


- Home /
- Publicaciones de patentes /
- PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS
Patente nacional por "PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS"
Este registro ha sido solicitado por
EXAGRES, S.A.
a través del representanteSANTIAGO SOLER LERMA
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 21/07/2022
- Número solicitud:
-
P202230677
- Número publicación:
-
ES2959122
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
Exagres, S.A.
- Datos del representante:
-
Santiago Soler Lerma
- Clasificación Internacional de Patentes:
- B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10
- Clasificación Internacional de Patentes de la publicación:
- B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2959122_A11.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS caracterizado por que comprende Una primera etapa de extrusión de la pieza, donde, previamente a iniciar la extrusión se coordinan la presión con la que actúa la extrusora (1) con la presión con la que actuará una prensa (7) en una etapa de prensado posterior. En la extrusión quedan definidas las líneas longitudinales de la pieza. El porcentaje de humedad de la pieza tal y como sale de la extrusora es de entre 18% y 20%. Esta primea etapa comprende una subetapa de corte en la que la pieza obtenida de la extrusora se corta en una cortadora (2) por métodos convencionales obteniéndose un taco inicial (4) . Una segunda etapa de transporte y sincronización del taco inicial. En esta etapa el taco inicial es llevado por una mesa de transporte (5) desde la cortadora (3) hasta la mesa de transición. En la mesa de transición la velocidad de desplazamiento del taco inicial se sincroniza con la velocidad de trabajo de la prensa (7) . También se posiciona el taco inicial de manera adecuada para el prensado. Para ello la mesa de transición cuenta con detectores de posición y con reguladores de velocidad. Una tercera etapa de prensado en donde el taco inicial (4) con el porcentaje de humedad con el que viene de la primera etapa, entre un 18% y un 20%, es posicionado en una prensa (7) y es prensado. La fuerza de presando que ejerce la prensa sobre el taco está coordinada con la presión con la que actúa la extrusora. En esta fase se da forma a las líneas no longitudinales del taco inicial y así se conforma un taco final (11) . Una cuarta etapa de secado, posterior a la etapa de prensado, en la que se reduce el porcentaje de humedad del taco final hasta un porcentaje inferior al 1%. 2.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que la segunda etapa de transporte comprende una subetapa de mecanizado en la que se procede a llevar cabo modificaciones de la pieza distintas a las que efectuará la prensa. 3.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que durante la etapa de transporte se detecta la posición del taco inicial y se corrige para su correcto posicionado en la prensa. 4.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que durante la etapa de transporte se detecta la velocidad del taco inicial y se corrige para su correcta sincronización con la prensa. 5.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que el taco inicial se posiciona en la prensa movido por un motor paso por paso. 6.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS caracterizado por que comprende: - Una extrusora (1) de presión variable y medióle. - Una prensa (7) de presión variable y medióle. - Una cortadora (3) a la salida de la extrusora (1) que secciona la pieza cerámica (2) en tacos iniciales (4) . - Un elemento de transporte que traslada los tacos iniciales (4) desde la salida de la extrusora (1) hasta la prensa (7) donde este elemento de transporte comprende: o Una mesa de transporte (5) adecuada para llevar los tacos iniciales desde la cortadora (3) hasta la mesa de transición, o Una mesa de transición (6) adecuada para llevar los tacos iniciales desde la mesa de transporte hasta la prensa (7) , en donde esta mesa de transición regula la velocidad de llegada de los tacos iniciales (4) a la prensa (7) adecuándose a su velocidad de trabajo. 7.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que comprende un elemento de coordinación entre la extrusora (1) y la prensa (7) que coordina la presión de la extrusora (1) y de la prensa (7) . 8.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que el elemento de transporte comprende comprende unas células fotoeléctricas (8) adecuadas para determinar la posición exacta de cada taco inicial (4) y un encóder (9) vinculado a un motor paso a paso (10) que posiciona al taco inicial (4) bajo la prensa (7) . 9.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que comprende además una estación de secado (12) donde se rebaja la humedad del taco final (11) antes de pasar a las operaciones de esmaltado, decorado y horno propios de la industria cerámica.
