas. La presente invención propone además, en combinación, de un modo en sí no conocido por el estado de la técnica existente, una serie de características para la citada máquina formadora de cajas que se relacionan a continuación. La citada máquina comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas individualmente e integradas en un mismo chasis. Estas líneas están dispuestas en paralelo entre sí y con mismos sentidos de transporte de plancha según una dirección longitudinal X lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador, un cabezal de succión, una estación de formación de cajas, y un dispositivo de anidado de cajas de los anteriormente referidos. Cada una de estas líneas de formación comprende además dos guías laterales de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal Y perpendicular a la dirección longitudinal X. El cabezal de succión está configurado para posicionar la plancha en la segunda posición entre las dos guías laterales. Además, cada una de estas líneas de formación comprende un empujador movible en la dirección longitudinal X para transportar planchas una a una empujándolas por su parte trasera entre las dos guías laterales desde la segunda hacia una tercera posición. Respectivas extensiones de las dos guías laterales se extienden a ambos lados y por encima de la cavidad para sustentar cada una de estas planchas cuando están posicionadas entre el macho y el molde en la tercera posición. Cada guía lateral y su extensión pueden ser parte integrante de la misma pieza o piezas individuales. Igualmente, cada una de estas líneas de formación comprende uno o más de los citados inyectores de cola dispuestos una distancia de separación vertical sobre la plancha cuando esta es empujada entre las guías laterales, respectivas una o más conducciones de cola flexibles y presurizables conectadas a estos uno o más inyectores de cola, y al menos una electroválvula configurada para abrir y cerrar un paso de cola entre uno o más inyectores de cola y una o más conducciones de cola flexibles y presurizables . Los uno o más inyectores de cola y los respectivos extremos de las conducciones de cola flexibles y presurizables conectados a los uno o más inyectores de cola están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño de un dispositivo de regulación transversal perpendicular a las guías laterales acordes con el tamaño de la plancha para depositar cordones de cola paralelos a la dirección longitudinal X. La máquina comprende además un dispositivo de macho configurado para mover los machos, que comprende un primer motor eléctrico acoplado a un primer dispositivo de monitorización rotacional. Igualmente, los empujadores y cabezales de succión son movibles mediante uno o más motores eléctricos adicionales de la máquina, y uno de estos uno o más motores eléctricos adicionales está acoplado a un codificador rotacional. Así mismo, los motores eléctricos, primer dispositivo de monitorización rotacional, codificador rotacional, y electroválvulas están conectados a un dispositivo controlador que incluye un dispositivo controlador programable. También, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha en dos direcciones, longitudinal y transversal, durante el empuje guiado de stas mediante los empujadores y guías laterales sin interferir con este movimiento longitudinal continuado de cada una de las planchas entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal y mediante unos valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional, respectivamente. Preferentemente, el dispositivo controlador programable está configurado para almacenar los valores de aplicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. Estos valores de aplicación de cola pueden corresponder en una proporción lineal con el avance posicional lineal del empujador a partir de la lectura directa o indirecta del movimiento del eje movible de un motor eléctrico obtenido por el codificador rotacional acoplado a este. Ejemplos de estos valores pueden corresponder con un número de impulsos (o pulsos) eléctricos, con una media del ángulo girado (por ejemplo, grados) , o con una medida de distancia (por ejemplo, milímetros) , o con una medida de velocidad (por ejemplo, mm por segundo) , entre otros. En la presente invención, se propone un aumento efectivo de la velocidad de esta máquina maximizando la velocidad máxima productiva evitando tiempos innecesarios dentro del productivo y entre ciclos productivos sucesivos, y minimizando los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina que incluyen las tareas de regulación a los distintos tamaños de planchas y cajas. La máquina aquí obtenida tiene un número reducido de elementos y de manejo intuitivo, redundando esto de nuevo en una fácil adaptación al cambio de medida de plancha a formar posibilitando el manejo de la máquina a operarios no altamente cualificados, constituyendo la máquina, por tanto, una unidad productiva eficazmente veloz, y a la vez sencilla, económica y compacta. La presente invención propone, para aumentar de manera efectiva la velocidad de la máquina incluso ante un cambio de tamaño de caja a formar, dotar a la máquina de una pluralidad de líneas de formación de cajas paralelas con unos cargadores, cabezales de succión, y transportadores de planchas que integran las respectivas guías laterales de plancha y empujadores, además de un aplicador de cola de la máquina específicos, que permiten alimentar individualmente a cada estación de formación de cajas un alto número de planchas por intervalo de tiempo con la cola ya aplicada sobre las mismas, para aprovechar el corto tiempo de formación de caja proporcionado por el macho de caras laterales inclinadas y el dispositivo de anidado de cajas. Las inclinaciones de las caras laterales de cada conjunto macho y dispositivo de anidado de caja permiten conjuntamente aumentar la velocidad máxima de formación de la máquina, ya que el tiempo necesario del macho en la posición insertada para la formación de la caja es mínimo, y que el dispositivo anidado permite que la cola previamente aplicada para unir unas paredes laterales con otras seque en la pila de cajas formada por este dispositivo de anidado de cajas mientras el macho simultáneamente forma cajas de ciclos posteriores. La configuración de apoyo específica de las planchas en el cargador respecto a la vertical permite que la distancia recorrida por los cabezales de succión entre las primera y segunda posiciones se acorte, aumentando la velocidad de alimentación de las planchas. Preferentemente, en la máquina, los cargadores están configurados para apoyar planchas con sus caras con una inclinación respecto a la vertical comprendida entre 10 y 30 grados, y más preferentemente entre 15 y 25 grados. Los cabezales de succión específicos de esta invención son especialmente útiles para aumentar la máxima velocidad productiva porque los cabezales de succión y las planchas sujetadas estos quedan por encima de las guías laterales de plancha en todas las posiciones de movimiento de los cabezales de succión, evitando la introducción de tiempos muertos innecesarios debidos a la interferencia entre los movimientos de los cabezales de succión y empujadores, independizando así estos movimientos. En cada línea de formación de cajas de la máquina, la incorporación de las dos guías de plancha y empujador entre cargador y estación de formación, proporcionan una zona de transición entre estos, mejorando sustancialmente la velocidad productiva de cajas porque posibilita que el macho pueda ser movido en el sentido de inserción dentro de la cavidad del molde aunque el cabezal de succión esté posicionado con una plancha subsiguiente entre las guías laterales de plancha, eliminando tiempos muertos innecesarios entre ciclos de formación consecutivos, contribuyendo además a independizar los movimientos del cabezal de succión y macho, que redunda en una mejora de la velocidad de formación de cajas. Con la máquina de la presente invención, la inyección de cola sobre cualquier posición de la plancha, en las dos direcciones longitudinal y transversal, está configurada para realizarse ventajosamente durante el empuje de las planchas mediante los empujadores de forma guiada con las guías laterales sin interferir con el movimiento longitudinal continuado de cada una de las planchas entre las respectivas segunda y tercera posiciones. Esta no interferencia de la aplicación de cola sobre el movimiento continuado del empujador y plancha entre las segunda y tercera posiciones es gracias a la separación vertical de los inyectores de cola de la máquina sobre las guías laterales y a la capacidad de los inyectores e cola para aplicar la cola a presión sobre la plancha mediante los medios de presión, que además es especialmente ventajoso para formar cajas a altas velocidades. Las guías laterales, inyectores de cola y los extremos de las conducciones de cola flexibles y presurizables son posicionables trasversalmente de forma muy intuitiva y sencilla acortando los tiempos muertos asociados con los frecuentes cambios de medida de plancha. También es muy sencilla e intuitiva la regulación longitudinal de aplicación de cola mediante un valor asociado a la posición del empujador obtenible mediante el codificador rotacional acoplado a un motor eléctrico adicional configurado para mover el empujador. Este motor eléctrico adicional es distinto e independiente a un primer motor eléctrico integrante de un dispositivo de macho, el cual está configurado para mover los machos. El codificador rotacional y la tecnología concreta de aplicación de cola aporta exactitud, precisión y sencillez para la deposición de las colas sobre la plancha ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. Ventajosamente, de modo preferente, los valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional pueden ser independientes de la velocidad longitudinal de empuje de los empujadores, lo cual simplifica la máquina y su manejo ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. En la máquina de la presente invención, cada línea de la pluralidad de líneas de formación de cajas es capaz de formar por sí misma una caja de iguales y/o distintos formatos y/o medidas a las de las otras líneas de formación de cajas, a voluntad del usuario de la máquina. Así, todos los cargadores quedan a un lado de la máquina para suministrar las planchas a todas las líneas desde este lado, y todas las estaciones de formación tienen las embocaduras de salida de la cavidad de caja formada en el lado opuesto de la máquina, reduciendo así el tiempo de parada productiva de la máquina y aumentando la velocidad eficaz de la máquina, incluso ante los frecuentes cambios de medida a los que la máquina puede estar sometida. En la máquina, la repetición de las líneas de formación de cajas (repetición de elementos en sí mismos conocidos en el estado del arte) contribuye a solventar el aumento de la máxima velocidad productiva de la misma, manteniendo a la vez la sencillez y simplicidad de esta. Es muy previsible que la velocidad aumente proporcionalmente con el número de líneas de formación; sin embargo, es especialmente ventajoso el hecho de que, adicionalmente, las causas asociadas con tiempos de parada productiva son los mismos para una máquina de dos líneas que para una máquina de tres, cuatro o más líneas, ya que los subconjuntos ecánicos de la máquina (cargadores, cabezales de succión, empujadores, guías laterales, estaciones de formación, dispositivos de anidado de cajas) están repetidos, aportando así una máquina de simplificada manejabilidad (manejable incluso por operarios no altamente cualificados) , de simplificada controlabilidad y automatización, y de reducidos costes y compacta, frente a soluciones del estado del arte en donde con el fin de conseguir altas velocidades formativas, la manejabilidad y controlabilidad de la máquina es compleja, aumentando los tiempos de parada productiva, costes de fabricación y la superficie ocupada por esta. Diferencialmente, para mover controladamente los subconjuntos mecánicos específicos de la máquina (pluralidad de cabezales de succión, empujadores y machos) , desprovistos ahora de dependencias posicionales y tiempos muertos innecesarios, la presente invención selecciona de forma intencionada la naturaleza y distribución motriz de estos, distinguiéndose esta solución motriz por estar materializada en varios motores eléctricos y dispositivos de monitorización rotacionales acoplados a los mismos, de forma que la máxima velocidad productiva de la máquina aumenta, a la vez que se mantiene una sencilla y eficaz automatización de la máquina, incluyendo una sencilla adaptación de la misma a distintos tamaños de caja que minimiza los tiempos muertos de parada productiva, redundando todo esto en un aumento eficaz de la velocidad de formación de la máquina. En la presente invención, el movimiento de los machos es controlado por el dispositivo de macho que incluye el primer motor eléctrico y el primer dispositivo de monitorización rotacional acoplado a este, y este movimiento es independiente del movimiento controlado de los empujadores y cabezales de succión proporcionado por uno o más motores eléctricos adicionales y el codificador rotacional acoplado a uno de estos, para eliminar tiempos muertos innecesarios entre los machos y cabezales de succión y empujadores en cada línea de formación de cajas. Así, ventajosamente, en la máquina de la presente invención, los machos pueden ser movidos o detenidos a voluntad respecto del movimiento de los empujadores y/o cabezales de succión, o viceversa, eliminando tiempos muertos innecesarios entre estos, y a la vez adaptando la máquina para la formación de una amplia variedad de cajas a una alta velocidad de formación, todo ello de forma sencilla y eficaz. Esta solución motriz de motores eléctricos monitorizados aporta mayor presión y exactitud en los movimientos de estos subconjuntos mecánicos de la máquina, posibilitando altas velocidades frente a una solución motriz fluido-dinámica (ya sea hidráulica o neumática, por ejemplo, basada en cilindros neumáticos) , y también frente a una solución motriz mixta, asada en una combinación desventajosa motores eléctricos y cilindros neumáticos, en donde los cilindros neumáticos determinan una severa limitación de la velocidad. La máquina de la presente invención, dotada con varios motores eléctricos, es muy ventajosa en términos de velocidad máxima de producción frente a máquinas formadoras de cajas del estado del arte en donde machos, cabezales de succión de un mecanismo de succión, y otros elementos movibles de la máquina son todos ellos movidos o detenidos a la vez mediante un motor eléctrico como único punto motriz, tal como sucede en el documento US4861325A) . Desventajosamente, estas máquinas de un único motor eléctrico tienen una indeseada excesiva inercia, ya que este motor debe mover un elevado número de elementos de dimensiones y pesos considerables, limitando su máxima velocidad productiva a entre 2.500 o 3.500 cajas por hora. Muy significativamente, en unos resultados obtenidos experimentalmente para un prototipo fabricado de la máquina del tipo macho linealmente insertable en un molde de la presente invención, la velocidad productiva máxima de la máquina de la presente invención ha sido cercana a las 6.000 cajas por hora en cada conjunto macho y molde, frente a las entre 2.500 y 3.500 cajas por hora por cada conjunto macho y molde de la máquinas del tipo macho linealmente insertable en un molde del estado del arte. Así, la máquina de la presente invención prácticamente duplica la máxima velocidad de formación de cajas, a la vez obteniendo una máquina de fácil e intuitivo manejo incluso ante el cambio de tamaño de caja a formar minimizando los tiempos muertos asociados a estas operaciones, compacta y de reducidos costes, redundando todo esto en un sustancial aumento efectivo de la velocidad de formación de la máquina. Así, la máquina de la presente invención puede llegar a producir cajas a una velocidad de 6.000 cajas a la hora por cada línea de formación. La presente invención cubre expresamente un mayor número de líneas de formación de caja, y preferentemente este es dos tres o cuatro, pudiendo alcanzar máximas velocidades productivas de 12.000, 18.000 o 24.000 cajas a la hora, respectivamente. Por "motor eléctrico", se entenderá en esta memoria cualquier motor eléctrico giratorio, es decir, un motor eléctrico provisto de un eje movible rotacionalmente, y que puede estar materializado en un motor eléctrico giratorio convencional, en un servomotor (motor servo accionable) , o una combinación de estas opciones, entre otras variantes. Por "dispositivo de monitorización rotacional", se entenderá en esta memoria cualquier dispositivo de lectura monitorizada, en particular asociado al eje movible rotacionalmente de un motor eléctrico, que proporciona una respuesta indicativa del movimiento giratorio mpartido por dicho motor, mediante una señal eléctrica que puede ser leída por algún tipo de dispositivo controlador en un dispositivo de control de movimiento. Este dispositivo de monitorización rotacional comprende un detector del movimiento de giro del eje movible del motor eléctrico, por ejemplo, un detector inductivo o fotoeléctrico, o un codificador rotacional (encoder) que monitoriza dicho movimiento, el cual puede optativamente formar parte integrante de un servomotor, o una combinación de estas opciones, entre otras. El término "codificador rotacional" comprende los casos de traductores de posición, como por ejemplo codificadores rotacionales en general, ya sean incrementales o absolutos, es decir, aquellos dotados de un disco con ranuras en su rotor y un elemento de detección óptico en su estátor capaz de detectar bandas opacas y translúcidas del disco determinantes del ángulo girado por su rotor; y por ejemplo "resolvers" (resolvedores) , es decir dispositivos con un sensor electromagnético basado en un transformador, siendo uno de los devanados del transformador rotativo; y comprendiendo también el caso de los traductores de velocidad, por ejemplo, aquellos dispositivos basados en la detección de frecuencia de un generador de pulsos, entre otras opciones. El dispositivo controlador puede comprender uno o más dispositivos controladores programables. Así, los elementos de control de la presente invención, que incluyen los motores eléctricos, dispositivos de monitorización rotacional, e inyectores de cola pueden estar conectados a un único dispositivo de control programable del dispositivo controlador, o pueden estar conectados de forma distribuida en varios dispositivos de control programables del dispositivo controlador, en cuyo caso, preferentemente, uno de ellos (maestro) gobierna al resto (esclavos) . En esta memoria se entenderá que los dispositivos de monitorización rotacional están configurados para monitorizar directa o indirectamente el movimiento giratorio impartido por un eje movible del motor eléctrico al que están acoplados directa o indirectamente. En la monitorización directa, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible del motor eléctrico al que está acoplado. En la monitorización indirecta, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible adicional movido por el eje movible del motor eléctrico, monitorizando así el movimiento giratorio impartido por el eje movible del motor eléctrico al que está indirectamente acoplado. Este eje adicional puede formar parte de una reductora o alternativamente puede estar materializado en un piñón o rueda dentada. En la presente invención el término "dispositivo controlador" comprende los términos "microcontrolador", "controlador", "autómata programable", "sistema de control", "unidad de control", "controlador lógico programable", "procesador", "microprocesador", "computadora" y "ordenador", entre otros. El término "conectado" comprende conectar directa o indirectamente dos elementos mediante cables o mediante una conexión inalámbrica, que pueden ser, por ejemplo, buses de comunicaciones, o cables multifilares o unifilares, cables de fibra óptica o ethernet, por ejemplo, "etherCAT®". En la presente memoria, cada inyector de cola comprende una o más boquillas de cola. En una opción preferente, los empujadores y cabezales de succión son todos ellos movibles mediante un mismo motor eléctrico adicional correspondiente con un segundo motor eléctrico, y el dispositivo de macho que comprende el primer motor eléctrico, segundo motor eléctrico, y codificador rotacional están configurados conjuntamente para mover controladamente los machos independientemente del movimiento controlado y sincronizado de los empujadores y cabezales de succión. En una opción alternativa, los empujadores son movibles controladamente e independientemente de los cabezales de succión mediante motores eléctricos adicionales distintos, correspondientes con un segundo motor eléctrico y un tercer motor eléctrico, respectivamente, estando este tercer motor eléctrico preferentemente acoplado a un tercer dispositivo de monitorización rotacional opcional. Esta opción alternativa cubre expresamente las posibilidades de que los empujadores puedan ser movidos mediante un segundo motor eléctrico común, o mediante segundos motores eléctricos individuales, uno para mover cada empujador y acoplado a un respectivo codificador rotacional. Además, esta opción alternativa cubre expresamente las posibilidades de que los cabezales de succión puedan ser movidos mediante un tercer motor eléctrico común, o mediante terceros motores eléctricos individuales, uno para mover cada cabezal de succión y preferentemente acoplado a un respectivo dispositivo de monitorización rotacional. Preferentemente, el segundo motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores de todas las líneas de formación. Preferentemente, el tercer motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión de todas las líneas de formación. En cualquiera de las realizaciones descritas anteriormente, los machos pueden ser movidos mediante un primer motor eléctrico común, o mediante primeros motores eléctricos individuales, uno para mover cada macho y acoplados a respectivos primeros dispositivos de monitorización rotacionales. Preferentemente, los machos de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico. Hasta este punto, la presente invención aporta distintas soluciones, seleccionando un número concreto de motores eléctricos en la máquina formadora de cajas: uno o más motores eléctricos (primer motor eléctrico) para mover los machos, y uno o más motores eléctricos adicionales para mover empujadores y/o cabezales de succión (segundo motor giratorio y/o tercer motor giratorio) . Esto es especialmente ventajoso para conseguir una máxima velocidad productiva alta, simplificando la manejabilidad de la máquina, incluidas las tareas de regulación a las medidas de plancha cambiantes, reduciendo así los tiempos muertos asociados a esta operación, además de reducir los costes y complejidad de fabricación y automatización (programación) de la misma. Esta ventaja radica en que, en la máquina, el inicio del movimiento de inserción de los machos, el movimiento de los cabezales de succión, y la posición y movimiento de los empujadores, y la apertura y cierre del paso entre inyectores y conducciones de cola mediante las electroválvulas conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional enviado al dispositivo controlador. Es especialmente ventajoso el caso particular preferente en donde un único codificador rotacional está configurado para mover controladamente todos los elementos controlables de la pluralidad de líneas de formación de cajas, y así, toda la máquina. Con esta configuración específica de los elementos movibles y controlables de la máquina en base a los valores obtenidos por codificador rotacional se eliminan potenciales tiempo muertos innecesarios dentro de cada ciclo productivo, aumentado la velocidad de la máquina. Así, preferiblemente, en cada una de las líneas de formación de cajas de la máquina, en base a respectivas posiciones del empujador configuradas para ser determinadas mediante el codificador rotacional y recibidas en el dispositivo controlador: - el dispositivo de macho está configurado para iniciar el movimiento de inserción del macho que causa movimientos simultáneos del empujador y de inserción del macho; y - la al menos una electroválvula está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola y respectivas conducciones de cola flexibles y presurizables. Preferentemente, el dispositivo de macho está configurado para iniciar el movimiento de los machos en sentido de inserción cuando la posición del empujador obtenible mediante el codificador rotacional acoplado al segundo motor eléctrico es una posición distinta a la tercera posición para proporcionar movimientos simultáneos de introducción de macho y longitudinal de empujador. Así, también preferentemente, los cabezales de succión están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores determinada mediante el codificador rotacional. Optativamente, en la máquina, una pluralidad de miembros formadores de caja, materializados preferentemente en dobladores o prensores, dispuestos alrededor de la cavidad de al menos un molde y delimitantes de la cavidad son movibles mediante al menos un actuador conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos. Aquí se independiza el movimiento de los miembros formadores del resto de movimientos de la máquina, lo cual es muy ventajoso para relativas altas velocidades de formación, y particularmente beneficioso en combinación con la independencia de movimiento controlado de los machos respecto del movimiento controlado de los cabezales de succión y empujadores para la alimentación de la plancha a respectivas estaciones de formación. De forma preferente, en la máquina, las conducciones de cola flexibles y presurizables y los inyectores de cola tienen asociadas respectivas resistencia de calentamiento y respectivos sensores de temperatura para el calentamiento controlado de los mismos. Además, el depósito de cola integra unos medios de calentamiento de depósito para calentar y fundir cola y un sensor de temperatura para el control de los medios de calentamiento. También en esta opción preferente, la máquina comprende además una pluralidad de mangueras eléctricas flexibles, cada una conectada entre el dispositivo controlador y las resistencias y sensores asociadas con las conducciones de cola flexibles y presurizables e inyectores de cola. Siguiendo en esta opción preferente, el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión, de las resistencias de calentamiento, y de los sensores de temperatura. Así, aumenta la velocidad de secado de la cola en el dispositivo de anidado de cajas frente a otras soluciones del estado del arte en donde se emplean adhesivos o cola fría, proporcionando una máquina compacta y de manejo intuitivo, ventajosamente reduciendo los tiempos muertos de parada productiva y aumentando la velocidad eficaz de esta, puesto que con esta solución posibilita emplear solamente este tipo de tecnología de encolado, no combinado necesariamente con otras tecnologías de encolado adicionales como cola fría o encolado, posibilitando así su uso a usuarios no altamente cualificados en distintas tecnología de encolado a la vez. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando del objeto de la invención y para ayudar a una mejor comprensión de las características que lo distinguen, se acompaña en la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente: la Fig. 1 es una vista en perspectiva superior delantera de una primera realización de la máquina formadora de cajas de la presente invención; la Fig. 2 es otra vista en perspectiva superior delantera de la máquina de la Fig. 1, en donde se han omitido algunos elementos para mejor visualización del interior de la máquina; las Figs. 3, 4 y 5 son respectivas vistas en perspectiva superior de cajas con paredes laterales inclinadas obtenibles con la máquina de la Fig. 1; la Fig. 6 es la plancha partir de la cual se obtiene la caja de la Fig. 4; la Fig. 7 es una vista en perspectiva superior trasera de la máquina de la Fig. 2, en donde se indica un detalle IV; la Fig. 8 es la vista detalle IV de la Fig. 7, superiormente recortada y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9 es una vista en perspectiva superior trasera de la máquina de la Fig. 7 con dos líneas de formación de cajas y en donde el machos y cargador de cada una de estas se han omitido; la Fig. 9a es la vista detalle IV de la Fig. 7 y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9b es una representación esquemática del aplicador de cola con inyectores de cola y conducciones flexibles y presurizables conectado al dispositivo controlador, del dispositivo de regulación transversal, y de las guías laterales de separación regulable de la máquina de la Fig. 1; la Fig. 9c es una representación esquemática de un extremo de una conducción de cola flexible, presurizable y calefactable conectado a un inyector de cola con una boquilla de cola; las Figs. 10 y 11 son vistas de los dos cabezales de succión y de los empujadores de la máquina, según una vista superior trasera y una vista inferior delantera, respectivamente; la Fig. 12 es una vista en perspectiva superior delantera del dispositivo de macho de la Fig. 9 y en donde se ha representado esquemáticamente un macho en cada miembro vertical; la Fig. 13 es una vista en perspectiva superior lateral del dispositivo de macho de la Fig. 12; la Fig. 14 es una vista lateral de la máquina de la Fig. 9, en donde además se han representado dos de los cuatro inyectores de cola de la misma; y las Figs. 15, 16 y 17 son respectivos esquemas eléctricos de la primera, segunda y tercera realizaciones de la máquina, en donde se representa el dispositivo controlador y los elementos que tiene conectado este, y en donde por mayor claridad se han representado solamente dos de los cuatro inyectores de cola, uno por cada línea de formación de cajas. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN PREFERENTES/ EJEMPLOS Según la primera realización de la presente invención, las Figs. 1, 2, 7 a 9 y 14 muestran una máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, tal como la plancha (P) de la Fig. 6. La plancha (P) de la Fig. 6 está hecha de cartón ondulado o compacto, y tiene una base (F) esencialmente rectangular, con esquinas preferentemente achaflanadas, delimitada adicionalmente por cuatro líneas de base (LF) mutuamente paralelas dos a dos, que separan la base (F) de cuatro paneles laterales (PL) . Estos paneles laterales (PL) tienen en sus extensiones laterales cuatro solapas laterales (SL) dispuestas para unir unos paneles laterales (PL) de la plancha (P) una vez doblados con otros y formar así cuatro paredes laterales (WL) de la caja (B) de la Fig.4. Los paneles laterales (PL) tienen en estas extensiones laterales uno o varios paneles de chaflán (PH) optativos que formarán paredes laterales (WL) de chaflán optativas en las cajas (B) formadas de las Figs. 4 y 5. Estos paneles de chaflán (PH) son, a su vez, adyacentes a una respectiva solapa lateral (SL) . La caja de la Fig. 3 tiene cuatro paredes latearles (WL) y no tiene estas paredes laterales (WL) de chaflán. La máquina (100) de esta primera realización está configurada para depositar los cordones de cola (CC) mostrados sobre la plancha (P) de la Fig. 6, para unir, en cada uno de los dos lados opuestos de la plancha (P) , dos respectivas solapas laterales (SL) derivadas de respectivos extremos de paneles laterales (PL) con otro respectivo panel lateral (PL) y formar así dos paredes laterales (WL) menores y opuestas de la caja (B) . Las otras dos paredes laterales (WL) mayores de la caja (B) de la Fig. 4 incluyen paneles laterales (PL) mayores de la plancha (P) de la Fig. 6. Las planchas (P) asociadas a las Figs. 3 a 6, tienen practicadas unas líneas debilitadas (LF, LL) para facilitar el doblado de partes de la plancha (P) , y formar así una caja (B) , uniendo unas partes de la planchas (P) con otras, mediante cordones de cola (CC) continuos o discontinuos, mostrados en trazado pespuntado en la Fig. 3 y ocultos (aunque también presentes) en las cajas (B) de las Figs. 4 y 5. La máquina (100) de la primera realización comprende dos líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) . Estas líneas están dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador (62) , un cabezal de succión (93) que forman parte integrante de un mecanismo de succión (99) de la máquina (100) , un empujador (48) y dos guías laterales (49) que forman parte integrante de un transportador de la máquina (100) , una estación de formación de cajas, y un dispositivo de anidado de cajas (3) . En las Figs. 1, 2 y 7, cada uno de estos cargadores (62) tiene dos placas laterales (63) de separación regulable entre sí, situadas una a cada lado de las planchas (P) susceptibles de ser apoyadas, tales como la mostrada en la Fig. 6. Cada uno de estos cargadores (62) está configurado adicionalmente para apoyar estas planchas (P) con sus caras con una inclinación respecto a la vertical comprendida entre los 15 y 25 grados. En las Figs. 7 a 9, 10 y 14, cada cabezal de succión (93) tiene dos succionadores (94) materializados en ventosas. Cada cabezal de succión (93) es movible entre una primera posición (no mostrada) , en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición mostrada en las Figs. 8 y 14, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba sobre una respectiva pareja de guías laterales (49) de plancha (Figs. 2 y 8) . Las Figs. 2, 8, 9a, y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí mediante un dispositivo de regulación transversal adicional según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) . El cabezal de succión (93) de cada línea de formación de cajas está configurado para posicionar la plancha (P) entre las guías laterales (49) en la segunda posición. En la Fig. 2, la máquina (100) comprende cuatro raíles de guiado, cada uno de ellos comprendiendo una respectiva placa lateral (63) en un extremo, una respectiva guía lateral (49) y una respectiva extensión de esta en el extremo opuesto, estando estas integradas en una única pieza. En una realización alternativa (no mostrada) , placas laterales (63) y las guías laterales (49) y las extensiones de las guías laterales (49) son piezas distintas, preferentemente regulables independientemente las unas de las otras. En la Fig. 2, el dispositivo de regulación transversal adicional comprende dos elementos guía transversales (57) en cada una de las líneas de formación de cajas, preferentemente materializados en husillos configurados para acercar y alejar las guías laterales (49) distancias iguales. En cada línea de formación de cajas, un elemento guía transversal está ubicado en la estación de conformación de cajas y el otro está ubicado en el cargador (62) y lo soporta. En las Figs. 2, 8, 9a, y 9b, cada una de las dos líneas de formación de cajas comprende un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición. En la tercera posición, respectivas extensiones de las guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) . Las Figs. 1, 8, 9a, y 9b muestran que la máquina (100) comprende además un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles y presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado y en comunicación a unos medios de presión (35) , tal como la bomba de aspiración e impulsión de cola mostrada en la Fig. 9b, en done la presión proporcionada por esta está configurada para ser detectada por un sensor de presión (no mostrado) . En la Fig. 9b, las conducciones de cola flexibles y presurizables (36) conectan respectivos inyectores de cola (4) con el depósito de cola de forma directa. Alternativamente, las conducciones de cola flexibles y presurizables (36) pueden conectar respectivos inyectores de cola (4) con el depósito de cola (30) de forma indirecta, a través de un distribuidor de cola (no mostrado) , de forma que al menos una conducción de cola flexible y presurizable (36) está conectada entre el depósito de cola (30) y el distribuidor, y unas conducciones de cola flexibles y presurizables (36) conectadas entre el distribuidor de cola y los inyectores de cola (4) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos de los citados inyectores de cola (4) del aplicador de cola. Es decir, la máquina (100) comprende cuatro inyectores de cola (4) en total. La Fig. 9c muestra un inyector de cola (4) con una boquilla de cola (4a) . Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) de cada línea de formación de cajas están dispuestos y suspendidos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos conducciones de cola flexibles y presurizables (36) , dos inyectores de cola (4) y dos electroválvulas (Y4) . La Fig. 14 muestra dos de los cuatro inyectores de cola (4) de la máquina (100) . Cada electroválvula (Y4) está configurada para abrir y cerrar un paso de cola entre cada inyector de cola (4) y conducción de cola flexible y presurizable (36) . Cada electroválvula (Y4) está conectada a un dispositivo controlador programable (9) de un dispositivo de control de la máquina (100) , de forma que el dispositivo controlador programable (9) este aplica o quita voltaje a su bobina, que a su vez causa preferiblemente la apertura y cierre del citado paso de cola en una válvula adicional (no mostrada) pilotada neumáticamente situada entre un inyector de cola (4) y el extremo de una conducción de cola flexible y presurizable (36) conectado a este inyector de cola (4) . Siguiendo en las Figs. 9b y 9c, las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencias de calentamiento (33) y respectivos sensores de temperatura (32) para el calentamiento controlado de los mismos. Las resistencias de calentamiento (33) y sensores de temperatura (32) de los inyectores de cola (4) están integrados en unos bloques metálicos (39) en contacto térmico con los inyectores de cola (4) . Preferentemente, las resistencias de calentamiento (33) de las conducciones de cola flexibles y presurizables (36) son unas mallas resistivas de calentamiento, aunque en la Fig. 9c estas se han representado como resistencias para un mejor entendimiento. En la Fig. 9b, el depósito de cola (30) integra unos medios de calentamiento (31) de depósito, tal como unos medios resistivos, para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) . Continuando en la Fig. 9b, la máquina (100) comprende además una pluralidad de mangueras eléctricas flexibles (38) , cada una conectada mediante conectores eléctricos (33a) entre una unidad de control (34) del dispositivo controlador conectada al dispositivo controlador programable (9) y las resistencias y sensores (32, 33) asociados con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) . Cada una de estas mangueras eléctricas flexibles (38) pueden o no pueden estar integradas total o parcialmente en una manguera de cola que incluye una respectiva conducción de cola flexible y presurizable (36) y además calefactable. Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) de la máquina (100) . Estas posiciones son acordes con el tamaño de la plancha (P) para depositar los cordones de cola (CC) paralelos a la dirección longitudinal (X) , y mostrados en la Fig. 6. Este travesaño (27) es perpendicular a las guías laterales (49) y puede ser común a ambas líneas de formación de cajas o puede estar divido en dos tramos, uno para cada línea de formación de cajas. En las Figs. 9a y 9b, cada uno de los inyectores de cola (4) está soportado en un respectivo soporte de inyector (29) del dispositivo de regulación transversal (26) cuya posición fija es adaptable a las dimensiones de la plancha (P) a formar, preferentemente, mediante un husillo (28) . Así, mediante el giro de este husillo (28) en uno u otro sentido, la posición deseada del inyector de cola es variada a lo largo del travesaño (27) . Alternativamente, en una opción no mostrada, cada uno de los soportes de inyector (29) están fijados en posiciones deseadas modificables mediante medios de fijación y liberación al travesaño (27) . Preferentemente, tal como muestra la Fig. 9a, cada línea de formación de cajas de la máquina (100) comprende uno de estos husillos (28) , y además este está configurado para acercar o alejar inyectores de cola (4) entre sí distancias simétricas. En la Fig. 9a, cada uno de los inyectores de cola (4) está a su vez soportado en un respectivo soporte de inyector auxiliar (29a) soportado en un respectivo soporte de inyector (29) . Cada uno de los soportes de inyector auxiliar (29a) dispone de medios de posicionamiento para posicionar individualmente cada inyector de cola (4) según la dirección transversal (Y) y, preferentemente, también según la dirección longitudinal (X) . En las Figs. 2, 9, 12 y 14, cada una de las dos estaciones de formación de cajas comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) . En las Fig. 9, en cada una de las estaciones de formación de cajas, un elemento formador (52) está soportado en cada uno de los dos puentes guía (55) del molde (50) . Adicionalmente, cada una de unas cuatro bridas (54) soportadas en los puentes guía (55) soporta otro elemento formador (53) , siendo estas bridas (54) posicionables a lo largo de los puentes guía (55) . Así, una cualquiera de estas pluralidades de elementos formadores (52, 53) forman parte del molde (50) . En una opción alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, al menos un elemento formador (52, 53) de esta pluralidad puede estar unido a cada una de las dos extensiones de las guías laterales (49) . En otra alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, la pluralidad de elementos formadores (52, 53) están soportados en el dispositivo de anidado de cajas (3) . La Fig. 12 muestra que el macho (6) de cada estación de formación de cajas incluye cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) . Esta base inferior (7) está configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) . Las Figs. 9 y 12 a 14 muestran que la máquina (100) comprende además un dispositivo de macho (10) que comprende un primer motor eléctrico (11) convencional. Este primer motor eléctrico (11) está configurado para mover verticalmente los dos machos (6) , siendo así los machos (6) de todas las líneas de formación de cajas movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . El primer motor eléctrico (11) está acoplado operativamente a un primer dispositivo de monitorización rotacional (15) , configurado para monitorizar indirectamente el ángulo girado por el primer motor eléctrico (11) a través de la monitorización directa del ángulo girado por un eje movible de un primer reductor (65) acoplado al primer motor eléctrico (11) . En las Figs. 9 y 10 a 15 este primer dispositivo de monitorización rotacional (15) es un codificador rotacional. En una opción preferente alternativa (no mostrada) , el primer motor eléctrico (11) y un primer dispositivo de monitorización rotacional (15) materializado en un codificador están integrados en un servomotor. Las Figs. 9 y 12 a 14 muestran que el dispositivo de macho (10) comprende dos guías verticales (21) fijadas en un punto estructural del chasis (1) de la máquina (100) , tal como una placa fija (20) montada en un puente (2) superior del chasis (1) dispuesto por encima de las guías laterales (49) y la cavidad (51) . Este dispositivo de macho (10) comprende además dos bloques guía (22) con capacidad para deslizar en cada guía lineal (21) y fijados en un carro (23) deslizable a lo largo de las guías verticales (21) . El dispositivo de macho (10) comprende adicionalmente el citado carro (23) , que tiene fijados dos miembros verticales (25) que soportan en su extremo inferior un macho (6) cada uno. En un extremo inferior de un miembro vertical (25) se soporta un macho (6) con configuración de cuatro caras laterales (8) inclinadas que puede formar la caja de la Fig. 3. En el extremo inferior del otro miembro vertical (25) se soporta un macho con configuración de ocho caras laterales (8) inclinadas que puede formar la caja de la Fig.4. Así, la máquina (100) está configurada para la formación de cajas de distintas y/o idénticas formas, medidas y/o formatos a la vez. El dispositivo de macho (10) comprende además una guía transversal (19) horizontal montada sobre el carro (23) , y una manivela (16) giratoria dotada de extremos proximal y distal. La manivela (16) está unida indirectamente por su extremo proximal al primer motor eléctrico (11) mediante el primer reductor (65) , y unida articuladamente por su extremo distal en una tercera articulación (17) a un bloque guía adicional (18) con capacidad para deslizar en la guía transversal (19) . En una realización alternativa, (no mostrada) cada macho (10) puede ser movido por un respectivo dispositivo de macho (10) . Siguiendo en la Fig. 1, la máquina (100) tiene asociado además dos dispositivos de anidado de cajas (3) (solo uno es mostrado en la Fig. 1) , uno asociado con cada molde (50) de cada línea de formación de cajas. Cada uno de estos dispositivos de anidado de cajas (3) está configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de una cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada. En este ejemplo, cada dispositivo de anidado de cajas (3) inserta una caja (B) , previamente doblada por las citadas caras laterales (8) y por los elementos formadores (52, 53) materializados en elementos dobladores, dentro de otra, para hacer contactar las paredes laterales (WL) planas de una caja (B) con las paredes laterales (WL) planas de otras cajas (B) formando la citada pila. En cada línea de formación de cajas, el dispositivo de anidado de cajas (3) mostrado de la Fig. 1 está adicionalmente configurado para, mediante este contacto de paredes laterales (WL) planas entre cajas (B) , presionar los cordones de cola (CC) previamente aplicados por los dos correspondientes inyectores de cola (4) , para reforzar la unión por encolado de las paredes laterales (WL) que rodean lateralmente la base (F) de la misma. Las paredes laterales (WL) incluyen los paneles laterales (PL) doblados, e incluyen en las paredes laterales menores además las solapas laterales (SL) dobladas. Cada dispositivo de anidado de cajas (3) está ubicado por debajo de una respectiva embocadura de entrada de una cavidad (51) de un respectivo molde (50) mostrado en la Fig. 14, y está situado en la embocadura de salida del molde (50) . Cada dispositivo de anidado de cajas (3) de la Fig. 1 comprende dos guías de cajas formadas (3a) que las sostienen en una disposición anidada, unas con las otras, formando una pila de cajas (B) antes de salir por una embocadura de salida de la parte inferior de la cavidad (51) . En esta primera realización de la Fig. 1, las guías de cajas formadas (3a) formadas no forman parte integrante del molde (50) pero sí están asociado a este, ya que se encuentran ubicadas para recibir las cajas (B) formadas con paredes laterales inclinadas procedentes del molde (50) . Las guías de caja (3a) de la Fig. 1 no están necesariamente soportadas en el chasis (1) de la máquina (100) . En una realización alternativa (no mostrada) , las dos guías de cajas formadas (3a) pueden estar soportadas en el chasis (1) , preferentemente formando parte integrante de la cavidad (51) del molde (50) y ubicadas en la zona de la citada embocadura de salida del molde (50) . En una segunda realización alternativa (no mostrada) , en la máquina (100) , el citado dispositivo de anidado de cajas (3) está configurado para sustentar las cajas (B) formadas, siendo dicho dispositivo de anidado de cajas (3) movible entre una posición retraída, en donde la superficie de la embocadura de salida asociada al molde (50) es mayor para permitir la caída de una pila de cajas (B) formadas anidadas, y una posición de sustentación, en donde la superficie de la embocadura de salida asociada al molde (50) es menor para permitir la sustentación de una pila de cajas (B) formadas anidadas. Las Figs. 9 a 11 y 14 muestran que los dos empujadores (48) del transportador de planchas y los dos cabezales de succión (93) del mecanismo succionador (99) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) de la máquina (100) correspondiente con un segundo motor eléctrico (64) acoplado a un codificador rotacional (67) . Este codificador rotacional (67) acoplado al segundo motor eléctrico (64) forma parte integrante de un segundo dispositivo de monitorización rotacional, y está configurado para monitorizar indirectamente, a través del giro del eje (66) del reductor secundario (65) , el ángulo girado por el segundo motor eléctrico (64) . El segundo dispositivo de monitorización rotacional (67) incluye además un detector del tipo inductivo (69) para monitorizar indirectamente, a través del giro de una leva (68) acoplada al eje (66) del segundo reductor (65) , el ángulo girado por el segundo motor eléctrico (64) . Las Figs. 9 a 11 y 14 muestran que, en la máquina (100) , el dispositivo de macho (10) que comprende el primer motor eléctrico (11) , el segundo motor eléctrico (64) , el primer dispositivo de monitorización rotacional (15) y el codificador rotacional (67) están onfigurados conjuntamente para mover controladamente los dos machos (6) , independientemente del movimiento controlado y sincronizado de los dos empujadores (48) y los dos cabezales de succión (93) . En el mecanismo succionador (99) , el segundo motor eléctrico (64) y el reductor secundario (65) acoplado al mismo, están configurados para causar el giro de dos barras articuladas (87) en torno a respectivas articulaciones horizontales (88) . Cada una de estas barras articuladas (87) está configurada, a su vez, para causar el giro de una respectiva barra invertida articulada (89) en torno a una respectiva segunda articulación horizontal (90) . Cada barra articulada (87) es movible por la acción de una respetiva barra pivotante (79) en torno a una cuarta articulación (78) inferior de unión con una respectiva palanca (77) , siendo esta movible a su vez mediante un eje conducido secundario (76) horizontal. El extremo superior de la barra pivotante (79) está articulado respecto de la barra articulada (87) en una quinta articulación (83) superior. Este eje conducido secundario (76) es movible mediante un eje conducido primario (70) y una cadena de eslabones secundaria (74) montada sobre dos piñones secundarios (75) , uno fijado en cada eje (70, 76) , y con capacidad de transmitir el movimiento del eje conducido primario (70) al secundario (76) . El eje (66) de salida del reductor secundario (65) movible por el segundo motor eléctrico (64) está configurado para transmitir el movimiento al eje conducido primario (70) mediante una cadena de eslabones primaria (73) montada sobre dos piñones primarios (72) , uno fijado en cada eje (66, 70) . En la máquina (100) , el transportador de planchas comprende una biela (41) acoplada indirectamente, a través del reductor secundario (65) y por su extremo proximal, al segundo motor eléctrico (64) . El transportador adicionalmente incluye un dispositivo de guiado horizontal (45, 46) conectado al extremo distal de dicha biela (41) , estando dicha biela (41) y dispositivo de guiado horizontal (45, 46) configurados para causar el avance y retroceso guiado de los dos empujadores (48) entre sus respectivas segunda y tercera posiciones. Este dispositivo de guiado horizontal (45, 46) comprende una guía lineal horizontal (46) y un bloque guía de transportador (45) acoplado en la guía lineal horizontal (46) . En el extremo distal de la biela (41) , está conectado de forma articulada y deslizante un bloque guía primario (42) , a su vez acoplado en una segunda barra invertida (43) , la cual está unida directa o indirectamente de forma fija en su extremo superior a un soporte de uía (44) en donde van montados los dos empujadores (48) . La Fig. 15 muestra que el primer y segundo motores eléctricos (11, 64) , primer y segundo dispositivos de monitorización rotacional (15, 67) , y los inyectores de cola (4) están conectado a un dispositivo controlador programable (9) de un dispositivo controlador de la máquina (100) , materializado en un único controlador lógico programable (PLC) . Alternativamente, estos elementos pueden estar conectados de forma distribuida en varios PLC, y uno es estos PLC (maestro) es el que gobierna al resto (esclavos) . En la Fig. 9b, el dispositivo controlador programable (9) del dispositivo controlador de la máquina (100) está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) y presión (no mostrado) desde una unidad de control (34) de cola. Esta unidad de control (34) está preferentemente materializada en unas tarjetas a modo de placas electrónicas interconectadas (34a, 34b) , y/o en un PLC (no mostrado) conectado a los medios de calentamiento (31) . La unidad de control (34) está conectada al dispositivo programable (9) mediante un conductor eléctrico configurado para indicar que la temperatura de la cola en el depósito de cola (30) , conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) , y la presión en las conducciones de cola flexibles y presurizables (36) han alcanzado los valores de trabajo, quedando el aplicador de cola listo para aplicar cola. En Figs. 1, 2, 8, 9a, y 9b, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. Volviendo a la Fig. 15, una pluralidad de miembros formadores de caja (5a) optativos y delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) , preferentemente materializado en al menos un cilindro neumático, conectado al dispositivo controlador programable (9) del dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . Además de las anteriormente descritas, la máquina (100) dispone, en cada una de las líneas de formación de cajas, de regulaciones adicionales para adaptarse a distintos tamaños y/o formas y formatos de plancha (P) y caja (B) . Así, las Figs. 10 y 11 muestran que la ubicación del al menos un elemento de succión (94) en el cabezal de succión (94) es modificable mediante unos medios de posicionamiento de succión, y la posición de cada uno de los empujadores (48) en la tercera posición de entrega es regulable respecto al chasis (1) , y preferentemente respecto al soporte guía (44) , mediante unos medios de regulación de empuje. Se nota que la posición de cada empujador (48) es regulable preferiblemente individualmente mediante unas guías y fijaciones. También, en la Fig. 9, la cavidad (51) del molde (50) es regulable en las direcciones longitudinal y transversal mediante un dispositivo de regulación de molde que incluye dos segundos elementos guía (56) mutuamente paralelos, materializados preferentemente en husillos, para regular la posición de un puente guía (55) respecto a otro, y además incluye preferentemente cuatro bridas (54) posicionables, dos a lo largo de cada puente guía (55) . Preferentemente, en las Figs. 12 a 14, el extremo de conexión de cada uno de los miembros verticales (25) con el macho (6) es regulable según la vertical respecto a un punto estructural del carro (23) , por ejemplo, respecto del travesaño (24) fijado al carro (23) . Se detalla a continuación un ejemplo del ciclo automático de funcionamiento de la máquina de la primera realización, aunque este ha sido expuesto implícitamente anteriormente. Antes del ciclo automático de funcionamiento, la máquina (100) ha sido regulada a las dimensiones de la plancha (P) a suministrar y la caja (B) a obtener, incluyendo la regulación de las posiciones de aplicación de cola. Para este último extremo, basta con hacer pasar planchas (P) de prueba mediante el empujador (48) con unos valores de aplicación cola por defecto previamente almacenados en el dispositivo controlador programable (9) , los cuales son modificados, preferentemente mediante el uso de la pantalla táctil (9a) por parte del usuario, en un proceso de mejora iterativo que consume muy poco tiempo de parada productiva. Con la máquina (100) regulada, ambos cargadores (62) son alimentados con planchas (P) planas que quedan apoyadas en los mismos. Las caras de las planchas (P) quedan inclinadas entre 15 y 25 grados respecto a la vertical. Seguidamente, en cada línea de formación de cajas, un cabezal de succión (93) del mecanismo de succionador (99) mueve individualmente planchas desde la primera hasta la segunda posición, y durante este movimiento el empujador (48) se posiciona justo detrás de a parte trasera de la plancha (P) de forma sincronizada gracias a la vinculación motriz de empujador (48) y cabezal de succión (93) del segundo motor eléctrico (64) . Después, el segundo motor eléctrico (64) sigue girando de forma controlada mediante el codificador rotacional (67) , e imprime un movimiento horizontal continuado lineal a la plancha (P) plana, a través del dispositivo de guiado (45, 46) y las guías de planchas laterales (49) del transportador de planchas. Durante este movimiento horizontal de la plancha (P) , los inyectores de cola (4) aplican cordones cola (CC) caliente a presión sobre la plancha (P) en función del ángulo girado por el segundo motor eléctrico (64) monitorizado indirectamente por el conjunto segundo codificador rotacional (67) que incluye el codificador rotacional (67) y el PLC. Para la aplicación de los cordones de cola (CC) , el PLC de la Fig. 15 genera señales indicativas cambiantes y las envía a un relé (K4) asociado con cada inyector de cola (4) , que actúa a su vez sobre la bobina de una respectiva electroválvula (Y4) para abrir y cerrar el paso de cola entre una respectiva conducción de cola flexible y presurizable (36) y un respectivo inyector de cola (4) . Con la plancha (P) de cada línea de formación de cajas en la tercera posición dispuesta entre un macho (6) y un correspondiente molde (50) y soportada en unas extensiones de una pareja de guías laterales (49) , el macho (6) contacta con la plancha (P) en un momento previamente seleccionado a voluntad por el usuario a través de una pantalla táctil (9a) conectada al PLC, gracias a la independencia del movimiento del dispositivo de macho (10) mediante el primer motor eléctrico (11) , del movimiento sincronizado de los elementos movibles movidos por el segundo motor eléctrico (64) . Así, en cada una de las dos líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador programable (9) del dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) (desde una posición intermedia entre la segunda y tercera posiciones hasta la tercera posición) y de inserción del macho (6) ; y - las dos electroválvulas (Y4) están configuradas para abrir y cerrar el paso de cola entre respectivos inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) , y - el cabezal de succión (93) están adicionalmente configurado para iniciar su movimiento de uevo, para un ciclo subsiguiente, desde la primera hacia la segunda posición en base a una posición del empujador (48) determinada mediante el codificador rotacional (67) . En cada línea de formación de cajas, al introducir la plancha (P) dentro de la cavidad (51) del molde (50) , unas porciones de la plancha (P) contactan con una pluralidad de formadores (52, 53) materializados en dobladores para doblar y unir estas porciones con otras y formar una caja (B) , como la mostrada en la Fig. 4. Estos dobladores (52, 53) , en cooperación con las caras laterales (8) inclinadas del macho (6) , proporcionan a la caja (B) la citada forma esencialmente de pirámide truncada invertida. Con el macho (6) en la posición de máxima inserción, la caja (B) ha sido doblada y esta es entonces anidada con otras cajas (B) formadas en un dispositivo de anidado de cajas (3) , atravesando una embocadura de salida del molde (50) en una disposición anida las unas con las otras con sus paredes laterales (WL) en contacto. Este ciclo de funcionamiento se repite de nuevo para la formación de subsiguientes planchas (P) . En la Fig. 15, el PLC puede mover o parar a voluntad el primer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K11) , que a su vez, abre o cierra el contacto de potencia (K011) asociado a este motor. Así mismo, en la Fig. 15, el PLC puede mover o parar a voluntad el segundo motor eléctrico (11) , activando o desactivando una salida conectada al relé (K64) , que a su vez, abre o cierra el contacto de potencia (K064) asociado a este motor. También en la Fig. 15, el PLC puede posicionar a voluntad la parte movible de los cilindros neumáticos (5) en sus posiciones de reposo o activación, activando o desactivando una salida conectada al relé (K5) , que a su vez, gobierna una electroválvula (K064) asociada con el paso de aire para posicionar la parte movible de los cilindros (5) en una de las citadas posiciones. Así, se consigue la independencia del arranque o parada del primer y segundo motores eléctricos (11, 64) , de la aplicación de los cordones de cola (CC) , y del movimiento de los miembros formadores (5a) , respecto del movimiento sincronizado y controlado de los empujadores (48) y cabezales de succión (93) del alimentador de planchas. La segunda realización de máquina (100) de la Fig. 16 comprende todos los elementos y características de la primera realización, excepto porque el segundo motor eléctrico (64) y el segundo codificador rotacional (67) están integrados en un servomotor conectado un ontrolador de servomotor (SC) , a su vez conectado al dispositivo controlador programable (9) . La tercera realización de máquina (100) de la Fig. 17 comprende todos los elementos y características de la seguna realización, excepto porque los dos empujadores (48) son movibles controladamente e independientemente de los dos cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. En la Fig. 17, el segundo motor eléctrico (64) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de las dos líneas de formación. El tercer motor eléctrico (80) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación, y está acoplado a un dispositivo de monitorización rotacional (81) , que en este ejemplo es un codificador rotacional. El PLC puede mover o parar a voluntad el tercer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K80) , que a su vez, abre o cierra el contacto de potencia (K080) asociado a este motor.
+ ES-2864730_A1 MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS SECTOR DE LA TÉCNICA La presente invención presenta una máquina para la formación de cajas de cartón susceptibles de ser anidadas unas dentro de las otras y de distintos tamaños, a partir del encolado y doblado de planchas planas. A lo largo de esta descripción, el material de las planchas planas o láminas con que se obtienen las cajas es cartón ondulado, cartón compacto, y/o similares. Estas planchas tienen una determinada rigidez a la flexión y, preferentemente, tienen practicadas unas líneas debilitadas para facilitar el doblado de partes de la plancha y formar así una caja. PROBLEMA TÉCNICO A RESOLVER Y ANTECEDENTES DE LA INVENCIÓN El problema técnico a resolver es el aumento efectivo de la velocidad productiva de una máquina para la formación de cajas de cartón anidables (insertables) unas dentro de otras y de distintos tamaños, mediante el encolado y doblado de planchas planas. Este aumento efectivo de la velocidad es aquí definido como la combinación de los escenarios de maximizar la velocidad máxima productiva, y minimizar los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina, incluyendo este manejo y uso las tareas de regulación a los distintos tamaños de planchas y caja, contribuyendo todo esto al aumento efectivo de la velocidad productiva. En términos de sostenibilidad medioambiental, las cajas anidables hechas de cartón tienen un ventajoso reducido tiempo de biodegradación y/o un mayor porcentaje de material reciclable frente a materiales plásticos o metálicos. Puesto que la presente invención concierne con una máquina para la obtención de cajas específicamente hechas de cartón, esta requiere estar adaptada a las características mecánicas concretas del cartón en lámina, por ejemplo: resistencia a la compresión, resistencia a la flexión, pandeo, y deformación del mismo, en otros. El documento US2014374472A1 explica que las máquinas empleadas para formar cajas de aluminio por moldeo no pueden ser usadas para formar cajas de cartón por moldeo porque el cartón no es tan maleable y dúctil como el aluminio; si el cartón es alimentado en un aparato para moldear cajas de aluminio, el cartón se desgarraría y/o rompería, impidiendo así obtener la caja por la configuración concreta de los elementos integrantes de tal áquina. En este sentido, se pueden citar también los documentos BE603605A y US2925758A. La máquina formadora de cajas de cartón por encolado y doblado del documento US4861325A, considerado el documento más próximo del estado arte, comprende dos machos 186 de paredes laterales inclinadas para la formación de un contenedor de dos compartimentos con respectivos fondos 12 unidos mediante un pliegue intermedio 14, a partir de una plancha plana. Las cajas sucesivamente formadas con ambos machos son recibidas en un dispositivo de anidado de cajas (elementos 113) asociado con una cavidad 38 donde se introducen ambos machos, poniendo este dispositivo de anidado de cajas las paredes laterales de unas cajas en contacto con las de otras, formando una pila de cajas que quedan anidadas unas dentro de otras. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la caja requiere de pocas operaciones de doblado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas dobladas mientras la máquina sigue simultáneamente formando cajas sucesivas. En este mismo sentido se puede citar el documento US5123888A. Sin embargo, para aprovechar esta ventajosa posibilidad de alta velocidad de formación de la máquina gracias a este macho y al dispositivo de anidado de cajas, la máquina debe además efectuar un movimiento del macho, una alimentación de plancha y una aplicación de cola a una correspondiente alta velocidad de formación efectiva para que el aumento de esta velocidad sea plausible. En el documento US4861325A, el aplicador de cola es movible entre la posición retraída de las Figs. 1 a 3 y la posición de aplicación de cola de las Figs. 4 y 5. Esta aplicación de cola se produce con las planchas paradas y soportadas en el cargador, y mediante unas boquillas de cola 42 del tipo válvula de bola que abren ante la presión por contacto de estas contra la plancha aplicando un punto de cola cada una, provocando todo ello un tiempo muerto en el ciclo formativo. Además, máquina del documento US4861325A es accionada mediante un motor eléctrico 222 que acciona un eje de rotación 170 donde está montada una leva 62, proporcionando este conjunto, a través de tres respectivas pluralidades de barras articuladas, el movimiento pivotante de dos cabezales de succión 90 que transfieren la plancha desde un cargador hasta una posición entre los dos machos y la cavidad, el movimiento vertical de los dos machos 186, y el movimiento pivotante de las boquillas de cola 42, provocando esta onfiguración y número excesivo de elementos movidos mediante el motor eléctrico 222 una severa limitación de la velocidad productiva. Por otro lado, para aumentar la velocidad de formación, los documentos US3176978A, US4861325A, ES2081235A2, y ES2739389A1 divulgan respectivas máquinas formadoras por doblado y encolado de cajas en donde la alimentación de la plancha se efectúa mediante un cargador de planchas inclinado verticalmente, y un cabezal de succión movible para succionar planchas apoyadas en el cargador por una de sus caras y posicionarlas horizontalmente en otra posición con esa misma cara orientada hacia arriba. En los documentos ES2081235A2 y ES2739389A1 el cabezal de succión transfiere las planchas desde el cargador hasta un transportador de planchas que las introduce en una estación de formación. Sin embargo, estas máquinas formadoras no divulgan medios para anidar cajas unas dentro de otras. El documento ES2081235A2 indica que el cabezal de succión sustituye la ya conocida alimentación mediante rodillos para aportar mayor velocidad y eficacia a la máquina. Por otro lado, son conocidas máquinas formadoras de cajas por doblado y encolado de planchas, en donde la alimentación de estas se produce haciendo atravesar la plancha individualmente por fricción entre un par de rodillos alimentadores enfrentados que, gracias al efecto sándwich de estos y a la velocidad relativa entre estos, atrapan y desplazan la plancha por fricción para su transporte desde un primer transportador asociado con un cargador horizontal hacia un segundo transportador horizontal dimensionado para transportar varias planchas a la vez. Esta alimentación implica un transporte de plancha a una velocidad mayor en un tercer transportador horizontal hacia la zona de formación, para controlar este movimiento de alimentación respecto al movimiento del macho. Estas máquinas también están típicamente provistas de rodillos aplicadores de cola causantes de un efecto sándwich de contacto durante el desplazamiento de la plancha entre estos rodillos aplicadores y el segundo transportador. Estos rodillos aplicadores de cola, y la configuración y número excesivo de transportadores para la alimentación de la plancha, complican la adaptación de la máquina a los distintos tamaños de plancha, necesitando de usuarios de mayor cualificación, incurriendo todo esto en un excesivo tiempo de parada productiva de máquina, y además aumentando el coste de fabricación de la máquina, y la longitud y superficie de instalación de la misma. Además, estos rodillos aplicadores y transportadores, y una distancia de paso de plancha de una pared vertical del cargador horizontal situada por encima del primer transportador para suministrar una plancha a partir de una pila de estas, son todos ellos críticos y propensos a recuentes tiempos de parada productiva de la máquina disminuyendo la velocidad efectiva de esta, ya que producen efectos indeseados como deslizamientos entre plancha y rodillos y/o atascos de plancha, más considerando el entorno de partículas de cartón en suspensión y cuerpos extraños de cartón que la propia máquina produce por su uso. EXPLICACIÓN DE LA INVENCIÓN Para solventar los anteriormente expuestos inconvenientes, además de otros, la presente invención presenta una máquina formadora de cajas de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas planas. De un modo conocido en el estado del arte, la máquina comprende: - un cargador de planchas configurado para apoyar estas planchas con sus caras verticales o con una inclinación respecto a la vertical, y que preferentemente incluye dos placas laterales de separación regulable entre sí, situadas una a cada lado de las planchas susceptibles de ser apoyadas; - un cabezal de succión con uno o más elementos succionadores, siendo el cabezal de succión movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas apoyadas en el cargador por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha horizontalmente con esa misma cara de sujeción orientada hacia arriba, y, preferentemente, siendo modificable la ubicación del uno o más elementos succionadores en el cabezal de succión; - un aplicador de cola configurado para aplicar cola sobre partes de la plancha, incluyendo inyectores de cola y unas conducciones de cola flexibles y presurizables conectadas entre los inyectores de cola y un depósito de cola asociado a unos medios de presión, estando estos medios de presión configurados para someter dichas conducciones de cola flexibles y presurizables a presión; - una estación de formación de cajas, que comprende un molde, una pluralidad de elementos formadores que delimitan una cavidad del molde, y un macho movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad, incluyendo el macho cuatro o más caras laterales inclinadas respecto al movimiento del macho y convergentes hacia una base inferior del macho configurada para presionar una base de la plancha posicionada entre el macho y el molde e insertarla al interior de la cavidad para doblar unos paneles laterales de la plancha anexos al fondo de esta y unir con la cola previamente aplicada unos paneles laterales con otros paneles laterales, bien directamente o bien indirectamente a través de paneles adicionales tales como solapas nexas a las paredes laterales, formando así una caja de paredes laterales que delimitan lateralmente el fondo de la caja. Las inclinaciones de las caras laterales y la base inferior del macho proporcionan a este una forma esencialmente de pirámide truncada invertida. Estas inclinaciones de las caras laterales del macho y de las paredes laterales de las cajas permiten que unas cajas sean insertables dentro de otras con sus paredes laterales en contacto, posibilitando una alta velocidad de formación. Optativamente, las aristas de las caras laterales del macho pueden estar achaflanadas formando paredes laterales adicionales de la caja chaflanadas, determinando un macho de ocho o doce caras laterales. Así mismo, la máquina está asociada a un dispositivo de anidado de cajas, configurado para formar una pila de cajas que atraviesa una embocadura de salida de la cavidad en una disposición anidada de unas cajas con las otras, mediante el contacto de las paredes laterales de una caja con las de otras, que además refuerza la unión mediante la cola previamente aplicada, manteniendo las cajas en la forma proporcionada por el macho mientras la citada cola seca. Este dispositivo de anidado de cajas puede o no puede formar parte integrante de la máquina, y/o puede o no puede estar soportado en el chasis de la misma. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la máquina no necesita de numerosas operaciones de doblado y/o pegado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas formadas mientras la máquina sigue simultáneamente formando cajas sucesivas. La presente invención propone además, en combinación, de un modo en sí no conocido por el estado de la técnica existente, una serie de características para la citada máquina formadora de cajas que se relacionan a continuación. La citada máquina comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas individualmente e integradas en un mismo chasis. Estas líneas están dispuestas en paralelo entre sí y con mismos sentidos de transporte de plancha según una dirección longitudinal X lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador, un cabezal de succión, una estación de formación de cajas, y un dispositivo de anidado de cajas de los anteriormente referidos. Cada una de estas líneas de formación comprende además dos guías laterales de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal Y perpendicular a la dirección longitudinal X. El cabezal de succión está configurado para posicionar la plancha en la segunda posición entre las dos guías laterales. Además, cada una de estas líneas de formación comprende un empujador movible en la dirección longitudinal X para transportar planchas una a una empujándolas por su parte trasera entre las dos guías laterales desde la segunda hacia una tercera posición. Respectivas extensiones de las dos guías laterales se extienden a ambos lados y por encima de la cavidad para sustentar cada una de estas planchas cuando están posicionadas entre el macho y el molde en la tercera posición. Cada guía lateral y su extensión pueden ser parte integrante de la misma pieza o piezas individuales. Igualmente, cada una de estas líneas de formación comprende uno o más de los citados inyectores de cola dispuestos una distancia de separación vertical sobre la plancha cuando esta es empujada entre las guías laterales, respectivas una o más conducciones de cola flexibles y presurizables conectadas a estos uno o más inyectores de cola, y al menos una electroválvula configurada para abrir y cerrar un paso de cola entre uno o más inyectores de cola y una o más conducciones de cola flexibles y presurizables . Los uno o más inyectores de cola y los respectivos extremos de las conducciones de cola flexibles y presurizables conectados a los uno o más inyectores de cola están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño de un dispositivo de regulación transversal perpendicular a las guías laterales acordes con el tamaño de la plancha para depositar cordones de cola paralelos a la dirección longitudinal X. La máquina comprende además un dispositivo de macho configurado para mover los machos, que comprende un primer motor eléctrico acoplado a un primer dispositivo de monitorización rotacional. Igualmente, los empujadores y cabezales de succión son movibles mediante uno o más motores eléctricos adicionales de la máquina, y uno de estos uno o más motores eléctricos adicionales está acoplado a un codificador rotacional. Así mismo, los motores eléctricos, primer dispositivo de monitorización rotacional, codificador rotacional, y electroválvulas están conectados a un dispositivo controlador que incluye un dispositivo controlador programable. También, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha en dos direcciones, longitudinal y transversal, durante el empuje guiado de stas mediante los empujadores y guías laterales sin interferir con este movimiento longitudinal continuado de cada una de las planchas entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal y mediante unos valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional, respectivamente. Preferentemente, el dispositivo controlador programable está configurado para almacenar los valores de aplicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. Estos valores de aplicación de cola pueden corresponder en una proporción lineal con el avance posicional lineal del empujador a partir de la lectura directa o indirecta del movimiento del eje movible de un motor eléctrico obtenido por el codificador rotacional acoplado a este. Ejemplos de estos valores pueden corresponder con un número de impulsos (o pulsos) eléctricos, con una media del ángulo girado (por ejemplo, grados) , o con una medida de distancia (por ejemplo, milímetros) , o con una medida de velocidad (por ejemplo, mm por segundo) , entre otros. En la presente invención, se propone un aumento efectivo de la velocidad de esta máquina maximizando la velocidad máxima productiva evitando tiempos innecesarios dentro del productivo y entre ciclos productivos sucesivos, y minimizando los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina que incluyen las tareas de regulación a los distintos tamaños de planchas y cajas. La máquina aquí obtenida tiene un número reducido de elementos y de manejo intuitivo, redundando esto de nuevo en una fácil adaptación al cambio de medida de plancha a formar posibilitando el manejo de la máquina a operarios no altamente cualificados, constituyendo la máquina, por tanto, una unidad productiva eficazmente veloz, y a la vez sencilla, económica y compacta. La presente invención propone, para aumentar de manera efectiva la velocidad de la máquina incluso ante un cambio de tamaño de caja a formar, dotar a la máquina de una pluralidad de líneas de formación de cajas paralelas con unos cargadores, cabezales de succión, y transportadores de planchas que integran las respectivas guías laterales de plancha y empujadores, además de un aplicador de cola de la máquina específicos, que permiten alimentar individualmente a cada estación de formación de cajas un alto número de planchas por intervalo de tiempo con la cola ya aplicada sobre las mismas, para aprovechar el corto tiempo de formación de caja proporcionado por el macho de caras laterales inclinadas y el dispositivo de anidado de cajas. Las inclinaciones de las caras laterales de cada conjunto macho y dispositivo de anidado de caja permiten conjuntamente aumentar la velocidad máxima de formación de la máquina, ya que el tiempo necesario del macho en la posición insertada para la formación de la caja es mínimo, y que el dispositivo anidado permite que la cola previamente aplicada para unir unas paredes laterales con otras seque en la pila de cajas formada por este dispositivo de anidado de cajas mientras el macho simultáneamente forma cajas de ciclos posteriores. La configuración de apoyo específica de las planchas en el cargador respecto a la vertical permite que la distancia recorrida por los cabezales de succión entre las primera y segunda posiciones se acorte, aumentando la velocidad de alimentación de las planchas. Preferentemente, en la máquina, los cargadores están configurados para apoyar planchas con sus caras con una inclinación respecto a la vertical comprendida entre 10 y 30 grados, y más preferentemente entre 15 y 25 grados. Los cabezales de succión específicos de esta invención son especialmente útiles para aumentar la máxima velocidad productiva porque los cabezales de succión y las planchas sujetadas estos quedan por encima de las guías laterales de plancha en todas las posiciones de movimiento de los cabezales de succión, evitando la introducción de tiempos muertos innecesarios debidos a la interferencia entre los movimientos de los cabezales de succión y empujadores, independizando así estos movimientos. En cada línea de formación de cajas de la máquina, la incorporación de las dos guías de plancha y empujador entre cargador y estación de formación, proporcionan una zona de transición entre estos, mejorando sustancialmente la velocidad productiva de cajas porque posibilita que el macho pueda ser movido en el sentido de inserción dentro de la cavidad del molde aunque el cabezal de succión esté posicionado con una plancha subsiguiente entre las guías laterales de plancha, eliminando tiempos muertos innecesarios entre ciclos de formación consecutivos, contribuyendo además a independizar los movimientos del cabezal de succión y macho, que redunda en una mejora de la velocidad de formación de cajas. Con la máquina de la presente invención, la inyección de cola sobre cualquier posición de la plancha, en las dos direcciones longitudinal y transversal, está configurada para realizarse ventajosamente durante el empuje de las planchas mediante los empujadores de forma guiada con las guías laterales sin interferir con el movimiento longitudinal continuado de cada una de las planchas entre las respectivas segunda y tercera posiciones. Esta no interferencia de la aplicación de cola sobre el movimiento continuado del empujador y plancha entre las segunda y tercera posiciones es gracias a la separación vertical de los inyectores de cola de la máquina sobre las guías laterales y a la capacidad de los inyectores e cola para aplicar la cola a presión sobre la plancha mediante los medios de presión, que además es especialmente ventajoso para formar cajas a altas velocidades. Las guías laterales, inyectores de cola y los extremos de las conducciones de cola flexibles y presurizables son posicionables trasversalmente de forma muy intuitiva y sencilla acortando los tiempos muertos asociados con los frecuentes cambios de medida de plancha. También es muy sencilla e intuitiva la regulación longitudinal de aplicación de cola mediante un valor asociado a la posición del empujador obtenible mediante el codificador rotacional acoplado a un motor eléctrico adicional configurado para mover el empujador. Este motor eléctrico adicional es distinto e independiente a un primer motor eléctrico integrante de un dispositivo de macho, el cual está configurado para mover los machos. El codificador rotacional y la tecnología concreta de aplicación de cola aporta exactitud, precisión y sencillez para la deposición de las colas sobre la plancha ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. Ventajosamente, de modo preferente, los valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional pueden ser independientes de la velocidad longitudinal de empuje de los empujadores, lo cual simplifica la máquina y su manejo ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. En la máquina de la presente invención, cada línea de la pluralidad de líneas de formación de cajas es capaz de formar por sí misma una caja de iguales y/o distintos formatos y/o medidas a las de las otras líneas de formación de cajas, a voluntad del usuario de la máquina. Así, todos los cargadores quedan a un lado de la máquina para suministrar las planchas a todas las líneas desde este lado, y todas las estaciones de formación tienen las embocaduras de salida de la cavidad de caja formada en el lado opuesto de la máquina, reduciendo así el tiempo de parada productiva de la máquina y aumentando la velocidad eficaz de la máquina, incluso ante los frecuentes cambios de medida a los que la máquina puede estar sometida. En la máquina, la repetición de las líneas de formación de cajas (repetición de elementos en sí mismos conocidos en el estado del arte) contribuye a solventar el aumento de la máxima velocidad productiva de la misma, manteniendo a la vez la sencillez y simplicidad de esta. Es muy previsible que la velocidad aumente proporcionalmente con el número de líneas de formación; sin embargo, es especialmente ventajoso el hecho de que, adicionalmente, las causas asociadas con tiempos de parada productiva son los mismos para una máquina de dos líneas que para una máquina de tres, cuatro o más líneas, ya que los subconjuntos ecánicos de la máquina (cargadores, cabezales de succión, empujadores, guías laterales, estaciones de formación, dispositivos de anidado de cajas) están repetidos, aportando así una máquina de simplificada manejabilidad (manejable incluso por operarios no altamente cualificados) , de simplificada controlabilidad y automatización, y de reducidos costes y compacta, frente a soluciones del estado del arte en donde con el fin de conseguir altas velocidades formativas, la manejabilidad y controlabilidad de la máquina es compleja, aumentando los tiempos de parada productiva, costes de fabricación y la superficie ocupada por esta. Diferencialmente, para mover controladamente los subconjuntos mecánicos específicos de la máquina (pluralidad de cabezales de succión, empujadores y machos) , desprovistos ahora de dependencias posicionales y tiempos muertos innecesarios, la presente invención selecciona de forma intencionada la naturaleza y distribución motriz de estos, distinguiéndose esta solución motriz por estar materializada en varios motores eléctricos y dispositivos de monitorización rotacionales acoplados a los mismos, de forma que la máxima velocidad productiva de la máquina aumenta, a la vez que se mantiene una sencilla y eficaz automatización de la máquina, incluyendo una sencilla adaptación de la misma a distintos tamaños de caja que minimiza los tiempos muertos de parada productiva, redundando todo esto en un aumento eficaz de la velocidad de formación de la máquina. En la presente invención, el movimiento de los machos es controlado por el dispositivo de macho que incluye el primer motor eléctrico y el primer dispositivo de monitorización rotacional acoplado a este, y este movimiento es independiente del movimiento controlado de los empujadores y cabezales de succión proporcionado por uno o más motores eléctricos adicionales y el codificador rotacional acoplado a uno de estos, para eliminar tiempos muertos innecesarios entre los machos y cabezales de succión y empujadores en cada línea de formación de cajas. Así, ventajosamente, en la máquina de la presente invención, los machos pueden ser movidos o detenidos a voluntad respecto del movimiento de los empujadores y/o cabezales de succión, o viceversa, eliminando tiempos muertos innecesarios entre estos, y a la vez adaptando la máquina para la formación de una amplia variedad de cajas a una alta velocidad de formación, todo ello de forma sencilla y eficaz. Esta solución motriz de motores eléctricos monitorizados aporta mayor presión y exactitud en los movimientos de estos subconjuntos mecánicos de la máquina, posibilitando altas velocidades frente a una solución motriz fluido-dinámica (ya sea hidráulica o neumática, por ejemplo, basada en cilindros neumáticos) , y también frente a una solución motriz mixta, asada en una combinación desventajosa motores eléctricos y cilindros neumáticos, en donde los cilindros neumáticos determinan una severa limitación de la velocidad. La máquina de la presente invención, dotada con varios motores eléctricos, es muy ventajosa en términos de velocidad máxima de producción frente a máquinas formadoras de cajas del estado del arte en donde machos, cabezales de succión de un mecanismo de succión, y otros elementos movibles de la máquina son todos ellos movidos o detenidos a la vez mediante un motor eléctrico como único punto motriz, tal como sucede en el documento US4861325A) . Desventajosamente, estas máquinas de un único motor eléctrico tienen una indeseada excesiva inercia, ya que este motor debe mover un elevado número de elementos de dimensiones y pesos considerables, limitando su máxima velocidad productiva a entre 2.500 o 3.500 cajas por hora. Muy significativamente, en unos resultados obtenidos experimentalmente para un prototipo fabricado de la máquina del tipo macho linealmente insertable en un molde de la presente invención, la velocidad productiva máxima de la máquina de la presente invención ha sido cercana a las 6.000 cajas por hora en cada conjunto macho y molde, frente a las entre 2.500 y 3.500 cajas por hora por cada conjunto macho y molde de la máquinas del tipo macho linealmente insertable en un molde del estado del arte. Así, la máquina de la presente invención prácticamente duplica la máxima velocidad de formación de cajas, a la vez obteniendo una máquina de fácil e intuitivo manejo incluso ante el cambio de tamaño de caja a formar minimizando los tiempos muertos asociados a estas operaciones, compacta y de reducidos costes, redundando todo esto en un sustancial aumento efectivo de la velocidad de formación de la máquina. Así, la máquina de la presente invención puede llegar a producir cajas a una velocidad de 6.000 cajas a la hora por cada línea de formación. La presente invención cubre expresamente un mayor número de líneas de formación de caja, y preferentemente este es dos tres o cuatro, pudiendo alcanzar máximas velocidades productivas de 12.000, 18.000 o 24.000 cajas a la hora, respectivamente. Por "motor eléctrico", se entenderá en esta memoria cualquier motor eléctrico giratorio, es decir, un motor eléctrico provisto de un eje movible rotacionalmente, y que puede estar materializado en un motor eléctrico giratorio convencional, en un servomotor (motor servo accionable) , o una combinación de estas opciones, entre otras variantes. Por "dispositivo de monitorización rotacional", se entenderá en esta memoria cualquier dispositivo de lectura monitorizada, en particular asociado al eje movible rotacionalmente de un motor eléctrico, que proporciona una respuesta indicativa del movimiento giratorio mpartido por dicho motor, mediante una señal eléctrica que puede ser leída por algún tipo de dispositivo controlador en un dispositivo de control de movimiento. Este dispositivo de monitorización rotacional comprende un detector del movimiento de giro del eje movible del motor eléctrico, por ejemplo, un detector inductivo o fotoeléctrico, o un codificador rotacional (encoder) que monitoriza dicho movimiento, el cual puede optativamente formar parte integrante de un servomotor, o una combinación de estas opciones, entre otras. El término "codificador rotacional" comprende los casos de traductores de posición, como por ejemplo codificadores rotacionales en general, ya sean incrementales o absolutos, es decir, aquellos dotados de un disco con ranuras en su rotor y un elemento de detección óptico en su estátor capaz de detectar bandas opacas y translúcidas del disco determinantes del ángulo girado por su rotor; y por ejemplo "resolvers" (resolvedores) , es decir dispositivos con un sensor electromagnético basado en un transformador, siendo uno de los devanados del transformador rotativo; y comprendiendo también el caso de los traductores de velocidad, por ejemplo, aquellos dispositivos basados en la detección de frecuencia de un generador de pulsos, entre otras opciones. El dispositivo controlador puede comprender uno o más dispositivos controladores programables. Así, los elementos de control de la presente invención, que incluyen los motores eléctricos, dispositivos de monitorización rotacional, e inyectores de cola pueden estar conectados a un único dispositivo de control programable del dispositivo controlador, o pueden estar conectados de forma distribuida en varios dispositivos de control programables del dispositivo controlador, en cuyo caso, preferentemente, uno de ellos (maestro) gobierna al resto (esclavos) . En esta memoria se entenderá que los dispositivos de monitorización rotacional están configurados para monitorizar directa o indirectamente el movimiento giratorio impartido por un eje movible del motor eléctrico al que están acoplados directa o indirectamente. En la monitorización directa, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible del motor eléctrico al que está acoplado. En la monitorización indirecta, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible adicional movido por el eje movible del motor eléctrico, monitorizando así el movimiento giratorio impartido por el eje movible del motor eléctrico al que está indirectamente acoplado. Este eje adicional puede formar parte de una reductora o alternativamente puede estar materializado en un piñón o rueda dentada. En la presente invención el término "dispositivo controlador" comprende los términos "microcontrolador", "controlador", "autómata programable", "sistema de control", "unidad de control", "controlador lógico programable", "procesador", "microprocesador", "computadora" y "ordenador", entre otros. El término "conectado" comprende conectar directa o indirectamente dos elementos mediante cables o mediante una conexión inalámbrica, que pueden ser, por ejemplo, buses de comunicaciones, o cables multifilares o unifilares, cables de fibra óptica o ethernet, por ejemplo, "etherCAT®". En la presente memoria, cada inyector de cola comprende una o más boquillas de cola. En una opción preferente, los empujadores y cabezales de succión son todos ellos movibles mediante un mismo motor eléctrico adicional correspondiente con un segundo motor eléctrico, y el dispositivo de macho que comprende el primer motor eléctrico, segundo motor eléctrico, y codificador rotacional están configurados conjuntamente para mover controladamente los machos independientemente del movimiento controlado y sincronizado de los empujadores y cabezales de succión. En una opción alternativa, los empujadores son movibles controladamente e independientemente de los cabezales de succión mediante motores eléctricos adicionales distintos, correspondientes con un segundo motor eléctrico y un tercer motor eléctrico, respectivamente, estando este tercer motor eléctrico preferentemente acoplado a un tercer dispositivo de monitorización rotacional opcional. Esta opción alternativa cubre expresamente las posibilidades de que los empujadores puedan ser movidos mediante un segundo motor eléctrico común, o mediante segundos motores eléctricos individuales, uno para mover cada empujador y acoplado a un respectivo codificador rotacional. Además, esta opción alternativa cubre expresamente las posibilidades de que los cabezales de succión puedan ser movidos mediante un tercer motor eléctrico común, o mediante terceros motores eléctricos individuales, uno para mover cada cabezal de succión y preferentemente acoplado a un respectivo dispositivo de monitorización rotacional. Preferentemente, el segundo motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores de todas las líneas de formación. Preferentemente, el tercer motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión de todas las líneas de formación. En cualquiera de las realizaciones descritas anteriormente, los machos pueden ser movidos mediante un primer motor eléctrico común, o mediante primeros motores eléctricos individuales, uno para mover cada macho y acoplados a respectivos primeros dispositivos de monitorización rotacionales. Preferentemente, los machos de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico. Hasta este punto, la presente invención aporta distintas soluciones, seleccionando un número concreto de motores eléctricos en la máquina formadora de cajas: uno o más motores eléctricos (primer motor eléctrico) para mover los machos, y uno o más motores eléctricos adicionales para mover empujadores y/o cabezales de succión (segundo motor giratorio y/o tercer motor giratorio) . Esto es especialmente ventajoso para conseguir una máxima velocidad productiva alta, simplificando la manejabilidad de la máquina, incluidas las tareas de regulación a las medidas de plancha cambiantes, reduciendo así los tiempos muertos asociados a esta operación, además de reducir los costes y complejidad de fabricación y automatización (programación) de la misma. Esta ventaja radica en que, en la máquina, el inicio del movimiento de inserción de los machos, el movimiento de los cabezales de succión, y la posición y movimiento de los empujadores, y la apertura y cierre del paso entre inyectores y conducciones de cola mediante las electroválvulas conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional enviado al dispositivo controlador. Es especialmente ventajoso el caso particular preferente en donde un único codificador rotacional está configurado para mover controladamente todos los elementos controlables de la pluralidad de líneas de formación de cajas, y así, toda la máquina. Con esta configuración específica de los elementos movibles y controlables de la máquina en base a los valores obtenidos por codificador rotacional se eliminan potenciales tiempo muertos innecesarios dentro de cada ciclo productivo, aumentado la velocidad de la máquina. Así, preferiblemente, en cada una de las líneas de formación de cajas de la máquina, en base a respectivas posiciones del empujador configuradas para ser determinadas mediante el codificador rotacional y recibidas en el dispositivo controlador: - el dispositivo de macho está configurado para iniciar el movimiento de inserción del macho que causa movimientos simultáneos del empujador y de inserción del macho; y - la al menos una electroválvula está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola y respectivas conducciones de cola flexibles y presurizables. Preferentemente, el dispositivo de macho está configurado para iniciar el movimiento de los machos en sentido de inserción cuando la posición del empujador obtenible mediante el codificador rotacional acoplado al segundo motor eléctrico es una posición distinta a la tercera posición para proporcionar movimientos simultáneos de introducción de macho y longitudinal de empujador. Así, también preferentemente, los cabezales de succión están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores determinada mediante el codificador rotacional. Optativamente, en la máquina, una pluralidad de miembros formadores de caja, materializados preferentemente en dobladores o prensores, dispuestos alrededor de la cavidad de al menos un molde y delimitantes de la cavidad son movibles mediante al menos un actuador conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos. Aquí se independiza el movimiento de los miembros formadores del resto de movimientos de la máquina, lo cual es muy ventajoso para relativas altas velocidades de formación, y particularmente beneficioso en combinación con la independencia de movimiento controlado de los machos respecto del movimiento controlado de los cabezales de succión y empujadores para la alimentación de la plancha a respectivas estaciones de formación. De forma preferente, en la máquina, las conducciones de cola flexibles y presurizables y los inyectores de cola tienen asociadas respectivas resistencia de calentamiento y respectivos sensores de temperatura para el calentamiento controlado de los mismos. Además, el depósito de cola integra unos medios de calentamiento de depósito para calentar y fundir cola y un sensor de temperatura para el control de los medios de calentamiento. También en esta opción preferente, la máquina comprende además una pluralidad de mangueras eléctricas flexibles, cada una conectada entre el dispositivo controlador y las resistencias y sensores asociadas con las conducciones de cola flexibles y presurizables e inyectores de cola. Siguiendo en esta opción preferente, el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión, de las resistencias de calentamiento, y de los sensores de temperatura. Así, aumenta la velocidad de secado de la cola en el dispositivo de anidado de cajas frente a otras soluciones del estado del arte en donde se emplean adhesivos o cola fría, proporcionando una máquina compacta y de manejo intuitivo, ventajosamente reduciendo los tiempos muertos de parada productiva y aumentando la velocidad eficaz de esta, puesto que con esta solución posibilita emplear solamente este tipo de tecnología de encolado, no combinado necesariamente con otras tecnologías de encolado adicionales como cola fría o encolado, posibilitando así su uso a usuarios no altamente cualificados en distintas tecnología de encolado a la vez. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando del objeto de la invención y para ayudar a una mejor comprensión de las características que lo distinguen, se acompaña en la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente: la Fig. 1 es una vista en perspectiva superior delantera de una primera realización de la máquina formadora de cajas de la presente invención; la Fig. 2 es otra vista en perspectiva superior delantera de la máquina de la Fig. 1, en donde se han omitido algunos elementos para mejor visualización del interior de la máquina; las Figs. 3, 4 y 5 son respectivas vistas en perspectiva superior de cajas con paredes laterales inclinadas obtenibles con la máquina de la Fig. 1; la Fig. 6 es la plancha partir de la cual se obtiene la caja de la Fig. 4; la Fig. 7 es una vista en perspectiva superior trasera de la máquina de la Fig. 2, en donde se indica un detalle IV; la Fig. 8 es la vista detalle IV de la Fig. 7, superiormente recortada y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9 es una vista en perspectiva superior trasera de la máquina de la Fig. 7 con dos líneas de formación de cajas y en donde el machos y cargador de cada una de estas se han omitido; la Fig. 9a es la vista detalle IV de la Fig. 7 y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9b es una representación esquemática del aplicador de cola con inyectores de cola y conducciones flexibles y presurizables conectado al dispositivo controlador, del dispositivo de regulación transversal, y de las guías laterales de separación regulable de la máquina de la Fig. 1; la Fig. 9c es una representación esquemática de un extremo de una conducción de cola flexible, presurizable y calefactable conectado a un inyector de cola con una boquilla de cola; las Figs. 10 y 11 son vistas de los dos cabezales de succión y de los empujadores de la máquina, según una vista superior trasera y una vista inferior delantera, respectivamente; la Fig. 12 es una vista en perspectiva superior delantera del dispositivo de macho de la Fig. 9 y en donde se ha representado esquemáticamente un macho en cada miembro vertical; la Fig. 13 es una vista en perspectiva superior lateral del dispositivo de macho de la Fig. 12; la Fig. 14 es una vista lateral de la máquina de la Fig. 9, en donde además se han representado dos de los cuatro inyectores de cola de la misma; y las Figs. 15, 16 y 17 son respectivos esquemas eléctricos de la primera, segunda y tercera realizaciones de la máquina, en donde se representa el dispositivo controlador y los elementos que tiene conectado este, y en donde por mayor claridad se han representado solamente dos de los cuatro inyectores de cola, uno por cada línea de formación de cajas. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN PREFERENTES/ EJEMPLOS Según la primera realización de la presente invención, las Figs. 1, 2, 7 a 9 y 14 muestran una máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, tal como la plancha (P) de la Fig. 6. La plancha (P) de la Fig. 6 está hecha de cartón ondulado o compacto, y tiene una base (F) esencialmente rectangular, con esquinas preferentemente achaflanadas, delimitada adicionalmente por cuatro líneas de base (LF) mutuamente paralelas dos a dos, que separan la base (F) de cuatro paneles laterales (PL) . Estos paneles laterales (PL) tienen en sus extensiones laterales cuatro solapas laterales (SL) dispuestas para unir unos paneles laterales (PL) de la plancha (P) una vez doblados con otros y formar así cuatro paredes laterales (WL) de la caja (B) de la Fig.4. Los paneles laterales (PL) tienen en estas extensiones laterales uno o varios paneles de chaflán (PH) optativos que formarán paredes laterales (WL) de chaflán optativas en las cajas (B) formadas de las Figs. 4 y 5. Estos paneles de chaflán (PH) son, a su vez, adyacentes a una respectiva solapa lateral (SL) . La caja de la Fig. 3 tiene cuatro paredes latearles (WL) y no tiene estas paredes laterales (WL) de chaflán. La máquina (100) de esta primera realización está configurada para depositar los cordones de cola (CC) mostrados sobre la plancha (P) de la Fig. 6, para unir, en cada uno de los dos lados opuestos de la plancha (P) , dos respectivas solapas laterales (SL) derivadas de respectivos extremos de paneles laterales (PL) con otro respectivo panel lateral (PL) y formar así dos paredes laterales (WL) menores y opuestas de la caja (B) . Las otras dos paredes laterales (WL) mayores de la caja (B) de la Fig. 4 incluyen paneles laterales (PL) mayores de la plancha (P) de la Fig. 6. Las planchas (P) asociadas a las Figs. 3 a 6, tienen practicadas unas líneas debilitadas (LF, LL) para facilitar el doblado de partes de la plancha (P) , y formar así una caja (B) , uniendo unas partes de la planchas (P) con otras, mediante cordones de cola (CC) continuos o discontinuos, mostrados en trazado pespuntado en la Fig. 3 y ocultos (aunque también presentes) en las cajas (B) de las Figs. 4 y 5. La máquina (100) de la primera realización comprende dos líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) . Estas líneas están dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador (62) , un cabezal de succión (93) que forman parte integrante de un mecanismo de succión (99) de la máquina (100) , un empujador (48) y dos guías laterales (49) que forman parte integrante de un transportador de la máquina (100) , una estación de formación de cajas, y un dispositivo de anidado de cajas (3) . En las Figs. 1, 2 y 7, cada uno de estos cargadores (62) tiene dos placas laterales (63) de separación regulable entre sí, situadas una a cada lado de las planchas (P) susceptibles de ser apoyadas, tales como la mostrada en la Fig. 6. Cada uno de estos cargadores (62) está configurado adicionalmente para apoyar estas planchas (P) con sus caras con una inclinación respecto a la vertical comprendida entre los 15 y 25 grados. En las Figs. 7 a 9, 10 y 14, cada cabezal de succión (93) tiene dos succionadores (94) materializados en ventosas. Cada cabezal de succión (93) es movible entre una primera posición (no mostrada) , en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición mostrada en las Figs. 8 y 14, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba sobre una respectiva pareja de guías laterales (49) de plancha (Figs. 2 y 8) . Las Figs. 2, 8, 9a, y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí mediante un dispositivo de regulación transversal adicional según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) . El cabezal de succión (93) de cada línea de formación de cajas está configurado para posicionar la plancha (P) entre las guías laterales (49) en la segunda posición. En la Fig. 2, la máquina (100) comprende cuatro raíles de guiado, cada uno de ellos comprendiendo una respectiva placa lateral (63) en un extremo, una respectiva guía lateral (49) y una respectiva extensión de esta en el extremo opuesto, estando estas integradas en una única pieza. En una realización alternativa (no mostrada) , placas laterales (63) y las guías laterales (49) y las extensiones de las guías laterales (49) son piezas distintas, preferentemente regulables independientemente las unas de las otras. En la Fig. 2, el dispositivo de regulación transversal adicional comprende dos elementos guía transversales (57) en cada una de las líneas de formación de cajas, preferentemente materializados en husillos configurados para acercar y alejar las guías laterales (49) distancias iguales. En cada línea de formación de cajas, un elemento guía transversal está ubicado en la estación de conformación de cajas y el otro está ubicado en el cargador (62) y lo soporta. En las Figs. 2, 8, 9a, y 9b, cada una de las dos líneas de formación de cajas comprende un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición. En la tercera posición, respectivas extensiones de las guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) . Las Figs. 1, 8, 9a, y 9b muestran que la máquina (100) comprende además un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles y presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado y en comunicación a unos medios de presión (35) , tal como la bomba de aspiración e impulsión de cola mostrada en la Fig. 9b, en done la presión proporcionada por esta está configurada para ser detectada por un sensor de presión (no mostrado) . En la Fig. 9b, las conducciones de cola flexibles y presurizables (36) conectan respectivos inyectores de cola (4) con el depósito de cola de forma directa. Alternativamente, las conducciones de cola flexibles y presurizables (36) pueden conectar respectivos inyectores de cola (4) con el depósito de cola (30) de forma indirecta, a través de un distribuidor de cola (no mostrado) , de forma que al menos una conducción de cola flexible y presurizable (36) está conectada entre el depósito de cola (30) y el distribuidor, y unas conducciones de cola flexibles y presurizables (36) conectadas entre el distribuidor de cola y los inyectores de cola (4) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos de los citados inyectores de cola (4) del aplicador de cola. Es decir, la máquina (100) comprende cuatro inyectores de cola (4) en total. La Fig. 9c muestra un inyector de cola (4) con una boquilla de cola (4a) . Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) de cada línea de formación de cajas están dispuestos y suspendidos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos conducciones de cola flexibles y presurizables (36) , dos inyectores de cola (4) y dos electroválvulas (Y4) . La Fig. 14 muestra dos de los cuatro inyectores de cola (4) de la máquina (100) . Cada electroválvula (Y4) está configurada para abrir y cerrar un paso de cola entre cada inyector de cola (4) y conducción de cola flexible y presurizable (36) . Cada electroválvula (Y4) está conectada a un dispositivo controlador programable (9) de un dispositivo de control de la máquina (100) , de forma que el dispositivo controlador programable (9) este aplica o quita voltaje a su bobina, que a su vez causa preferiblemente la apertura y cierre del citado paso de cola en una válvula adicional (no mostrada) pilotada neumáticamente situada entre un inyector de cola (4) y el extremo de una conducción de cola flexible y presurizable (36) conectado a este inyector de cola (4) . Siguiendo en las Figs. 9b y 9c, las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencias de calentamiento (33) y respectivos sensores de temperatura (32) para el calentamiento controlado de los mismos. Las resistencias de calentamiento (33) y sensores de temperatura (32) de los inyectores de cola (4) están integrados en unos bloques metálicos (39) en contacto térmico con los inyectores de cola (4) . Preferentemente, las resistencias de calentamiento (33) de las conducciones de cola flexibles y presurizables (36) son unas mallas resistivas de calentamiento, aunque en la Fig. 9c estas se han representado como resistencias para un mejor entendimiento. En la Fig. 9b, el depósito de cola (30) integra unos medios de calentamiento (31) de depósito, tal como unos medios resistivos, para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) . Continuando en la Fig. 9b, la máquina (100) comprende además una pluralidad de mangueras eléctricas flexibles (38) , cada una conectada mediante conectores eléctricos (33a) entre una unidad de control (34) del dispositivo controlador conectada al dispositivo controlador programable (9) y las resistencias y sensores (32, 33) asociados con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) . Cada una de estas mangueras eléctricas flexibles (38) pueden o no pueden estar integradas total o parcialmente en una manguera de cola que incluye una respectiva conducción de cola flexible y presurizable (36) y además calefactable. Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) de la máquina (100) . Estas posiciones son acordes con el tamaño de la plancha (P) para depositar los cordones de cola (CC) paralelos a la dirección longitudinal (X) , y mostrados en la Fig. 6. Este travesaño (27) es perpendicular a las guías laterales (49) y puede ser común a ambas líneas de formación de cajas o puede estar divido en dos tramos, uno para cada línea de formación de cajas. En las Figs. 9a y 9b, cada uno de los inyectores de cola (4) está soportado en un respectivo soporte de inyector (29) del dispositivo de regulación transversal (26) cuya posición fija es adaptable a las dimensiones de la plancha (P) a formar, preferentemente, mediante un husillo (28) . Así, mediante el giro de este husillo (28) en uno u otro sentido, la posición deseada del inyector de cola es variada a lo largo del travesaño (27) . Alternativamente, en una opción no mostrada, cada uno de los soportes de inyector (29) están fijados en posiciones deseadas modificables mediante medios de fijación y liberación al travesaño (27) . Preferentemente, tal como muestra la Fig. 9a, cada línea de formación de cajas de la máquina (100) comprende uno de estos husillos (28) , y además este está configurado para acercar o alejar inyectores de cola (4) entre sí distancias simétricas. En la Fig. 9a, cada uno de los inyectores de cola (4) está a su vez soportado en un respectivo soporte de inyector auxiliar (29a) soportado en un respectivo soporte de inyector (29) . Cada uno de los soportes de inyector auxiliar (29a) dispone de medios de posicionamiento para posicionar individualmente cada inyector de cola (4) según la dirección transversal (Y) y, preferentemente, también según la dirección longitudinal (X) . En las Figs. 2, 9, 12 y 14, cada una de las dos estaciones de formación de cajas comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) . En las Fig. 9, en cada una de las estaciones de formación de cajas, un elemento formador (52) está soportado en cada uno de los dos puentes guía (55) del molde (50) . Adicionalmente, cada una de unas cuatro bridas (54) soportadas en los puentes guía (55) soporta otro elemento formador (53) , siendo estas bridas (54) posicionables a lo largo de los puentes guía (55) . Así, una cualquiera de estas pluralidades de elementos formadores (52, 53) forman parte del molde (50) . En una opción alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, al menos un elemento formador (52, 53) de esta pluralidad puede estar unido a cada una de las dos extensiones de las guías laterales (49) . En otra alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, la pluralidad de elementos formadores (52, 53) están soportados en el dispositivo de anidado de cajas (3) . La Fig. 12 muestra que el macho (6) de cada estación de formación de cajas incluye cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) . Esta base inferior (7) está configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) . Las Figs. 9 y 12 a 14 muestran que la máquina (100) comprende además un dispositivo de macho (10) que comprende un primer motor eléctrico (11) convencional. Este primer motor eléctrico (11) está configurado para mover verticalmente los dos machos (6) , siendo así los machos (6) de todas las líneas de formación de cajas movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . El primer motor eléctrico (11) está acoplado operativamente a un primer dispositivo de monitorización rotacional (15) , configurado para monitorizar indirectamente el ángulo girado por el primer motor eléctrico (11) a través de la monitorización directa del ángulo girado por un eje movible de un primer reductor (65) acoplado al primer motor eléctrico (11) . En las Figs. 9 y 10 a 15 este primer dispositivo de monitorización rotacional (15) es un codificador rotacional. En una opción preferente alternativa (no mostrada) , el primer motor eléctrico (11) y un primer dispositivo de monitorización rotacional (15) materializado en un codificador están integrados en un servomotor. Las Figs. 9 y 12 a 14 muestran que el dispositivo de macho (10) comprende dos guías verticales (21) fijadas en un punto estructural del chasis (1) de la máquina (100) , tal como una placa fija (20) montada en un puente (2) superior del chasis (1) dispuesto por encima de las guías laterales (49) y la cavidad (51) . Este dispositivo de macho (10) comprende además dos bloques guía (22) con capacidad para deslizar en cada guía lineal (21) y fijados en un carro (23) deslizable a lo largo de las guías verticales (21) . El dispositivo de macho (10) comprende adicionalmente el citado carro (23) , que tiene fijados dos miembros verticales (25) que soportan en su extremo inferior un macho (6) cada uno. En un extremo inferior de un miembro vertical (25) se soporta un macho (6) con configuración de cuatro caras laterales (8) inclinadas que puede formar la caja de la Fig. 3. En el extremo inferior del otro miembro vertical (25) se soporta un macho con configuración de ocho caras laterales (8) inclinadas que puede formar la caja de la Fig.4. Así, la máquina (100) está configurada para la formación de cajas de distintas y/o idénticas formas, medidas y/o formatos a la vez. El dispositivo de macho (10) comprende además una guía transversal (19) horizontal montada sobre el carro (23) , y una manivela (16) giratoria dotada de extremos proximal y distal. La manivela (16) está unida indirectamente por su extremo proximal al primer motor eléctrico (11) mediante el primer reductor (65) , y unida articuladamente por su extremo distal en una tercera articulación (17) a un bloque guía adicional (18) con capacidad para deslizar en la guía transversal (19) . En una realización alternativa, (no mostrada) cada macho (10) puede ser movido por un respectivo dispositivo de macho (10) . Siguiendo en la Fig. 1, la máquina (100) tiene asociado además dos dispositivos de anidado de cajas (3) (solo uno es mostrado en la Fig. 1) , uno asociado con cada molde (50) de cada línea de formación de cajas. Cada uno de estos dispositivos de anidado de cajas (3) está configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de una cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada. En este ejemplo, cada dispositivo de anidado de cajas (3) inserta una caja (B) , previamente doblada por las citadas caras laterales (8) y por los elementos formadores (52, 53) materializados en elementos dobladores, dentro de otra, para hacer contactar las paredes laterales (WL) planas de una caja (B) con las paredes laterales (WL) planas de otras cajas (B) formando la citada pila. En cada línea de formación de cajas, el dispositivo de anidado de cajas (3) mostrado de la Fig. 1 está adicionalmente configurado para, mediante este contacto de paredes laterales (WL) planas entre cajas (B) , presionar los cordones de cola (CC) previamente aplicados por los dos correspondientes inyectores de cola (4) , para reforzar la unión por encolado de las paredes laterales (WL) que rodean lateralmente la base (F) de la misma. Las paredes laterales (WL) incluyen los paneles laterales (PL) doblados, e incluyen en las paredes laterales menores además las solapas laterales (SL) dobladas. Cada dispositivo de anidado de cajas (3) está ubicado por debajo de una respectiva embocadura de entrada de una cavidad (51) de un respectivo molde (50) mostrado en la Fig. 14, y está situado en la embocadura de salida del molde (50) . Cada dispositivo de anidado de cajas (3) de la Fig. 1 comprende dos guías de cajas formadas (3a) que las sostienen en una disposición anidada, unas con las otras, formando una pila de cajas (B) antes de salir por una embocadura de salida de la parte inferior de la cavidad (51) . En esta primera realización de la Fig. 1, las guías de cajas formadas (3a) formadas no forman parte integrante del molde (50) pero sí están asociado a este, ya que se encuentran ubicadas para recibir las cajas (B) formadas con paredes laterales inclinadas procedentes del molde (50) . Las guías de caja (3a) de la Fig. 1 no están necesariamente soportadas en el chasis (1) de la máquina (100) . En una realización alternativa (no mostrada) , las dos guías de cajas formadas (3a) pueden estar soportadas en el chasis (1) , preferentemente formando parte integrante de la cavidad (51) del molde (50) y ubicadas en la zona de la citada embocadura de salida del molde (50) . En una segunda realización alternativa (no mostrada) , en la máquina (100) , el citado dispositivo de anidado de cajas (3) está configurado para sustentar las cajas (B) formadas, siendo dicho dispositivo de anidado de cajas (3) movible entre una posición retraída, en donde la superficie de la embocadura de salida asociada al molde (50) es mayor para permitir la caída de una pila de cajas (B) formadas anidadas, y una posición de sustentación, en donde la superficie de la embocadura de salida asociada al molde (50) es menor para permitir la sustentación de una pila de cajas (B) formadas anidadas. Las Figs. 9 a 11 y 14 muestran que los dos empujadores (48) del transportador de planchas y los dos cabezales de succión (93) del mecanismo succionador (99) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) de la máquina (100) correspondiente con un segundo motor eléctrico (64) acoplado a un codificador rotacional (67) . Este codificador rotacional (67) acoplado al segundo motor eléctrico (64) forma parte integrante de un segundo dispositivo de monitorización rotacional, y está configurado para monitorizar indirectamente, a través del giro del eje (66) del reductor secundario (65) , el ángulo girado por el segundo motor eléctrico (64) . El segundo dispositivo de monitorización rotacional (67) incluye además un detector del tipo inductivo (69) para monitorizar indirectamente, a través del giro de una leva (68) acoplada al eje (66) del segundo reductor (65) , el ángulo girado por el segundo motor eléctrico (64) . Las Figs. 9 a 11 y 14 muestran que, en la máquina (100) , el dispositivo de macho (10) que comprende el primer motor eléctrico (11) , el segundo motor eléctrico (64) , el primer dispositivo de monitorización rotacional (15) y el codificador rotacional (67) están onfigurados conjuntamente para mover controladamente los dos machos (6) , independientemente del movimiento controlado y sincronizado de los dos empujadores (48) y los dos cabezales de succión (93) . En el mecanismo succionador (99) , el segundo motor eléctrico (64) y el reductor secundario (65) acoplado al mismo, están configurados para causar el giro de dos barras articuladas (87) en torno a respectivas articulaciones horizontales (88) . Cada una de estas barras articuladas (87) está configurada, a su vez, para causar el giro de una respectiva barra invertida articulada (89) en torno a una respectiva segunda articulación horizontal (90) . Cada barra articulada (87) es movible por la acción de una respetiva barra pivotante (79) en torno a una cuarta articulación (78) inferior de unión con una respectiva palanca (77) , siendo esta movible a su vez mediante un eje conducido secundario (76) horizontal. El extremo superior de la barra pivotante (79) está articulado respecto de la barra articulada (87) en una quinta articulación (83) superior. Este eje conducido secundario (76) es movible mediante un eje conducido primario (70) y una cadena de eslabones secundaria (74) montada sobre dos piñones secundarios (75) , uno fijado en cada eje (70, 76) , y con capacidad de transmitir el movimiento del eje conducido primario (70) al secundario (76) . El eje (66) de salida del reductor secundario (65) movible por el segundo motor eléctrico (64) está configurado para transmitir el movimiento al eje conducido primario (70) mediante una cadena de eslabones primaria (73) montada sobre dos piñones primarios (72) , uno fijado en cada eje (66, 70) . En la máquina (100) , el transportador de planchas comprende una biela (41) acoplada indirectamente, a través del reductor secundario (65) y por su extremo proximal, al segundo motor eléctrico (64) . El transportador adicionalmente incluye un dispositivo de guiado horizontal (45, 46) conectado al extremo distal de dicha biela (41) , estando dicha biela (41) y dispositivo de guiado horizontal (45, 46) configurados para causar el avance y retroceso guiado de los dos empujadores (48) entre sus respectivas segunda y tercera posiciones. Este dispositivo de guiado horizontal (45, 46) comprende una guía lineal horizontal (46) y un bloque guía de transportador (45) acoplado en la guía lineal horizontal (46) . En el extremo distal de la biela (41) , está conectado de forma articulada y deslizante un bloque guía primario (42) , a su vez acoplado en una segunda barra invertida (43) , la cual está unida directa o indirectamente de forma fija en su extremo superior a un soporte de uía (44) en donde van montados los dos empujadores (48) . La Fig. 15 muestra que el primer y segundo motores eléctricos (11, 64) , primer y segundo dispositivos de monitorización rotacional (15, 67) , y los inyectores de cola (4) están conectado a un dispositivo controlador programable (9) de un dispositivo controlador de la máquina (100) , materializado en un único controlador lógico programable (PLC) . Alternativamente, estos elementos pueden estar conectados de forma distribuida en varios PLC, y uno es estos PLC (maestro) es el que gobierna al resto (esclavos) . En la Fig. 9b, el dispositivo controlador programable (9) del dispositivo controlador de la máquina (100) está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) y presión (no mostrado) desde una unidad de control (34) de cola. Esta unidad de control (34) está preferentemente materializada en unas tarjetas a modo de placas electrónicas interconectadas (34a, 34b) , y/o en un PLC (no mostrado) conectado a los medios de calentamiento (31) . La unidad de control (34) está conectada al dispositivo programable (9) mediante un conductor eléctrico configurado para indicar que la temperatura de la cola en el depósito de cola (30) , conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) , y la presión en las conducciones de cola flexibles y presurizables (36) han alcanzado los valores de trabajo, quedando el aplicador de cola listo para aplicar cola. En Figs. 1, 2, 8, 9a, y 9b, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. Volviendo a la Fig. 15, una pluralidad de miembros formadores de caja (5a) optativos y delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) , preferentemente materializado en al menos un cilindro neumático, conectado al dispositivo controlador programable (9) del dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . Además de las anteriormente descritas, la máquina (100) dispone, en cada una de las líneas de formación de cajas, de regulaciones adicionales para adaptarse a distintos tamaños y/o formas y formatos de plancha (P) y caja (B) . Así, las Figs. 10 y 11 muestran que la ubicación del al menos un elemento de succión (94) en el cabezal de succión (94) es modificable mediante unos medios de posicionamiento de succión, y la posición de cada uno de los empujadores (48) en la tercera posición de entrega es regulable respecto al chasis (1) , y preferentemente respecto al soporte guía (44) , mediante unos medios de regulación de empuje. Se nota que la posición de cada empujador (48) es regulable preferiblemente individualmente mediante unas guías y fijaciones. También, en la Fig. 9, la cavidad (51) del molde (50) es regulable en las direcciones longitudinal y transversal mediante un dispositivo de regulación de molde que incluye dos segundos elementos guía (56) mutuamente paralelos, materializados preferentemente en husillos, para regular la posición de un puente guía (55) respecto a otro, y además incluye preferentemente cuatro bridas (54) posicionables, dos a lo largo de cada puente guía (55) . Preferentemente, en las Figs. 12 a 14, el extremo de conexión de cada uno de los miembros verticales (25) con el macho (6) es regulable según la vertical respecto a un punto estructural del carro (23) , por ejemplo, respecto del travesaño (24) fijado al carro (23) . Se detalla a continuación un ejemplo del ciclo automático de funcionamiento de la máquina de la primera realización, aunque este ha sido expuesto implícitamente anteriormente. Antes del ciclo automático de funcionamiento, la máquina (100) ha sido regulada a las dimensiones de la plancha (P) a suministrar y la caja (B) a obtener, incluyendo la regulación de las posiciones de aplicación de cola. Para este último extremo, basta con hacer pasar planchas (P) de prueba mediante el empujador (48) con unos valores de aplicación cola por defecto previamente almacenados en el dispositivo controlador programable (9) , los cuales son modificados, preferentemente mediante el uso de la pantalla táctil (9a) por parte del usuario, en un proceso de mejora iterativo que consume muy poco tiempo de parada productiva. Con la máquina (100) regulada, ambos cargadores (62) son alimentados con planchas (P) planas que quedan apoyadas en los mismos. Las caras de las planchas (P) quedan inclinadas entre 15 y 25 grados respecto a la vertical. Seguidamente, en cada línea de formación de cajas, un cabezal de succión (93) del mecanismo de succionador (99) mueve individualmente planchas desde la primera hasta la segunda posición, y durante este movimiento el empujador (48) se posiciona justo detrás de a parte trasera de la plancha (P) de forma sincronizada gracias a la vinculación motriz de empujador (48) y cabezal de succión (93) del segundo motor eléctrico (64) . Después, el segundo motor eléctrico (64) sigue girando de forma controlada mediante el codificador rotacional (67) , e imprime un movimiento horizontal continuado lineal a la plancha (P) plana, a través del dispositivo de guiado (45, 46) y las guías de planchas laterales (49) del transportador de planchas. Durante este movimiento horizontal de la plancha (P) , los inyectores de cola (4) aplican cordones cola (CC) caliente a presión sobre la plancha (P) en función del ángulo girado por el segundo motor eléctrico (64) monitorizado indirectamente por el conjunto segundo codificador rotacional (67) que incluye el codificador rotacional (67) y el PLC. Para la aplicación de los cordones de cola (CC) , el PLC de la Fig. 15 genera señales indicativas cambiantes y las envía a un relé (K4) asociado con cada inyector de cola (4) , que actúa a su vez sobre la bobina de una respectiva electroválvula (Y4) para abrir y cerrar el paso de cola entre una respectiva conducción de cola flexible y presurizable (36) y un respectivo inyector de cola (4) . Con la plancha (P) de cada línea de formación de cajas en la tercera posición dispuesta entre un macho (6) y un correspondiente molde (50) y soportada en unas extensiones de una pareja de guías laterales (49) , el macho (6) contacta con la plancha (P) en un momento previamente seleccionado a voluntad por el usuario a través de una pantalla táctil (9a) conectada al PLC, gracias a la independencia del movimiento del dispositivo de macho (10) mediante el primer motor eléctrico (11) , del movimiento sincronizado de los elementos movibles movidos por el segundo motor eléctrico (64) . Así, en cada una de las dos líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador programable (9) del dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) (desde una posición intermedia entre la segunda y tercera posiciones hasta la tercera posición) y de inserción del macho (6) ; y - las dos electroválvulas (Y4) están configuradas para abrir y cerrar el paso de cola entre respectivos inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) , y - el cabezal de succión (93) están adicionalmente configurado para iniciar su movimiento de uevo, para un ciclo subsiguiente, desde la primera hacia la segunda posición en base a una posición del empujador (48) determinada mediante el codificador rotacional (67) . En cada línea de formación de cajas, al introducir la plancha (P) dentro de la cavidad (51) del molde (50) , unas porciones de la plancha (P) contactan con una pluralidad de formadores (52, 53) materializados en dobladores para doblar y unir estas porciones con otras y formar una caja (B) , como la mostrada en la Fig. 4. Estos dobladores (52, 53) , en cooperación con las caras laterales (8) inclinadas del macho (6) , proporcionan a la caja (B) la citada forma esencialmente de pirámide truncada invertida. Con el macho (6) en la posición de máxima inserción, la caja (B) ha sido doblada y esta es entonces anidada con otras cajas (B) formadas en un dispositivo de anidado de cajas (3) , atravesando una embocadura de salida del molde (50) en una disposición anida las unas con las otras con sus paredes laterales (WL) en contacto. Este ciclo de funcionamiento se repite de nuevo para la formación de subsiguientes planchas (P) . En la Fig. 15, el PLC puede mover o parar a voluntad el primer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K11) , que a su vez, abre o cierra el contacto de potencia (K011) asociado a este motor. Así mismo, en la Fig. 15, el PLC puede mover o parar a voluntad el segundo motor eléctrico (11) , activando o desactivando una salida conectada al relé (K64) , que a su vez, abre o cierra el contacto de potencia (K064) asociado a este motor. También en la Fig. 15, el PLC puede posicionar a voluntad la parte movible de los cilindros neumáticos (5) en sus posiciones de reposo o activación, activando o desactivando una salida conectada al relé (K5) , que a su vez, gobierna una electroválvula (K064) asociada con el paso de aire para posicionar la parte movible de los cilindros (5) en una de las citadas posiciones. Así, se consigue la independencia del arranque o parada del primer y segundo motores eléctricos (11, 64) , de la aplicación de los cordones de cola (CC) , y del movimiento de los miembros formadores (5a) , respecto del movimiento sincronizado y controlado de los empujadores (48) y cabezales de succión (93) del alimentador de planchas. La segunda realización de máquina (100) de la Fig. 16 comprende todos los elementos y características de la primera realización, excepto porque el segundo motor eléctrico (64) y el segundo codificador rotacional (67) están integrados en un servomotor conectado un ontrolador de servomotor (SC) , a su vez conectado al dispositivo controlador programable (9) . La tercera realización de máquina (100) de la Fig. 17 comprende todos los elementos y características de la seguna realización, excepto porque los dos empujadores (48) son movibles controladamente e independientemente de los dos cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. En la Fig. 17, el segundo motor eléctrico (64) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de las dos líneas de formación. El tercer motor eléctrico (80) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación, y está acoplado a un dispositivo de monitorización rotacional (81) , que en este ejemplo es un codificador rotacional. El PLC puede mover o parar a voluntad el tercer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K80) , que a su vez, abre o cierra el contacto de potencia (K080) asociado a este motor.
Publicaciones:
ES2864730 (14/10/2021) - A1 Solicitud de patente con informe sobre el estado de la técnica
ES2864730 (19/05/2022) - B2 Patente de invención con examen
Eventos:
En fecha 10/02/2021 se realizó Registro Instancia de Solicitud
En fecha 11/02/2021 se realizó Admisión a Trámite
En fecha 11/02/2021 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 17/02/2021 se realizó Concesión solicitud de reducción de tasas
En fecha 23/02/2021 se realizó Publicación concesión reducción de tasas
En fecha 08/03/2021 se realizó Superado examen de oficio
En fecha 01/10/2021 se realizó Realizado IET
En fecha 06/10/2021 se realizó 1109P_Comunicación Traslado del IET
En fecha 14/10/2021 se realizó Publicación Solicitud
En fecha 14/10/2021 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 19/11/2021 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 23/11/2021 se realizó PETEX_Petición de examen sustantivo
En fecha 18/01/2022 se realizó Inscripcion otro Derecho L202130025
En fecha 31/01/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 04/05/2022 se realizó No existen objeciones a la concesión de la solicitud
En fecha 04/05/2022 se realizó Finalización de Examen Sustantivo
En fecha 04/05/2022 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 10/05/2022 se realizó Publicación finalización de examen sustantivo
En fecha 11/05/2022 se realizó Concesión con examen sustantivo
En fecha 11/05/2022 se realizó Entrega título
En fecha 11/05/2022 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 19/05/2022 se realizó Publicación concesión Patente
En fecha 19/05/2022 se realizó Publicación Folleto Concesión
En fecha 21/11/2022 se realizó Plazo expirado presentación de oposiciones contra la concesión de la Patente
Pagos:
10/02/2021 - Pago Tasas IET
16/05/2023 - Pago 03 Anualidad
22/04/2024 - Pago 04 Anualidad
+ ES-2864730_B21.- Máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, comprendiendo: un cargador (62) configurado para apoyar las planchas (P) con sus caras verticales o con una inclinación respecto a la vertical; un cabezal de succión (93) con uno o más succionadores (94) , y movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba; un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado a unos medios de presión (35) ; una estación de formación de cajas que comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) , incluyendo el macho (6) cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) ; y estando la máquina (100) asociada a un dispositivo de anidado de cajas (3) , configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de la cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada; caracterizada porque comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) , estando estas líneas dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal, comprendiendo cada una de estas líneas de formación de cajas el cargador (62) , cabezal de succión (93) , estación de ormación de cajas, y dispositivo de anidado de cajas (3) anteriormente referidos, y además: dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) , entre las cuales el cabezal de succión (93) está configurado para posicionar la plancha (P) en la segunda posición, y un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición, en donde las dos guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) ; y uno o más de los citados inyectores de cola (4) dispuestos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) , respectivas una o más conducciones de cola flexibles y presurizables (36) conectadas a estos uno o más inyectores de cola (4) , y al menos una electroválvula (Y4) configurada para abrir y cerrar un paso de cola entre estos, estando los uno o más inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) perpendicular a las guías laterales (49) acordes con el tamaño de la plancha (P) para depositar cordones de cola (CC) paralelos a la dirección longitudinal (X) ; comprendiendo la máquina (100) además un dispositivo de macho (10) configurado para mover los machos (6) , que comprende un primer motor eléctrico (11) acoplado a un primer dispositivo de monitorización rotacional (15) ; y en donde los empujadores (48) y cabezales de succión (93) son movibles mediante uno o más motores eléctricos adicionales (64, 80) de la máquina (100) , y uno de estos uno o más motores eléctricos adicionales (64, 80) está acoplado a un codificador rotacional (67) ; los motores eléctricos (11, 64, 80) , primer dispositivo de monitorización rotacional (15) , codificador rotacional (67) , y electroválvulas (Y4) están conectados a un dispositivo controlador que incluye un dispositivo controlador programable (9) ; y el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles ediante el codificador rotacional (67) , respectivamente. 2.- Máquina (100) según la reivindicación 1, en donde los empujadores (48) y cabezales de succión (93) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) correspondiente con un segundo motor eléctrico (64) , y el dispositivo de macho (10) , segundo motor eléctrico (64) , y codificador rotacional (67) están configurados conjuntamente para mover controladamente los machos (6) independientemente del movimiento controlado y sincronizado de los empujadores (48) y cabezales de succión (93) . 3.- Máquina (100) según la reivindicación 1, en donde los empujadores (48) son movibles controladamente e independientemente de los cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. 4.- Máquina (100) según la reivindicación 3, en donde el segundo motor eléctrico (64) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de todas las líneas de formación. 5.- Máquina (100) según la reivindicación 4, en donde el tercer motor eléctrico (80) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación. 6.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde los machos (6) de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . 7.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde, en cada una de las líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) y de inserción del macho (6) ; y - la al menos una electroválvula (Y4) está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) . 8.- Máquina (100) según la reivindicación 7, en donde los cabezales de succión (93) están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores (48) determinada mediante el codificador rotacional (67) . 9.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde una pluralidad de miembros formadores de caja (5a) delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . 10.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde: las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencia de calentamiento (153) y respectivos sensores de temperatura (152) para el calentamiento controlado de los mismos; el depósito de cola (150) integra unos medios de calentamiento (31) de depósito para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) ; comprendiendo la máquina (100) además una pluralidad de mangueras eléctricas flexibles (38) cada una conectada entre el dispositivo controlador y las resistencias y sensores (33, 33) asociadas con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) ; y en donde el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) . 11.- Máquina (100) según la combinación de las reivindicaciones 7 y 10. 12.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde el movimiento de los cabezales de succión (93) , y la posición y movimiento de los empujadores (48) , y la apertura y cierre del paso entre inyectores de (4) y conducciones de cola (36) mediante las electroválvulas (Y4) conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas (B) a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional (67) enviado al dispositivo controlador (9) . 13.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde el dispositivo controlador programable (9) está configurado para almacenar los valores de plicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. 14.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde las aristas de las caras laterales (8) de cada uno de los machos (8) pueden estar achaflanadas determinando machos (8) de ocho o doce caras laterales cada uno.
+ ES-2864730_A11.- Máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, comprendiendo: un cargador (62) configurado para apoyar las planchas (P) con sus caras verticales o con una inclinación respecto a la vertical; un cabezal de succión (93) con uno o más succionadores (94) , y movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba; un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado a unos medios de presión (35) ; una estación de formación de cajas que comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) , incluyendo el macho (6) cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) ; y estando la máquina (100) asociada a un dispositivo de anidado de cajas (3) , configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de la cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada; caracterizada porque comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) , estando estas líneas dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal, comprendiendo cada una de estas líneas de formación de cajas el cargador (62) , cabezal de succión (93) , estación de ormación de cajas, y dispositivo de anidado de cajas (3) anteriormente referidos, y además: dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) , entre las cuales el cabezal de succión (93) está configurado para posicionar la plancha (P) en la segunda posición, y un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición, en donde las dos guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) ; y uno o más de los citados inyectores de cola (4) dispuestos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) , y de las citadas conducciones de cola flexibles y presurizables (36) conectadas a estos, y al menos una electroválvula (Y4) configurada para abrir y cerrar un paso de cola entre estos, estando los uno o más inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) perpendicular a las guías laterales (49) acordes con el tamaño de la plancha (P) para depositar cordones de cola (CC) paralelos a la dirección longitudinal (X) ; comprendiendo la máquina (100) además un dispositivo de macho (10) configurado para mover los machos (6) , que comprende un primer motor eléctrico (11) acoplado a un primer dispositivo de monitorización rotacional (15) ; y en donde los empujadores (48) y cabezales de succión (93) son movibles mediante uno o más motores eléctricos adicionales (64, 80) de la máquina (100) , y uno de estos uno o más motores eléctricos adicionales (64, 80) está acoplado a un codificador rotacional (67) ; los motores eléctricos (11, 64, 80) , primer dispositivo de monitorización rotacional (15) , codificador rotacional (67) , y electroválvulas (Y4) están conectados a un dispositivo controlador que incluye un dispositivo controlador programable (9) ; y el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. 2.- Máquina (100) según la reivindicación 1, en donde, más preferentemente, los empujadores (48) y cabezales de succión (93) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) correspondiente con un segundo motor eléctrico (64) , y el dispositivo de macho (10) , segundo motor eléctrico (64) , y codificador rotacional (67) están configurados conjuntamente para mover controladamente los machos (6) independientemente del movimiento controlado y sincronizado de los empujadores (48) y cabezales de succión (93) . 3.- Máquina (100) según la reivindicación 1, en donde, más preferentemente, los empujadores (48) son movibles controladamente e independientemente de los cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. 4.- Máquina (100) según la reivindicación 3, en donde el segundo motor eléctrico (64) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de todas las líneas de formación. 5.- Máquina (100) según la reivindicación 4, en donde el tercer motor eléctrico (80) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación. 6.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde los machos (6) de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . 7.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde, en cada una de las líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) y de inserción del macho (6) ; y - la al menos una electroválvula (Y4) está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) . 8.- Máquina (100) según la reivindicación 7, en donde los cabezales de succión (93) están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores (48) determinada mediante el codificador rotacional (67) . 9.- Máquina (100) según una cualquiera de las reivindicaciones anteriores, en donde una pluralidad de miembros formadores de caja (5a) delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . 10.- Máquina (100) según cualquiera de las reivindicaciones anteriores, en donde: las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencia de calentamiento (153) y respectivos sensores de temperatura (152) para el calentamiento controlado de los mismos; el depósito de cola (150) integra unos medios de calentamiento (31) de depósito para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) ; comprendiendo la máquina (100) además una pluralidad de mangueras eléctricas flexibles (38) cada una conectada entre el dispositivo controlador y las resistencias y sensores (33, 33) asociadas con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) ; y en donde el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) . 11.- Máquina (100) según la combinación de las reivindicaciones 7 y 10.
