


- Home /
- Publicaciones de patentes /
- MÁQUINA PARA FORMAR BANDEJAS CON TAPA
Patente nacional por "MÁQUINA PARA FORMAR BANDEJAS CON TAPA"
Este registro ha sido solicitado por
BOIX MAQUINARIA SPAIN, S.L.U.
a través del representanteJAVIER UNGRÍA LÓPEZ
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 02/09/2022
- Número solicitud:
-
P202230787
- Número publicación:
-
ES2964436
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
BOIX MAQUINARIA SPAIN, S.L.U.
- Datos del representante:
-
Javier Ungría López
- Clasificación Internacional de Patentes:
- B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00
- Clasificación Internacional de Patentes de la publicación:
- B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2964436_A11- Máquina para formar bandejas con tapa, donde la bandeja (1) comprende un fondo (1a) , dos primeras paredes laterales (1b) inclinadas, dos segundas paredes laterales (1c) inclinadas, unas solapas (6) en oposición que son prolongación de las primeras paredes laterales (1b) , y unas lengüetas perimetrales (7) que delimitan una embocadura de la bandeja (1) ; y donde la máquina comprende un chasis y al menos un macho (2) que incluye un cuerpo central (2a) con una parte inferior (2b) tronco-piramidal acorde con el espacio interior de la bandeja (1) delimitado por su fondo (1a) y sus cuatro paredes laterales (1b, 1c) convergentes hacia dicho fondo (1a) ; caracterizada por que: - comprende al menos un molde (4) que incluye dos primeras placas sufrideras (10) laterales en oposición acordes con las dos primeras paredes laterales (1b) de la bandeja (1) , y dos segundas placas sufrideras (11) frontales en oposición acordes con las dos segundas paredes laterales (1c) de la bandeja (1) ; donde entre estas cuatro placas sufrideras (10, 11) se configura el espacio del molde (4) donde se completa el armado de la bandeja (1) cuando la parte inferior (2b) tronco-piramidal del macho (2) está dentro del molde (4) ; - comprende unos primeros mecanismos formadores que incluyen unos primeros actuadores lineales (14) configurados para movilizar las primeras placas sufrideras (10) que empujan en oposición a las primeras paredes laterales (1b) , y unos segundos mecanismos formadores que incluyen unos segundos actuadores lineales (12) configurados para movilizar las segundas sufrideras (11) que empujan en oposición a las segundas paredes laterales (1c) ; donde por encima del molde (4) discurre una lámina troquelada (3) guiada en una alineación longitudinal (5) hasta situarse en la vertical de una estación de conformado en la que se encuentra el macho (2) y el molde (4) para conformar la bandeja (1) a partir de la lámina troquelada (3) cuando desciende el macho (2) comenzando el armado de la bandeja (1) con el contacto de sus primeras (1b) y segundas (1c) paredes laterales sobre unos primeros dobladores (8) longitudinales y unos segundos dobladores (9) transversales; - el macho (2) comprende cuatro sufrideras perimetrales (2b) con movilidad vertical relativa con respecto al cuerpo central (2a) en paralelo a la movilidad del macho (2) ; donde dichas sufrideras perimetrales (2b) están configuradas para abatir hacia fuera las cuatro lengüetas (7) en una de las fases finales del armado de la bandeja (1) , en la que el macho (2) ha descendido a su posición más baja, y en la que las cuatro paredes aterales (1b, 1c) de la bandeja (1) están abrazando a la parte inferior troncopiramidal del macho (2) ; donde durante el descenso del macho (2) simultáneamente se desplazan en oposición, primero las segundas placas sufrideras (11) empujando a las segundas paredes laterales (1c) de la bandeja (1) , y después se desplazan las primeras placas sufrideras (10) empujando a las primeras paredes laterales (2b) configurándose el armado principal de la bandeja (1) en el que sus cuatro paredes laterales (1b, 1c) están abrazando a la parte inferior troncopiramidal del macho (2) con las solapas (6) de la bandeja (1) adosadas contra las segundas paredes laterales (1c) de dicha bandeja (1) ; - el molde (4) incluye unos topes esquinados que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja (1) al final de su armado cuando ha descendido el macho (2) a su posición más baja. 2 - Máquina para formar bandejas con tapa , según la reivindicación 1, caracterizada por que las cuatro sufrideras perimetrales (2b) del macho (2) están unidas a una armadura solidaria a un vástago de un actuador lineal (2c) situado en el centro del cuerpo central (2a) del macho (2) ; donde el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales (2b) en paralelo al desplazamiento del macho (2) , se lleva a cabo mediante la activación del actuador lineal (2c) ; y donde el abatimiento hacia afuera de las lengüetas perimetrales (7) mediante las sufrideras perimetrales (2b) se lleva a cabo a partir de una posición abatida inicial alcanzada con armado principal de la bandeja (1) cuando ha descendido el macho (2) a su posición más baja. 3 - Máquina para formar bandejas con tapa según una cualquiera de las reivindicaciones anteriores, caracterizada por que los topes esquinados (10a) del molde (10) están ubicados en unas zonas extremas de las primeras placas sufrideras (10) ; donde las zonas esquinadas de la bandeja (1) abrazadas y estabilizadas por los topes esquinados (10a) , comprenden unas porciones esquinadas del fondo (1a) y unas porciones extremas de las paredes laterales (1b, 1c) de dicha bandeja (1) .