Los productos y servicios protegidos por este registro son:
B28B 3/26 - B28B 11/16 - B28B 15/00 - B28B 11/10
Descripciones:
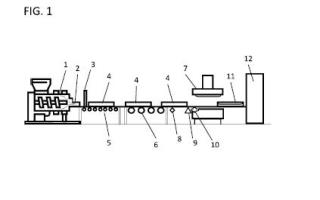
+ ES-2959122_A1 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS La invención, tal y como su nombre indica se refiere a un procedimiento y un dispositivo para la fabricación de piezas cerámicas especialmente, pero no de manera única, sanitarias tales como platos de ducha o lavabos. Con esta invención se busca poder realizar de forma automatizada piezas sanitarias en material cerámico, especialmente en gres porcelánico. El empleo de este material para la fabricación de platos de ducha tiene un comportamiento excelente respecto a parámetros tan relevantes para la aplicación objetivo como los son la capacidad de evacuación del agua, la resistencia a productos químicos y agentes de limpieza, estabilidad superficial y resistencia a variaciones de temperatura entre otras lo cual lo hace idóneo no sólo para la fabricación de piezas de uso en interiores sino también en exterior. La invención que se planeta combina técnicas de extrusión y prensado permitiendo de ese modo el control y automatización del proceso así como la obtención de un material de altísima calidad y formas que no pueden obtenerse mediante técnicas convencionales. El sector de la técnica al que pertenece es el de los materiales de construcción, en concreto los elementos sanitarios. ANTECEDENTES DE LA INVENCIÓN Tradicionalmente los platos de ducha se han fabricado mediante porcelana sanitaria, pero debido a una serie de inconvenientes (superficie fría al tacto, resbaladizas o que no se pueden fabricar a medida entre otros) , poco a poco este material ha sido sustituido por otros, como los platos de ducha acrílicos (fabricados con fibras y reforzados por la parte interior) que presentaban algunas ventajas sobre los anteriores (más cálidos, resbalan menos, más ligeros...) pero que aun así siguen presentando algunos inconvenientes (medidas estándar, sensación de fragilidad, pérdida de tono con el paso del tiempo...) Los platos de ducha de resinas son una de las últimas tipologías que han llegado al mercado. Se fabrican a partir de una masa formada aproximadamente en un 70% de mármol y resinas y el 30% restante por otros materiales. Para la superficie de estos platos de ducha se usan diversos materiales como pueden ser lacas, pinturas epoxi o e poliuretano, etc. Entre las ventajas que presentan estos productos podemos destacar: se fabrican a medida, son más antideslizantes, son cálidos al tacto, se pueden reparar, existe una gran variedad de acabados. Dentro de esta tipología de materiales, cabe destacar también la aparición en el mercado de los platos de ducha de solid-surface. Se trata de un material compuesto por minerales naturales (ATH: Trihidrato de Alúmina) y un bajo porcentaje de resinas de gran resistencia que dota a estos productos de unas características mejoradas respecto a los de resinas convencionales: mayor calidez al tacto, carencia de poros, antibacterias, fabricados sin aditivos, mayor dureza, resistencia y durabilidad. Por último, y más recientemente, hemos visto como algunas empresas del sector de baldosas cerámicas han lanzado al mercado platos de ducha cerámicos. En función del tipo de empresa y de su especialización, se ofrecen productos muy diferentes entre sí, desde sistemas formados a partir de baldosas de gres porcelánico de gran formato y espesor hasta sistemas con subbases plásticas sobre la que se instala un gres porcelánico convencional. No obstante, ninguno de los productos cerámicos que en la actualidad se comercializan como platos de ducha se fabrican siguiendo un proceso de extrusión debido a las limitaciones que supone dicho proceso, de fabricación por boquilla. Sin embargo, precisamente por las características del proceso de fabricación, debido especialmente a la matriz a través de la cual se hace pasar el material cerámico plástico, permite obtener productos cerámicos con unas características únicas, que pueden ser aprovechadas para el diseño de este tipo de productos. De ese modo, frente a otros productos existentes en el mercado (resinas, solid-surface, piedra natural, cerámica, etc.) , el desarrollo de un plato de ducha cerámico extrudido permitiría: - Resolver problemas de resistencia mecánica en zonas debilitadas (rebajes para sifón o similar) que ofrecen otros materiales o procesos productivos. - Mejorar el comportamiento del material frente al choque térmico en comparación con platos de ducha de resinas. - Resolver problemas de deformación durante la manipulación y acopio del producto en obra. - Incrementar la resistencia, durabilidad y salubridad al tratarse de un producto con mínima porosidad. - Incorporar la posibilidad de integrar un sistema de evacuación de aguas oculto (no todos los productos en la actualidad lo permiten) . - Ofrecer un producto libre completamente de emisiones de COVs y con unos impactos ambientales declarados. - Mejorar el diseño e integración con el resto de los revestimientos de la estancia mediante decoración con impresión digital, lo que permitiría resolver la transición con pavimento y con revestimiento. - Mejorar el diseño formal del producto, respecto al resto de platos de ducha cerámicos, debido a las posibilidades que ofrece el sistema de fabricación que se pretende seguir. Un proceso que comprenda una etapa de extrusión y una etapa de prensado permite la realización de piezas con una serie de características que no serían posibles con la mera