Los productos y servicios protegidos por este registro son:
B31B 50/62 - B31B 50/00 - B31B 50/07 - B31B 50/46 - B31B 50/02 - B31B 50/04
Descripciones:
+ ES-2864730_B2 MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS SECTOR DE LA TÉCNICA La presente invención presenta una máquina para la formación de cajas de cartón susceptibles de ser anidadas unas dentro de las otras y de distintos tamaños, a partir del encolado y doblado de planchas planas. A lo largo de esta descripción, el material de las planchas planas o láminas con que se obtienen las cajas es cartón ondulado, cartón compacto, y/o similares. Estas planchas tienen una determinada rigidez a la flexión y, preferentemente, tienen practicadas unas líneas debilitadas para facilitar el doblado de partes de la plancha y formar así una caja. PROBLEMA TÉCNICO A RESOLVER Y ANTECEDENTES DE LA INVENCIÓN El problema técnico a resolver es el aumento efectivo de la velocidad productiva de una máquina para la formación de cajas de cartón anidables (insertables) unas dentro de otras y de distintos tamaños, mediante el encolado y doblado de planchas planas. Este aumento efectivo de la velocidad es aquí definido como la combinación de los escenarios de maximizar la velocidad máxima productiva, y minimizar los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina, incluyendo este manejo y uso las tareas de regulación a los distintos tamaños de planchas y caja, contribuyendo todo esto al aumento efectivo de la velocidad productiva. En términos de sostenibilidad medioambiental, las cajas anidables hechas de cartón tienen un ventajoso reducido tiempo de biodegradación y/o un mayor porcentaje de material reciclable frente a materiales plásticos o metálicos. Puesto que la presente invención concierne con una máquina para la obtención de cajas específicamente hechas de cartón, esta requiere estar adaptada a las características mecánicas concretas del cartón en lámina, por ejemplo: resistencia a la compresión, resistencia a la flexión, pandeo, y deformación del mismo, en otros. El documento US2014374472A1 explica que las máquinas empleadas para formar cajas de aluminio por moldeo no pueden ser usadas para formar cajas de cartón por moldeo porque el cartón no es tan maleable y dúctil como el aluminio; si el cartón es alimentado en un aparato para moldear cajas de aluminio, el cartón se desgarraría y/o rompería, impidiendo así obtener la caja por la configuración concreta de los elementos integrantes de tal áquina. En este sentido, se pueden citar también los documentos BE603605A y US2925758A. La máquina formadora de cajas de cartón por encolado y doblado del documento US4861325A, considerado el documento más próximo del estado arte, comprende dos machos 186 de paredes laterales inclinadas para la formación de un contenedor de dos compartimentos con respectivos fondos 12 unidos mediante un pliegue intermedio 14, a partir de una plancha plana. Las cajas sucesivamente formadas con ambos machos son recibidas en un dispositivo de anidado de cajas (elementos 113) asociado con una cavidad 38 donde se introducen ambos machos, poniendo este dispositivo de anidado de cajas las paredes laterales de unas cajas en contacto con las de otras, formando una pila de cajas que quedan anidadas unas dentro de otras. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la caja requiere de pocas operaciones de doblado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas dobladas mientras la máquina sigue simultáneamente formando cajas sucesivas. En este mismo sentido se puede citar el documento US5123888A. Sin embargo, para aprovechar esta ventajosa posibilidad de alta velocidad de formación de la máquina gracias a este macho y al dispositivo de anidado de cajas, la máquina debe además efectuar un movimiento del macho, una alimentación de plancha y una aplicación de cola a una correspondiente alta velocidad de formación efectiva para que el aumento de esta velocidad sea plausible. En el documento US4861325A, el aplicador de cola es movible entre la posición retraída de las Figs. 1 a 3 y la posición de aplicación de cola de las Figs. 4 y 5. Esta aplicación de cola se produce con las planchas paradas y soportadas en el cargador, y mediante unas boquillas de cola 42 del tipo válvula de bola que abren ante la presión por contacto de estas contra la plancha aplicando un punto de cola cada una, provocando todo ello un tiempo muerto en el ciclo formativo. Además, máquina del documento US4861325A es accionada mediante un motor eléctrico 222 que acciona un eje de rotación 170 donde está montada una leva 62, proporcionando este conjunto, a través de tres respectivas pluralidades de barras articuladas, el movimiento pivotante de dos cabezales de succión 90 que transfieren la plancha desde un cargador hasta una posición entre los dos machos y la cavidad, el movimiento vertical de los dos machos 186, y el movimiento pivotante de las boquillas de cola 42, provocando esta onfiguración y número excesivo de elementos movidos mediante el motor eléctrico 222 una severa limitación de la velocidad productiva. Por otro lado, para aumentar la velocidad de formación, los documentos US3176978A, US4861325A, ES2081235A2, y ES2739389A1 divulgan respectivas máquinas formadoras por doblado y encolado de cajas en donde la alimentación de la plancha se efectúa mediante un cargador de planchas inclinado verticalmente, y un cabezal de succión movible para succionar planchas apoyadas en el cargador por una de sus caras y posicionarlas horizontalmente en otra posición con esa misma cara orientada hacia arriba. En los documentos ES2081235A2 y ES2739389A1 el cabezal de succión transfiere las planchas desde el cargador hasta un transportador de planchas que las introduce en una estación de formación. Sin embargo, estas máquinas formadoras no divulgan medios para anidar cajas unas dentro de otras. El documento ES2081235A2 indica que el cabezal de succión sustituye la ya conocida alimentación mediante rodillos para aportar mayor velocidad y eficacia a la máquina. Por otro lado, son conocidas máquinas formadoras de cajas por doblado y encolado de planchas, en donde la alimentación de estas se produce haciendo atravesar la plancha individualmente por fricción entre un par de rodillos alimentadores enfrentados que, gracias al efecto sándwich de estos y a la velocidad relativa entre estos, atrapan y desplazan la plancha por fricción para su transporte desde un primer transportador asociado con un cargador horizontal hacia un segundo transportador horizontal dimensionado para transportar varias planchas a la vez. Esta alimentación implica un transporte de plancha a una velocidad mayor en un tercer transportador horizontal hacia la zona de formación, para controlar este movimiento de alimentación respecto al movimiento del macho. Estas máquinas también están típicamente provistas de rodillos aplicadores de cola causantes de un efecto sándwich de contacto durante el desplazamiento de la plancha entre estos rodillos aplicadores y el segundo transportador. Estos rodillos aplicadores de cola, y la configuración y número excesivo de transportadores para la alimentación de la plancha, complican la adaptación de la máquina a los distintos tamaños de plancha, necesitando de usuarios de mayor cualificación, incurriendo todo esto en un excesivo tiempo de parada productiva de máquina, y además aumentando el coste de fabricación de la máquina, y la longitud y superficie de instalación de la misma. Además, estos rodillos aplicadores y transportadores, y una distancia de paso de plancha de una pared vertical del cargador horizontal situada por encima del primer transportador para suministrar una plancha a partir de una pila de estas, son todos ellos críticos y propensos a recuentes tiempos de parada productiva de la máquina disminuyendo la velocidad efectiva de esta, ya que producen efectos indeseados como deslizamientos entre plancha y rodillos y/o atascos de plancha, más considerando el entorno de partículas de cartón en suspensión y cuerpos extraños de cartón que la propia máquina produce por su uso. EXPLICACIÓN DE LA INVENCIÓN Para solventar los anteriormente expuestos inconvenientes, además de otros, la presente invención presenta una máquina formadora de cajas de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas planas. De un modo conocido en el estado del arte, la máquina comprende: - un cargador de planchas configurado para apoyar estas planchas con sus caras verticales o con una inclinación respecto a la vertical, y que preferentemente incluye dos placas laterales de separación regulable entre sí, situadas una a cada lado de las planchas susceptibles de ser apoyadas; - un cabezal de succión con uno o más elementos succionadores, siendo el cabezal de succión movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas apoyadas en el cargador por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha horizontalmente con esa misma cara de sujeción orientada hacia arriba, y, preferentemente, siendo modificable la ubicación del uno o más elementos succionadores en el cabezal de succión; - un aplicador de cola configurado para aplicar cola sobre partes de la plancha, incluyendo inyectores de cola y unas conducciones de cola flexibles y presurizables conectadas entre los inyectores de cola y un depósito de cola asociado a unos medios de presión, estando estos medios de presión configurados para someter dichas conducciones de cola flexibles y presurizables a presión; - una estación de formación de cajas, que comprende un molde, una pluralidad de elementos formadores que delimitan una cavidad del molde, y un macho movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad, incluyendo el macho cuatro o más caras laterales inclinadas respecto al movimiento del macho y convergentes hacia una base inferior del macho configurada para presionar una base de la plancha posicionada entre el macho y el molde e insertarla al interior de la cavidad para doblar unos paneles laterales de la plancha anexos al fondo de esta y unir con la cola previamente aplicada unos paneles laterales con otros paneles laterales, bien directamente o bien indirectamente a través de paneles adicionales tales como solapas nexas a las paredes laterales, formando así una caja de paredes laterales que delimitan lateralmente el fondo de la caja. Las inclinaciones de las caras laterales y la base inferior del macho proporcionan a este una forma esencialmente de pirámide truncada invertida. Estas inclinaciones de las caras laterales del macho y de las paredes laterales de las cajas permiten que unas cajas sean insertables dentro de otras con sus paredes laterales en contacto, posibilitando una alta velocidad de formación. Optativamente, las aristas de las caras laterales del macho pueden estar achaflanadas formando paredes laterales adicionales de la caja chaflanadas, determinando un macho de ocho o doce caras laterales. Así mismo, la máquina está asociada a un dispositivo de anidado de cajas, configurado para formar una pila de cajas que atraviesa una embocadura de salida de la cavidad en una disposición anidada de unas cajas con las otras, mediante el contacto de las paredes laterales de una caja con las de otras, que además refuerza la unión mediante la cola previamente aplicada, manteniendo las cajas en la forma proporcionada por el macho mientras la citada cola seca. Este dispositivo de anidado de cajas puede o no puede formar parte integrante de la máquina, y/o puede o no puede estar soportado en el chasis de la misma. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la máquina no necesita de numerosas operaciones de doblado y/o pegado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas formadas mientras la máquina sigue simultáneamente formando cajas sucesivas. La presente invención propone además, en combinación, de un modo en sí no conocido por el estado de la técnica existente, una serie de características para la citada máquina formadora de cajas que se relacionan a continuación. La citada máquina comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas individualmente e integradas en un mismo chasis. Estas líneas están dispuestas en paralelo entre sí y con mismos sentidos de transporte de plancha según una dirección longitudinal X lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador, un cabezal de succión, una estación de formación de cajas, y un dispositivo de anidado de cajas de los anteriormente referidos. Cada una de estas líneas de formación comprende además dos guías laterales de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal Y perpendicular a la dirección longitudinal X. El cabezal de succión está configurado para posicionar la plancha en la segunda posición entre las dos guías laterales. Además, cada una de estas líneas de formación comprende un empujador movible en la dirección longitudinal X para transportar planchas una a una empujándolas por su parte trasera entre las dos guías laterales desde la segunda hacia una tercera posición. Respectivas extensiones de las dos guías laterales se extienden a ambos lados y por encima de la cavidad para sustentar cada una de estas planchas cuando están posicionadas entre el macho y el molde en la tercera posición. Cada guía lateral y su extensión pueden ser parte integrante de la misma pieza o piezas individuales. Igualmente, cada una de estas líneas de formación comprende uno o más de los citados inyectores de cola dispuestos una distancia de separación vertical sobre la plancha cuando esta es empujada entre las guías laterales, respectivas una o más conducciones de cola flexibles y presurizables conectadas a estos uno o más inyectores de cola, y al menos una electroválvula configurada para abrir y cerrar un paso de cola entre uno o más inyectores de cola y una o más conducciones de cola flexibles y presurizables . Los uno o más inyectores de cola y los respectivos extremos de las conducciones de cola flexibles y presurizables conectados a los uno o más inyectores de cola están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño de un dispositivo de regulación transversal perpendicular a las guías laterales acordes con el tamaño de la plancha para depositar cordones de cola paralelos a la dirección longitudinal X. La máquina comprende además un dispositivo de macho configurado para mover los machos, que comprende un primer motor eléctrico acoplado a un primer dispositivo de monitorización rotacional. Igualmente, los empujadores y cabezales de succión son movibles mediante uno o más motores eléctricos adicionales de la máquina, y uno de estos uno o más motores eléctricos adicionales está acoplado a un codificador rotacional. Así mismo, los motores eléctricos, primer dispositivo de monitorización rotacional, codificador rotacional, y electroválvulas están conectados a un dispositivo controlador que incluye un dispositivo controlador programable. También, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha en dos direcciones, longitudinal y transversal, durante el empuje guiado de stas mediante los empujadores y guías laterales sin interferir con este movimiento longitudinal continuado de cada una de las planchas entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal y mediante unos valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional, respectivamente. Preferentemente, el dispositivo controlador programable está configurado para almacenar los valores de aplicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. Estos valores de aplicación de cola pueden corresponder en una proporción lineal con el avance posicional lineal del empujador a partir de la lectura directa o indirecta del movimiento del eje movible de un motor eléctrico obtenido por el codificador rotacional acoplado a este. Ejemplos de estos valores pueden corresponder con un número de impulsos (o pulsos) eléctricos, con una media del ángulo girado (por ejemplo, grados) , o con una medida de distancia (por ejemplo, milímetros) , o con una medida de velocidad (por ejemplo, mm por segundo) , entre otros. En la presente invención, se propone un aumento efectivo de la velocidad de esta máquina maximizando la velocidad máxima productiva evitando tiempos innecesarios dentro del productivo y entre ciclos productivos sucesivos, y minimizando los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina que incluyen las tareas de regulación a los distintos tamaños de planchas y cajas. La máquina aquí obtenida tiene un número reducido de elementos y de manejo intuitivo, redundando esto de nuevo en una fácil adaptación al cambio de medida de plancha a formar posibilitando el manejo de la máquina a operarios no altamente cualificados, constituyendo la máquina, por tanto, una unidad productiva eficazmente veloz, y a la vez sencilla, económica y compacta. La presente invención propone, para aumentar de manera efectiva la velocidad de la máquina incluso ante un cambio de tamaño de caja a formar, dotar a la máquina de una pluralidad de líneas de formación de cajas paralelas con unos cargadores, cabezales de succión, y transportadores de planchas que integran las respectivas guías laterales de plancha y empujadores, además de un aplicador de cola de la máquina específicos, que permiten alimentar individualmente a cada estación de formación de cajas un alto número de planchas por intervalo de tiempo con la cola ya aplicada sobre las mismas, para aprovechar el corto tiempo de formación de caja proporcionado por el macho de caras laterales inclinadas y el dispositivo de anidado de cajas. Las inclinaciones de las caras laterales de cada conjunto macho y dispositivo de anidado de caja permiten conjuntamente aumentar la velocidad máxima de formación de la máquina, ya que el tiempo necesario del macho en la posición insertada para la formación de la caja es mínimo, y que el dispositivo anidado permite que la cola previamente aplicada para unir unas paredes laterales con otras seque en la pila de cajas formada por este dispositivo de anidado de cajas mientras el macho simultáneamente forma cajas de ciclos posteriores. La configuración de apoyo específica de las planchas en el cargador respecto a la vertical permite que la distancia recorrida por los cabezales de succión entre las primera y segunda posiciones se acorte, aumentando la velocidad de alimentación de las planchas. Preferentemente, en la máquina, los cargadores están configurados para apoyar planchas con sus caras con una inclinación respecto a la vertical comprendida entre 10 y 30 grados, y más preferentemente entre 15 y 25 grados. Los cabezales de succión específicos de esta invención son especialmente útiles para aumentar la máxima velocidad productiva porque los cabezales de succión y las planchas sujetadas estos quedan por encima de las guías laterales de plancha en todas las posiciones de movimiento de los cabezales de succión, evitando la introducción de tiempos muertos innecesarios debidos a la interferencia entre los movimientos de los cabezales de succión y empujadores, independizando así estos movimientos. En cada línea de formación de cajas de la máquina, la incorporación de las dos guías de plancha y empujador entre cargador y estación de formación, proporcionan una zona de transición entre estos, mejorando sustancialmente la velocidad productiva de cajas porque posibilita que el macho pueda ser movido en el sentido de inserción dentro de la cavidad del molde aunque el cabezal de succión esté posicionado con una plancha subsiguiente entre las guías laterales de plancha, eliminando tiempos muertos innecesarios entre ciclos de formación consecutivos, contribuyendo además a independizar los movimientos del cabezal de succión y macho, que redunda en una mejora de la velocidad de formación de cajas. Con la máquina de la presente invención, la inyección de cola sobre cualquier posición de la plancha, en las dos direcciones longitudinal y transversal, está configurada para realizarse ventajosamente durante el empuje de las planchas mediante los empujadores de forma guiada con las guías laterales sin interferir con el movimiento longitudinal continuado de cada una de las planchas entre las respectivas segunda y tercera posiciones. Esta no interferencia de la aplicación de cola sobre el movimiento continuado del empujador y plancha entre las segunda y tercera posiciones es gracias a la separación vertical de los inyectores de cola de la máquina sobre las guías laterales y a la capacidad de los inyectores e cola para aplicar la cola a presión sobre la plancha mediante los medios de presión, que además es especialmente ventajoso para formar cajas a altas velocidades. Las guías laterales, inyectores de cola y los extremos de las conducciones de cola flexibles y presurizables son posicionables trasversalmente de forma muy intuitiva y sencilla acortando los tiempos muertos asociados con los frecuentes cambios de medida de plancha. También es muy sencilla e intuitiva la regulación longitudinal de aplicación de cola mediante un valor asociado a la posición del empujador obtenible mediante el codificador rotacional acoplado a un motor eléctrico adicional configurado para mover el empujador. Este motor eléctrico adicional es distinto e independiente a un primer motor eléctrico integrante de un dispositivo de macho, el cual está configurado para mover los machos. El codificador rotacional y la tecnología concreta de aplicación de cola aporta exactitud, precisión y sencillez para la deposición de las colas sobre la plancha ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. Ventajosamente, de modo preferente, los valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional pueden ser independientes de la velocidad longitudinal de empuje de los empujadores, lo cual simplifica la máquina y su manejo ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. En la máquina de la presente invención, cada línea de la pluralidad de líneas de formación de cajas es capaz de formar por sí misma una caja de iguales y/o distintos formatos y/o medidas a las de las otras líneas de formación de cajas, a voluntad del usuario de la máquina. Así, todos los cargadores quedan a un lado de la máquina para suministrar las planchas a todas las líneas desde este lado, y todas las estaciones de formación tienen las embocaduras de salida de la cavidad de caja formada en el lado opuesto de la máquina, reduciendo así el tiempo de parada productiva de la máquina y aumentando la velocidad eficaz de la máquina, incluso ante los frecuentes cambios de medida a los que la máquina puede estar sometida. En la máquina, la repetición de las líneas de formación de cajas (repetición de elementos en sí mismos conocidos en el estado del arte) contribuye a solventar el aumento de la máxima velocidad productiva de la misma, manteniendo a la vez la sencillez y simplicidad de esta. Es muy previsible que la velocidad aumente proporcionalmente con el número de líneas de formación; sin embargo, es especialmente ventajoso el hecho de que, adicionalmente, las causas asociadas con tiempos de parada productiva son los mismos para una máquina de dos líneas que para una máquina de tres, cuatro o más líneas, ya que los subconjuntos ecánicos de la máquina (cargadores, cabezales de succión, empujadores, guías laterales, estaciones de formación, dispositivos de anidado de cajas) están repetidos, aportando así una máquina de simplificada manejabilidad (manejable incluso por operarios no altamente cualificados) , de simplificada controlabilidad y automatización, y de reducidos costes y compacta, frente a soluciones del estado del arte en donde con el fin de conseguir altas velocidades formativas, la manejabilidad y controlabilidad de la máquina es compleja, aumentando los tiempos de parada productiva, costes de fabricación y la superficie ocupada por esta. Diferencialmente, para mover controladamente los subconjuntos mecánicos específicos de la máquina (pluralidad de cabezales de succión, empujadores y machos) , desprovistos ahora de dependencias posicionales y tiempos muertos innecesarios, la presente invención selecciona de forma intencionada la naturaleza y distribución motriz de estos, distinguiéndose esta solución motriz por estar materializada en varios motores eléctricos y dispositivos de monitorización rotacionales acoplados a los mismos, de forma que la máxima velocidad productiva de la máquina aumenta, a la vez que se mantiene una sencilla y eficaz automatización de la máquina, incluyendo una sencilla adaptación de la misma a distintos tamaños de caja que minimiza los tiempos muertos de parada productiva, redundando todo esto en un aumento eficaz de la velocidad de formación de la máquina. En la presente invención, el movimiento de los machos es controlado por el dispositivo de macho que incluye el primer motor eléctrico y el primer dispositivo de monitorización rotacional acoplado a este, y este movimiento es independiente del movimiento controlado de los empujadores y cabezales de succión proporcionado por uno o más motores eléctricos adicionales y el codificador rotacional acoplado a uno de estos, para eliminar tiempos muertos innecesarios entre los machos y cabezales de succión y empujadores en cada línea de formación de cajas. Así, ventajosamente, en la máquina de la presente invención, los machos pueden ser movidos o detenidos a voluntad respecto del movimiento de los empujadores y/o cabezales de succión, o viceversa, eliminando tiempos muertos innecesarios entre estos, y a la vez adaptando la máquina para la formación de una amplia variedad de cajas a una alta velocidad de formación, todo ello de forma sencilla y eficaz. Esta solución motriz de motores eléctricos monitorizados aporta mayor presión y exactitud en los movimientos de estos subconjuntos mecánicos de la máquina, posibilitando altas velocidades frente a una solución motriz fluido-dinámica (ya sea hidráulica o neumática, por ejemplo, basada en cilindros neumáticos) , y también frente a una solución motriz mixta, asada en una combinación desventajosa motores eléctricos y cilindros neumáticos, en donde los cilindros neumáticos determinan una severa limitación de la velocidad. La máquina de la presente invención, dotada con varios motores eléctricos, es muy ventajosa en términos de velocidad máxima de producción frente a máquinas formadoras de cajas del estado del arte en donde machos, cabezales de succión de un mecanismo de succión, y otros elementos movibles de la máquina son todos ellos movidos o detenidos a la vez mediante un motor eléctrico como único punto motriz, tal como sucede en el documento US4861325A) . Desventajosamente, estas máquinas de un único motor eléctrico tienen una indeseada excesiva inercia, ya que este motor debe mover un elevado número de elementos de dimensiones y pesos considerables, limitando su máxima velocidad productiva a entre 2.500 o 3.500 cajas por hora. Muy significativamente, en unos resultados obtenidos experimentalmente para un prototipo fabricado de la máquina del tipo macho linealmente insertable en un molde de la presente invención, la velocidad productiva máxima de la máquina de la presente invención ha sido cercana a las 6.000 cajas por hora en cada conjunto macho y molde, frente a las entre 2.500 y 3.500 cajas por hora por cada conjunto macho y molde de la máquinas del tipo macho linealmente insertable en un molde del estado del arte. Así, la máquina de la presente invención prácticamente duplica la máxima velocidad de formación de cajas, a la vez obteniendo una máquina de fácil e intuitivo manejo incluso ante el cambio de tamaño de caja a formar minimizando los tiempos muertos asociados a estas operaciones, compacta y de reducidos costes, redundando todo esto en un sustancial aumento efectivo de la velocidad de formación de la máquina. Así, la máquina de la presente invención puede llegar a producir cajas a una velocidad de 6.000 cajas a la hora por cada línea de formación. La presente invención cubre expresamente un mayor número de líneas de formación de caja, y preferentemente este es dos tres o cuatro, pudiendo alcanzar máximas velocidades productivas de 12.000, 18.000 o 24.000 cajas a la hora, respectivamente. Por "motor eléctrico", se entenderá en esta memoria cualquier motor eléctrico giratorio, es decir, un motor eléctrico provisto de un eje movible rotacionalmente, y que puede estar materializado en un motor eléctrico giratorio convencional, en un servomotor (motor servo accionable) , o una combinación de estas opciones, entre otras variantes. Por "dispositivo de monitorización rotacional", se entenderá en esta memoria cualquier dispositivo de lectura monitorizada, en particular asociado al eje movible rotacionalmente de un motor eléctrico, que proporciona una respuesta indicativa del movimiento giratorio mpartido por dicho motor, mediante una señal eléctrica que puede ser leída por algún tipo de dispositivo controlador en un dispositivo de control de movimiento. Este dispositivo de monitorización rotacional comprende un detector del movimiento de giro del eje movible del motor eléctrico, por ejemplo, un detector inductivo o fotoeléctrico, o un codificador rotacional (encoder) que monitoriza dicho movimiento, el cual puede optativamente formar parte integrante de un servomotor, o una combinación de estas opciones, entre otras. El término "codificador rotacional" comprende los casos de traductores de posición, como por ejemplo codificadores rotacionales en general, ya sean incrementales o absolutos, es decir, aquellos dotados de un disco con ranuras en su rotor y un elemento de detección óptico en su estátor capaz de detectar bandas opacas y translúcidas del disco determinantes del ángulo girado por su rotor; y por ejemplo "resolvers" (resolvedores) , es decir dispositivos con un sensor electromagnético basado en un transformador, siendo uno de los devanados del transformador rotativo; y comprendiendo también el caso de los traductores de velocidad, por ejemplo, aquellos dispositivos basados en la detección de frecuencia de un generador de pulsos, entre otras opciones. El dispositivo controlador puede comprender uno o más dispositivos controladores programables. Así, los elementos de control de la presente invención, que incluyen los motores eléctricos, dispositivos de monitorización rotacional, e inyectores de cola pueden estar conectados a un único dispositivo de control programable del dispositivo controlador, o pueden estar conectados de forma distribuida en varios dispositivos de control programables del dispositivo controlador, en cuyo caso, preferentemente, uno de ellos (maestro) gobierna al resto (esclavos) . En esta memoria se entenderá que los dispositivos de monitorización rotacional están configurados para monitorizar directa o indirectamente el movimiento giratorio impartido por un eje movible del motor eléctrico al que están acoplados directa o indirectamente. En la monitorización directa, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible del motor eléctrico al que está acoplado. En la monitorización indirecta, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible adicional movido por el eje movible del motor eléctrico, monitorizando así el movimiento giratorio impartido por el eje movible del motor eléctrico al que está indirectamente acoplado. Este eje adicional puede formar parte de una reductora o alternativamente puede estar materializado en un piñón o rueda dentada. En la presente invención el término "dispositivo controlador" comprende los términos "microcontrolador", "controlador", "autómata programable", "sistema de control", "unidad de control", "controlador lógico programable", "procesador", "microprocesador", "computadora" y "ordenador", entre otros. El término "conectado" comprende conectar directa o indirectamente dos elementos mediante cables o mediante una conexión inalámbrica, que pueden ser, por ejemplo, buses de comunicaciones, o cables multifilares o unifilares, cables de fibra óptica o ethernet, por ejemplo, "etherCAT®". En la presente memoria, cada inyector de cola comprende una o más boquillas de cola. En una opción preferente, los empujadores y cabezales de succión son todos ellos movibles mediante un mismo motor eléctrico adicional correspondiente con un segundo motor eléctrico, y el dispositivo de macho que comprende el primer motor eléctrico, segundo motor eléctrico, y codificador rotacional están configurados conjuntamente para mover controladamente los machos independientemente del movimiento controlado y sincronizado de los empujadores y cabezales de succión. En una opción alternativa, los empujadores son movibles controladamente e independientemente de los cabezales de succión mediante motores eléctricos adicionales distintos, correspondientes con un segundo motor eléctrico y un tercer motor eléctrico, respectivamente, estando este tercer motor eléctrico preferentemente acoplado a un tercer dispositivo de monitorización rotacional opcional. Esta opción alternativa cubre expresamente las posibilidades de que los empujadores puedan ser movidos mediante un segundo motor eléctrico común, o mediante segundos motores eléctricos individuales, uno para mover cada empujador y acoplado a un respectivo codificador rotacional. Además, esta opción alternativa cubre expresamente las posibilidades de que los cabezales de succión puedan ser movidos mediante un tercer motor eléctrico común, o mediante terceros motores eléctricos individuales, uno para mover cada cabezal de succión y preferentemente acoplado a un respectivo dispositivo de monitorización rotacional. Preferentemente, el segundo motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores de todas las líneas de formación. Preferentemente, el tercer motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión de todas las líneas de formación. En cualquiera de las realizaciones descritas anteriormente, los machos pueden ser movidos mediante un primer motor eléctrico común, o mediante primeros motores eléctricos individuales, uno para mover cada macho y acoplados a respectivos primeros dispositivos de monitorización rotacionales. Preferentemente, los machos de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico. Hasta este punto, la presente invención aporta distintas soluciones, seleccionando un número concreto de motores eléctricos en la máquina formadora de cajas: uno o más motores eléctricos (primer motor eléctrico) para mover los machos, y uno o más motores eléctricos adicionales para mover empujadores y/o cabezales de succión (segundo motor giratorio y/o tercer motor giratorio) . Esto es especialmente ventajoso para conseguir una máxima velocidad productiva alta, simplificando la manejabilidad de la máquina, incluidas las tareas de regulación a las medidas de plancha cambiantes, reduciendo así los tiempos muertos asociados a esta operación, además de reducir los costes y complejidad de fabricación y automatización (programación) de la misma. Esta ventaja radica en que, en la máquina, el inicio del movimiento de inserción de los machos, el movimiento de los cabezales de succión, y la posición y movimiento de los empujadores, y la apertura y cierre del paso entre inyectores y conducciones de cola mediante las electroválvulas conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional enviado al dispositivo controlador. Es especialmente ventajoso el caso particular preferente en donde un único codificador rotacional está configurado para mover controladamente todos los elementos controlables de la pluralidad de líneas de formación de cajas, y así, toda la máquina. Con esta configuración específica de los elementos movibles y controlables de la máquina en base a los valores obtenidos por codificador rotacional se eliminan potenciales tiempo muertos innecesarios dentro de cada ciclo productivo, aumentado la velocidad de la máquina. Así, preferiblemente, en cada una de las líneas de formación de cajas de la máquina, en base a respectivas posiciones del empujador configuradas para ser determinadas mediante el codificador rotacional y recibidas en el dispositivo controlador: - el dispositivo de macho está configurado para iniciar el movimiento de inserción del macho que causa movimientos simultáneos del empujador y de inserción del macho; y - la al menos una electroválvula está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola y respectivas conducciones de cola flexibles y presurizables. Preferentemente, el dispositivo de macho está configurado para iniciar el movimiento de los machos en sentido de inserción cuando la posición del empujador obtenible mediante el codificador rotacional acoplado al segundo motor eléctrico es una posición distinta a la tercera posición para proporcionar movimientos simultáneos de introducción de macho y longitudinal de empujador. Así, también preferentemente, los cabezales de succión están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores determinada mediante el codificador rotacional. Optativamente, en la máquina, una pluralidad de miembros formadores de caja, materializados preferentemente en dobladores o prensores, dispuestos alrededor de la cavidad de al menos un molde y delimitantes de la cavidad son movibles mediante al menos un actuador conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos. Aquí se independiza el movimiento de los miembros formadores del resto de movimientos de la máquina, lo cual es muy ventajoso para relativas altas velocidades de formación, y particularmente beneficioso en combinación con la independencia de movimiento controlado de los machos respecto del movimiento controlado de los cabezales de succión y empujadores para la alimentación de la plancha a respectivas estaciones de formación. De forma preferente, en la máquina, las conducciones de cola flexibles y presurizables y los inyectores de cola tienen asociadas respectivas resistencia de calentamiento y respectivos sensores de temperatura para el calentamiento controlado de los mismos. Además, el depósito de cola integra unos medios de calentamiento de depósito para calentar y fundir cola y un sensor de temperatura para el control de los medios de calentamiento. También en esta opción preferente, la máquina comprende además una pluralidad de mangueras eléctricas flexibles, cada una conectada entre el dispositivo controlador y las resistencias y sensores asociadas con las conducciones de cola flexibles y presurizables e inyectores de cola. Siguiendo en esta opción preferente, el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión, de las resistencias de calentamiento, y de los sensores de temperatura. Así, aumenta la velocidad de secado de la cola en el dispositivo de anidado de cajas frente a otras soluciones del estado del arte en donde se emplean adhesivos o cola fría, proporcionando una máquina compacta y de manejo intuitivo, ventajosamente reduciendo los tiempos muertos de parada productiva y aumentando la velocidad eficaz de esta, puesto que con esta solución posibilita emplear solamente este tipo de tecnología de encolado, no combinado necesariamente con otras tecnologías de encolado adicionales como cola fría o encolado, posibilitando así su uso a usuarios no altamente cualificados en distintas tecnología de encolado a la vez. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando del objeto de la invención y para ayudar a una mejor comprensión de las características que lo distinguen, se acompaña en la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente: la Fig. 1 es una vista en perspectiva superior delantera de una primera realización de la máquina formadora de cajas de la presente invención; la Fig. 2 es otra vista en perspectiva superior delantera de la máquina de la Fig. 1, en donde se han omitido algunos elementos para mejor visualización del interior de la máquina; las Figs. 3, 4 y 5 son respectivas vistas en perspectiva superior de cajas con paredes laterales inclinadas obtenibles con la máquina de la Fig. 1; la Fig. 6 es la plancha partir de la cual se obtiene la caja de la Fig. 4; la Fig. 7 es una vista en perspectiva superior trasera de la máquina de la Fig. 2, en donde se indica un detalle IV; la Fig. 8 es la vista detalle IV de la Fig. 7, superiormente recortada y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9 es una vista en perspectiva superior trasera de la máquina de la Fig. 7 con dos líneas de formación de cajas y en donde el machos y cargador de cada una de estas se han omitido; la Fig. 9a es la vista detalle IV de la Fig. 7 y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9b es una representación esquemática del aplicador de cola con inyectores de cola y conducciones flexibles y presurizables conectado al dispositivo controlador, del dispositivo de regulación transversal, y de las guías laterales de separación regulable de la máquina de la Fig. 1; la Fig. 9c es una representación esquemática de un extremo de una conducción de cola flexible, presurizable y calefactable conectado a un inyector de cola con una boquilla de cola; las Figs. 10 y 11 son vistas de los dos cabezales de succión y de los empujadores de la máquina, según una vista superior trasera y una vista inferior delantera, respectivamente; la Fig. 12 es una vista en perspectiva superior delantera del dispositivo de macho de la Fig. 9 y en donde se ha representado esquemáticamente un macho en cada miembro vertical; la Fig. 13 es una vista en perspectiva superior lateral del dispositivo de macho de la Fig. 12; la Fig. 14 es una vista lateral de la máquina de la Fig. 9, en donde además se han representado dos de los cuatro inyectores de cola de la misma; y las Figs. 15, 16 y 17 son respectivos esquemas eléctricos de la primera, segunda y tercera realizaciones de la máquina, en donde se representa el dispositivo controlador y los elementos que tiene conectado este, y en donde por mayor claridad se han representado solamente dos de los cuatro inyectores de cola, uno por cada línea de formación de cajas. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN PREFERENTES/ EJEMPLOS Según la primera realización de la presente invención, las Figs. 1, 2, 7 a 9 y 14 muestran una máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, tal como la plancha (P) de la Fig. 6. La plancha (P) de la Fig. 6 está hecha de cartón ondulado o compacto, y tiene una base (F) esencialmente rectangular, con esquinas preferentemente achaflanadas, delimitada adicionalmente por cuatro líneas de base (LF) mutuamente paralelas dos a dos, que separan la base (F) de cuatro paneles laterales (PL) . Estos paneles laterales (PL) tienen en sus extensiones laterales cuatro solapas laterales (SL) dispuestas para unir unos paneles laterales (PL) de la plancha (P) una vez doblados con otros y formar así cuatro paredes laterales (WL) de la caja (B) de la Fig.4. Los paneles laterales (PL) tienen en estas extensiones laterales uno o varios paneles de chaflán (PH) optativos que formarán paredes laterales (WL) de chaflán optativas en las cajas (B) formadas de las Figs. 4 y 5. Estos paneles de chaflán (PH) son, a su vez, adyacentes a una respectiva solapa lateral (SL) . La caja de la Fig. 3 tiene cuatro paredes latearles (WL) y no tiene estas paredes laterales (WL) de chaflán. La máquina (100) de esta primera realización está configurada para depositar los cordones de cola (CC) mostrados sobre la plancha (P) de la Fig. 6, para unir, en cada uno de los dos lados opuestos de la plancha (P) , dos respectivas solapas laterales (SL) derivadas de respectivos extremos de paneles laterales (PL) con otro respectivo panel lateral (PL) y formar así dos paredes laterales (WL) menores y opuestas de la caja (B) . Las otras dos paredes laterales (WL) mayores de la caja (B) de la Fig. 4 incluyen paneles laterales (PL) mayores de la plancha (P) de la Fig. 6. Las planchas (P) asociadas a las Figs. 3 a 6, tienen practicadas unas líneas debilitadas (LF, LL) para facilitar el doblado de partes de la plancha (P) , y formar así una caja (B) , uniendo unas partes de la planchas (P) con otras, mediante cordones de cola (CC) continuos o discontinuos, mostrados en trazado pespuntado en la Fig. 3 y ocultos (aunque también presentes) en las cajas (B) de las Figs. 4 y 5. La máquina (100) de la primera realización comprende dos líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) . Estas líneas están dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador (62) , un cabezal de succión (93) que forman parte integrante de un mecanismo de succión (99) de la máquina (100) , un empujador (48) y dos guías laterales (49) que forman parte integrante de un transportador de la máquina (100) , una estación de formación de cajas, y un dispositivo de anidado de cajas (3) . En las Figs. 1, 2 y 7, cada uno de estos cargadores (62) tiene dos placas laterales (63) de separación regulable entre sí, situadas una a cada lado de las planchas (P) susceptibles de ser apoyadas, tales como la mostrada en la Fig. 6. Cada uno de estos cargadores (62) está configurado adicionalmente para apoyar estas planchas (P) con sus caras con una inclinación respecto a la vertical comprendida entre los 15 y 25 grados. En las Figs. 7 a 9, 10 y 14, cada cabezal de succión (93) tiene dos succionadores (94) materializados en ventosas. Cada cabezal de succión (93) es movible entre una primera posición (no mostrada) , en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición mostrada en las Figs. 8 y 14, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba sobre una respectiva pareja de guías laterales (49) de plancha (Figs. 2 y 8) . Las Figs. 2, 8, 9a, y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí mediante un dispositivo de regulación transversal adicional según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) . El cabezal de succión (93) de cada línea de formación de cajas está configurado para posicionar la plancha (P) entre las guías laterales (49) en la segunda posición. En la Fig. 2, la máquina (100) comprende cuatro raíles de guiado, cada uno de ellos comprendiendo una respectiva placa lateral (63) en un extremo, una respectiva guía lateral (49) y una respectiva extensión de esta en el extremo opuesto, estando estas integradas en una única pieza. En una realización alternativa (no mostrada) , placas laterales (63) y las guías laterales (49) y las extensiones de las guías laterales (49) son piezas distintas, preferentemente regulables independientemente las unas de las otras. En la Fig. 2, el dispositivo de regulación transversal adicional comprende dos elementos guía transversales (57) en cada una de las líneas de formación de cajas, preferentemente materializados en husillos configurados para acercar y alejar las guías laterales (49) distancias iguales. En cada línea de formación de cajas, un elemento guía transversal está ubicado en la estación de conformación de cajas y el otro está ubicado en el cargador (62) y lo soporta. En las Figs. 2, 8, 9a, y 9b, cada una de las dos líneas de formación de cajas comprende un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición. En la tercera posición, respectivas extensiones de las guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) . Las Figs. 1, 8, 9a, y 9b muestran que la máquina (100) comprende además un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles y presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado y en comunicación a unos medios de presión (35) , tal como la bomba de aspiración e impulsión de cola mostrada en la Fig. 9b, en done la presión proporcionada por esta está configurada para ser detectada por un sensor de presión (no mostrado) . En la Fig. 9b, las conducciones de cola flexibles y presurizables (36) conectan respectivos inyectores de cola (4) con el depósito de cola de forma directa. Alternativamente, las conducciones de cola flexibles y presurizables (36) pueden conectar respectivos inyectores de cola (4) con el depósito de cola (30) de forma indirecta, a través de un distribuidor de cola (no mostrado) , de forma que al menos una conducción de cola flexible y presurizable (36) está conectada entre el depósito de cola (30) y el distribuidor, y unas conducciones de cola flexibles y presurizables (36) conectadas entre el distribuidor de cola y los inyectores de cola (4) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos de los citados inyectores de cola (4) del aplicador de cola. Es decir, la máquina (100) comprende cuatro inyectores de cola (4) en total. La Fig. 9c muestra un inyector de cola (4) con una boquilla de cola (4a) . Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) de cada línea de formación de cajas están dispuestos y suspendidos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos conducciones de cola flexibles y presurizables (36) , dos inyectores de cola (4) y dos electroválvulas (Y4) . La Fig. 14 muestra dos de los cuatro inyectores de cola (4) de la máquina (100) . Cada electroválvula (Y4) está configurada para abrir y cerrar un paso de cola entre cada inyector de cola (4) y conducción de cola flexible y presurizable (36) . Cada electroválvula (Y4) está conectada a un dispositivo controlador programable (9) de un dispositivo de control de la máquina (100) , de forma que el dispositivo controlador programable (9) este aplica o quita voltaje a su bobina, que a su vez causa preferiblemente la apertura y cierre del citado paso de cola en una válvula adicional (no mostrada) pilotada neumáticamente situada entre un inyector de cola (4) y el extremo de una conducción de cola flexible y presurizable (36) conectado a este inyector de cola (4) . Siguiendo en las Figs. 9b y 9c, las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencias de calentamiento (33) y respectivos sensores de temperatura (32) para el calentamiento controlado de los mismos. Las resistencias de calentamiento (33) y sensores de temperatura (32) de los inyectores de cola (4) están integrados en unos bloques metálicos (39) en contacto térmico con los inyectores de cola (4) . Preferentemente, las resistencias de calentamiento (33) de las conducciones de cola flexibles y presurizables (36) son unas mallas resistivas de calentamiento, aunque en la Fig. 9c estas se han representado como resistencias para un mejor entendimiento. En la Fig. 9b, el depósito de cola (30) integra unos medios de calentamiento (31) de depósito, tal como unos medios resistivos, para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) . Continuando en la Fig. 9b, la máquina (100) comprende además una pluralidad de mangueras eléctricas flexibles (38) , cada una conectada mediante conectores eléctricos (33a) entre una unidad de control (34) del dispositivo controlador conectada al dispositivo controlador programable (9) y las resistencias y sensores (32, 33) asociados con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) . Cada una de estas mangueras eléctricas flexibles (38) pueden o no pueden estar integradas total o parcialmente en una manguera de cola que incluye una respectiva conducción de cola flexible y presurizable (36) y además calefactable. Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) de la máquina (100) . Estas posiciones son acordes con el tamaño de la plancha (P) para depositar los cordones de cola (CC) paralelos a la dirección longitudinal (X) , y mostrados en la Fig. 6. Este travesaño (27) es perpendicular a las guías laterales (49) y puede ser común a ambas líneas de formación de cajas o puede estar divido en dos tramos, uno para cada línea de formación de cajas. En las Figs. 9a y 9b, cada uno de los inyectores de cola (4) está soportado en un respectivo soporte de inyector (29) del dispositivo de regulación transversal (26) cuya posición fija es adaptable a las dimensiones de la plancha (P) a formar, preferentemente, mediante un husillo (28) . Así, mediante el giro de este husillo (28) en uno u otro sentido, la posición deseada del inyector de cola es variada a lo largo del travesaño (27) . Alternativamente, en una opción no mostrada, cada uno de los soportes de inyector (29) están fijados en posiciones deseadas modificables mediante medios de fijación y liberación al travesaño (27) . Preferentemente, tal como muestra la Fig. 9a, cada línea de formación de cajas de la máquina (100) comprende uno de estos husillos (28) , y además este está configurado para acercar o alejar inyectores de cola (4) entre sí distancias simétricas. En la Fig. 9a, cada uno de los inyectores de cola (4) está a su vez soportado en un respectivo soporte de inyector auxiliar (29a) soportado en un respectivo soporte de inyector (29) . Cada uno de los soportes de inyector auxiliar (29a) dispone de medios de posicionamiento para posicionar individualmente cada inyector de cola (4) según la dirección transversal (Y) y, preferentemente, también según la dirección longitudinal (X) . En las Figs. 2, 9, 12 y 14, cada una de las dos estaciones de formación de cajas comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) . En las Fig. 9, en cada una de las estaciones de formación de cajas, un elemento formador (52) está soportado en cada uno de los dos puentes guía (55) del molde (50) . Adicionalmente, cada una de unas cuatro bridas (54) soportadas en los puentes guía (55) soporta otro elemento formador (53) , siendo estas bridas (54) posicionables a lo largo de los puentes guía (55) . Así, una cualquiera de estas pluralidades de elementos formadores (52, 53) forman parte del molde (50) . En una opción alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, al menos un elemento formador (52, 53) de esta pluralidad puede estar unido a cada una de las dos extensiones de las guías laterales (49) . En otra alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, la pluralidad de elementos formadores (52, 53) están soportados en el dispositivo de anidado de cajas (3) . La Fig. 12 muestra que el macho (6) de cada estación de formación de cajas incluye cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) . Esta base inferior (7) está configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) . Las Figs. 9 y 12 a 14 muestran que la máquina (100) comprende además un dispositivo de macho (10) que comprende un primer motor eléctrico (11) convencional. Este primer motor eléctrico (11) está configurado para mover verticalmente los dos machos (6) , siendo así los machos (6) de todas las líneas de formación de cajas movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . El primer motor eléctrico (11) está acoplado operativamente a un primer dispositivo de monitorización rotacional (15) , configurado para monitorizar indirectamente el ángulo girado por el primer motor eléctrico (11) a través de la monitorización directa del ángulo girado por un eje movible de un primer reductor (65) acoplado al primer motor eléctrico (11) . En las Figs. 9 y 10 a 15 este primer dispositivo de monitorización rotacional (15) es un codificador rotacional. En una opción preferente alternativa (no mostrada) , el primer motor eléctrico (11) y un primer dispositivo de monitorización rotacional (15) materializado en un codificador están integrados en un servomotor. Las Figs. 9 y 12 a 14 muestran que el dispositivo de macho (10) comprende dos guías verticales (21) fijadas en un punto estructural del chasis (1) de la máquina (100) , tal como una placa fija (20) montada en un puente (2) superior del chasis (1) dispuesto por encima de las guías laterales (49) y la cavidad (51) . Este dispositivo de macho (10) comprende además dos bloques guía (22) con capacidad para deslizar en cada guía lineal (21) y fijados en un carro (23) deslizable a lo largo de las guías verticales (21) . El dispositivo de macho (10) comprende adicionalmente el citado carro (23) , que tiene fijados dos miembros verticales (25) que soportan en su extremo inferior un macho (6) cada uno. En un extremo inferior de un miembro vertical (25) se soporta un macho (6) con configuración de cuatro caras laterales (8) inclinadas que puede formar la caja de la Fig. 3. En el extremo inferior del otro miembro vertical (25) se soporta un macho con configuración de ocho caras laterales (8) inclinadas que puede formar la caja de la Fig.4. Así, la máquina (100) está configurada para la formación de cajas de distintas y/o idénticas formas, medidas y/o formatos a la vez. El dispositivo de macho (10) comprende además una guía transversal (19) horizontal montada sobre el carro (23) , y una manivela (16) giratoria dotada de extremos proximal y distal. La manivela (16) está unida indirectamente por su extremo proximal al primer motor eléctrico (11) mediante el primer reductor (65) , y unida articuladamente por su extremo distal en una tercera articulación (17) a un bloque guía adicional (18) con capacidad para deslizar en la guía transversal (19) . En una realización alternativa, (no mostrada) cada macho (10) puede ser movido por un respectivo dispositivo de macho (10) . Siguiendo en la Fig. 1, la máquina (100) tiene asociado además dos dispositivos de anidado de cajas (3) (solo uno es mostrado en la Fig. 1) , uno asociado con cada molde (50) de cada línea de formación de cajas. Cada uno de estos dispositivos de anidado de cajas (3) está configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de una cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada. En este ejemplo, cada dispositivo de anidado de cajas (3) inserta una caja (B) , previamente doblada por las citadas caras laterales (8) y por los elementos formadores (52, 53) materializados en elementos dobladores, dentro de otra, para hacer contactar las paredes laterales (WL) planas de una caja (B) con las paredes laterales (WL) planas de otras cajas (B) formando la citada pila. En cada línea de formación de cajas, el dispositivo de anidado de cajas (3) mostrado de la Fig. 1 está adicionalmente configurado para, mediante este contacto de paredes laterales (WL) planas entre cajas (B) , presionar los cordones de cola (CC) previamente aplicados por los dos correspondientes inyectores de cola (4) , para reforzar la unión por encolado de las paredes laterales (WL) que rodean lateralmente la base (F) de la misma. Las paredes laterales (WL) incluyen los paneles laterales (PL) doblados, e incluyen en las paredes laterales menores además las solapas laterales (SL) dobladas. Cada dispositivo de anidado de cajas (3) está ubicado por debajo de una respectiva embocadura de entrada de una cavidad (51) de un respectivo molde (50) mostrado en la Fig. 14, y está situado en la embocadura de salida del molde (50) . Cada dispositivo de anidado de cajas (3) de la Fig. 1 comprende dos guías de cajas formadas (3a) que las sostienen en una disposición anidada, unas con las otras, formando una pila de cajas (B) antes de salir por una embocadura de salida de la parte inferior de la cavidad (51) . En esta primera realización de la Fig. 1, las guías de cajas formadas (3a) formadas no forman parte integrante del molde (50) pero sí están asociado a este, ya que se encuentran ubicadas para recibir las cajas (B) formadas con paredes laterales inclinadas procedentes del molde (50) . Las guías de caja (3a) de la Fig. 1 no están necesariamente soportadas en el chasis (1) de la máquina (100) . En una realización alternativa (no mostrada) , las dos guías de cajas formadas (3a) pueden estar soportadas en el chasis (1) , preferentemente formando parte integrante de la cavidad (51) del molde (50) y ubicadas en la zona de la citada embocadura de salida del molde (50) . En una segunda realización alternativa (no mostrada) , en la máquina (100) , el citado dispositivo de anidado de cajas (3) está configurado para sustentar las cajas (B) formadas, siendo dicho dispositivo de anidado de cajas (3) movible entre una posición retraída, en donde la superficie de la embocadura de salida asociada al molde (50) es mayor para permitir la caída de una pila de cajas (B) formadas anidadas, y una posición de sustentación, en donde la superficie de la embocadura de salida asociada al molde (50) es menor para permitir la sustentación de una pila de cajas (B) formadas anidadas. Las Figs. 9 a 11 y 14 muestran que los dos empujadores (48) del transportador de planchas y los dos cabezales de succión (93) del mecanismo succionador (99) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) de la máquina (100) correspondiente con un segundo motor eléctrico (64) acoplado a un codificador rotacional (67) . Este codificador rotacional (67) acoplado al segundo motor eléctrico (64) forma parte integrante de un segundo dispositivo de monitorización rotacional, y está configurado para monitorizar indirectamente, a través del giro del eje (66) del reductor secundario (65) , el ángulo girado por el segundo motor eléctrico (64) . El segundo dispositivo de monitorización rotacional (67) incluye además un detector del tipo inductivo (69) para monitorizar indirectamente, a través del giro de una leva (68) acoplada al eje (66) del segundo reductor (65) , el ángulo girado por el segundo motor eléctrico (64) . Las Figs. 9 a 11 y 14 muestran que, en la máquina (100) , el dispositivo de macho (10) que comprende el primer motor eléctrico (11) , el segundo motor eléctrico (64) , el primer dispositivo de monitorización rotacional (15) y el codificador rotacional (67) están onfigurados conjuntamente para mover controladamente los dos machos (6) , independientemente del movimiento controlado y sincronizado de los dos empujadores (48) y los dos cabezales de succión (93) . En el mecanismo succionador (99) , el segundo motor eléctrico (64) y el reductor secundario (65) acoplado al mismo, están configurados para causar el giro de dos barras articuladas (87) en torno a respectivas articulaciones horizontales (88) . Cada una de estas barras articuladas (87) está configurada, a su vez, para causar el giro de una respectiva barra invertida articulada (89) en torno a una respectiva segunda articulación horizontal (90) . Cada barra articulada (87) es movible por la acción de una respetiva barra pivotante (79) en torno a una cuarta articulación (78) inferior de unión con una respectiva palanca (77) , siendo esta movible a su vez mediante un eje conducido secundario (76) horizontal. El extremo superior de la barra pivotante (79) está articulado respecto de la barra articulada (87) en una quinta articulación (83) superior. Este eje conducido secundario (76) es movible mediante un eje conducido primario (70) y una cadena de eslabones secundaria (74) montada sobre dos piñones secundarios (75) , uno fijado en cada eje (70, 76) , y con capacidad de transmitir el movimiento del eje conducido primario (70) al secundario (76) . El eje (66) de salida del reductor secundario (65) movible por el segundo motor eléctrico (64) está configurado para transmitir el movimiento al eje conducido primario (70) mediante una cadena de eslabones primaria (73) montada sobre dos piñones primarios (72) , uno fijado en cada eje (66, 70) . En la máquina (100) , el transportador de planchas comprende una biela (41) acoplada indirectamente, a través del reductor secundario (65) y por su extremo proximal, al segundo motor eléctrico (64) . El transportador adicionalmente incluye un dispositivo de guiado horizontal (45, 46) conectado al extremo distal de dicha biela (41) , estando dicha biela (41) y dispositivo de guiado horizontal (45, 46) configurados para causar el avance y retroceso guiado de los dos empujadores (48) entre sus respectivas segunda y tercera posiciones. Este dispositivo de guiado horizontal (45, 46) comprende una guía lineal horizontal (46) y un bloque guía de transportador (45) acoplado en la guía lineal horizontal (46) . En el extremo distal de la biela (41) , está conectado de forma articulada y deslizante un bloque guía primario (42) , a su vez acoplado en una segunda barra invertida (43) , la cual está unida directa o indirectamente de forma fija en su extremo superior a un soporte de uía (44) en donde van montados los dos empujadores (48) . La Fig. 15 muestra que el primer y segundo motores eléctricos (11, 64) , primer y segundo dispositivos de monitorización rotacional (15, 67) , y los inyectores de cola (4) están conectado a un dispositivo controlador programable (9) de un dispositivo controlador de la máquina (100) , materializado en un único controlador lógico programable (PLC) . Alternativamente, estos elementos pueden estar conectados de forma distribuida en varios PLC, y uno es estos PLC (maestro) es el que gobierna al resto (esclavos) . En la Fig. 9b, el dispositivo controlador programable (9) del dispositivo controlador de la máquina (100) está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) y presión (no mostrado) desde una unidad de control (34) de cola. Esta unidad de control (34) está preferentemente materializada en unas tarjetas a modo de placas electrónicas interconectadas (34a, 34b) , y/o en un PLC (no mostrado) conectado a los medios de calentamiento (31) . La unidad de control (34) está conectada al dispositivo programable (9) mediante un conductor eléctrico configurado para indicar que la temperatura de la cola en el depósito de cola (30) , conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) , y la presión en las conducciones de cola flexibles y presurizables (36) han alcanzado los valores de trabajo, quedando el aplicador de cola listo para aplicar cola. En Figs. 1, 2, 8, 9a, y 9b, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. Volviendo a la Fig. 15, una pluralidad de miembros formadores de caja (5a) optativos y delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) , preferentemente materializado en al menos un cilindro neumático, conectado al dispositivo controlador programable (9) del dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . Además de las anteriormente descritas, la máquina (100) dispone, en cada una de las líneas de formación de cajas, de regulaciones adicionales para adaptarse a distintos tamaños y/o formas y formatos de plancha (P) y caja (B) . Así, las Figs. 10 y 11 muestran que la ubicación del al menos un elemento de succión (94) en el cabezal de succión (94) es modificable mediante unos medios de posicionamiento de succión, y la posición de cada uno de los empujadores (48) en la tercera posición de entrega es regulable respecto al chasis (1) , y preferentemente respecto al soporte guía (44) , mediante unos medios de regulación de empuje. Se nota que la posición de cada empujador (48) es regulable preferiblemente individualmente mediante unas guías y fijaciones. También, en la Fig. 9, la cavidad (51) del molde (50) es regulable en las direcciones longitudinal y transversal mediante un dispositivo de regulación de molde que incluye dos segundos elementos guía (56) mutuamente paralelos, materializados preferentemente en husillos, para regular la posición de un puente guía (55) respecto a otro, y además incluye preferentemente cuatro bridas (54) posicionables, dos a lo largo de cada puente guía (55) . Preferentemente, en las Figs. 12 a 14, el extremo de conexión de cada uno de los miembros verticales (25) con el macho (6) es regulable según la vertical respecto a un punto estructural del carro (23) , por ejemplo, respecto del travesaño (24) fijado al carro (23) . Se detalla a continuación un ejemplo del ciclo automático de funcionamiento de la máquina de la primera realización, aunque este ha sido expuesto implícitamente anteriormente. Antes del ciclo automático de funcionamiento, la máquina (100) ha sido regulada a las dimensiones de la plancha (P) a suministrar y la caja (B) a obtener, incluyendo la regulación de las posiciones de aplicación de cola. Para este último extremo, basta con hacer pasar planchas (P) de prueba mediante el empujador (48) con unos valores de aplicación cola por defecto previamente almacenados en el dispositivo controlador programable (9) , los cuales son modificados, preferentemente mediante el uso de la pantalla táctil (9a) por parte del usuario, en un proceso de mejora iterativo que consume muy poco tiempo de parada productiva. Con la máquina (100) regulada, ambos cargadores (62) son alimentados con planchas (P) planas que quedan apoyadas en los mismos. Las caras de las planchas (P) quedan inclinadas entre 15 y 25 grados respecto a la vertical. Seguidamente, en cada línea de formación de cajas, un cabezal de succión (93) del mecanismo de succionador (99) mueve individualmente planchas desde la primera hasta la segunda posición, y durante este movimiento el empujador (48) se posiciona justo detrás de a parte trasera de la plancha (P) de forma sincronizada gracias a la vinculación motriz de empujador (48) y cabezal de succión (93) del segundo motor eléctrico (64) . Después, el segundo motor eléctrico (64) sigue girando de forma controlada mediante el codificador rotacional (67) , e imprime un movimiento horizontal continuado lineal a la plancha (P) plana, a través del dispositivo de guiado (45, 46) y las guías de planchas laterales (49) del transportador de planchas. Durante este movimiento horizontal de la plancha (P) , los inyectores de cola (4) aplican cordones cola (CC) caliente a presión sobre la plancha (P) en función del ángulo girado por el segundo motor eléctrico (64) monitorizado indirectamente por el conjunto segundo codificador rotacional (67) que incluye el codificador rotacional (67) y el PLC. Para la aplicación de los cordones de cola (CC) , el PLC de la Fig. 15 genera señales indicativas cambiantes y las envía a un relé (K4) asociado con cada inyector de cola (4) , que actúa a su vez sobre la bobina de una respectiva electroválvula (Y4) para abrir y cerrar el paso de cola entre una respectiva conducción de cola flexible y presurizable (36) y un respectivo inyector de cola (4) . Con la plancha (P) de cada línea de formación de cajas en la tercera posición dispuesta entre un macho (6) y un correspondiente molde (50) y soportada en unas extensiones de una pareja de guías laterales (49) , el macho (6) contacta con la plancha (P) en un momento previamente seleccionado a voluntad por el usuario a través de una pantalla táctil (9a) conectada al PLC, gracias a la independencia del movimiento del dispositivo de macho (10) mediante el primer motor eléctrico (11) , del movimiento sincronizado de los elementos movibles movidos por el segundo motor eléctrico (64) . Así, en cada una de las dos líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador programable (9) del dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) (desde una posición intermedia entre la segunda y tercera posiciones hasta la tercera posición) y de inserción del macho (6) ; y - las dos electroválvulas (Y4) están configuradas para abrir y cerrar el paso de cola entre respectivos inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) , y - el cabezal de succión (93) están adicionalmente configurado para iniciar su movimiento de uevo, para un ciclo subsiguiente, desde la primera hacia la segunda posición en base a una posición del empujador (48) determinada mediante el codificador rotacional (67) . En cada línea de formación de cajas, al introducir la plancha (P) dentro de la cavidad (51) del molde (50) , unas porciones de la plancha (P) contactan con una pluralidad de formadores (52, 53) materializados en dobladores para doblar y unir estas porciones con otras y formar una caja (B) , como la mostrada en la Fig. 4. Estos dobladores (52, 53) , en cooperación con las caras laterales (8) inclinadas del macho (6) , proporcionan a la caja (B) la citada forma esencialmente de pirámide truncada invertida. Con el macho (6) en la posición de máxima inserción, la caja (B) ha sido doblada y esta es entonces anidada con otras cajas (B) formadas en un dispositivo de anidado de cajas (3) , atravesando una embocadura de salida del molde (50) en una disposición anida las unas con las otras con sus paredes laterales (WL) en contacto. Este ciclo de funcionamiento se repite de nuevo para la formación de subsiguientes planchas (P) . En la Fig. 15, el PLC puede mover o parar a voluntad el primer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K11) , que a su vez, abre o cierra el contacto de potencia (K011) asociado a este motor. Así mismo, en la Fig. 15, el PLC puede mover o parar a voluntad el segundo motor eléctrico (11) , activando o desactivando una salida conectada al relé (K64) , que a su vez, abre o cierra el contacto de potencia (K064) asociado a este motor. También en la Fig. 15, el PLC puede posicionar a voluntad la parte movible de los cilindros neumáticos (5) en sus posiciones de reposo o activación, activando o desactivando una salida conectada al relé (K5) , que a su vez, gobierna una electroválvula (K064) asociada con el paso de aire para posicionar la parte movible de los cilindros (5) en una de las citadas posiciones. Así, se consigue la independencia del arranque o parada del primer y segundo motores eléctricos (11, 64) , de la aplicación de los cordones de cola (CC) , y del movimiento de los miembros formadores (5a) , respecto del movimiento sincronizado y controlado de los empujadores (48) y cabezales de succión (93) del alimentador de planchas. La segunda realización de máquina (100) de la Fig. 16 comprende todos los elementos y características de la primera realización, excepto porque el segundo motor eléctrico (64) y el segundo codificador rotacional (67) están integrados en un servomotor conectado un ontrolador de servomotor (SC) , a su vez conectado al dispositivo controlador programable (9) . La tercera realización de máquina (100) de la Fig. 17 comprende todos los elementos y características de la seguna realización, excepto porque los dos empujadores (48) son movibles controladamente e independientemente de los dos cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. En la Fig. 17, el segundo motor eléctrico (64) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de las dos líneas de formación. El tercer motor eléctrico (80) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación, y está acoplado a un dispositivo de monitorización rotacional (81) , que en este ejemplo es un codificador rotacional. El PLC puede mover o parar a voluntad el tercer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K80) , que a su vez, abre o cierra el contacto de potencia (K080) asociado a este motor.