Los productos y servicios protegidos por este registro son:
B31B 50/26 - B31B 50/59 - B31B 50/46 - B31B 100/00
Descripciones:
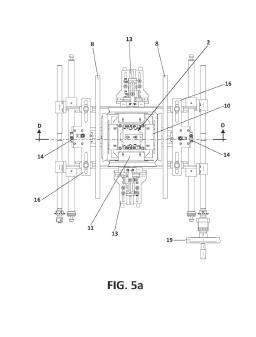
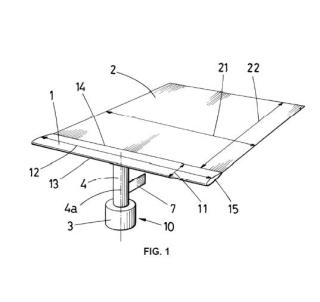
+ ES-2964436_A1 MÁQUINA PARA FORMAR BANDEJAS CON TAPA Objeto de la invención La presente invención se refiere a una máquina para formar bandejas con tapa, donde la bandeja se emplea para alimentos tales como tartas, helados, etc., y que se combina con una tapa transparente. La bandeja tiene una morfología particular, dotada de unas lengüetas coincidentes con sus cuatro paredes laterales y cuyas lengüetas, una vez montada la bandeja deben quedar parcialmente abatidas contra el exterior de cada una de sus paredes laterales, ya que son las que reciben la tapa transparente por encaje de esta sobre las lengüetas. La máquina de la invención incluye unas mejoras en el molde y también en el macho para obtener la bandeja descrita en el párrafo precedente. La máquina de la invención encuentra una especial aplicación en el ámbito de la industria de la maquinaria para la fabricación de bandejas de cartón. Problema técnico a resolver y antecedentes de la invención En el actual estado de la técnica se utilizan diferentes máquinas destinadas al conformado de cajas de cartón. Estas máquinas incorporan una zona de entrada de las láminas troqueladas (a partir de las cuales se obtienen las cajas de cartón) , un sistema para llevar dichas láminas a una zona de conformado donde existe al menos un macho conformador que está ubicado (en posición de reposo) en un nivel superior por encima de la lámina troquelada, y al menos un molde conformador que está ubicado en una zona inferior por debajo de la lámina y en la misma alineación vertical que el macho, de forma que al activarse este macho, el mismo presiona empujando hacia abajo sobre la lámina para adentrarse en el interior del molde configurándose la forma definitiva de la caja a conformar; habiéndose aplicado previamente el correspondiente sistema de aplicación de cola sobre la lámina de cartón. Cada uno de los machos conformadores comprende un bloque unido a un eje, a la vez que es activado por un elemento motor que proporciona un movimiento de vaivén hacia rriba y hacia abajo. La dimensión y configuración del macho está relacionada con el tamaño y la forma de la caja a conformar. La aplicación de estas máquinas descritas a la conformación de cajas de pequeño tamaño, pero de proporciones o formas diferentes, complica enormemente su versatilidad a la hora de adaptar los diferentes mecanismos encargados del armado de las cajas. Por ello es muy importante dotar a las máquinas de medios que permitan una regulación y adaptación de dichos mecanismos para poder fabricar cajas con diferentes formatos. Las cajas con brida perimetral en la embocadura son conocidas desde hace tiempo, pero es ahora cuando a la luz del rechazo en el uso de algunos materiales, como el plástico, se van introduciendo cada vez con más fuerza en el sector de la distribución de alimentos, ya que las actuales tecnologías de sellado permiten obtener cajas a las que se les puede aplicar una lámina o film de sellado sobre dicha brida perimetral con un cierre hermético. Incluso es posible revestir el material de cartón con material impermeable para permitir su uso con productos húmedos/hidratados como carne, pescado, etc. En todas estas máquinas conocidas, para conformar la caja se presiona la lámina troquelada de cartón contra el macho conformador una vez se ha iniciado el proceso de conformado. Para ello las máquinas cuentan con cuatro mecanismos prensores, uno para cada pared lateral de la caja con sus respectivas placas sufrideras laterales, destacándose que en la actualidad no se ha resuelto la forma en que se puedan armar cajas en las que unas solapas laterales en oposición, que son prolongación de dos de las cuatro paredes laterales, puedan disponerse selectivamente por fuera o por dentro de la caja; donde dichas solapas laterales finalmente se unen mediante un adhesivo a las otras dos paredes laterales parejas de la caja. El uso extensivo de estas cajas pone en el mercado soluciones específicas en las que la brida perimetral recibe una tapa superior, normalmente transparente, que es retenida gracias a la interacción mecánica entre ambas, siendo las lengüetas, que forman la brida superior, las que retienen a modo de resorte dicha tapa en posición de cierre. Esta morfología implica buscar soluciones para el correcto armado automático de la caja teniendo en cuenta que es necesario efectuar un correcto pre-doblado hacia el exterior de estas lengüetas, que forman la mencionada brida, antes de su expulsión de la maquina formadora. Algunas de estas cajas presentan paredes laterales con unas inclinaciones en función de los diferentes modelos, esto obliga a cambiar las sufrideras que normalmente son elementos fijos y suelen estar fabricadas en materiales poliméricos como el teflón, poliamidas, etc. Descripción de la invención Con el fin de alcanzar los objetivos y evitar los inconvenientes mencionados en los apartados anteriores, la invención propone una máquina para formar bandejas con tapa; donde la bandeja comprende en principio un fondo, dos primeras paredes laterales inclinadas, dos segundas paredes laterales inclinadas, unas solapas en oposición que son prolongación de las primeras paredes laterales, y unas lengüetas perimetrales que delimitan una embocadura de la bandeja, y las cuales están abatidas hacia fuera de la bandeja. La tapa suele ser de material plástico y es un cuerpo que comprende un fondo y cuatro paredes laterales que ajustan sobre las lengüetas abatidas hacia el exterior de la bandeja, a la vez que dicha tapa apoya por su fondo sobre un borde perimetral del que arrancan las cuatro lengüetas de la bandeja. La máquina de la invención comprende además un chasis y una estación de conformado de la bandeja donde se ubican al menos un macho y al menos un molde. El macho incluye un cuerpo central con una parte inferior tronco-piramidal acorde con el espacio interior de la bandeja delimitado por su fondo y sus cuatro paredes laterales que son convergentes hacia dicho fondo de la bandeja. El molde incluye dos primeras placas sufrideras en oposición acordes con las dos primeras paredes laterales de la bandeja, y dos segundas placas sufrideras en oposición acordes con las dos segundas paredes laterales de la bandeja; donde entre estas cuatro placas sufrideras se configura el espacio del molde donde se completa el armado de la bandeja cuando la parte inferior tronco-piramidal del macho se sitúa dentro del molde. La máquina comprende además unos primeros mecanismos formadores que incluyen unos primeros actuadores lineales configurados para movilizar las primeras placas ufrideras que empujan en oposición a las primeras paredes laterales, y unos segundos mecanismos formadores que incluyen unos segundos actuadores lineales configurados para movilizar las segundas sufrideras que empujan en oposición a las segundas paredes laterales. Por encima del molde discurre una lámina troquelada guiada en una alineación longitudinal hasta situarse en la vertical de la estación de conformado en la que se encuentra el macho y el molde para conformar la bandeja a partir de la lámina troquelada cuando desciende el macho comenzando el armado de la bandeja con el contacto de sus primeras y segundas paredes laterales sobre unos primeros dobladores longitudinales y unos segundos dobladores transversales. El macho comprende además cuatro sufrideras perimetrales con movilidad vertical relativa con respecto al cuerpo central en paralelo a la movilidad del macho; donde dichas sufrideras perimetrales están configuradas para