extrusión entre las que destacan; - Obtener las pendientes necesarias en el plato para la correcta evacuación del agua, evitando así secciones demasiado horizontales. - Optimizar los relieves y/o texturas en superficie que le permitan alcanzar el confort y grado de adherencia exigido para este tipo de entornos. - Aumentar la sección de la pieza y con ella la resistencia mecánica del plato de ducha, característica especialmente valiosa para los platos de ducha instalados en exteriores donde las exigencias mecánicas son mayores. - Resolver el encuentro con paramentos verticales o incluso con el pavimento, evitando así juntas en localizaciones críticas y sus consiguientes problemas de filtraciones. - Obtener un sistema de instalación en seco que permitiría la evacuación de agua a través de las juntas. Otro de los objetivos de la invención es reducir las intervenciones manuales sobre la pieza, evitando accidentes laborales así como que errores humanos puedan generar defectos en las piezas que las conviertan en inservibles, con el consiguiente aumento de residuos. No se tiene conocimiento de ningún proceso para la fabricación de piezas sanitarias que combine una etapa de extrusionado, una de transición y una de prensado sobre la misma pieza. DESCRIPCIÓN DE LA INVENCIÓN La invención se refiere a un proceso y un dispositivo para la fabricación de platos de material sanitario, especialmente platos de ducha, a través de un proceso que combina n extrusionado, un prensado y una transición que posibilita la combinación de ambos procesos. El procedimiento comprende, además de las etapas propias de preparación del material que aquí se obvian, las siguientes: Una primera etapa de extrusionado de la pieza, en donde quedan definidas las líneas longitudinales de la misma. En esta etapa de extrusionado, la presión de la extrusión se coordina con la fuerza de la prensa posterior, de tal forma que puede reducirse la presión en la extrusión con el consiguiente ahorro de energía, ya que en la etapa posterior de prensado se puede aplicar a la pieza la presión adecuada para su compactación. De esta primera etapa de extrusionado se obtiene una pieza húmeda y continua que se corta por métodos convencionales en diferentes tacos. Llamaremos taco a la pieza ya extrusionada y cortada que se dirige a la prensa. Una segunda etapa de transporte, adecuación de la velocidad y posicionado del taco. En esta etapa se transporta el taco desde la extrusora hasta la prensa. En una ejecución preferente el transporte se lleva a cabo a través de una o más bandas transportadoras si bien no se descartan otros sistemas de transporte. En el recorrido entre la extrusora y la prensa se procede a: - Ajustar la velocidad del taco a la velocidad de trabajo de la prensa, lo cual en una ejecución preferente se lleva a cabo de manera automatizada a través de la banda transportadora. - Posicionar el taco para que, a su llegada a la prensa, su ubicación sea exacta. Para ello se coordinan: o una fotocélula que detecta el taco antes de la prensa o un encoder en el motor paso a paso que lee el avance de la cinta transportadora para ajustar la parada del mismo justo en la posición de prensado. En esta etapa de transporte, puede darse un mecanizado manual si fuera necesario para alguna parte de la pieza. Este mecanizado podría darse también tras el prensado si bien en ese momento, al estar la pieza más compactada, sería una tarea más dificultosa. Una tercera etapa de prensado del taco. En esta etapa: - Se lleva a cabo con el taco húmedo con un rango de valor de 18% a 20%, a diferencia del prensado propio de la industria cerámica que es con unos valores de 3-4%. Este prensado con este grado de humedad permite utilizar la pieza salida de la extrusión sin necesidad de una fase previa de secado. - Se prensa un taco ya conformado por extrusión, a diferencia de los sistemas de prensado de la industria cerámica en donde se prensa tierra atomizada. Una cuarta etapa de secado: tras la salida de la prensa se procede a secar la pieza hasta alcanzar una humedad por debajo del 1% como fase previa al esmaltado y cocción. El proceso así explicado se puede ejecutar en un dispositivo que comprende; - Una extrusora de presión variable y medible. - Una prensa de presión variable y medible. - Un elemento de coordinación entre la extrusora y la prensa para adecuar la presión de la extrusora y la prensa. - Un elemento de corte a la salida de la extrusora adecuado para seccionar la pieza y separarla en tacos. - Un elemento de transporte adecuado para trasladar los tacos desde la salida de la extrusora hasta la prensa. Este elemento de transporte comprende; o Un regulador de la velocidad. Este regulador de velocidad coordina la velocidad a la que los tacos aceden a la prensa para adecuarla a la velocidad de trabajo de la prensa. Para ello puede regularse la velocidad de trabajo de la extrusora, la velocidad del transporte o ambas, todo ello en coordinación con la velocidad de trabajo de la prensa. Un localizador del taco, adecuado para determinar la posición exacta de cada taco en la mesa de transporte. o Un posicionador adecuado para verificar que la posición del taco bajo la prensa es la adecuada. - Un elemento de desalojo de la prensa adecuado para sacar de la prensa el taco ya prensado. - Elementos de transporte a secado. Como se ha señalado, el presando se produce en húmedo por lo que tras su paso por la prensa el taco ya prensado debe secarse para rebajar su humedad antes de pasar a las operaciones de esmaltado, decorado