+ ES-2864730_A1 MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS SECTOR DE LA TÉCNICA La presente invención presenta una máquina para la formación de cajas de cartón susceptibles de ser anidadas unas dentro de las otras y de distintos tamaños, a partir del encolado y doblado de planchas planas. A lo largo de esta descripción, el material de las planchas planas o láminas con que se obtienen las cajas es cartón ondulado, cartón compacto, y/o similares. Estas planchas tienen una determinada rigidez a la flexión y, preferentemente, tienen practicadas unas líneas debilitadas para facilitar el doblado de partes de la plancha y formar así una caja. PROBLEMA TÉCNICO A RESOLVER Y ANTECEDENTES DE LA INVENCIÓN El problema técnico a resolver es el aumento efectivo de la velocidad productiva de una máquina para la formación de cajas de cartón anidables (insertables) unas dentro de otras y de distintos tamaños, mediante el encolado y doblado de planchas planas. Este aumento efectivo de la velocidad es aquí definido como la combinación de los escenarios de maximizar la velocidad máxima productiva, y minimizar los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina, incluyendo este manejo y uso las tareas de regulación a los distintos tamaños de planchas y caja, contribuyendo todo esto al aumento efectivo de la velocidad productiva. En términos de sostenibilidad medioambiental, las cajas anidables hechas de cartón tienen un ventajoso reducido tiempo de biodegradación y/o un mayor porcentaje de material reciclable frente a materiales plásticos o metálicos. Puesto que la presente invención concierne con una máquina para la obtención de cajas específicamente hechas de cartón, esta requiere estar adaptada a las características mecánicas concretas del cartón en lámina, por ejemplo: resistencia a la compresión, resistencia a la flexión, pandeo, y deformación del mismo, en otros. El documento US2014374472A1 explica que las máquinas empleadas para formar cajas de aluminio por moldeo no pueden ser usadas para formar cajas de cartón por moldeo porque el cartón no es tan maleable y dúctil como el aluminio; si el cartón es alimentado en un aparato para moldear cajas de aluminio, el cartón se desgarraría y/o rompería, impidiendo así obtener la caja por la configuración concreta de los elementos integrantes de tal áquina. En este sentido, se pueden citar también los documentos BE603605A y US2925758A. La máquina formadora de cajas de cartón por encolado y doblado del documento US4861325A, considerado el documento más próximo del estado arte, comprende dos machos 186 de paredes laterales inclinadas para la formación de un contenedor de dos compartimentos con respectivos fondos 12 unidos mediante un pliegue intermedio 14, a partir de una plancha plana. Las cajas sucesivamente formadas con ambos machos son recibidas en un dispositivo de anidado de cajas (elementos 113) asociado con una cavidad 38 donde se introducen ambos machos, poniendo este dispositivo de anidado de cajas las paredes laterales de unas cajas en contacto con las de otras, formando una pila de cajas que quedan anidadas unas dentro de otras. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la caja requiere de pocas operaciones de doblado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas dobladas mientras la máquina sigue simultáneamente formando cajas sucesivas. En este mismo sentido se puede citar el documento US5123888A. Sin embargo, para aprovechar esta ventajosa posibilidad de alta velocidad de formación de la máquina gracias a este macho y al dispositivo de anidado de cajas, la máquina debe además efectuar un movimiento del macho, una alimentación de plancha y una aplicación de cola a una correspondiente alta velocidad de formación efectiva para que el aumento de esta velocidad sea plausible. En el documento US4861325A, el aplicador de cola es movible entre la posición retraída de las Figs. 1 a 3 y la posición de aplicación de cola de las Figs. 4 y 5. Esta aplicación de cola se produce con las planchas paradas y soportadas en el cargador, y mediante unas boquillas de cola 42 del tipo válvula de bola que abren ante la presión por contacto de estas contra la plancha aplicando un punto de cola cada una, provocando todo ello un tiempo muerto en el ciclo formativo. Además, máquina del documento US4861325A es accionada mediante un motor eléctrico 222 que acciona un eje de rotación 170 donde está montada una leva 62, proporcionando este conjunto, a través de tres respectivas pluralidades de barras articuladas, el movimiento pivotante de dos cabezales de succión 90 que transfieren la plancha desde un cargador hasta una posición entre los dos machos y la cavidad, el movimiento vertical de los dos machos 186, y el movimiento pivotante de las boquillas de cola 42, provocando esta onfiguración y número excesivo de elementos movidos mediante el motor eléctrico 222 una severa limitación de la velocidad productiva. Por otro lado, para aumentar la velocidad de formación, los documentos US3176978A, US4861325A, ES2081235A2, y ES2739389A1 divulgan respectivas máquinas formadoras por doblado y encolado de cajas en donde la alimentación de la plancha se efectúa mediante un cargador de planchas inclinado verticalmente, y un cabezal de succión movible para succionar planchas apoyadas en el cargador por una de sus caras y posicionarlas horizontalmente en otra posición con esa misma cara orientada hacia arriba. En los documentos ES2081235A2 y ES2739389A1 el cabezal de succión transfiere las planchas desde el cargador hasta un transportador de planchas que las introduce en una estación de formación. Sin embargo, estas máquinas formadoras no divulgan medios para anidar cajas unas dentro de otras. El documento ES2081235A2 indica que el cabezal de succión sustituye la ya conocida alimentación mediante rodillos para aportar mayor velocidad y eficacia a la máquina. Por otro lado, son conocidas máquinas formadoras de cajas por doblado y encolado de planchas, en donde la alimentación de estas se produce haciendo atravesar la plancha individualmente por fricción entre un par de rodillos alimentadores enfrentados que, gracias al efecto sándwich de estos y a la velocidad relativa entre estos, atrapan y desplazan la plancha por fricción para su transporte desde un primer transportador asociado con un cargador horizontal hacia un segundo transportador horizontal dimensionado para transportar varias planchas a la vez. Esta alimentación implica un transporte de plancha a una velocidad mayor en un tercer transportador horizontal hacia la zona de formación, para controlar este movimiento de alimentación respecto al movimiento del macho. Estas máquinas también están típicamente provistas de rodillos aplicadores de cola causantes de un efecto sándwich de contacto durante el desplazamiento de la plancha entre estos rodillos aplicadores y el segundo transportador. Estos rodillos aplicadores de cola, y la configuración y número excesivo de transportadores para la alimentación de la plancha, complican la adaptación de la máquina a los distintos tamaños de plancha, necesitando de usuarios de mayor cualificación, incurriendo todo esto en un excesivo tiempo de parada productiva de máquina, y además aumentando el coste de fabricación de la máquina, y la longitud y superficie de instalación de la misma. Además, estos rodillos aplicadores y transportadores, y una distancia de paso de plancha de una pared vertical del cargador horizontal situada por encima del primer transportador para suministrar una plancha a partir de una pila de estas, son todos ellos críticos y propensos a recuentes tiempos de parada productiva de la máquina disminuyendo la velocidad efectiva de esta, ya que producen efectos indeseados como deslizamientos entre plancha y rodillos y/o atascos de plancha, más considerando el entorno de partículas de cartón en suspensión y cuerpos extraños de cartón que la propia máquina produce por su uso. EXPLICACIÓN DE LA INVENCIÓN Para solventar los anteriormente expuestos inconvenientes, además de otros, la presente invención presenta una máquina formadora de cajas de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas planas. De un modo conocido en el estado del arte, la máquina comprende: - un cargador de planchas configurado para apoyar estas planchas con sus caras verticales o con una inclinación respecto a la vertical, y que preferentemente incluye dos placas laterales de separación regulable entre sí, situadas una a cada lado de las planchas susceptibles de ser apoyadas; - un cabezal de succión con uno o más elementos succionadores, siendo el cabezal de succión movible entre una primera posición, en donde está configurado para sujetar por succión individualmente estas planchas apoyadas en el cargador por una de sus caras, y una segunda posición, en donde está configurado para posicionar la plancha horizontalmente con esa misma cara de sujeción orientada hacia arriba, y, preferentemente, siendo modificable la ubicación del uno o más elementos succionadores en el cabezal de succión; - un aplicador de cola configurado para aplicar cola sobre partes de la plancha, incluyendo inyectores de cola y unas conducciones de cola flexibles y presurizables conectadas entre los inyectores de cola y un depósito de cola asociado a unos medios de presión, estando estos medios de presión configurados para someter dichas conducciones de cola flexibles y presurizables a presión; - una estación de formación de cajas, que comprende un molde, una pluralidad de elementos formadores que delimitan una cavidad del molde, y un macho movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad, incluyendo el macho cuatro o más caras laterales inclinadas respecto al movimiento del macho y convergentes hacia una base inferior del macho configurada para presionar una base de la plancha posicionada entre el macho y el molde e insertarla al interior de la cavidad para doblar unos paneles laterales de la plancha anexos al fondo de esta y unir con la cola previamente aplicada unos paneles laterales con otros paneles laterales, bien directamente o bien indirectamente a través de paneles adicionales tales como solapas nexas a las paredes laterales, formando así una caja de paredes laterales que delimitan lateralmente el fondo de la caja. Las inclinaciones de las caras laterales y la base inferior del macho proporcionan a este una forma esencialmente de pirámide truncada invertida. Estas inclinaciones de las caras laterales del macho y de las paredes laterales de las cajas permiten que unas cajas sean insertables dentro de otras con sus paredes laterales en contacto, posibilitando una alta velocidad de formación. Optativamente, las aristas de las caras laterales del macho pueden estar achaflanadas formando paredes laterales adicionales de la caja chaflanadas, determinando un macho de ocho o doce caras laterales. Así mismo, la máquina está asociada a un dispositivo de anidado de cajas, configurado para formar una pila de cajas que atraviesa una embocadura de salida de la cavidad en una disposición anidada de unas cajas con las otras, mediante el contacto de las paredes laterales de una caja con las de otras, que además refuerza la unión mediante la cola previamente aplicada, manteniendo las cajas en la forma proporcionada por el macho mientras la citada cola seca. Este dispositivo de anidado de cajas puede o no puede formar parte integrante de la máquina, y/o puede o no puede estar soportado en el chasis de la misma. El dispositivo de anidado de cajas y el macho de paredes inclinadas posibilitan una reducción de tiempos en cada ciclo productivo y entre ciclos productivos consecutivos, posibilitando así alta velocidad de formación de la máquina, ya que la máquina no necesita de numerosas operaciones de doblado y/o pegado, y el dispositivo de anidado de caja permite reforzar la unión por encolado de estas cajas formadas mientras la máquina sigue simultáneamente formando cajas sucesivas. La presente invención propone además, en combinación, de un modo en sí no conocido por el estado de la técnica existente, una serie de características para la citada máquina formadora de cajas que se relacionan a continuación. La citada máquina comprende una pluralidad de líneas de formación de cajas configuradas para formar cajas individualmente e integradas en un mismo chasis. Estas líneas están dispuestas en paralelo entre sí y con mismos sentidos de transporte de plancha según una dirección longitudinal X lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador, un cabezal de succión, una estación de formación de cajas, y un dispositivo de anidado de cajas de los anteriormente referidos. Cada una de estas líneas de formación comprende además dos guías laterales de plancha longitudinales y horizontales de separación regulable entre sí según una dirección transversal Y perpendicular a la dirección longitudinal X. El cabezal de succión está configurado para posicionar la plancha en la segunda posición entre las dos guías laterales. Además, cada una de estas líneas de formación comprende un empujador movible en la dirección longitudinal X para transportar planchas una a una empujándolas por su parte trasera entre las dos guías laterales desde la segunda hacia una tercera posición. Respectivas extensiones de las dos guías laterales se extienden a ambos lados y por encima de la cavidad para sustentar cada una de estas planchas cuando están posicionadas entre el macho y el molde en la tercera posición. Cada guía lateral y su extensión pueden ser parte integrante de la misma pieza o piezas individuales. Igualmente, cada una de estas líneas de formación comprende uno o más de los citados inyectores de cola dispuestos una distancia de separación vertical sobre la plancha cuando esta es empujada entre las guías laterales, respectivas una o más conducciones de cola flexibles y presurizables conectadas a estos uno o más inyectores de cola, y al menos una electroválvula configurada para abrir y cerrar un paso de cola entre uno o más inyectores de cola y una o más conducciones de cola flexibles y presurizables . Los uno o más inyectores de cola y los respectivos extremos de las conducciones de cola flexibles y presurizables conectados a los uno o más inyectores de cola están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño de un dispositivo de regulación transversal perpendicular a las guías laterales acordes con el tamaño de la plancha para depositar cordones de cola paralelos a la dirección longitudinal X. La máquina comprende además un dispositivo de macho configurado para mover los machos, que comprende un primer motor eléctrico acoplado a un primer dispositivo de monitorización rotacional. Igualmente, los empujadores y cabezales de succión son movibles mediante uno o más motores eléctricos adicionales de la máquina, y uno de estos uno o más motores eléctricos adicionales está acoplado a un codificador rotacional. Así mismo, los motores eléctricos, primer dispositivo de monitorización rotacional, codificador rotacional, y electroválvulas están conectados a un dispositivo controlador que incluye un dispositivo controlador programable. También, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha en dos direcciones, longitudinal y transversal, durante el empuje guiado de stas mediante los empujadores y guías laterales sin interferir con este movimiento longitudinal continuado de cada una de las planchas entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal y mediante unos valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional, respectivamente. Preferentemente, el dispositivo controlador programable está configurado para almacenar los valores de aplicación de cola en una memoria del mismo, y estos valores almacenados de inicio y fin de aplicación de cola pueden ser modificables. Estos valores de aplicación de cola pueden corresponder en una proporción lineal con el avance posicional lineal del empujador a partir de la lectura directa o indirecta del movimiento del eje movible de un motor eléctrico obtenido por el codificador rotacional acoplado a este. Ejemplos de estos valores pueden corresponder con un número de impulsos (o pulsos) eléctricos, con una media del ángulo girado (por ejemplo, grados) , o con una medida de distancia (por ejemplo, milímetros) , o con una medida de velocidad (por ejemplo, mm por segundo) , entre otros. En la presente invención, se propone un aumento efectivo de la velocidad de esta máquina maximizando la velocidad máxima productiva evitando tiempos innecesarios dentro del productivo y entre ciclos productivos sucesivos, y minimizando los tiempos muertos de parada productiva asociados con un sencillo y eficaz manejo y uso de la máquina que incluyen las tareas de regulación a los distintos tamaños de planchas y cajas. La máquina aquí obtenida tiene un número reducido de elementos y de manejo intuitivo, redundando esto de nuevo en una fácil adaptación al cambio de medida de plancha a formar posibilitando el manejo de la máquina a operarios no altamente cualificados, constituyendo la máquina, por tanto, una unidad productiva eficazmente veloz, y a la vez sencilla, económica y compacta. La presente invención propone, para aumentar de manera efectiva la velocidad de la máquina incluso ante un cambio de tamaño de caja a formar, dotar a la máquina de una pluralidad de líneas de formación de cajas paralelas con unos cargadores, cabezales de succión, y transportadores de planchas que integran las respectivas guías laterales de plancha y empujadores, además de un aplicador de cola de la máquina específicos, que permiten alimentar individualmente a cada estación de formación de cajas un alto número de planchas por intervalo de tiempo con la cola ya aplicada sobre las mismas, para aprovechar el corto tiempo de formación de caja proporcionado por el macho de caras laterales inclinadas y el dispositivo de anidado de cajas. Las inclinaciones de las caras laterales de cada conjunto macho y dispositivo de anidado de caja permiten conjuntamente aumentar la velocidad máxima de formación de la máquina, ya que el tiempo necesario del macho en la posición insertada para la formación de la caja es mínimo, y que el dispositivo anidado permite que la cola previamente aplicada para unir unas paredes laterales con otras seque en la pila de cajas formada por este dispositivo de anidado de cajas mientras el macho simultáneamente forma cajas de ciclos posteriores. La configuración de apoyo específica de las planchas en el cargador respecto a la vertical permite que la distancia recorrida por los cabezales de succión entre las primera y segunda posiciones se acorte, aumentando la velocidad de alimentación de las planchas. Preferentemente, en la máquina, los cargadores están configurados para apoyar planchas con sus caras con una inclinación respecto a la vertical comprendida entre 10 y 30 grados, y más preferentemente entre 15 y 25 grados. Los cabezales de succión específicos de esta invención son especialmente útiles para aumentar la máxima velocidad productiva porque los cabezales de succión y las planchas sujetadas estos quedan por encima de las guías laterales de plancha en todas las posiciones de movimiento de los cabezales de succión, evitando la introducción de tiempos muertos innecesarios debidos a la interferencia entre los movimientos de los cabezales de succión y empujadores, independizando así estos movimientos. En cada línea de formación de cajas de la máquina, la incorporación de las dos guías de plancha y empujador entre cargador y estación de formación, proporcionan una zona de transición entre estos, mejorando sustancialmente la velocidad productiva de cajas porque posibilita que el macho pueda ser movido en el sentido de inserción dentro de la cavidad del molde aunque el cabezal de succión esté posicionado con una plancha subsiguiente entre las guías laterales de plancha, eliminando tiempos muertos innecesarios entre ciclos de formación consecutivos, contribuyendo además a independizar los movimientos del cabezal de succión y macho, que redunda en una mejora de la velocidad de formación de cajas. Con la máquina de la presente invención, la inyección de cola sobre cualquier posición de la plancha, en las dos direcciones longitudinal y transversal, está configurada para realizarse ventajosamente durante el empuje de las planchas mediante los empujadores de forma guiada con las guías laterales sin interferir con el movimiento longitudinal continuado de cada una de las planchas entre las respectivas segunda y tercera posiciones. Esta no interferencia de la aplicación de cola sobre el movimiento continuado del empujador y plancha entre las segunda y tercera posiciones es gracias a la separación vertical de los inyectores de cola de la máquina sobre las guías laterales y a la capacidad de los inyectores e cola para aplicar la cola a presión sobre la plancha mediante los medios de presión, que además es especialmente ventajoso para formar cajas a altas velocidades. Las guías laterales, inyectores de cola y los extremos de las conducciones de cola flexibles y presurizables son posicionables trasversalmente de forma muy intuitiva y sencilla acortando los tiempos muertos asociados con los frecuentes cambios de medida de plancha. También es muy sencilla e intuitiva la regulación longitudinal de aplicación de cola mediante un valor asociado a la posición del empujador obtenible mediante el codificador rotacional acoplado a un motor eléctrico adicional configurado para mover el empujador. Este motor eléctrico adicional es distinto e independiente a un primer motor eléctrico integrante de un dispositivo de macho, el cual está configurado para mover los machos. El codificador rotacional y la tecnología concreta de aplicación de cola aporta exactitud, precisión y sencillez para la deposición de las colas sobre la plancha ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. Ventajosamente, de modo preferente, los valores de aplicación de cola asociados con la posición de los empujadores obtenibles mediante el codificador rotacional pueden ser independientes de la velocidad longitudinal de empuje de los empujadores, lo cual simplifica la máquina y su manejo ante posibles modificaciones de velocidad de transporte y/o las medias de plancha. En la máquina de la presente invención, cada línea de la pluralidad de líneas de formación de cajas es capaz de formar por sí misma una caja de iguales y/o distintos formatos y/o medidas a las de las otras líneas de formación de cajas, a voluntad del usuario de la máquina. Así, todos los cargadores quedan a un lado de la máquina para suministrar las planchas a todas las líneas desde este lado, y todas las estaciones de formación tienen las embocaduras de salida de la cavidad de caja formada en el lado opuesto de la máquina, reduciendo así el tiempo de parada productiva de la máquina y aumentando la velocidad eficaz de la máquina, incluso ante los frecuentes cambios de medida a los que la máquina puede estar sometida. En la máquina, la repetición de las líneas de formación de cajas (repetición de elementos en sí mismos conocidos en el estado del arte) contribuye a solventar el aumento de la máxima velocidad productiva de la misma, manteniendo a la vez la sencillez y simplicidad de esta. Es muy previsible que la velocidad aumente proporcionalmente con el número de líneas de formación; sin embargo, es especialmente ventajoso el hecho de que, adicionalmente, las causas asociadas con tiempos de parada productiva son los mismos para una máquina de dos líneas que para una máquina de tres, cuatro o más líneas, ya que los subconjuntos ecánicos de la máquina (cargadores, cabezales de succión, empujadores, guías laterales, estaciones de formación, dispositivos de anidado de cajas) están repetidos, aportando así una máquina de simplificada manejabilidad (manejable incluso por operarios no altamente cualificados) , de simplificada controlabilidad y automatización, y de reducidos costes y compacta, frente a soluciones del estado del arte en donde con el fin de conseguir altas velocidades formativas, la manejabilidad y controlabilidad de la máquina es compleja, aumentando los tiempos de parada productiva, costes de fabricación y la superficie ocupada por esta. Diferencialmente, para mover controladamente los subconjuntos mecánicos específicos de la máquina (pluralidad de cabezales de succión, empujadores y machos) , desprovistos ahora de dependencias posicionales y tiempos muertos innecesarios, la presente invención selecciona de forma intencionada la naturaleza y distribución motriz de estos, distinguiéndose esta solución motriz por estar materializada en varios motores eléctricos y dispositivos de monitorización rotacionales acoplados a los mismos, de forma que la máxima velocidad productiva de la máquina aumenta, a la vez que se mantiene una sencilla y eficaz automatización de la máquina, incluyendo una sencilla adaptación de la misma a distintos tamaños de caja que minimiza los tiempos muertos de parada productiva, redundando todo esto en un aumento eficaz de la velocidad de formación de la máquina. En la presente invención, el movimiento de los machos es controlado por el dispositivo de macho que incluye el primer motor eléctrico y el primer dispositivo de monitorización rotacional acoplado a este, y este movimiento es independiente del movimiento controlado de los empujadores y cabezales de succión proporcionado por uno o más motores eléctricos adicionales y el codificador rotacional acoplado a uno de estos, para eliminar tiempos muertos innecesarios entre los machos y cabezales de succión y empujadores en cada línea de formación de cajas. Así, ventajosamente, en la máquina de la presente invención, los machos pueden ser movidos o detenidos a voluntad respecto del movimiento de los empujadores y/o cabezales de succión, o viceversa, eliminando tiempos muertos innecesarios entre estos, y a la vez adaptando la máquina para la formación de una amplia variedad de cajas a una alta velocidad de formación, todo ello de forma sencilla y eficaz. Esta solución motriz de motores eléctricos monitorizados aporta mayor presión y exactitud en los movimientos de estos subconjuntos mecánicos de la máquina, posibilitando altas velocidades frente a una solución motriz fluido-dinámica (ya sea hidráulica o neumática, por ejemplo, basada en cilindros neumáticos) , y también frente a una solución motriz mixta, asada en una combinación desventajosa motores eléctricos y cilindros neumáticos, en donde los cilindros neumáticos determinan una severa limitación de la velocidad. La máquina de la presente invención, dotada con varios motores eléctricos, es muy ventajosa en términos de velocidad máxima de producción frente a máquinas formadoras de cajas del estado del arte en donde machos, cabezales de succión de un mecanismo de succión, y otros elementos movibles de la máquina son todos ellos movidos o detenidos a la vez mediante un motor eléctrico como único punto motriz, tal como sucede en el documento US4861325A) . Desventajosamente, estas máquinas de un único motor eléctrico tienen una indeseada excesiva inercia, ya que este motor debe mover un elevado número de elementos de dimensiones y pesos considerables, limitando su máxima velocidad productiva a entre 2.500 o 3.500 cajas por hora. Muy significativamente, en unos resultados obtenidos experimentalmente para un prototipo fabricado de la máquina del tipo macho linealmente insertable en un molde de la presente invención, la velocidad productiva máxima de la máquina de la presente invención ha sido cercana a las 6.000 cajas por hora en cada conjunto macho y molde, frente a las entre 2.500 y 3.500 cajas por hora por cada conjunto macho y molde de la máquinas del tipo macho linealmente insertable en un molde del estado del arte. Así, la máquina de la presente invención prácticamente duplica la máxima velocidad de formación de cajas, a la vez obteniendo una máquina de fácil e intuitivo manejo incluso ante el cambio de tamaño de caja a formar minimizando los tiempos muertos asociados a estas operaciones, compacta y de reducidos costes, redundando todo esto en un sustancial aumento efectivo de la velocidad de formación de la máquina. Así, la máquina de la presente invención puede llegar a producir cajas a una velocidad de 6.000 cajas a la hora por cada línea de formación. La presente invención cubre expresamente un mayor número de líneas de formación de caja, y preferentemente este es dos tres o cuatro, pudiendo alcanzar máximas velocidades productivas de 12.000, 18.000 o 24.000 cajas a la hora, respectivamente. Por "motor eléctrico", se entenderá en esta memoria cualquier motor eléctrico giratorio, es decir, un motor eléctrico provisto de un eje movible rotacionalmente, y que puede estar materializado en un motor eléctrico giratorio convencional, en un servomotor (motor servo accionable) , o una combinación de estas opciones, entre otras variantes. Por "dispositivo de monitorización rotacional", se entenderá en esta memoria cualquier dispositivo de lectura monitorizada, en particular asociado al eje movible rotacionalmente de un motor eléctrico, que proporciona una respuesta indicativa del movimiento giratorio mpartido por dicho motor, mediante una señal eléctrica que puede ser leída por algún tipo de dispositivo controlador en un dispositivo de control de movimiento. Este dispositivo de monitorización rotacional comprende un detector del movimiento de giro del eje movible del motor eléctrico, por ejemplo, un detector inductivo o fotoeléctrico, o un codificador rotacional (encoder) que monitoriza dicho movimiento, el cual puede optativamente formar parte integrante de un servomotor, o una combinación de estas opciones, entre otras. El término "codificador rotacional" comprende los casos de traductores de posición, como por ejemplo codificadores rotacionales en general, ya sean incrementales o absolutos, es decir, aquellos dotados de un disco con ranuras en su rotor y un elemento de detección óptico en su estátor capaz de detectar bandas opacas y translúcidas del disco determinantes del ángulo girado por su rotor; y por ejemplo "resolvers" (resolvedores) , es decir dispositivos con un sensor electromagnético basado en un transformador, siendo uno de los devanados del transformador rotativo; y comprendiendo también el caso de los traductores de velocidad, por ejemplo, aquellos dispositivos basados en la detección de frecuencia de un generador de pulsos, entre otras opciones. El dispositivo controlador puede comprender uno o más dispositivos controladores programables. Así, los elementos de control de la presente invención, que incluyen los motores eléctricos, dispositivos de monitorización rotacional, e inyectores de cola pueden estar conectados a un único dispositivo de control programable del dispositivo controlador, o pueden estar conectados de forma distribuida en varios dispositivos de control programables del dispositivo controlador, en cuyo caso, preferentemente, uno de ellos (maestro) gobierna al resto (esclavos) . En esta memoria se entenderá que los dispositivos de monitorización rotacional están configurados para monitorizar directa o indirectamente el movimiento giratorio impartido por un eje movible del motor eléctrico al que están acoplados directa o indirectamente. En la monitorización directa, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible del motor eléctrico al que está acoplado. En la monitorización indirecta, el dispositivo de monitorización rotacional está configurado para monitorizar el movimiento giratorio impartido por un eje movible adicional movido por el eje movible del motor eléctrico, monitorizando así el movimiento giratorio impartido por el eje movible del motor eléctrico al que está indirectamente acoplado. Este eje adicional puede formar parte de una reductora o alternativamente puede estar materializado en un piñón o rueda dentada. En la presente invención el término "dispositivo controlador" comprende los términos "microcontrolador", "controlador", "autómata programable", "sistema de control", "unidad de control", "controlador lógico programable", "procesador", "microprocesador", "computadora" y "ordenador", entre otros. El término "conectado" comprende conectar directa o indirectamente dos elementos mediante cables o mediante una conexión inalámbrica, que pueden ser, por ejemplo, buses de comunicaciones, o cables multifilares o unifilares, cables de fibra óptica o ethernet, por ejemplo, "etherCAT®". En la presente memoria, cada inyector de cola comprende una o más boquillas de cola. En una opción preferente, los empujadores y cabezales de succión son todos ellos movibles mediante un mismo motor eléctrico adicional correspondiente con un segundo motor eléctrico, y el dispositivo de macho que comprende el primer motor eléctrico, segundo motor eléctrico, y codificador rotacional están configurados conjuntamente para mover controladamente los machos independientemente del movimiento controlado y sincronizado de los empujadores y cabezales de succión. En una opción alternativa, los empujadores son movibles controladamente e independientemente de los cabezales de succión mediante motores eléctricos adicionales distintos, correspondientes con un segundo motor eléctrico y un tercer motor eléctrico, respectivamente, estando este tercer motor eléctrico preferentemente acoplado a un tercer dispositivo de monitorización rotacional opcional. Esta opción alternativa cubre expresamente las posibilidades de que los empujadores puedan ser movidos mediante un segundo motor eléctrico común, o mediante segundos motores eléctricos individuales, uno para mover cada empujador y acoplado a un respectivo codificador rotacional. Además, esta opción alternativa cubre expresamente las posibilidades de que los cabezales de succión puedan ser movidos mediante un tercer motor eléctrico común, o mediante terceros motores eléctricos individuales, uno para mover cada cabezal de succión y preferentemente acoplado a un respectivo dispositivo de monitorización rotacional. Preferentemente, el segundo motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores de todas las líneas de formación. Preferentemente, el tercer motor eléctrico es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión de todas las líneas de formación. En cualquiera de las realizaciones descritas anteriormente, los machos pueden ser movidos mediante un primer motor eléctrico común, o mediante primeros motores eléctricos individuales, uno para mover cada macho y acoplados a respectivos primeros dispositivos de monitorización rotacionales. Preferentemente, los machos de todas las líneas de formación de cajas son movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico. Hasta este punto, la presente invención aporta distintas soluciones, seleccionando un número concreto de motores eléctricos en la máquina formadora de cajas: uno o más motores eléctricos (primer motor eléctrico) para mover los machos, y uno o más motores eléctricos adicionales para mover empujadores y/o cabezales de succión (segundo motor giratorio y/o tercer motor giratorio) . Esto es especialmente ventajoso para conseguir una máxima velocidad productiva alta, simplificando la manejabilidad de la máquina, incluidas las tareas de regulación a las medidas de plancha cambiantes, reduciendo así los tiempos muertos asociados a esta operación, además de reducir los costes y complejidad de fabricación y automatización (programación) de la misma. Esta ventaja radica en que, en la máquina, el inicio del movimiento de inserción de los machos, el movimiento de los cabezales de succión, y la posición y movimiento de los empujadores, y la apertura y cierre del paso entre inyectores y conducciones de cola mediante las electroválvulas conforman una serie de elementos controlables cuyo accionamiento puede ser determinado de forma controlada en cada línea de formación de cajas a partir de un único valor de referencia correspondiente con el valor de lectura del codificador rotacional enviado al dispositivo controlador. Es especialmente ventajoso el caso particular preferente en donde un único codificador rotacional está configurado para mover controladamente todos los elementos controlables de la pluralidad de líneas de formación de cajas, y así, toda la máquina. Con esta configuración específica de los elementos movibles y controlables de la máquina en base a los valores obtenidos por codificador rotacional se eliminan potenciales tiempo muertos innecesarios dentro de cada ciclo productivo, aumentado la velocidad de la máquina. Así, preferiblemente, en cada una de las líneas de formación de cajas de la máquina, en base a respectivas posiciones del empujador configuradas para ser determinadas mediante el codificador rotacional y recibidas en el dispositivo controlador: - el dispositivo de macho está configurado para iniciar el movimiento de inserción del macho que causa movimientos simultáneos del empujador y de inserción del macho; y - la al menos una electroválvula está configurada para abrir y cerrar el paso de cola entre uno o más inyectores de cola y respectivas conducciones de cola flexibles y presurizables. Preferentemente, el dispositivo de macho está configurado para iniciar el movimiento de los machos en sentido de inserción cuando la posición del empujador obtenible mediante el codificador rotacional acoplado al segundo motor eléctrico es una posición distinta a la tercera posición para proporcionar movimientos simultáneos de introducción de macho y longitudinal de empujador. Así, también preferentemente, los cabezales de succión están adicionalmente configurados para iniciar su movimiento desde la primera hacia la segunda posición en base a una posición de los empujadores determinada mediante el codificador rotacional. Optativamente, en la máquina, una pluralidad de miembros formadores de caja, materializados preferentemente en dobladores o prensores, dispuestos alrededor de la cavidad de al menos un molde y delimitantes de la cavidad son movibles mediante al menos un actuador conectado al dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos. Aquí se independiza el movimiento de los miembros formadores del resto de movimientos de la máquina, lo cual es muy ventajoso para relativas altas velocidades de formación, y particularmente beneficioso en combinación con la independencia de movimiento controlado de los machos respecto del movimiento controlado de los cabezales de succión y empujadores para la alimentación de la plancha a respectivas estaciones de formación. De forma preferente, en la máquina, las conducciones de cola flexibles y presurizables y los inyectores de cola tienen asociadas respectivas resistencia de calentamiento y respectivos sensores de temperatura para el calentamiento controlado de los mismos. Además, el depósito de cola integra unos medios de calentamiento de depósito para calentar y fundir cola y un sensor de temperatura para el control de los medios de calentamiento. También en esta opción preferente, la máquina comprende además una pluralidad de mangueras eléctricas flexibles, cada una conectada entre el dispositivo controlador y las resistencias y sensores asociadas con las conducciones de cola flexibles y presurizables e inyectores de cola. Siguiendo en esta opción preferente, el dispositivo controlador está configurado para recibir información de los medios de calentamiento y presión, de las resistencias de calentamiento, y de los sensores de temperatura. Así, aumenta la velocidad de secado de la cola en el dispositivo de anidado de cajas frente a otras soluciones del estado del arte en donde se emplean adhesivos o cola fría, proporcionando una máquina compacta y de manejo intuitivo, ventajosamente reduciendo los tiempos muertos de parada productiva y aumentando la velocidad eficaz de esta, puesto que con esta solución posibilita emplear solamente este tipo de tecnología de encolado, no combinado necesariamente con otras tecnologías de encolado adicionales como cola fría o encolado, posibilitando así su uso a usuarios no altamente cualificados en distintas tecnología de encolado a la vez. BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando del objeto de la invención y para ayudar a una mejor comprensión de las características que lo distinguen, se acompaña en la presente memoria descriptiva, como parte integrante de la misma, de un juego de planos, en los que con carácter ilustrativo y no limitativo se ha representado lo siguiente: la Fig. 1 es una vista en perspectiva superior delantera de una primera realización de la máquina formadora de cajas de la presente invención; la Fig. 2 es otra vista en perspectiva superior delantera de la máquina de la Fig. 1, en donde se han omitido algunos elementos para mejor visualización del interior de la máquina; las Figs. 3, 4 y 5 son respectivas vistas en perspectiva superior de cajas con paredes laterales inclinadas obtenibles con la máquina de la Fig. 1; la Fig. 6 es la plancha partir de la cual se obtiene la caja de la Fig. 4; la Fig. 7 es una vista en perspectiva superior trasera de la máquina de la Fig. 2, en donde se indica un detalle IV; la Fig. 8 es la vista detalle IV de la Fig. 7, superiormente recortada y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9 es una vista en perspectiva superior trasera de la máquina de la Fig. 7 con dos líneas de formación de cajas y en donde el machos y cargador de cada una de estas se han omitido; la Fig. 9a es la vista detalle IV de la Fig. 7 y en donde las conducciones de cola flexibles y presurizables han sido omitidas; la Fig. 9b es una representación esquemática del aplicador de cola con inyectores de cola y conducciones flexibles y presurizables conectado al dispositivo controlador, del dispositivo