abatir hacia fuera las cuatro lengüetas en una de las fases finales del armado de la bandeja, en la que el macho ha descendido a su posición más baja, y en la que las cuatro paredes laterales de la bandeja están abrazando a la parte inferior troncopiramidal del macho. Con esta disposición descrita, durante el descenso del macho simultáneamente se desplazan en oposición, primero las segundas placas sufrideras empujando a las segundas paredes laterales de la bandeja, y después se desplazan las primeras placas sufrideras empujando a las primeras paredes laterales configurándose el armado principal de la bandeja en el que sus cuatro paredes laterales están abrazando a la parte inferior troncopiramidal del macho con las solapas de la bandeja adosadas contra las segundas paredes laterales de dicha bandeja. El molde incluye unos topes esquinados que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja al final de su armado cuando ha descendido el macho a su posición más baja. Las cuatro sufrideras perimetrales del macho están unidas a una armadura solidaria a un vástago de un actuador lineal situado en el centro del cuerpo central del macho; donde el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales en paralelo al desplazamiento del macho, se lleva a cabo mediante la activación del actuador lineal; y onde el abatimiento hacia afuera de las lengüetas perimetrales mediante las sufrideras perimetrales, se lleva a cabo a partir de una posición abatida inicial alcanzada con el armado principal de la bandeja cuando ha descendido el macho a su posición más baja. Los topes esquinados del molde están ubicados en unas zonas extremas de las primeras placas sufrideras; donde las zonas esquinadas de la bandeja abrazadas y estabilizadas por los topes esquinados, comprenden unas porciones esquinadas del fondo y unas porciones extremas de las paredes laterales de dicha bandeja. Así pues, el conformado de la bandeja se hace en la estación de conformado dentro de un marco o matriz formado por las primeras y segundas placas sufrideras; donde las primeras placas sufrideras forman las primeras paredes laterales de la bandeja y las segundas placas sufrideras forman las segundas paredes laterales de la bandeja. Durante el descenso del macho se movilizan las segundas placas sufrideras, mientras que al final del descenso del macho se movilizan las primeras placas sufrideras que incluyen los topes esquinados en los que apoyan las zonas esquinadas de la bandeja, a la vez que dichos topes esquinados se encargan de abatir las solapas (solidarias de las primeras paredes laterales) que se adosan sobre las segundas paredes laterales de la bandeja. La bandeja puede tener un fondo cuadrangular o rectangular, aunque en la invención se muestra una bandeja con fondo rectangular donde los lados menores se corresponden con las segundas placas sufrideras y los lados mayores se corresponden con las primeras placas sufrideras. Cabe señalar que las primeras y segundas placas sufrideras no son realmente piezas que prensan las paredes laterales de la bandeja contra el macho de movimiento vertical. En la invención que nos ocupa, aunque también son movilizadas mediante los primeros y segundos actuadores lineales que las desplazan desde una posición externa o de reposo hasta una posición interna o de conformado, únicamente conforman temporalmente el espacio del molde de formación de la bandeja para replegarse hacia su posición de reposo una vez montada, y permitir la extracción de la bandeja por la parte inferior debido a su propio peso. Los topes esquinados de las primeras sufrideras sujetan las zonas esquinadas inferiores de la bandeja en las fases finales de su conformación, luego pierden su función de tope cuando el molde se abre para dejar caer la bandeja hacia abajo por gravedad debido a su propio peso. Se destaca la configuración del macho que incluye las características sufrideras perimetrales móviles en planos verticales paralelos al descenso del macho, de manera que cuando la bandeja ya está conformada en su fase principal, las sufrideras perimetrales actúan descendiendo verticalmente y doblando las lengüetas perimetrales de la bandeja hacia el exterior de esta, dejándolas "atrapadas" entre unos bordes superiores de las placas sufrideras y unos bordes inferiores de dichas sufrideras perimetrales del macho. La lámina troquelada a medida que avanza hacia la estación de conformado pasa por una zona donde hay unos inyectores de cola que se aplica en zonas estratégicas de dicha lámina troquelada, y después llega a la estación de conformado donde el molde se cierra y el macho desciende para hacer el conformado, luego el macho sube, el molde se abre y la caja cae por gravedad. A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompaña una serie de figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención. Breve descripción de las figuras Figura 1.- Muestra una vista en perspectiva de una parte de la máquina para formar bandejas con tapa, objeto de la invención. Esta parte de la máquina se corresponde con una estación de conformado de la bandeja que incluye un molde y un macho situado por encima del molde. Figura 2a.- Muestra una vista en planta de la estación de conformado, donde entre el macho y el molde se encuentra una lámina troquelada totalmente desplegada para conformar con ella la bandeja. Figura 2b.- Muestra una vista en sección según el corte A-A de la figura 2a. Figura 3a.- Representa una vista en planta de la estación de conformado, donde el macho ha iniciado el descenso para iniciar el armado o conformado de la bandeja. Figura 3b.- Muestra una vista en sección según el corte B-B de la figura 3a. Figura 4a.- Representa una vista en planta de la estación de conformado de la máquina, donde se muestra una fase más avanzada del conformado de la bandeja que en las dos figuras anteriores 3a y 3b; donde en esta fase el macho ha descendido completamente, y dos prensas laterales y dos prensas frontales, que forman parte del molde, están situadas en unas posiciones avanzadas. Figura 4b.- Muestra una vista en sección según el corte C-C de la figura a. Figura 5a.- Muestra una vista en planta de la estación de conformado de la máquina, donde la bandeja está completamente armada con unas lengüetas perimetrales abatidas hacia fuera que arrancan de unos bordes que delimitan la embocadura de dicha bandeja. Figura 5b.- Muestra una vista en sección según el corte D-D de la figura 5a. Figura 6.- Muestra una vista en perspectiva del macho conformador. Figura 7.- Muestra una vista en perspectiva de la bandeja. Descripción de un ejemplo de realización de la invención Considerando la numeración adoptada en las figuras la máquina para formar bandejas 1 con tapa incluye una zona de entrada de las láminas 3 troqueladas a partir de las cuales se obtienen las bandejas 1, un sistema para llevar dichas láminas a una estación de conformado donde se ubica un macho 2 conformador que está ubicado por encima de la lámina troquelada 3, y un molde 4 conformador que está ubicado en una zona inferior por debajo de la lámina troquelada 3 y en la misma vertical que el macho 2, de forma que al activarse este macho 2, el mismo desciende empujando hacia abajo a la lámina troquelada 3 para adentrarse en el interior del molde 4 configurándose la forma definitiva de la bandeja 1 a conformar; habiéndose aplicado previamente un material adhesivo sobre unas zonas previstas de la lámina troquelada 3, preferentemente de cartón. El sentido de avance de cada lámina troquelada 3 es la que se indica en la figura 1, a la vez que dicho sentido de avance está indicado con la referencia 5a, y se corresponde con una dirección/alineación longitudinal 5 del conjunto de la máquina. La bandeja 