y horno. BREVE DESCRIPCIÓN DE LAS FIGURAS La FIGURA 1 muestra de manera esquemática el dispositivo que permite aplicar el procedimiento para la fabricación de piezas cerámicas y así encontramos: Una extrusora (1) que proporciona la pieza lineal (2) de cerámica. Una cortadora (3) que secciona la pieza en línea a la salida de la extrusora conformando los tacos iniciales (4) . Los tacos iniciales (4) avanzan primero por una mesa de transporte (5) que los conduce hasta una mesa de transición (6) en donde se regula la velocidad de los tacos para adecuarla a la velocidad de trabajo de una prensa (7) y se posicionan. Para la regulación de la velocidad y el posicionado de cada taco intervienen una serie de células fotoeléctricas (8) , al menos un Encóder (9) y un motor paso a paso (10) . Una vez prensado, el taco final (11) pasa a una estación de secado (12) para rebajar su humedad y proceder después a su ornamentación, esmaltado y cocción. DESCRIPCIÓN DE UNA FORMA DE LLEVAR A CABO LA INVENCIÓN Se explica aquí una forma de ejecutar la invención que no es limitativa sino meramente explicativa. Procedimiento y dispositivo para la fabricación de platos de ducha por medio de un proceso extrusionado y prensado. El procedimiento comprende las siguientes etapas: Una primera etapa de extrusión de la pieza cerámica (2) donde se definen las líneas longitudinales de dicha pieza. En esta primea etapa, previamente al inicio se coordinan la presión del extrusionado y la fuerza del prensado de tal modo que a una mayor presión en la extrusora será menester menor presión en la prensa ya que la compactación de la pieza será mayor desde la extrusión. No obstante, si la prensa debe realizar alteraciones profundas en el taco, requerirá menor esfuerzo de la prensa si el taco llega con un grado de compactación menor. La coordinación de presiones entre la extrusora y la prensa dependerá del tipo de pieza, el tipo de material y las condiciones del material. Esta coordinación de presiones permite un importante ahorro de costes al limitar el esfuerzo de cada uno de los elementos dichos. De esta etapa se obtiene una pieza cerámica (2) húmeda (entre 18% y 20% de humedad) y continua por cada boquilla de la extrusora. Esta pieza continua se corta después por medios convencionales, en una subetapa de corte, en la que se conforman los tacos iniciale Una segunda etapa de transporte donde a través de una mesa de transporte (5) se lleva el taco inicial hasta una mesa de transición (6) en donde se calibra la velocidad y posicionamiento del taco (4) inicial. La mesa de transporte (5) lleva el taco desde la extrusora hasta la mesa de transición, y la mesa de transición (6) , además de regular la velocidad y posición del taco inicial, lo lleva hasta la prensa (7) . Durante el recorrido entre la extrusora (1) y la prensa (7) se realiza: - La sincronización de la velocidad del taco (4) con la velocidad de trabajo de la prensa (7) a través del proceso automatizado de la banda transportadora. - Se determina el posicionamiento exacto del taco (4) donde se coordinan los datos obtenidos de: o Una fotocélula que detecta en taco (4) en una posición previa a la prensa (7) . o Un Encoder (9) en el motor (10) que detecta el avance de la banda transportadora permitiendo ajustar la parada de dicha banda en la posición del prensado en función de la ubicación del taco (4) . Opcionalmente esta segunda etapa puede comprender una subetapa de mecanización para llevar a cabo las modificaciones de la pieza que no se harán en el prensado. Una tercera etapa de prensado del taco (4) donde en esta etapa: - El taco (4) se encuentra con un porcentaje de humedad entre un 18% y un 20% lo cual permite utilizar la pieza procedente del proceso de extrusión sin necesidad de recurrir a una fase previa de secado. - Se prensa un taco (4) conformado por extrusión. Una cuarta etapa de secado donde el taco final (11) , posterior a la salida de la prensa (7) , se seca hasta alcanzar una humedad por debajo del 1 % siendo la fase previa al esmaltado y la cocción. El dispositivo para ejecutar dicho procedimiento comprende: - Una extrusora (1) de presión variable y medible. - Una prensa (7) de presión variable y medible. - Un elemento de coordinación entre la extrusora (1) y la prensa (7) que adecúa la presión tanto de la extrusora (1) como de la prensa (7) combinando la una con la otra. - Una cortadora (3) a la salida de la extrusora (1) que secciona la pieza cerámica (2) en tacos iniciales (4) . Un elemento de transporte que traslada los tacos iniciales (4) desde la salida de la extrusora (1) hasta la prensa (7) donde este elemento de transporte comprende: o Una mesa de transporte (5) adecuada para llevar los tacos iniciales desde la cortadora (3) hasta la mesa de transición, o Una mesa de transición (6) adecuada para llevar los tacos iniciales desde la mesa de transporte hasta la prensa (7) , en donde esta mesa de transición regula la velocidad de llegada de los tacos iniciales (4) a la prensa (7) adecuándose a su velocidad de trabajo. o Unas células fotoeléctricas (8) ó localizador del taco que determina la posición exacta de cada taco inicial (4) . o Un Encóder (9) ó posicionador en el motor paso a paso (10) que posiciona al taco inicial (4) bajo la prensa (7) . Un elemento de desalojo de la prensa (7) que saca de la prensa el taco final (11) ya prensado. Una estación de secado (12) donde se rebaja la humedad del taco final (11) antes de pasar a las operaciones de esmaltado, decorado y horno propios de la industria cerámica.