de regulación transversal, y de las guías laterales de separación regulable de la máquina de la Fig. 1; la Fig. 9c es una representación esquemática de un extremo de una conducción de cola flexible, presurizable y calefactable conectado a un inyector de cola con una boquilla de cola; las Figs. 10 y 11 son vistas de los dos cabezales de succión y de los empujadores de la máquina, según una vista superior trasera y una vista inferior delantera, respectivamente; la Fig. 12 es una vista en perspectiva superior delantera del dispositivo de macho de la Fig. 9 y en donde se ha representado esquemáticamente un macho en cada miembro vertical; la Fig. 13 es una vista en perspectiva superior lateral del dispositivo de macho de la Fig. 12; la Fig. 14 es una vista lateral de la máquina de la Fig. 9, en donde además se han representado dos de los cuatro inyectores de cola de la misma; y las Figs. 15, 16 y 17 son respectivos esquemas eléctricos de la primera, segunda y tercera realizaciones de la máquina, en donde se representa el dispositivo controlador y los elementos que tiene conectado este, y en donde por mayor claridad se han representado solamente dos de los cuatro inyectores de cola, uno por cada línea de formación de cajas. EXPOSICIÓN DETALLADA DE MODOS DE REALIZACIÓN PREFERENTES/ EJEMPLOS Según la primera realización de la presente invención, las Figs. 1, 2, 7 a 9 y 14 muestran una máquina (100) formadora de cajas (B) de cartón anidables unas dentro de otras y de distintos tamaños por encolado y doblado de planchas (P) planas, tal como la plancha (P) de la Fig. 6. La plancha (P) de la Fig. 6 está hecha de cartón ondulado o compacto, y tiene una base (F) esencialmente rectangular, con esquinas preferentemente achaflanadas, delimitada adicionalmente por cuatro líneas de base (LF) mutuamente paralelas dos a dos, que separan la base (F) de cuatro paneles laterales (PL) . Estos paneles laterales (PL) tienen en sus extensiones laterales cuatro solapas laterales (SL) dispuestas para unir unos paneles laterales (PL) de la plancha (P) una vez doblados con otros y formar así cuatro paredes laterales (WL) de la caja (B) de la Fig.4. Los paneles laterales (PL) tienen en estas extensiones laterales uno o varios paneles de chaflán (PH) optativos que formarán paredes laterales (WL) de chaflán optativas en las cajas (B) formadas de las Figs. 4 y 5. Estos paneles de chaflán (PH) son, a su vez, adyacentes a una respectiva solapa lateral (SL) . La caja de la Fig. 3 tiene cuatro paredes latearles (WL) y no tiene estas paredes laterales (WL) de chaflán. La máquina (100) de esta primera realización está configurada para depositar los cordones de cola (CC) mostrados sobre la plancha (P) de la Fig. 6, para unir, en cada uno de los dos lados opuestos de la plancha (P) , dos respectivas solapas laterales (SL) derivadas de respectivos extremos de paneles laterales (PL) con otro respectivo panel lateral (PL) y formar así dos paredes laterales (WL) menores y opuestas de la caja (B) . Las otras dos paredes laterales (WL) mayores de la caja (B) de la Fig. 4 incluyen paneles laterales (PL) mayores de la plancha (P) de la Fig. 6. Las planchas (P) asociadas a las Figs. 3 a 6, tienen practicadas unas líneas debilitadas (LF, LL) para facilitar el doblado de partes de la plancha (P) , y formar así una caja (B) , uniendo unas partes de la planchas (P) con otras, mediante cordones de cola (CC) continuos o discontinuos, mostrados en trazado pespuntado en la Fig. 3 y ocultos (aunque también presentes) en las cajas (B) de las Figs. 4 y 5. La máquina (100) de la primera realización comprende dos líneas de formación de cajas configuradas para formar cajas (B) individualmente e integradas en un mismo chasis (1) . Estas líneas están dispuestas en paralelo y con mismos sentidos de transporte de plancha según una dirección longitudinal (X) lineal horizontal. Cada una de estas líneas de formación de cajas comprende un cargador (62) , un cabezal de succión (93) que forman parte integrante de un mecanismo de succión (99) de la máquina (100) , un empujador (48) y dos guías laterales (49) que forman parte integrante de un transportador de la máquina (100) , una estación de formación de cajas, y un dispositivo de anidado de cajas (3) . En las Figs. 1, 2 y 7, cada uno de estos cargadores (62) tiene dos placas laterales (63) de separación regulable entre sí, situadas una a cada lado de las planchas (P) susceptibles de ser apoyadas, tales como la mostrada en la Fig. 6. Cada uno de estos cargadores (62) está configurado adicionalmente para apoyar estas planchas (P) con sus caras con una inclinación respecto a la vertical comprendida entre los 15 y 25 grados. En las Figs. 7 a 9, 10 y 14, cada cabezal de succión (93) tiene dos succionadores (94) materializados en ventosas. Cada cabezal de succión (93) es movible entre una primera posición (no mostrada) , en donde está configurado para sujetar por succión individualmente estas planchas (P) apoyadas en el cargador (62) por una de sus caras, y una segunda posición mostrada en las Figs. 8 y 14, en donde está configurado para posicionar la plancha (P) horizontalmente con esa misma cara orientada hacia arriba sobre una respectiva pareja de guías laterales (49) de plancha (Figs. 2 y 8) . Las Figs. 2, 8, 9a, y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos guías laterales (49) de plancha longitudinales y horizontales de separación regulable entre sí mediante un dispositivo de regulación transversal adicional según una dirección transversal (Y) perpendicular a la dirección longitudinal (X) . El cabezal de succión (93) de cada línea de formación de cajas está configurado para posicionar la plancha (P) entre las guías laterales (49) en la segunda posición. En la Fig. 2, la máquina (100) comprende cuatro raíles de guiado, cada uno de ellos comprendiendo una respectiva placa lateral (63) en un extremo, una respectiva guía lateral (49) y una respectiva extensión de esta en el extremo opuesto, estando estas integradas en una única pieza. En una realización alternativa (no mostrada) , placas laterales (63) y las guías laterales (49) y las extensiones de las guías laterales (49) son piezas distintas, preferentemente regulables independientemente las unas de las otras. En la Fig. 2, el dispositivo de regulación transversal adicional comprende dos elementos guía transversales (57) en cada una de las líneas de formación de cajas, preferentemente materializados en husillos configurados para acercar y alejar las guías laterales (49) distancias iguales. En cada línea de formación de cajas, un elemento guía transversal está ubicado en la estación de conformación de cajas y el otro está ubicado en el cargador (62) y lo soporta. En las Figs. 2, 8, 9a, y 9b, cada una de las dos líneas de formación de cajas comprende un empujador (48) movible en la dirección longitudinal (X) para transportar planchas (P) una a una empujándolas por su parte trasera entre las dos guías laterales (49) , desde la segunda hacia una tercera posición. En la tercera posición, respectivas extensiones de las guías laterales (49) se extienden a ambos lados y por encima de la cavidad (51) para sustentar cada una de estas planchas (P) cuando están posicionadas entre el macho (6) y el molde (50) . Las Figs. 1, 8, 9a, y 9b muestran que la máquina (100) comprende además un aplicador de cola configurado para aplicar cola sobre partes de la plancha (P) , incluyendo inyectores de cola (4) y unas conducciones de cola flexibles y presurizables (36) conectadas entre los inyectores de cola (4) y un depósito de cola (30) asociado y en comunicación a unos medios de presión (35) , tal como la bomba de aspiración e impulsión de cola mostrada en la Fig. 9b, en done la presión proporcionada por esta está configurada para ser detectada por un sensor de presión (no mostrado) . En la Fig. 9b, las conducciones de cola flexibles y presurizables (36) conectan respectivos inyectores de cola (4) con el depósito de cola de forma directa. Alternativamente, las conducciones de cola flexibles y presurizables (36) pueden conectar respectivos inyectores de cola (4) con el depósito de cola (30) de forma indirecta, a través de un distribuidor de cola (no mostrado) , de forma que al menos una conducción de cola flexible y presurizable (36) está conectada entre el depósito de cola (30) y el distribuidor, y unas conducciones de cola flexibles y presurizables (36) conectadas entre el distribuidor de cola y los inyectores de cola (4) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos de los citados inyectores de cola (4) del aplicador de cola. Es decir, la máquina (100) comprende cuatro inyectores de cola (4) en total. La Fig. 9c muestra un inyector de cola (4) con una boquilla de cola (4a) . Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) de cada línea de formación de cajas están dispuestos y suspendidos una distancia de separación vertical sobre la plancha (P) cuando esta es empujada entre las guías laterales (49) . Las Figs. 8, 9a y 9b muestran que cada una de las dos líneas de formación de cajas comprende dos conducciones de cola flexibles y presurizables (36) , dos inyectores de cola (4) y dos electroválvulas (Y4) . La Fig. 14 muestra dos de los cuatro inyectores de cola (4) de la máquina (100) . Cada electroválvula (Y4) está configurada para abrir y cerrar un paso de cola entre cada inyector de cola (4) y conducción de cola flexible y presurizable (36) . Cada electroválvula (Y4) está conectada a un dispositivo controlador programable (9) de un dispositivo de control de la máquina (100) , de forma que el dispositivo controlador programable (9) este aplica o quita voltaje a su bobina, que a su vez causa preferiblemente la apertura y cierre del citado paso de cola en una válvula adicional (no mostrada) pilotada neumáticamente situada entre un inyector de cola (4) y el extremo de una conducción de cola flexible y presurizable (36) conectado a este inyector de cola (4) . Siguiendo en las Figs. 9b y 9c, las conducciones de cola flexibles y presurizables (36) y los inyectores de cola (4) tienen asociadas respectivas resistencias de calentamiento (33) y respectivos sensores de temperatura (32) para el calentamiento controlado de los mismos. Las resistencias de calentamiento (33) y sensores de temperatura (32) de los inyectores de cola (4) están integrados en unos bloques metálicos (39) en contacto térmico con los inyectores de cola (4) . Preferentemente, las resistencias de calentamiento (33) de las conducciones de cola flexibles y presurizables (36) son unas mallas resistivas de calentamiento, aunque en la Fig. 9c estas se han representado como resistencias para un mejor entendimiento. En la Fig. 9b, el depósito de cola (30) integra unos medios de calentamiento (31) de depósito, tal como unos medios resistivos, para calentar y fundir cola y un sensor de temperatura (32) para el control de los medios de calentamiento (31) . Continuando en la Fig. 9b, la máquina (100) comprende además una pluralidad de mangueras eléctricas flexibles (38) , cada una conectada mediante conectores eléctricos (33a) entre una unidad de control (34) del dispositivo controlador conectada al dispositivo controlador programable (9) y las resistencias y sensores (32, 33) asociados con las conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) . Cada una de estas mangueras eléctricas flexibles (38) pueden o no pueden estar integradas total o parcialmente en una manguera de cola que incluye una respectiva conducción de cola flexible y presurizable (36) y además calefactable. Las Figs. 8, 9a y 9b muestran que, en cada línea de formación de cajas, los dos inyectores de cola (4) y los respectivos extremos de las conducciones de cola flexibles y presurizables (36) conectados a estos están conjuntamente posicionados fijamente en posiciones deseadas a lo largo de un travesaño (27) de un dispositivo de regulación transversal (26) de la máquina (100) . Estas posiciones son acordes con el tamaño de la plancha (P) para depositar los cordones de cola (CC) paralelos a la dirección longitudinal (X) , y mostrados en la Fig. 6. Este travesaño (27) es perpendicular a las guías laterales (49) y puede ser común a ambas líneas de formación de cajas o puede estar divido en dos tramos, uno para cada línea de formación de cajas. En las Figs. 9a y 9b, cada uno de los inyectores de cola (4) está soportado en un respectivo soporte de inyector (29) del dispositivo de regulación transversal (26) cuya posición fija es adaptable a las dimensiones de la plancha (P) a formar, preferentemente, mediante un husillo (28) . Así, mediante el giro de este husillo (28) en uno u otro sentido, la posición deseada del inyector de cola es variada a lo largo del travesaño (27) . Alternativamente, en una opción no mostrada, cada uno de los soportes de inyector (29) están fijados en posiciones deseadas modificables mediante medios de fijación y liberación al travesaño (27) . Preferentemente, tal como muestra la Fig. 9a, cada línea de formación de cajas de la máquina (100) comprende uno de estos husillos (28) , y además este está configurado para acercar o alejar inyectores de cola (4) entre sí distancias simétricas. En la Fig. 9a, cada uno de los inyectores de cola (4) está a su vez soportado en un respectivo soporte de inyector auxiliar (29a) soportado en un respectivo soporte de inyector (29) . Cada uno de los soportes de inyector auxiliar (29a) dispone de medios de posicionamiento para posicionar individualmente cada inyector de cola (4) según la dirección transversal (Y) y, preferentemente, también según la dirección longitudinal (X) . En las Figs. 2, 9, 12 y 14, cada una de las dos estaciones de formación de cajas comprende un molde (50) , una pluralidad de elementos formadores (52, 53) que delimitan una cavidad (51) del molde (50) , y un macho (6) movible linealmente en sentidos opuestos de inserción y extracción respecto de la cavidad (51) . En las Fig. 9, en cada una de las estaciones de formación de cajas, un elemento formador (52) está soportado en cada uno de los dos puentes guía (55) del molde (50) . Adicionalmente, cada una de unas cuatro bridas (54) soportadas en los puentes guía (55) soporta otro elemento formador (53) , siendo estas bridas (54) posicionables a lo largo de los puentes guía (55) . Así, una cualquiera de estas pluralidades de elementos formadores (52, 53) forman parte del molde (50) . En una opción alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, al menos un elemento formador (52, 53) de esta pluralidad puede estar unido a cada una de las dos extensiones de las guías laterales (49) . En otra alternativa (no mostrada) , en cada una de las estaciones de formación de cajas, la pluralidad de elementos formadores (52, 53) están soportados en el dispositivo de anidado de cajas (3) . La Fig. 12 muestra que el macho (6) de cada estación de formación de cajas incluye cuatro o más caras laterales (8) inclinadas respecto al movimiento del macho (6) y convergentes hacia una base inferior (7) del macho (6) . Esta base inferior (7) está configurada para presionar una base (F) de la plancha (P) posicionada entre el macho (6) y el molde (50) e insertarla al interior de la cavidad (51) para doblar unos paneles laterales (PL) de la plancha (P) y unir con la cola previamente aplicada los unos con los otros y formar una caja (B) de paredes laterales (WL) . Las Figs. 9 y 12 a 14 muestran que la máquina (100) comprende además un dispositivo de macho (10) que comprende un primer motor eléctrico (11) convencional. Este primer motor eléctrico (11) está configurado para mover verticalmente los dos machos (6) , siendo así los machos (6) de todas las líneas de formación de cajas movibles de forma controlada y sincronizada mediante un único motor eléctrico correspondiente con el primer motor eléctrico (11) . El primer motor eléctrico (11) está acoplado operativamente a un primer dispositivo de monitorización rotacional (15) , configurado para monitorizar indirectamente el ángulo girado por el primer motor eléctrico (11) a través de la monitorización directa del ángulo girado por un eje movible de un primer reductor (65) acoplado al primer motor eléctrico (11) . En las Figs. 9 y 10 a 15 este primer dispositivo de monitorización rotacional (15) es un codificador rotacional. En una opción preferente alternativa (no mostrada) , el primer motor eléctrico (11) y un primer dispositivo de monitorización rotacional (15) materializado en un codificador están integrados en un servomotor. Las Figs. 9 y 12 a 14 muestran que el dispositivo de macho (10) comprende dos guías verticales (21) fijadas en un punto estructural del chasis (1) de la máquina (100) , tal como una placa fija (20) montada en un puente (2) superior del chasis (1) dispuesto por encima de las guías laterales (49) y la cavidad (51) . Este dispositivo de macho (10) comprende además dos bloques guía (22) con capacidad para deslizar en cada guía lineal (21) y fijados en un carro (23) deslizable a lo largo de las guías verticales (21) . El dispositivo de macho (10) comprende adicionalmente el citado carro (23) , que tiene fijados dos miembros verticales (25) que soportan en su extremo inferior un macho (6) cada uno. En un extremo inferior de un miembro vertical (25) se soporta un macho (6) con configuración de cuatro caras laterales (8) inclinadas que puede formar la caja de la Fig. 3. En el extremo inferior del otro miembro vertical (25) se soporta un macho con configuración de ocho caras laterales (8) inclinadas que puede formar la caja de la Fig.4. Así, la máquina (100) está configurada para la formación de cajas de distintas y/o idénticas formas, medidas y/o formatos a la vez. El dispositivo de macho (10) comprende además una guía transversal (19) horizontal montada sobre el carro (23) , y una manivela (16) giratoria dotada de extremos proximal y distal. La manivela (16) está unida indirectamente por su extremo proximal al primer motor eléctrico (11) mediante el primer reductor (65) , y unida articuladamente por su extremo distal en una tercera articulación (17) a un bloque guía adicional (18) con capacidad para deslizar en la guía transversal (19) . En una realización alternativa, (no mostrada) cada macho (10) puede ser movido por un respectivo dispositivo de macho (10) . Siguiendo en la Fig. 1, la máquina (100) tiene asociado además dos dispositivos de anidado de cajas (3) (solo uno es mostrado en la Fig. 1) , uno asociado con cada molde (50) de cada línea de formación de cajas. Cada uno de estos dispositivos de anidado de cajas (3) está configurado para formar una pila de cajas (B) que atraviesa una embocadura de salida de una cavidad (51) en una disposición anidada las unas con las otras, mediante el contacto de las paredes laterales (WL) de una caja (B) con las de otras, que además refuerza la unión mediante la cola previamente aplicada. En este ejemplo, cada dispositivo de anidado de cajas (3) inserta una caja (B) , previamente doblada por las citadas caras laterales (8) y por los elementos formadores (52, 53) materializados en elementos dobladores, dentro de otra, para hacer contactar las paredes laterales (WL) planas de una caja (B) con las paredes laterales (WL) planas de otras cajas (B) formando la citada pila. En cada línea de formación de cajas, el dispositivo de anidado de cajas (3) mostrado de la Fig. 1 está adicionalmente configurado para, mediante este contacto de paredes laterales (WL) planas entre cajas (B) , presionar los cordones de cola (CC) previamente aplicados por los dos correspondientes inyectores de cola (4) , para reforzar la unión por encolado de las paredes laterales (WL) que rodean lateralmente la base (F) de la misma. Las paredes laterales (WL) incluyen los paneles laterales (PL) doblados, e incluyen en las paredes laterales menores además las solapas laterales (SL) dobladas. Cada dispositivo de anidado de cajas (3) está ubicado por debajo de una respectiva embocadura de entrada de una cavidad (51) de un respectivo molde (50) mostrado en la Fig. 14, y está situado en la embocadura de salida del molde (50) . Cada dispositivo de anidado de cajas (3) de la Fig. 1 comprende dos guías de cajas formadas (3a) que las sostienen en una disposición anidada, unas con las otras, formando una pila de cajas (B) antes de salir por una embocadura de salida de la parte inferior de la cavidad (51) . En esta primera realización de la Fig. 1, las guías de cajas formadas (3a) formadas no forman parte integrante del molde (50) pero sí están asociado a este, ya que se encuentran ubicadas para recibir las cajas (B) formadas con paredes laterales inclinadas procedentes del molde (50) . Las guías de caja (3a) de la Fig. 1 no están necesariamente soportadas en el chasis (1) de la máquina (100) . En una realización alternativa (no mostrada) , las dos guías de cajas formadas (3a) pueden estar soportadas en el chasis (1) , preferentemente formando parte integrante de la cavidad (51) del molde (50) y ubicadas en la zona de la citada embocadura de salida del molde (50) . En una segunda realización alternativa (no mostrada) , en la máquina (100) , el citado dispositivo de anidado de cajas (3) está configurado para sustentar las cajas (B) formadas, siendo dicho dispositivo de anidado de cajas (3) movible entre una posición retraída, en donde la superficie de la embocadura de salida asociada al molde (50) es mayor para permitir la caída de una pila de cajas (B) formadas anidadas, y una posición de sustentación, en donde la superficie de la embocadura de salida asociada al molde (50) es menor para permitir la sustentación de una pila de cajas (B) formadas anidadas. Las Figs. 9 a 11 y 14 muestran que los dos empujadores (48) del transportador de planchas y los dos cabezales de succión (93) del mecanismo succionador (99) son todos ellos movibles mediante un mismo motor eléctrico adicional (64) de la máquina (100) correspondiente con un segundo motor eléctrico (64) acoplado a un codificador rotacional (67) . Este codificador rotacional (67) acoplado al segundo motor eléctrico (64) forma parte integrante de un segundo dispositivo de monitorización rotacional, y está configurado para monitorizar indirectamente, a través del giro del eje (66) del reductor secundario (65) , el ángulo girado por el segundo motor eléctrico (64) . El segundo dispositivo de monitorización rotacional (67) incluye además un detector del tipo inductivo (69) para monitorizar indirectamente, a través del giro de una leva (68) acoplada al eje (66) del segundo reductor (65) , el ángulo girado por el segundo motor eléctrico (64) . Las Figs. 9 a 11 y 14 muestran que, en la máquina (100) , el dispositivo de macho (10) que comprende el primer motor eléctrico (11) , el segundo motor eléctrico (64) , el primer dispositivo de monitorización rotacional (15) y el codificador rotacional (67) están onfigurados conjuntamente para mover controladamente los dos machos (6) , independientemente del movimiento controlado y sincronizado de los dos empujadores (48) y los dos cabezales de succión (93) . En el mecanismo succionador (99) , el segundo motor eléctrico (64) y el reductor secundario (65) acoplado al mismo, están configurados para causar el giro de dos barras articuladas (87) en torno a respectivas articulaciones horizontales (88) . Cada una de estas barras articuladas (87) está configurada, a su vez, para causar el giro de una respectiva barra invertida articulada (89) en torno a una respectiva segunda articulación horizontal (90) . Cada barra articulada (87) es movible por la acción de una respetiva barra pivotante (79) en torno a una cuarta articulación (78) inferior de unión con una respectiva palanca (77) , siendo esta movible a su vez mediante un eje conducido secundario (76) horizontal. El extremo superior de la barra pivotante (79) está articulado respecto de la barra articulada (87) en una quinta articulación (83) superior. Este eje conducido secundario (76) es movible mediante un eje conducido primario (70) y una cadena de eslabones secundaria (74) montada sobre dos piñones secundarios (75) , uno fijado en cada eje (70, 76) , y con capacidad de transmitir el movimiento del eje conducido primario (70) al secundario (76) . El eje (66) de salida del reductor secundario (65) movible por el segundo motor eléctrico (64) está configurado para transmitir el movimiento al eje conducido primario (70) mediante una cadena de eslabones primaria (73) montada sobre dos piñones primarios (72) , uno fijado en cada eje (66, 70) . En la máquina (100) , el transportador de planchas comprende una biela (41) acoplada indirectamente, a través del reductor secundario (65) y por su extremo proximal, al segundo motor eléctrico (64) . El transportador adicionalmente incluye un dispositivo de guiado horizontal (45, 46) conectado al extremo distal de dicha biela (41) , estando dicha biela (41) y dispositivo de guiado horizontal (45, 46) configurados para causar el avance y retroceso guiado de los dos empujadores (48) entre sus respectivas segunda y tercera posiciones. Este dispositivo de guiado horizontal (45, 46) comprende una guía lineal horizontal (46) y un bloque guía de transportador (45) acoplado en la guía lineal horizontal (46) . En el extremo distal de la biela (41) , está conectado de forma articulada y deslizante un bloque guía primario (42) , a su vez acoplado en una segunda barra invertida (43) , la cual está unida directa o indirectamente de forma fija en su extremo superior a un soporte de uía (44) en donde van montados los dos empujadores (48) . La Fig. 15 muestra que el primer y segundo motores eléctricos (11, 64) , primer y segundo dispositivos de monitorización rotacional (15, 67) , y los inyectores de cola (4) están conectado a un dispositivo controlador programable (9) de un dispositivo controlador de la máquina (100) , materializado en un único controlador lógico programable (PLC) . Alternativamente, estos elementos pueden estar conectados de forma distribuida en varios PLC, y uno es estos PLC (maestro) es el que gobierna al resto (esclavos) . En la Fig. 9b, el dispositivo controlador programable (9) del dispositivo controlador de la máquina (100) está configurado para recibir información de los medios de calentamiento y presión (31, 35) , de las resistencias de calentamiento (33) , y de los sensores de temperatura (32) y presión (no mostrado) desde una unidad de control (34) de cola. Esta unidad de control (34) está preferentemente materializada en unas tarjetas a modo de placas electrónicas interconectadas (34a, 34b) , y/o en un PLC (no mostrado) conectado a los medios de calentamiento (31) . La unidad de control (34) está conectada al dispositivo programable (9) mediante un conductor eléctrico configurado para indicar que la temperatura de la cola en el depósito de cola (30) , conducciones de cola flexibles y presurizables (36) e inyectores de cola (4) , y la presión en las conducciones de cola flexibles y presurizables (36) han alcanzado los valores de trabajo, quedando el aplicador de cola listo para aplicar cola. En Figs. 1, 2, 8, 9a, y 9b, el aplicador de cola está configurado para aplicar cola sobre posiciones deseadas de cada plancha (P) en las direcciones longitudinal y transversal (X, Y) , durante el empuje guiado de estas mediante los empujadores (48) y guías laterales (49) sin interferir con este movimiento longitudinal continuado de cada una de las planchas (P) entre respectivas segunda y tercera posiciones, mediante el dispositivo de regulación transversal (26) y mediante unos valores de aplicación de cola asociados con la posición lineal de los empujadores (48) obtenibles mediante el codificador rotacional (67) , respectivamente. Volviendo a la Fig. 15, una pluralidad de miembros formadores de caja (5a) optativos y delimitantes de la cavidad (51) de al menos un molde (50) son movibles mediante al menos un actuador (5) , preferentemente materializado en al menos un cilindro neumático, conectado al dispositivo controlador programable (9) del dispositivo controlador, independientemente de los movimientos que son capaces de proporcionar los citados motores eléctricos (11, 64, 80) . Además de las anteriormente descritas, la máquina (100) dispone, en cada una de las líneas de formación de cajas, de regulaciones adicionales para adaptarse a distintos tamaños y/o formas y formatos de plancha (P) y caja (B) . Así, las Figs. 10 y 11 muestran que la ubicación del al menos un elemento de succión (94) en el cabezal de succión (94) es modificable mediante unos medios de posicionamiento de succión, y la posición de cada uno de los empujadores (48) en la tercera posición de entrega es regulable respecto al chasis (1) , y preferentemente respecto al soporte guía (44) , mediante unos medios de regulación de empuje. Se nota que la posición de cada empujador (48) es regulable preferiblemente individualmente mediante unas guías y fijaciones. También, en la Fig. 9, la cavidad (51) del molde (50) es regulable en las direcciones longitudinal y transversal mediante un dispositivo de regulación de molde que incluye dos segundos elementos guía (56) mutuamente paralelos, materializados preferentemente en husillos, para regular la posición de un puente guía (55) respecto a otro, y además incluye preferentemente cuatro bridas (54) posicionables, dos a lo largo de cada puente guía (55) . Preferentemente, en las Figs. 12 a 14, el extremo de conexión de cada uno de los miembros verticales (25) con el macho (6) es regulable según la vertical respecto a un punto estructural del carro (23) , por ejemplo, respecto del travesaño (24) fijado al carro (23) . Se detalla a continuación un ejemplo del ciclo automático de funcionamiento de la máquina de la primera realización, aunque este ha sido expuesto implícitamente anteriormente. Antes del ciclo automático de funcionamiento, la máquina (100) ha sido regulada a las dimensiones de la plancha (P) a suministrar y la caja (B) a obtener, incluyendo la regulación de las posiciones de aplicación de cola. Para este último extremo, basta con hacer pasar planchas (P) de prueba mediante el empujador (48) con unos valores de aplicación cola por defecto previamente almacenados en el dispositivo controlador programable (9) , los cuales son modificados, preferentemente mediante el uso de la pantalla táctil (9a) por parte del usuario, en un proceso de mejora iterativo que consume muy poco tiempo de parada productiva. Con la máquina (100) regulada, ambos cargadores (62) son alimentados con planchas (P) planas que quedan apoyadas en los mismos. Las caras de las planchas (P) quedan inclinadas entre 15 y 25 grados respecto a la vertical. Seguidamente, en cada línea de formación de cajas, un cabezal de succión (93) del mecanismo de succionador (99) mueve individualmente planchas desde la primera hasta la segunda posición, y durante este movimiento el empujador (48) se posiciona justo detrás de a parte trasera de la plancha (P) de forma sincronizada gracias a la vinculación motriz de empujador (48) y cabezal de succión (93) del segundo motor eléctrico (64) . Después, el segundo motor eléctrico (64) sigue girando de forma controlada mediante el codificador rotacional (67) , e imprime un movimiento horizontal continuado lineal a la plancha (P) plana, a través del dispositivo de guiado (45, 46) y las guías de planchas laterales (49) del transportador de planchas. Durante este movimiento horizontal de la plancha (P) , los inyectores de cola (4) aplican cordones cola (CC) caliente a presión sobre la plancha (P) en función del ángulo girado por el segundo motor eléctrico (64) monitorizado indirectamente por el conjunto segundo codificador rotacional (67) que incluye el codificador rotacional (67) y el PLC. Para la aplicación de los cordones de cola (CC) , el PLC de la Fig. 15 genera señales indicativas cambiantes y las envía a un relé (K4) asociado con cada inyector de cola (4) , que actúa a su vez sobre la bobina de una respectiva electroválvula (Y4) para abrir y cerrar el paso de cola entre una respectiva conducción de cola flexible y presurizable (36) y un respectivo inyector de cola (4) . Con la plancha (P) de cada línea de formación de cajas en la tercera posición dispuesta entre un macho (6) y un correspondiente molde (50) y soportada en unas extensiones de una pareja de guías laterales (49) , el macho (6) contacta con la plancha (P) en un momento previamente seleccionado a voluntad por el usuario a través de una pantalla táctil (9a) conectada al PLC, gracias a la independencia del movimiento del dispositivo de macho (10) mediante el primer motor eléctrico (11) , del movimiento sincronizado de los elementos movibles movidos por el segundo motor eléctrico (64) . Así, en cada una de las dos líneas de formación de cajas, en base a respectivas posiciones del empujador (48) configuradas para ser determinadas mediante el codificador rotacional (67) y recibidas en el dispositivo controlador programable (9) del dispositivo controlador: - el dispositivo de macho (10) está configurado para iniciar el movimiento de inserción del macho (6) que causa movimientos simultáneos del empujador (48) (desde una posición intermedia entre la segunda y tercera posiciones hasta la tercera posición) y de inserción del macho (6) ; y - las dos electroválvulas (Y4) están configuradas para abrir y cerrar el paso de cola entre respectivos inyectores de cola (4) y respectivas conducciones de cola flexibles y presurizables (36) , y - el cabezal de succión (93) están adicionalmente configurado para iniciar su movimiento de uevo, para un ciclo subsiguiente, desde la primera hacia la segunda posición en base a una posición del empujador (48) determinada mediante el codificador rotacional (67) . En cada línea de formación de cajas, al introducir la plancha (P) dentro de la cavidad (51) del molde (50) , unas porciones de la plancha (P) contactan con una pluralidad de formadores (52, 53) materializados en dobladores para doblar y unir estas porciones con otras y formar una caja (B) , como la mostrada en la Fig. 4. Estos dobladores (52, 53) , en cooperación con las caras laterales (8) inclinadas del macho (6) , proporcionan a la caja (B) la citada forma esencialmente de pirámide truncada invertida. Con el macho (6) en la posición de máxima inserción, la caja (B) ha sido doblada y esta es entonces anidada con otras cajas (B) formadas en un dispositivo de anidado de cajas (3) , atravesando una embocadura de salida del molde (50) en una disposición anida las unas con las otras con sus paredes laterales (WL) en contacto. Este ciclo de funcionamiento se repite de nuevo para la formación de subsiguientes planchas (P) . En la Fig. 15, el PLC puede mover o parar a voluntad el primer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K11) , que a su vez, abre o cierra el contacto de potencia (K011) asociado a este motor. Así mismo, en la Fig. 15, el PLC puede mover o parar a voluntad el segundo motor eléctrico (11) , activando o desactivando una salida conectada al relé (K64) , que a su vez, abre o cierra el contacto de potencia (K064) asociado a este motor. También en la Fig. 15, el PLC puede posicionar a voluntad la parte movible de los cilindros neumáticos (5) en sus posiciones de reposo o activación, activando o desactivando una salida conectada al relé (K5) , que a su vez, gobierna una electroválvula (K064) asociada con el paso de aire para posicionar la parte movible de los cilindros (5) en una de las citadas posiciones. Así, se consigue la independencia del arranque o parada del primer y segundo motores eléctricos (11, 64) , de la aplicación de los cordones de cola (CC) , y del movimiento de los miembros formadores (5a) , respecto del movimiento sincronizado y controlado de los empujadores (48) y cabezales de succión (93) del alimentador de planchas. La segunda realización de máquina (100) de la Fig. 16 comprende todos los elementos y características de la primera realización, excepto porque el segundo motor eléctrico (64) y el segundo codificador rotacional (67) están integrados en un servomotor conectado un ontrolador de servomotor (SC) , a su vez conectado al dispositivo controlador programable (9) . La tercera realización de máquina (100) de la Fig. 17 comprende todos los elementos y características de la seguna realización, excepto porque los dos empujadores (48) son movibles controladamente e independientemente de los dos cabezales de succión (93) mediante motores eléctricos adicionales (64, 80) distintos, correspondientes con un segundo motor eléctrico (64) y un tercer motor eléctrico (80) , respectivamente, estando este tercer motor eléctrico (80) preferentemente acoplado a un tercer dispositivo de monitorización rotacional (81) opcional. En la Fig. 17, el segundo motor eléctrico (64) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los empujadores (48) de las dos líneas de formación. El tercer motor eléctrico (80) de la máquina (100) es un único motor eléctrico configurado para mover de forma controlada y sincronizada los cabezales de succión (93) de todas las líneas de formación, y está acoplado a un dispositivo de monitorización rotacional (81) , que en este ejemplo es un codificador rotacional. El PLC puede mover o parar a voluntad el tercer motor eléctrico (11) , activando o desactivando una salida conectada al relé (K80) , que a su vez, abre o cierra el contacto de potencia (K080) asociado a este motor.
Publicaciones:
ES2864730 (14/10/2021) - A1 Solicitud de patente con informe sobre el estado de la técnica
ES2864730 (19/05/2022) - B2 Patente de invención con examen
Eventos:
En fecha 10/02/2021 se realizó Registro Instancia de Solicitud
En fecha 11/02/2021 se realizó Admisión a Trámite
En fecha 11/02/2021 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 17/02/2021 se realizó Concesión solicitud de reducción de tasas
En fecha 23/02/2021 se realizó Publicación concesión reducción de tasas
En fecha 08/03/2021 se realizó Superado examen de oficio
En fecha 01/10/2021 se realizó Realizado IET
En fecha 06/10/2021 se realizó 1109P_Comunicación Traslado del IET
En fecha 14/10/2021 se realizó Publicación Solicitud
En fecha 14/10/2021 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 19/11/2021 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 23/11/2021 se realizó PETEX_Petición de examen sustantivo
En fecha 18/01/2022 se realizó Inscripcion otro Derecho L202130025
En fecha 31/01/2022 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 04/05/2022 se realizó No existen objeciones a la concesión de la solicitud
En fecha 04/05/2022 se realizó Finalización de Examen Sustantivo
En fecha 04/05/2022 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 10/05/2022 se realizó Publicación finalización de examen sustantivo
En fecha 11/05/2022 se realizó Concesión con examen sustantivo
En fecha 11/05/2022 se realizó Entrega título
En fecha 11/05/2022 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 19/05/2022 se realizó Publicación concesión Patente
En fecha 19/05/2022 se realizó Publicación Folleto Concesión
En fecha 21/11/2022 se realizó Plazo expirado presentación de oposiciones contra la concesión de la Patente
Pagos:
10/02/2021 - Pago Tasas IET
16/05/2023 - Pago 03 Anualidad
22/04/2024 - Pago 04 Anualidad
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 25/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103
El registro de patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103 fue solicitada el 10/02/2021. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103 fue solicitada por TELESFORO GONZALEZ MAQUINARIA SLU mediante los servicios del agente Salvador Javier Sánchez Quiles. El registro [modality] por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103 está clasificado como B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04 según la clasificación internacional de patentes.
Otras invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA SLU
Es posible conocer todas las invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA SLU entre las que se encuentra el registro de patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103. Si se desean conocer más invenciones solicitadas por TELESFORO GONZALEZ MAQUINARIA SLU clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103 está clasificado con la clasificación B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04 por lo que si se desea conocer más registros con la clasificación B31B 50/62,B31B 50/00,B31B 50/07,B31B 50/46,B31B 50/02,B31B 50/04 clicar aquí.Otras invenciones solicitadas a través del representante SALVADOR JAVIER SÁNCHEZ QUILES
Es posible conocer todas las invenciones solicitadas a través del agente SALVADOR JAVIER SÁNCHEZ QUILES entre las que se encuentra el registro patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103. Si se desean conocer más invenciones solicitadas a través del agente SALVADOR JAVIER SÁNCHEZ QUILES clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31
Es posible conocer todas las patentes registradas en la clase B31 (FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABA) entre las que se encuentra la patente MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31B
Es posible conocer todas las patentes registradas en la clase B31B (FABRICACION DE CONTENEDORES DE PAPEL, CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL ) entre las que se encuentra la patente MÁQUINA FORMADORA DE CAJAS CARTÓN ANIDABLES DE DISTINTOS TAMAÑOS POR ENCOLADO Y DOBLADO DE PLANCHAS PLANAS con el número P202130103. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
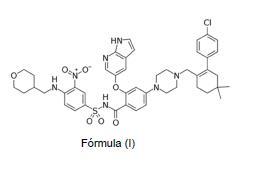
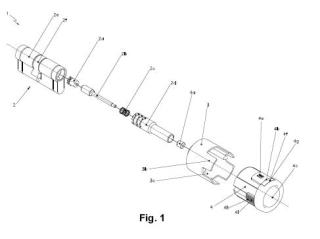
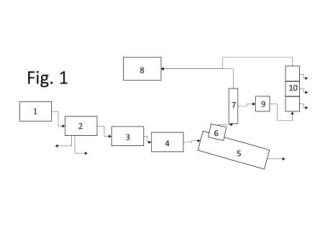
 P202130125
P202130125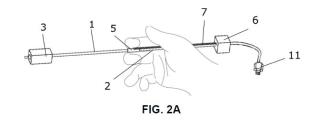 P202130127
P202130127Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