1 a conformar comprende un fondo 1a cuadrado o rectangular, dos primeras paredes laterales 1b opuestas, dos segundas paredes laterales 1c opuestas, dos pares de solapas 6 en oposición que son prolongación de las primeras paredes laterales 1b, y unas lengüetas perimetrales 7 ubicada alrededor de la embocadura de la bandeja 1; donde dichas lengüetas perimetrales 7 arrancan de los bordes que delimitan la embocadura de la bandeja 1 que tiene una configuración tronco-piramidal. Las solapas 6 están configuradas para unirse a las caras exteriores de las segundas paredes laterales 1c opuestas, ubicándose las solapas 6 por fuera de la bandeja 1; donde la unión entre las solapas 6 y las segundas paredes laterales 1c se lleva a cabo mediante un adhesivo aplicado previamente sobre la lámina troquela 3 antes de iniciarse el armado de la bandeja 1. El macho 2 está unido por su parte superior a un eje motriz, a la vez que es activado por un elemento motor que proporciona un movimiento vertical hacia abajo para introducirse dentro del molde 4 para conformar la bandeja 1, y un movimiento vertical en ascensión para recuperar una posición inicial del macho 2. El eje y el elemento motor no están representados en las figuras. El macho 2 comprende un cuerpo central 2a y cuatro sufrideras perimetrales 2b con movilidad vertical relativa con respecto al cuerpo central; donde dichas sufrideras perimetrales 2b están configuradas para abatir hacia fuera las cuatro lengüetas perimetrales 7 en una de las fases finales del armado de la bandeja 1 en la estación de conformado. El macho 2 para llevar a cabo su movilidad vertical está unido al eje motriz a través de su cuerpo central 2a. Las cuatro sufrideras perimetrales 2b están unidas a una armadura solidaria a un vástago de un actuador lineal 2c situado en el centro del cuerpo central del macho 2, de forma que el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales 2b se lleva a cabo mediante la activación del actuador lineal 2c. Una parte inferior del cuerpo central 2a del macho 2 asoma por debajo de las sufrideras perimetrales 2b, a la vez que dicha parte inferior tiene una configuración troncopiramitdal acorde con la configuración de la bandeja 1 para llevar a cabo su conformación cuando desciende el macho en su totalidad. La máquina de la invención comprende unas guías paralelas (no representadas en las figuras) dispuestas en alineaciones longitudinales en paralelo a la dirección longitudinal 5 y el sentido de avance 5a de las láminas troqueladas 3 para su guiado durante su arrastre hasta el molde 4 por encima de dichas guías longitudinales paralelas. El molde 4 incluye dos primeras placas sufrideras 10 laterales en oposición acordes con las dos primeras paredes laterales 1b de la bandeja 1, y dos segundas placas sufrideras 11 frontales en oposición acordes con las dos segundas paredes laterales 1c de la bandeja 1; donde entre estas cuatro placas sufrideras 10, 11 se configura en principio el espacio del molde 4 en el que se arma la bandeja 1; y donde las cuatro sufrideras 10, 11 incluyen unos planos inclinados acordes con las cuatro paredes laterales 1b, 1c inclinadas de la bandeja 1. Las primeras dos placas sufrideras 10 están asociadas a sendos primeros mecanismos formadores laterales, que incluye cada uno de ellos un primer actuador lineal 14, tal como un cilindro neumático, que está fijado a una primera estructura de soporte 15 solidaria a un puente 16 que está fijado a su vez a dos carros 17 en oposición acoplados y guiados en dos perfiles transversales 18 paralelos que son regulables en oposición por medio de un volante 19 acoplado al chasis de la máquina. En cambio, las dos segundas placas sufrideras 11 están asociadas a dos segundos mecanismos formadores frontales que incluyen unos segundos actuadores lineales 12, tal como unos cilindros neumáticos, que están fijados a unas segundas estructuras de soporte 13 solidarias a los dos perfiles transversales 18. Las primeras placas sufrideras 10 incluyen en sus zonas extremas, unos topes esquinados 10a que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja 1 al final de su armado cuando ha descendido el macho 2 a su posición más baja en la que se unen las solapas 6 a las segundas paredes laterales 1c de la bandeja 1 mediante el adhesivo aplicado previamente. Dichas zonas esquinadas de la bandeja 1 comprenden unas porciones esquinadas del fondo 1a y unas porciones extremas de las paredes laterales 1b, 1c de dicha bandeja 1. Por encima de los primeros mecanismos formadores se ubican dos primeros elementos dobladores longitudinales 8 dispuestos en paralelo a la dirección longitudinal 5, y sobre los que contactan las primeras paredes laterales 1b de la bandeja 1 cuando se inicia el conformado de la bandeja 1 con el descenso del macho 2 que empuja a la lámina troquelada 3 hacia el interior del molde 4. En cambio, por encima de los segundos mecanismos formadores frontales se ubican unos segundos elementos dobladores transversales 9, sobre los que contactan las segundas paredes laterales 1c de la bandeja 1 cuando se inicia el conformado de la andeja 1 con el descenso del macho 2 que empuja a la lámina troquelada 3 hacia el interior del molde 4. Al hilo de lo dicho en los dos párrafos anteriores, a medida que avanza el macho 2 hacia abajo durante la formación de la bandeja 1, las primeras paredes laterales 1b de dicha bandeja 1 entran en contacto con las primeras placas sufrideras 10 y las segundas paredes laterales 1c de la bandeja 1 entran en contacto con las segundas placas sufrideras 11. Simultáneamente con el descenso del macho 2, se activan los primeros 14 y los segundos 12 actuadores lineales arrastrando con ellos a las primeras 10 y las segundas 11 placas sufrideras que se desplaza y avanzan parejamente hasta unas posiciones para configurar provisionalmente el hueco del molde 4 donde se arma la bandeja 1, de manera que durante dicho descenso del macho 2 se arma la bandeja 1 en lo que respecta a su fondo 1a y a sus cuatro paredes laterales 1b, 1c, que se unen entre sí mediante las cuatro solapas 6; donde en esta situación las cuatro lengüetas perimetrales 7 se colocan en una posición abatida hacia fuera. Cabe señalar que el avance de las segundas placas sufrideras 11 se produce antes que el avance de las primeras placas sufrideras 10. Cuando el macho 2 alcanza su posición más baja, las porciones esquinadas del fondo 1a y las porciones extremas de las paredes laterales 1b, 1c de la bandeja apoyan sobre los topes esquinados 10a que forma parte de las primeras placas sufrideras 10 frontales. En esta situación, estando el macho 2 en la posición más baja descrita en el párrafo precedente, se activa su actuador lineal 2c centrado desplazándose verticalmente hacia abajo hasta una posición avanzada inferior, para desplazar hacia abajo a las cuatro sufrideras perimetrales 2b, las cuales empujan hacia abajo a las cuatro lengüetas perimetrales 7 por fuera de los bordes que delimitan la embocadura de la bandeja 1 a fin de situar dichas lengüetas perimetrales 7 en sus posiciones definitivas abatidas hacia fuera, tal como se aprecia más claramente en el detalle de la figura 5b. A continuación, el macho 2 recupera su posición inicial ascendiendo hacia arriba, habiendo activado previamente el actuador lineal 2c para que las sufrideras perimetrales 7 recuperen su posición inicial superior. Por último las primeras 10 y segundas 11 sufrideras recuperan sus posiciones iniciales o de reposo replegándose hacia atrás mediante la activación de los primeros 14 segundos 12 actuadores lineales; con lo cual la bandeja 1 totalmente armada caerá por gravedad hacia abajo fuera del hueco del molde 4 donde se ha conformado y armado dicha bandeja 1.