Publicaciones:
ES2959122 (20/02/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 21/07/2022 se realizó Registro Instancia de Solicitud
En fecha 22/07/2022 se realizó Admisión a Trámite
En fecha 22/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 22/07/2022 se realizó Concesión solicitud de reducción de tasas
En fecha 26/07/2022 se realizó Superado examen de oficio
En fecha 29/07/2022 se realizó Publicación concesión reducción de tasas
En fecha 17/04/2023 se realizó Realizado IET
En fecha 18/04/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 20/02/2024 se realizó Publicación Solicitud
En fecha 20/02/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
21/07/2022 - Pago Tasas IET
+ ES-2959122_A11.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS caracterizado por que comprende Una primera etapa de extrusión de la pieza, donde, previamente a iniciar la extrusión se coordinan la presión con la que actúa la extrusora (1) con la presión con la que actuará una prensa (7) en una etapa de prensado posterior. En la extrusión quedan definidas las líneas longitudinales de la pieza. El porcentaje de humedad de la pieza tal y como sale de la extrusora es de entre 18% y 20%. Esta primea etapa comprende una subetapa de corte en la que la pieza obtenida de la extrusora se corta en una cortadora (2) por métodos convencionales obteniéndose un taco inicial (4) . Una segunda etapa de transporte y sincronización del taco inicial. En esta etapa el taco inicial es llevado por una mesa de transporte (5) desde la cortadora (3) hasta la mesa de transición. En la mesa de transición la velocidad de desplazamiento del taco inicial se sincroniza con la velocidad de trabajo de la prensa (7) . También se posiciona el taco inicial de manera adecuada para el prensado. Para ello la mesa de transición cuenta con detectores de posición y con reguladores de velocidad. Una tercera etapa de prensado en donde el taco inicial (4) con el porcentaje de humedad con el que viene de la primera etapa, entre un 18% y un 20%, es posicionado en una prensa (7) y es prensado. La fuerza de presando que ejerce la prensa sobre el taco está coordinada con la presión con la que actúa la extrusora. En esta fase se da forma a las líneas no longitudinales del taco inicial y así se conforma un taco final (11) . Una cuarta etapa de secado, posterior a la etapa de prensado, en la que se reduce el porcentaje de humedad del taco final hasta un porcentaje inferior al 1%. 2.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que la segunda etapa de transporte comprende una subetapa de mecanizado en la que se procede a llevar cabo modificaciones de la pieza distintas a las que efectuará la prensa. 3.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que durante la etapa de transporte se detecta la posición del taco inicial y se corrige para su correcto posicionado en la prensa. 4.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que durante la etapa de transporte se detecta la velocidad del taco inicial y se corrige para su correcta sincronización con la prensa. 5.- PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 1 caracterizado por que el taco inicial se posiciona en la prensa movido por un motor paso por paso. 6.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS caracterizado por que comprende: - Una extrusora (1) de presión variable y medióle. - Una prensa (7) de presión variable y medióle. - Una cortadora (3) a la salida de la extrusora (1) que secciona la pieza cerámica (2) en tacos iniciales (4) . - Un elemento de transporte que traslada los tacos iniciales (4) desde la salida de la extrusora (1) hasta la prensa (7) donde este elemento de transporte comprende: o Una mesa de transporte (5) adecuada para llevar los tacos iniciales desde la cortadora (3) hasta la mesa de transición, o Una mesa de transición (6) adecuada para llevar los tacos iniciales desde la mesa de transporte hasta la prensa (7) , en donde esta mesa de transición regula la velocidad de llegada de los tacos iniciales (4) a la prensa (7) adecuándose a su velocidad de trabajo. 7.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que comprende un elemento de coordinación entre la extrusora (1) y la prensa (7) que coordina la presión de la extrusora (1) y de la prensa (7) . 8.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que el elemento de transporte comprende comprende unas células fotoeléctricas (8) adecuadas para determinar la posición exacta de cada taco inicial (4) y un encóder (9) vinculado a un motor paso a paso (10) que posiciona al taco inicial (4) bajo la prensa (7) . 9.- DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS conforme reivindicación 6 caracterizado por que comprende además una estación de secado (12) donde se rebaja la humedad del taco final (11) antes de pasar a las operaciones de esmaltado, decorado y horno propios de la industria cerámica.
Los productos y servicios protegidos por este registro son:
B28B 3/26 - B28B 11/16 - B28B 15/00 - B28B 11/10
Descripciones:
+ ES-2959122_A1 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS La invención, tal y como su nombre indica se refiere a un procedimiento y un dispositivo para la fabricación de piezas cerámicas especialmente, pero no de manera única, sanitarias tales como platos de ducha o lavabos. Con esta invención se busca poder realizar de forma automatizada piezas sanitarias en material cerámico, especialmente en gres porcelánico. El empleo de este material para la fabricación de platos de ducha tiene un comportamiento excelente respecto a parámetros tan relevantes para la aplicación objetivo como los son la capacidad de evacuación del agua, la resistencia a productos químicos y agentes de limpieza, estabilidad superficial y resistencia a variaciones de temperatura entre otras lo cual lo hace idóneo no sólo para la fabricación de piezas de uso en interiores sino también en exterior. La invención que se planeta combina técnicas de extrusión y prensado permitiendo de ese modo el control y automatización del proceso así como la obtención de un material de altísima calidad y formas que no pueden obtenerse mediante técnicas convencionales. El sector de la técnica al que pertenece es el de los materiales de construcción, en concreto los elementos sanitarios. ANTECEDENTES DE LA INVENCIÓN Tradicionalmente los platos de ducha se han fabricado mediante porcelana sanitaria, pero debido a una serie de inconvenientes (superficie fría al tacto, resbaladizas o que no se pueden fabricar a medida entre otros) , poco a poco este material ha sido sustituido por otros, como los platos de ducha acrílicos (fabricados con fibras y reforzados por la parte interior) que presentaban algunas ventajas sobre los anteriores (más cálidos, resbalan menos, más ligeros...) pero que aun así siguen presentando algunos inconvenientes (medidas estándar, sensación de fragilidad, pérdida de tono con el paso del tiempo...) Los platos de ducha de resinas son una de las últimas tipologías que han llegado al mercado. Se fabrican a partir de una masa formada aproximadamente en un 70% de mármol y resinas y el 30% restante por otros materiales. Para la superficie de estos platos de ducha se usan diversos materiales como pueden ser lacas, pinturas epoxi o e poliuretano, etc. Entre las ventajas que presentan estos productos podemos destacar: se fabrican a medida, son más antideslizantes, son cálidos al tacto, se pueden reparar, existe una gran variedad de acabados. Dentro de esta tipología de materiales, cabe destacar también la aparición en el mercado de los platos de ducha de solid-surface. Se trata de un material compuesto por minerales naturales (ATH: Trihidrato de Alúmina) y un bajo porcentaje de resinas de gran resistencia que dota a estos productos de unas características mejoradas respecto a los de resinas convencionales: mayor calidez al tacto, carencia de poros, antibacterias, fabricados sin aditivos, mayor dureza, resistencia y durabilidad. Por último, y más recientemente, hemos visto como algunas empresas del sector de baldosas cerámicas han lanzado al mercado platos de ducha cerámicos. En función del tipo de empresa y de su especialización, se ofrecen productos muy diferentes entre sí, desde sistemas formados a partir de baldosas de gres porcelánico de gran formato y espesor hasta sistemas con subbases plásticas sobre la que se instala un gres porcelánico convencional. No obstante, ninguno de los productos cerámicos que en la actualidad se comercializan como platos de ducha se fabrican siguiendo un proceso de extrusión debido a las limitaciones que supone dicho proceso, de fabricación por boquilla. Sin embargo, precisamente por las características del proceso de fabricación, debido especialmente a la matriz a través de la cual se hace pasar el material cerámico plástico, permite obtener productos cerámicos con unas características únicas, que pueden ser aprovechadas para el diseño de este tipo de productos. De ese modo, frente a otros productos existentes en el mercado (resinas, solid-surface, piedra natural, cerámica, etc.) , el desarrollo de un plato de ducha cerámico extrudido permitiría: - Resolver problemas de resistencia mecánica en zonas debilitadas (rebajes para sifón o similar) que ofrecen otros materiales o procesos productivos. - Mejorar el comportamiento del material frente al choque térmico en comparación con platos de ducha de resinas. - Resolver problemas de deformación durante la manipulación y acopio del producto en obra. - Incrementar la resistencia, durabilidad y salubridad al tratarse de un producto con mínima porosidad. - Incorporar la posibilidad de integrar un sistema de evacuación de aguas oculto (no todos los productos en la actualidad lo permiten) . - Ofrecer un producto libre completamente de emisiones de COVs y con unos impactos ambientales declarados. - Mejorar el diseño e integración con el resto de los revestimientos de la estancia mediante decoración con impresión digital, lo que permitiría resolver la transición con pavimento y con revestimiento. - Mejorar el diseño formal del producto, respecto al resto de platos de ducha cerámicos, debido a las posibilidades que ofrece el sistema de fabricación que se pretende seguir. Un proceso que comprenda una etapa de extrusión y una etapa de prensado permite la realización de piezas con una serie de características que no serían posibles con la mera extrusión entre las que destacan; - Obtener las pendientes necesarias en el plato para la correcta evacuación del agua, evitando así secciones demasiado horizontales. - Optimizar los relieves y/o texturas en superficie que le permitan alcanzar el confort y grado de adherencia exigido para este tipo de entornos. - Aumentar la sección de la pieza y con ella la resistencia mecánica del plato de ducha, característica especialmente valiosa para los platos de ducha instalados en exteriores donde las exigencias mecánicas son mayores. - Resolver el encuentro con paramentos verticales o incluso con el pavimento, evitando así juntas en localizaciones críticas y sus consiguientes problemas de filtraciones. - Obtener un sistema de instalación en seco que permitiría la evacuación de agua a través de las juntas. Otro de los objetivos de la invención es reducir las intervenciones manuales sobre la pieza, evitando accidentes laborales así como que errores humanos puedan generar defectos en las piezas que las conviertan en inservibles, con el consiguiente aumento de residuos. No se tiene conocimiento de ningún proceso para la fabricación de piezas sanitarias que combine una etapa de extrusionado, una de transición y una de prensado sobre la misma pieza. DESCRIPCIÓN DE LA INVENCIÓN La invención se refiere a un proceso y un dispositivo para la fabricación de platos de material sanitario, especialmente platos de ducha, a través de un proceso que combina n extrusionado, un prensado y una transición que posibilita la combinación de ambos procesos. El procedimiento comprende, además de las etapas propias de preparación del material que aquí se obvian, las siguientes: Una primera etapa de extrusionado de la pieza, en donde quedan definidas las líneas longitudinales de la misma. En esta