Publicaciones:
ES2964436 (05/04/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 02/09/2022 se realizó Registro Instancia de Solicitud
En fecha 02/09/2022 se realizó Admisión a Trámite
En fecha 02/09/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 06/09/2022 se realizó Superado examen de oficio
En fecha 17/07/2023 se realizó Realizado IET
En fecha 20/07/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 05/04/2024 se realizó Publicación Solicitud
En fecha 05/04/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
02/09/2022 - Pago Tasas IET
+ ES-2964436_A11- Máquina para formar bandejas con tapa, donde la bandeja (1) comprende un fondo (1a) , dos primeras paredes laterales (1b) inclinadas, dos segundas paredes laterales (1c) inclinadas, unas solapas (6) en oposición que son prolongación de las primeras paredes laterales (1b) , y unas lengüetas perimetrales (7) que delimitan una embocadura de la bandeja (1) ; y donde la máquina comprende un chasis y al menos un macho (2) que incluye un cuerpo central (2a) con una parte inferior (2b) tronco-piramidal acorde con el espacio interior de la bandeja (1) delimitado por su fondo (1a) y sus cuatro paredes laterales (1b, 1c) convergentes hacia dicho fondo (1a) ; caracterizada por que: - comprende al menos un molde (4) que incluye dos primeras placas sufrideras (10) laterales en oposición acordes con las dos primeras paredes laterales (1b) de la bandeja (1) , y dos segundas placas sufrideras (11) frontales en oposición acordes con las dos segundas paredes laterales (1c) de la bandeja (1) ; donde entre estas cuatro placas sufrideras (10, 11) se configura el espacio del molde (4) donde se completa el armado de la bandeja (1) cuando la parte inferior (2b) tronco-piramidal del macho (2) está dentro del molde (4) ; - comprende unos primeros mecanismos formadores que incluyen unos primeros actuadores lineales (14) configurados para movilizar las primeras placas sufrideras (10) que empujan en oposición a las primeras paredes laterales (1b) , y unos segundos mecanismos formadores que incluyen unos segundos actuadores lineales (12) configurados para movilizar las segundas sufrideras (11) que empujan en oposición a las segundas paredes laterales (1c) ; donde por encima del molde (4) discurre una lámina troquelada (3) guiada en una alineación longitudinal (5) hasta situarse en la vertical de una estación de conformado en la que se encuentra el macho (2) y el molde (4) para conformar la bandeja (1) a partir de la lámina troquelada (3) cuando desciende el macho (2) comenzando el armado de la bandeja (1) con el contacto de sus primeras (1b) y segundas (1c) paredes laterales sobre unos primeros dobladores (8) longitudinales y unos segundos dobladores (9) transversales; - el macho (2) comprende cuatro sufrideras perimetrales (2b) con movilidad vertical relativa con respecto al cuerpo central (2a) en paralelo a la movilidad del macho (2) ; donde dichas sufrideras perimetrales (2b) están configuradas para abatir hacia fuera las cuatro lengüetas (7) en una de las fases finales del armado de la bandeja (1) , en la que el macho (2) ha descendido a su posición más baja, y en la que las cuatro paredes aterales (1b, 1c) de la bandeja (1) están abrazando a la parte inferior troncopiramidal del macho (2) ; donde durante el descenso del macho (2) simultáneamente se desplazan en oposición, primero las segundas placas sufrideras (11) empujando a las segundas paredes laterales (1c) de la bandeja (1) , y después se desplazan las primeras placas sufrideras (10) empujando a las primeras paredes laterales (2b) configurándose el armado principal de la bandeja (1) en el que sus cuatro paredes laterales (1b, 1c) están abrazando a la parte inferior troncopiramidal del macho (2) con las solapas (6) de la bandeja (1) adosadas contra las segundas paredes laterales (1c) de dicha bandeja (1) ; - el molde (4) incluye unos topes esquinados que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja (1) al final de su armado cuando ha descendido el macho (2) a su posición más baja. 2 - Máquina para formar bandejas con tapa , según la reivindicación 1, caracterizada por que las cuatro sufrideras perimetrales (2b) del macho (2) están unidas a una armadura solidaria a un vástago de un actuador lineal (2c) situado en el centro del cuerpo central (2a) del macho (2) ; donde el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales (2b) en paralelo al desplazamiento del macho (2) , se lleva a cabo mediante la activación del actuador lineal (2c) ; y donde el abatimiento hacia afuera de las lengüetas perimetrales (7) mediante las sufrideras perimetrales (2b) se lleva a cabo a partir de una posición abatida inicial alcanzada con armado principal de la bandeja (1) cuando ha descendido el macho (2) a su posición más baja. 3 - Máquina para formar bandejas con tapa según una cualquiera de las reivindicaciones anteriores, caracterizada por que los topes esquinados (10a) del molde (10) están ubicados en unas zonas extremas de las primeras placas sufrideras (10) ; donde las zonas esquinadas de la bandeja (1) abrazadas y estabilizadas por los topes esquinados (10a) , comprenden unas porciones esquinadas del fondo (1a) y unas porciones extremas de las paredes laterales (1b, 1c) de dicha bandeja (1) .
Los productos y servicios protegidos por este registro son:
B31B 50/26 - B31B 50/59 - B31B 50/46 - B31B 100/00
Descripciones:
+ ES-2964436_A1 MÁQUINA PARA FORMAR BANDEJAS CON TAPA Objeto de la invención La presente invención se refiere a una máquina para formar bandejas con tapa, donde la bandeja se emplea para alimentos tales como tartas, helados, etc., y que se combina con una tapa transparente. La bandeja tiene una morfología particular, dotada de unas lengüetas coincidentes con sus cuatro paredes laterales y cuyas lengüetas, una vez montada la bandeja deben quedar parcialmente abatidas contra el exterior de cada una de sus paredes laterales, ya que son las que reciben la tapa transparente por encaje de esta sobre las lengüetas. La máquina de la invención incluye unas mejoras en el molde y también en el macho para obtener la bandeja descrita en el párrafo precedente. La máquina de la invención encuentra una especial aplicación en el ámbito de la industria de la maquinaria para la fabricación de bandejas de cartón. Problema técnico a resolver y antecedentes de la invención En el actual estado de la técnica se utilizan diferentes máquinas destinadas al conformado de cajas de cartón. Estas máquinas incorporan una zona de entrada de las láminas troqueladas (a partir de las cuales se obtienen las cajas de cartón) , un sistema para llevar dichas láminas a una zona de conformado donde existe al menos un macho conformador que está ubicado (en posición de reposo) en un nivel superior por encima de la lámina troquelada, y al menos un molde conformador que está ubicado en una zona inferior por debajo de la lámina y en la misma alineación vertical que el macho, de forma que al activarse este macho, el mismo presiona empujando hacia abajo sobre la lámina para adentrarse en el interior del molde configurándose la forma definitiva de la caja a conformar; habiéndose aplicado previamente el correspondiente sistema de aplicación de cola sobre la lámina de cartón. Cada uno de los machos conformadores comprende un bloque unido a un eje, a la vez que es activado por un elemento motor que proporciona un movimiento de vaivén hacia rriba y hacia abajo. La dimensión y configuración del macho está relacionada con el tamaño y la forma de la caja a conformar. La aplicación de estas máquinas descritas a la conformación de cajas de pequeño tamaño, pero de proporciones o formas diferentes, complica enormemente su versatilidad a la hora de adaptar los diferentes mecanismos encargados del armado de las cajas. Por ello es muy importante