etapa de extrusionado, la presión de la extrusión se coordina con la fuerza de la prensa posterior, de tal forma que puede reducirse la presión en la extrusión con el consiguiente ahorro de energía, ya que en la etapa posterior de prensado se puede aplicar a la pieza la presión adecuada para su compactación. De esta primera etapa de extrusionado se obtiene una pieza húmeda y continua que se corta por métodos convencionales en diferentes tacos. Llamaremos taco a la pieza ya extrusionada y cortada que se dirige a la prensa. Una segunda etapa de transporte, adecuación de la velocidad y posicionado del taco. En esta etapa se transporta el taco desde la extrusora hasta la prensa. En una ejecución preferente el transporte se lleva a cabo a través de una o más bandas transportadoras si bien no se descartan otros sistemas de transporte. En el recorrido entre la extrusora y la prensa se procede a: - Ajustar la velocidad del taco a la velocidad de trabajo de la prensa, lo cual en una ejecución preferente se lleva a cabo de manera automatizada a través de la banda transportadora. - Posicionar el taco para que, a su llegada a la prensa, su ubicación sea exacta. Para ello se coordinan: o una fotocélula que detecta el taco antes de la prensa o un encoder en el motor paso a paso que lee el avance de la cinta transportadora para ajustar la parada del mismo justo en la posición de prensado. En esta etapa de transporte, puede darse un mecanizado manual si fuera necesario para alguna parte de la pieza. Este mecanizado podría darse también tras el prensado si bien en ese momento, al estar la pieza más compactada, sería una tarea más dificultosa. Una tercera etapa de prensado del taco. En esta etapa: - Se lleva a cabo con el taco húmedo con un rango de valor de 18% a 20%, a diferencia del prensado propio de la industria cerámica que es con unos valores de 3-4%. Este prensado con este grado de humedad permite utilizar la pieza salida de la extrusión sin necesidad de una fase previa de secado. - Se prensa un taco ya conformado por extrusión, a diferencia de los sistemas de prensado de la industria cerámica en donde se prensa tierra atomizada. Una cuarta etapa de secado: tras la salida de la prensa se procede a secar la pieza hasta alcanzar una humedad por debajo del 1% como fase previa al esmaltado y cocción. El proceso así explicado se puede ejecutar en un dispositivo que comprende; - Una extrusora de presión variable y medible. - Una prensa de presión variable y medible. - Un elemento de coordinación entre la extrusora y la prensa para adecuar la presión de la extrusora y la prensa. - Un elemento de corte a la salida de la extrusora adecuado para seccionar la pieza y separarla en tacos. - Un elemento de transporte adecuado para trasladar los tacos desde la salida de la extrusora hasta la prensa. Este elemento de transporte comprende; o Un regulador de la velocidad. Este regulador de velocidad coordina la velocidad a la que los tacos aceden a la prensa para adecuarla a la velocidad de trabajo de la prensa. Para ello puede regularse la velocidad de trabajo de la extrusora, la velocidad del transporte o ambas, todo ello en coordinación con la velocidad de trabajo de la prensa. Un localizador del taco, adecuado para determinar la posición exacta de cada taco en la mesa de transporte. o Un posicionador adecuado para verificar que la posición del taco bajo la prensa es la adecuada. - Un elemento de desalojo de la prensa adecuado para sacar de la prensa el taco ya prensado. - Elementos de transporte a secado. Como se ha señalado, el presando se produce en húmedo por lo que tras su paso por la prensa el taco ya prensado debe secarse para rebajar su humedad antes de pasar a las operaciones de esmaltado, decorado y horno. BREVE DESCRIPCIÓN DE LAS FIGURAS La FIGURA 1 muestra de manera esquemática el dispositivo que permite aplicar el procedimiento para la fabricación de piezas cerámicas y así encontramos: Una extrusora (1) que proporciona la pieza lineal (2) de cerámica. Una cortadora (3) que secciona la pieza en línea a la salida de la extrusora conformando los tacos iniciales (4) . Los tacos iniciales (4) avanzan primero por una mesa de transporte (5) que los conduce hasta una mesa de transición (6) en donde se regula la velocidad de los tacos para adecuarla a la velocidad de trabajo de una prensa (7) y se posicionan. Para la regulación de la velocidad y el posicionado de cada taco intervienen una serie de células fotoeléctricas (8) , al menos un Encóder (9) y un motor paso a paso (10) . Una vez prensado, el taco final (11) pasa a una estación de secado (12) para rebajar su humedad y proceder después a su ornamentación, esmaltado y cocción. DESCRIPCIÓN DE UNA FORMA DE LLEVAR A CABO LA INVENCIÓN Se explica aquí una forma de ejecutar la invención que no es limitativa sino meramente explicativa. Procedimiento y dispositivo para la fabricación de platos de ducha por medio de un proceso extrusionado y prensado. El procedimiento comprende las siguientes etapas: Una primera etapa de extrusión de la pieza cerámica (2) donde se definen las líneas longitudinales de dicha pieza. En esta primea etapa, previamente al inicio se coordinan la presión del extrusionado y la fuerza del prensado de tal modo que a una mayor presión en la extrusora será menester menor presión en la prensa ya que la compactación de la pieza será mayor desde la extrusión. No obstante, si la prensa debe realizar alteraciones profundas en el taco, requerirá menor esfuerzo de la prensa si el taco llega con un grado de compactación menor. La coordinación de presiones entre la extrusora y la prensa dependerá del tipo de pieza, el tipo de material y las condiciones del material. Esta coordinación de presiones permite un importante ahorro de costes al limitar el esfuerzo de cada uno de los elementos dichos. De esta etapa se obtiene una pieza cerámica (2) húmeda (entre 18% y 20% de humedad) y continua por cada boquilla de la extrusora. Esta pieza continua se corta después por medios convencionales, en una subetapa de corte, en la que se conforman los tacos iniciale Una segunda etapa de transporte donde a través de una mesa de transporte (5) se lleva el taco inicial hasta una mesa de transición (6) en donde se calibra la velocidad y posicionamiento del taco (4) inicial. La mesa de transporte (5) lleva el taco desde la extrusora hasta la mesa de transición, y la mesa de transición (6) , además de regular la velocidad y posición del taco inicial, lo lleva hasta la prensa (7) . Durante el recorrido entre la extrusora (1) y la prensa (7) se realiza: - La sincronización de la velocidad del taco (4) con la velocidad de trabajo de la prensa (7) a través del proceso automatizado de la banda transportadora. - Se determina el posicionamiento exacto del taco (4) donde se coordinan los datos obtenidos de: o Una fotocélula que detecta en taco (4) en una posición previa a la prensa (7) . o Un Encoder (9) en el motor (10) que detecta el avance de la banda transportadora permitiendo ajustar la parada de dicha banda en la posición del prensado en función de la ubicación del taco (4) . Opcionalmente esta segunda etapa puede comprender una subetapa de mecanización para llevar a cabo las modificaciones de la pieza que no se harán en el prensado. Una tercera etapa de prensado del taco (4) donde en esta etapa: - El taco (4) se encuentra con un porcentaje de humedad entre un 18% y un 20% lo cual permite utilizar la pieza procedente del proceso de extrusión sin necesidad de recurrir a una fase previa de secado. - Se prensa un taco (4) conformado por extrusión. Una cuarta etapa de secado donde el taco final (11) , posterior a la salida de la prensa (7) , se seca hasta alcanzar una humedad por debajo del 1 % siendo la fase previa al esmaltado y la cocción. El dispositivo para ejecutar dicho procedimiento comprende: - Una extrusora (1) de presión variable y medible. - Una prensa (7) de presión variable y medible. - Un elemento de coordinación entre la extrusora (1) y la prensa (7) que adecúa la presión tanto de la extrusora (1) como de la prensa (7) combinando la una con la otra. - Una cortadora (3) a la salida de la extrusora (1) que secciona la pieza cerámica (2) en tacos iniciales (4) . Un elemento de transporte que traslada los tacos iniciales (4) desde la salida de la extrusora (1) hasta la prensa (7) donde este elemento de transporte comprende: o Una mesa de transporte (5) adecuada para llevar los tacos iniciales desde la cortadora (3) hasta la mesa de transición, o Una mesa de transición (6) adecuada para llevar los tacos iniciales desde la mesa de transporte hasta la prensa (7) , en donde esta mesa de transición regula la velocidad de llegada de los tacos iniciales (4) a la prensa (7) adecuándose a su velocidad de trabajo. o Unas células fotoeléctricas (8) ó localizador del taco que determina la posición exacta de cada taco inicial (4) . o Un Encóder (9) ó posicionador en el motor paso a paso (10) que posiciona al taco inicial (4) bajo la prensa (7) . Un elemento de desalojo de la prensa (7) que saca de la prensa el taco final (11) ya prensado. Una estación de secado (12) donde se rebaja la humedad del taco final (11) antes de pasar a las operaciones de esmaltado, decorado y horno propios de la industria cerámica.
Publicaciones:
ES2959122 (20/02/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 21/07/2022 se realizó Registro Instancia de Solicitud
En fecha 22/07/2022 se realizó Admisión a Trámite
En fecha 22/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 22/07/2022 se realizó Concesión solicitud de reducción de tasas
En fecha 26/07/2022 se realizó Superado examen de oficio
En fecha 29/07/2022 se realizó Publicación concesión reducción de tasas
En fecha 17/04/2023 se realizó Realizado IET
En fecha 18/04/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 20/02/2024 se realizó Publicación Solicitud
En fecha 20/02/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
21/07/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 27/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677
El registro de patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677 fue solicitada el 21/07/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677 fue solicitada por EXAGRES, S.A. mediante los servicios del agente Santiago Soler Lerma. El registro [modality] por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677 está clasificado como B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10 según la clasificación internacional de patentes.
Otras invenciones solicitadas por Exagres, S.A.
Es posible conocer todas las invenciones solicitadas por Exagres, S.A. entre las que se encuentra el registro de patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677. Si se desean conocer más invenciones solicitadas por Exagres, S.A. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677 está clasificado con la clasificación B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10 por lo que si se desea conocer más registros con la clasificación B28B 3/26,B28B 11/16,B28B 15/00,B28B 11/10 clicar aquí.Otras invenciones solicitadas a través del representante SANTIAGO SOLER LERMA
Es posible conocer todas las invenciones solicitadas a través del agente SANTIAGO SOLER LERMA entre las que se encuentra el registro patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677. Si se desean conocer más invenciones solicitadas a través del agente SANTIAGO SOLER LERMA clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B28
Es posible conocer todas las patentes registradas en la clase B28 (TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA) entre las que se encuentra la patente PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B28B
Es posible conocer todas las patentes registradas en la clase B28B (CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS, ESCORIAS O MEZCLAS QUE CONTENGAN SUST) entre las que se encuentra la patente PROCEDMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS CERÁMICAS con el número P202230677. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230678
P202230678 P202230679
P202230679Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