dotar a las máquinas de medios que permitan una regulación y adaptación de dichos mecanismos para poder fabricar cajas con diferentes formatos. Las cajas con brida perimetral en la embocadura son conocidas desde hace tiempo, pero es ahora cuando a la luz del rechazo en el uso de algunos materiales, como el plástico, se van introduciendo cada vez con más fuerza en el sector de la distribución de alimentos, ya que las actuales tecnologías de sellado permiten obtener cajas a las que se les puede aplicar una lámina o film de sellado sobre dicha brida perimetral con un cierre hermético. Incluso es posible revestir el material de cartón con material impermeable para permitir su uso con productos húmedos/hidratados como carne, pescado, etc. En todas estas máquinas conocidas, para conformar la caja se presiona la lámina troquelada de cartón contra el macho conformador una vez se ha iniciado el proceso de conformado. Para ello las máquinas cuentan con cuatro mecanismos prensores, uno para cada pared lateral de la caja con sus respectivas placas sufrideras laterales, destacándose que en la actualidad no se ha resuelto la forma en que se puedan armar cajas en las que unas solapas laterales en oposición, que son prolongación de dos de las cuatro paredes laterales, puedan disponerse selectivamente por fuera o por dentro de la caja; donde dichas solapas laterales finalmente se unen mediante un adhesivo a las otras dos paredes laterales parejas de la caja. El uso extensivo de estas cajas pone en el mercado soluciones específicas en las que la brida perimetral recibe una tapa superior, normalmente transparente, que es retenida gracias a la interacción mecánica entre ambas, siendo las lengüetas, que forman la brida superior, las que retienen a modo de resorte dicha tapa en posición de cierre. Esta morfología implica buscar soluciones para el correcto armado automático de la caja teniendo en cuenta que es necesario efectuar un correcto pre-doblado hacia el exterior de estas lengüetas, que forman la mencionada brida, antes de su expulsión de la maquina formadora. Algunas de estas cajas presentan paredes laterales con unas inclinaciones en función de los diferentes modelos, esto obliga a cambiar las sufrideras que normalmente son elementos fijos y suelen estar fabricadas en materiales poliméricos como el teflón, poliamidas, etc. Descripción de la invención Con el fin de alcanzar los objetivos y evitar los inconvenientes mencionados en los apartados anteriores, la invención propone una máquina para formar bandejas con tapa; donde la bandeja comprende en principio un fondo, dos primeras paredes laterales inclinadas, dos segundas paredes laterales inclinadas, unas solapas en oposición que son prolongación de las primeras paredes laterales, y unas lengüetas perimetrales que delimitan una embocadura de la bandeja, y las cuales están abatidas hacia fuera de la bandeja. La tapa suele ser de material plástico y es un cuerpo que comprende un fondo y cuatro paredes laterales que ajustan sobre las lengüetas abatidas hacia el exterior de la bandeja, a la vez que dicha tapa apoya por su fondo sobre un borde perimetral del que arrancan las cuatro lengüetas de la bandeja. La máquina de la invención comprende además un chasis y una estación de conformado de la bandeja donde se ubican al menos un macho y al menos un molde. El macho incluye un cuerpo central con una parte inferior tronco-piramidal acorde con el espacio interior de la bandeja delimitado por su fondo y sus cuatro paredes laterales que son convergentes hacia dicho fondo de la bandeja. El molde incluye dos primeras placas sufrideras en oposición acordes con las dos primeras paredes laterales de la bandeja, y dos segundas placas sufrideras en oposición acordes con las dos segundas paredes laterales de la bandeja; donde entre estas cuatro placas sufrideras se configura el espacio del molde donde se completa el armado de la bandeja cuando la parte inferior tronco-piramidal del macho se sitúa dentro del molde. La máquina comprende además unos primeros mecanismos formadores que incluyen unos primeros actuadores lineales configurados para movilizar las primeras placas ufrideras que empujan en oposición a las primeras paredes laterales, y unos segundos mecanismos formadores que incluyen unos segundos actuadores lineales configurados para movilizar las segundas sufrideras que empujan en oposición a las segundas paredes laterales. Por encima del molde discurre una lámina troquelada guiada en una alineación longitudinal hasta situarse en la vertical de la estación de conformado en la que se encuentra el macho y el molde para conformar la bandeja a partir de la lámina troquelada cuando desciende el macho comenzando el armado de la bandeja con el contacto de sus primeras y segundas paredes laterales sobre unos primeros dobladores longitudinales y unos segundos dobladores transversales. El macho comprende además cuatro sufrideras perimetrales con movilidad vertical relativa con respecto al cuerpo central en paralelo a la movilidad del macho; donde dichas sufrideras perimetrales están configuradas para abatir hacia fuera las cuatro lengüetas en una de las fases finales del armado de la bandeja, en la que el macho ha descendido a su posición más baja, y en la que las cuatro paredes laterales de la bandeja están abrazando a la parte inferior troncopiramidal del macho. Con esta disposición descrita, durante el descenso del macho simultáneamente se desplazan en oposición, primero las segundas placas sufrideras empujando a las segundas paredes laterales de la bandeja, y después se desplazan las primeras placas sufrideras empujando a las primeras paredes laterales configurándose el armado principal de la bandeja en el que sus cuatro paredes laterales están abrazando a la parte inferior troncopiramidal del macho con las solapas de la bandeja adosadas contra las segundas paredes laterales de dicha bandeja. El molde incluye unos topes esquinados que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja al final de su armado cuando ha descendido el macho a su posición más baja. Las cuatro sufrideras perimetrales del macho están unidas a una armadura solidaria a un vástago de un actuador lineal situado en el centro del cuerpo central del macho; donde el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales en paralelo al desplazamiento del macho, se lleva a cabo mediante la activación del actuador lineal; y onde el abatimiento hacia afuera de las lengüetas perimetrales mediante las sufrideras perimetrales, se lleva a cabo a partir de una posición abatida inicial alcanzada con el armado principal de la bandeja cuando ha descendido el macho a su posición más baja. Los topes esquinados del molde están ubicados en unas zonas extremas de las primeras placas sufrideras; donde las zonas esquinadas de la bandeja abrazadas y estabilizadas por los topes esquinados, comprenden unas porciones esquinadas del fondo y unas porciones extremas de las paredes laterales de dicha bandeja. Así pues, el conformado de la bandeja se hace en la estación de conformado dentro de un marco o matriz formado por las primeras y segundas placas sufrideras; donde las primeras placas sufrideras forman las primeras paredes laterales de la bandeja y las segundas placas sufrideras forman las segundas paredes laterales de la bandeja. Durante el descenso del macho se movilizan las segundas placas sufrideras, mientras que al final del descenso del macho se movilizan las primeras placas sufrideras que incluyen los topes esquinados en los que apoyan las zonas esquinadas de la bandeja, a la vez que dichos topes esquinados se encargan de abatir las solapas (solidarias de las primeras paredes laterales) que se adosan sobre las segundas paredes laterales de la bandeja. La bandeja puede tener un fondo cuadrangular o rectangular, aunque en la invención se muestra una bandeja con fondo rectangular donde los lados menores se corresponden con las segundas placas sufrideras y los lados mayores se corresponden con las primeras placas sufrideras. Cabe señalar que las primeras y segundas placas sufrideras no son realmente piezas que prensan las paredes laterales de la bandeja contra el macho de movimiento vertical. En la invención que nos ocupa, aunque también son movilizadas mediante los primeros y segundos actuadores lineales que las desplazan desde una posición externa o de reposo hasta una posición interna o de conformado, únicamente conforman temporalmente el espacio del molde de formación de la bandeja para replegarse hacia su posición de reposo una vez montada, y permitir la extracción de la bandeja por la parte inferior debido a su propio peso. Los topes esquinados de las primeras sufrideras sujetan las zonas esquinadas inferiores de la bandeja en las fases finales de su conformación, luego pierden su función de tope cuando el molde se abre para dejar caer la bandeja hacia abajo por gravedad debido a su propio peso. Se destaca la configuración del macho que incluye las características sufrideras perimetrales móviles en planos verticales paralelos al descenso del macho, de manera que cuando la bandeja ya está conformada en su fase principal, las sufrideras perimetrales actúan descendiendo verticalmente y doblando las lengüetas perimetrales de la bandeja hacia el exterior de esta, dejándolas "atrapadas" entre unos bordes superiores de las placas sufrideras y unos bordes inferiores de dichas sufrideras perimetrales del macho. La lámina troquelada a medida que avanza hacia la estación de conformado pasa por una zona donde hay unos inyectores de cola que se aplica en zonas estratégicas de dicha lámina troquelada, y después llega a la estación de conformado donde el molde se cierra y el macho desciende para hacer el conformado, luego el macho sube, el molde se abre y la caja cae por gravedad. A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompaña una serie de figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención. Breve descripción de las figuras Figura 1.- Muestra una vista en perspectiva de una parte de la máquina para formar bandejas con tapa, objeto de la invención. Esta parte de la máquina se corresponde con una estación de conformado de la bandeja que incluye un molde y un macho situado por encima del molde. Figura 2a.- Muestra una vista en planta de la estación de conformado, donde entre el macho y el molde se encuentra una lámina troquelada totalmente desplegada para conformar con ella la bandeja. Figura 2b.- Muestra una vista en sección según el corte A-A de la figura 2a. Figura 3a.- Representa una vista en planta de la estación de conformado, donde el macho ha iniciado el descenso para iniciar el armado o conformado de la bandeja. Figura 3b.- Muestra una vista en sección según el corte B-B de la figura 3a. Figura 4a.- Representa una vista en planta de la estación de conformado de la máquina, donde se muestra una fase más avanzada del conformado de la bandeja que en las dos figuras anteriores 3a y 3b; donde en esta fase el macho ha descendido completamente, y dos prensas laterales y dos prensas frontales, que forman parte del molde, están situadas en unas posiciones avanzadas. Figura 4b.- Muestra una vista en sección según el corte C-C de la figura a. Figura 5a.- Muestra una vista en planta de la estación de conformado de la máquina, donde la bandeja está completamente armada con unas lengüetas perimetrales abatidas hacia fuera que arrancan de unos bordes que delimitan la embocadura de dicha bandeja. Figura 5b.- Muestra una vista en sección según el corte D-D de la figura 5a. Figura 6.- Muestra una vista en perspectiva del macho conformador. Figura 7.- Muestra una vista en perspectiva de la bandeja. Descripción de un ejemplo de realización de la invención Considerando la numeración adoptada en las figuras la máquina para formar bandejas 1 con tapa incluye una zona de entrada de las láminas 3 troqueladas a partir de las cuales se obtienen las bandejas 1, un sistema para llevar dichas láminas a una estación de conformado donde se ubica un macho 2 conformador que está ubicado por encima de la lámina troquelada 3, y un molde 4 conformador que está ubicado en una zona inferior por debajo de la lámina troquelada 3 y en la misma vertical que el macho 2, de forma que al activarse este macho 2, el mismo desciende empujando hacia abajo a la lámina troquelada 3 para adentrarse en el interior del molde 4 configurándose la forma definitiva de la bandeja 1 a conformar; habiéndose aplicado previamente un material adhesivo sobre unas zonas previstas de la lámina troquelada 3, preferentemente de cartón. El sentido de avance de cada lámina troquelada 3 es la que se indica en la figura 1, a la vez que dicho sentido de avance está indicado con la referencia 5a, y se corresponde con una dirección/alineación longitudinal 5 del conjunto de la máquina. La bandeja 1 a conformar comprende un fondo 1a cuadrado o rectangular, dos primeras paredes laterales 1b opuestas, dos segundas paredes laterales 1c opuestas, dos pares de solapas 6 en oposición que son prolongación de las primeras paredes laterales 1b, y unas lengüetas perimetrales 7 ubicada alrededor de la embocadura de la bandeja 1; donde dichas lengüetas perimetrales 7 arrancan de los bordes que delimitan la embocadura de la bandeja 1 que tiene una configuración tronco-piramidal. Las solapas 6 están configuradas para unirse a las caras exteriores de las segundas paredes laterales 1c opuestas, ubicándose las solapas 6 por fuera de la bandeja 1; donde la unión entre las solapas 6 y las segundas paredes laterales 1c se lleva a cabo mediante un adhesivo aplicado previamente sobre la lámina troquela 3 antes de iniciarse el armado de la bandeja 1. El macho 2 está unido por su parte superior a un eje motriz, a la vez que es activado por un elemento motor que proporciona un movimiento vertical hacia abajo para introducirse dentro del molde 4 para conformar la bandeja 1, y un movimiento vertical en ascensión para recuperar una posición inicial del macho 2. El eje y el elemento motor no están representados en las figuras. El macho 2 comprende un cuerpo central 2a y cuatro sufrideras perimetrales 2b con movilidad vertical relativa con respecto al cuerpo central; donde dichas sufrideras perimetrales 2b están configuradas para abatir hacia fuera las cuatro lengüetas perimetrales 7 en una de las fases finales del armado de la bandeja 1 en la estación de conformado. El macho 2 para llevar a cabo su movilidad vertical está unido al eje motriz a través de su cuerpo central 2a. Las cuatro sufrideras perimetrales 2b están unidas a una armadura solidaria a un vástago de un actuador lineal 2c situado en el centro del cuerpo central del macho 2, de forma que el desplazamiento hacia arriba o hacia debajo de las sufrideras perimetrales 2b se lleva a cabo mediante la activación del actuador lineal 2c. Una parte inferior del cuerpo central 2a del macho 2 asoma por debajo de las sufrideras perimetrales 2b, a la vez que dicha parte inferior tiene una configuración troncopiramitdal acorde con la configuración de la bandeja 1 para llevar a cabo su conformación cuando desciende el macho en su totalidad. La máquina de la invención comprende unas guías paralelas (no representadas en las figuras) dispuestas en alineaciones longitudinales en paralelo a la dirección longitudinal 5 y el sentido de avance 5a de las láminas troqueladas 3 para su guiado durante su arrastre hasta el molde 4 por encima de dichas guías longitudinales paralelas. El molde 4 incluye dos primeras placas sufrideras 10 laterales en oposición acordes con las dos primeras paredes laterales 1b de la bandeja 1, y dos segundas placas sufrideras 11 frontales en oposición acordes con las dos segundas paredes laterales 1c de la bandeja 1; donde entre estas cuatro placas sufrideras 10, 11 se configura en principio el espacio del molde 4 en el que se arma la bandeja 1; y donde las cuatro sufrideras 10, 11 incluyen unos planos inclinados acordes con las cuatro paredes laterales 1b, 1c inclinadas de la bandeja 1. Las primeras dos placas sufrideras 10 están asociadas a sendos primeros mecanismos formadores laterales, que incluye cada uno de ellos un primer actuador lineal 14, tal como un cilindro neumático, que está fijado a una primera estructura de soporte 15 solidaria a un puente 16 que está fijado a su vez a dos carros 17 en oposición acoplados y guiados en dos perfiles transversales 18 paralelos que son regulables en oposición por medio de un volante 19 acoplado al chasis de la máquina. En cambio, las dos segundas placas sufrideras 11 están asociadas a dos segundos mecanismos formadores frontales que incluyen unos segundos actuadores lineales 12, tal como unos cilindros neumáticos, que están fijados a unas segundas estructuras de soporte 13 solidarias a los dos perfiles transversales 18. Las primeras placas sufrideras 10 incluyen en sus zonas extremas, unos topes esquinados 10a que están configurados para abrazar y estabilizar las zonas esquinadas de la bandeja 1 al final de su armado cuando ha descendido el macho 2 a su posición más baja en la que se unen las solapas 6 a las segundas paredes laterales 1c de la bandeja 1 mediante el adhesivo aplicado previamente. Dichas zonas esquinadas de la bandeja 1 comprenden unas porciones esquinadas del fondo 1a y unas porciones extremas de las paredes laterales 1b, 1c de dicha bandeja 1. Por encima de los primeros mecanismos formadores se ubican dos primeros elementos dobladores longitudinales 8 dispuestos en paralelo a la dirección longitudinal 5, y sobre los que contactan las primeras paredes laterales 1b de la bandeja 1 cuando se inicia el conformado de la bandeja 1 con el descenso del macho 2 que empuja a la lámina troquelada 3 hacia el interior del molde 4. En cambio, por encima de los segundos mecanismos formadores frontales se ubican unos segundos elementos dobladores transversales 9, sobre los que contactan las segundas paredes laterales 1c de la bandeja 1 cuando se inicia el conformado de la andeja 1 con el descenso del macho 2 que empuja a la lámina troquelada 3 hacia el interior del molde 4. Al hilo de lo dicho en los dos párrafos anteriores, a medida que avanza el macho 2 hacia abajo durante la formación de la bandeja 1, las primeras paredes laterales 1b de dicha bandeja 1 entran en contacto con las primeras placas sufrideras 10 y las segundas paredes laterales 1c de la bandeja 1 entran en contacto con las segundas placas sufrideras 11. Simultáneamente con el descenso del macho 2, se activan los primeros 14 y los segundos 12 actuadores lineales arrastrando con ellos a las primeras 10 y las segundas 11 placas sufrideras que se desplaza y avanzan parejamente hasta unas posiciones para configurar provisionalmente el hueco del molde 4 donde se arma la bandeja 1, de manera que durante dicho descenso del macho 2 se arma la bandeja 1 en lo que respecta a su fondo 1a y a sus cuatro paredes laterales 1b, 1c, que se unen entre sí mediante las cuatro solapas 6; donde en esta situación las cuatro lengüetas perimetrales 7 se colocan en una posición abatida hacia fuera. Cabe señalar que el avance de las segundas placas sufrideras 11 se produce antes que el avance de las primeras placas sufrideras 10. Cuando el macho 2 alcanza su posición más baja, las porciones esquinadas del fondo 1a y las porciones extremas de las paredes laterales 1b, 1c de la bandeja apoyan sobre los topes esquinados 10a que forma parte de las primeras placas sufrideras 10 frontales. En esta situación, estando el macho 2 en la posición más baja descrita en el párrafo precedente, se activa su actuador lineal 2c centrado desplazándose verticalmente hacia abajo hasta una posición avanzada inferior, para desplazar hacia abajo a las cuatro sufrideras perimetrales 2b, las cuales empujan hacia abajo a las cuatro lengüetas perimetrales 7 por fuera de los bordes que delimitan la embocadura de la bandeja 1 a fin de situar dichas lengüetas perimetrales 7 en sus posiciones definitivas abatidas hacia fuera, tal como se aprecia más claramente en el detalle de la figura 5b. A continuación, el macho 2 recupera su posición inicial ascendiendo hacia arriba, habiendo activado previamente el actuador lineal 2c para que las sufrideras perimetrales 7 recuperen su posición inicial superior. Por último las primeras 10 y segundas 11 sufrideras recuperan sus posiciones iniciales o de reposo replegándose hacia atrás mediante la activación de los primeros 14 segundos 12 actuadores lineales; con lo cual la bandeja 1 totalmente armada caerá por gravedad hacia abajo fuera del hueco del molde 4 donde se ha conformado y armado dicha bandeja 1.
Publicaciones:
ES2964436 (05/04/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 02/09/2022 se realizó Registro Instancia de Solicitud
En fecha 02/09/2022 se realizó Admisión a Trámite
En fecha 02/09/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 06/09/2022 se realizó Superado examen de oficio
En fecha 17/07/2023 se realizó Realizado IET
En fecha 20/07/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 05/04/2024 se realizó Publicación Solicitud
En fecha 05/04/2024 se realizó Publicación Folleto Solicitud con IET (A1)
Pagos:
02/09/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 29/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787
El registro de patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787 fue solicitada el 02/09/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787 fue solicitada por BOIX MAQUINARIA SPAIN, S.L.U. mediante los servicios del agente Javier Ungría López. El registro [modality] por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787 está clasificado como B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00 según la clasificación internacional de patentes.
Otras invenciones solicitadas por BOIX MAQUINARIA SPAIN, S.L.U.
Es posible conocer todas las invenciones solicitadas por BOIX MAQUINARIA SPAIN, S.L.U. entre las que se encuentra el registro de patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787. Si se desean conocer más invenciones solicitadas por BOIX MAQUINARIA SPAIN, S.L.U. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787 está clasificado con la clasificación B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00 por lo que si se desea conocer más registros con la clasificación B31B 50/26,B31B 50/59,B31B 50/46,B31B 100/00 clicar aquí.Otras invenciones solicitadas a través del representante JAVIER UNGRÍA LÓPEZ
Es posible conocer todas las invenciones solicitadas a través del agente JAVIER UNGRÍA LÓPEZ entre las que se encuentra el registro patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787. Si se desean conocer más invenciones solicitadas a través del agente JAVIER UNGRÍA LÓPEZ clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por MÁQUINA PARA FORMAR BANDEJAS CON TAPA. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31
Es posible conocer todas las patentes registradas en la clase B31 (FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABA) entre las que se encuentra la patente MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B31B
Es posible conocer todas las patentes registradas en la clase B31B (FABRICACION DE CONTENEDORES DE PAPEL, CARTON O DE MATERIALTRABAJADO DE FORMA ANÁLOGA AL PAPEL ) entre las que se encuentra la patente MÁQUINA PARA FORMAR BANDEJAS CON TAPA con el número P202230787. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
 P202230786
P202230786
Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







