


- Home /
- Publicaciones de patentes /
- EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA
Patente nacional por "EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA"
Este registro ha sido solicitado por
TKIN ORMA, S.L.
a través del representanteJORGE ISERN JARA
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 01/07/2022
- Número solicitud:
-
P202230595
- Número publicación:
-
ES2958059
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
TKIN ORMA, S.L.
- Datos del representante:
-
Jorge Isern Jara
- Clasificación Internacional de Patentes:
- B01D 1/30,B01D 1/00
- Clasificación Internacional de Patentes de la publicación:
- B01D 1/30,B01D 1/00
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
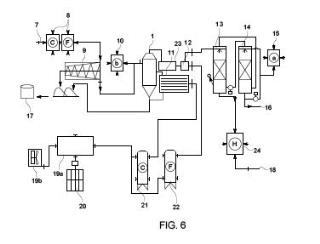
+ ES-2958059_A11. Evaporador de vacío (1) , adaptado para proporcionar una presión desde 0, 01-0, 9 atmosferas, donde dicho evaporador comprende; a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, c. una sección intermedia (4) con forma cilíndrica, situada entre la sección superior (2) y al inferior (3) , d. una salida (5) configurada para la salida de gases (5) situada sobre la sección superior (2) que comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma de tronco de pirámide que comprende una base trapezoidal (b5Ai) inferior y una base trapezoidal superior (b5As) , ii. una segunda sección (5B) inmediatamente conectada a la sección (5A) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5 A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) , e. una entrada (4A) con forma de prisma configurada para la entrada de fluidos, situada sobre la sección intermedia (4) ; donde la base del prisma está inclinada con referencia a la horizontal (o a la base de la sección cilíndrica (4) ) formando un ángulo (a) entre 7-15 grados, donde el ratio entre el diámetro (D4) de la sección intermedia cilíndrica (4) y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5 y el ratio entre el diámetro máximo (D3) de la sección inferior frustocónica (3) y la altura (H3) de la misma está en un rango entre 1-1.3. 2. El evaporador de vacío (1) según a la reivindicación anterior, donde una primera sección (5A) y la segunda sección (5B) comparten el mismo eje axial. 3. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el ratio entre la altura (h5A) del tronco de pirámide de la sección (5A) y la altura (h5B) del tronco de pirámide de la sección (5B) está entre 1-1.3. 4. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde la entrada (4A) es un prisma rectangular, donde el ratio entre la longitud de la base del prisma (l4A) y la altura del prisma (a4A) medida con respecto a la horizontal, está en un rango entre 1-1, 3, preferiblemente entre 1-1.2. 5. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el evaporador comprende un separador de gotas situado dentro de la sección (4) dispuesto en la parte superior de la sección cilíndrica y/o un rociador. 6. El evaporador de vacío (1) según la reivindicación anterior, donde el separador de gotas dispuesto dentro de la mitad superior de la sección (4) 7. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el separador de gotas es una rejilla. 8. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde le separador de gotas está configurado para generar un aumento de velocidades de la fase gaseosa dentro del evaporador. 9. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el rociador está situado sobre el separador de gotas. 10. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde la sección (3) está configurada para proporcionar un flujo laminar de las fases liquidas. 11. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) , donde el equipo comprende, los siguientes elementos: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) según cualquiera de las reivindicaciones 1-8, - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper (13) , - Torre de desorción (Scrubber (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salida de agua recuperada (18) , - Sistema aerotermia (19) que comprende: o Bomba de calor (19A) , o Depósito de inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) . 12. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) de acuerdo a la reivindicación anterior, donde residuos de la industria alimentaria (6) son seleccionados de la lista que consiste en; residuos de industrias alimentarias, lixiviados de vertederos, digestato de plantas de biogás y residuos ganaderos. 13. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industri a alimentaria (6) de acuerdo a cualquiera de las reivindicaciones anteriores, donde el calentador comprende una cascada de tubos y/o está adaptado para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . 14. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) de acuerdo a cualquiera de las reivindicaciones anteriores, donde el sistema de aerotermia (19) es un sistema que comprende alimentación fotovoltaica. 15. Proceso para la obtención de nutrientes nitrogenados, preferiblemente Sulfato Amónico, a partir de residuos de la agroindustria mediante el equipo de acuerdo con una cualquiera de las reivindicaciones 11 a 14que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, ii) Se somete la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo liquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, iii) Tratamiento del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles y un concentrado en forma de lodo, v) Extracción de la fase gaseosa obtenida mediante el uso de la bomba (8) aplicando una presión en un rango entre 0, 8-0, 05 atm seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas (7) para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo liquido obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (13) , vii) extraer los compuestos nitrogenados de residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 4000 m3 de aire/m3 de residuo líquido a tratar hasta 1500 m3 de aire/m3 de residuo liquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o una demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa vii) a una etapa de desorción mediante el uso de una corriente de ácido, para obtener una fase liquida que comprende sales de amonio, ix) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de solidos en suspensión inferior a 10 mg/l. 16. Proceso para la obtención de nutrientes nitrogenados de acuerdo a la reivindicación anterior, donde residuos de la industria alimentaria (6) son residuos obtenidos un proceso de digestión anaerobia, preferiblemente líquidos en o f orma de barros, aguas residuales de industrias agroalimentarias, residuos ganaderos y/o lixiviados de vertedero. 17. Proceso para la obtención de nutrientes nitrogenados de acue rdo a cualquiera de las reivindicaciones anteriores, donde residuos de la industria ali mentaria (6) de la etapa i) comprenden un porcentaje en peso de solidos entre el 3-15 %, preferiblemente el porcentaje de solidos esta entre el 4-10%. 18. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde residuos de la agroindustria de la etapa i) comprenden compuestos nitrogenados, preferiblemente comprenden NH3-N en una concentración en peso en el residuo entre 0, 1-5 kg /m3. 19. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde el concentrado obtenido en forma de lodo de la etapa iv) tiene una cantidad en peso de solidos entre 180-400 kg/tonelada de lodo. 20. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde uno de los compuestos nitrogenados del residuo líquido obtenido en la etapa v) es NH3-N y es obtenido en una concentración en peso entre 0, 5-2 kg/m3, preferiblemente en una concentración en peso entre 0, 8-1, 5 kg/m3. 21. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde la fase líquida obtenida en la etapa vii) comprende sulfato amónico en una concentración entre el 30% hasta el 45%.
Los productos y servicios protegidos por este registro son:
B01D 1/30 - B01D 1/00
Descripciones:
+ ES-2958059_A1 EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACÍO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DELAAGROINDUSTRIA ESTADO DE LA TÉCNICA La presente invención se refiere a un equipo y un método que encuentra aplicación industrial en el aprovechamiento de residuos agroindustriales y está especialmente indicada para el tratamiento de digestatos procedente de digestiones anaerobias o similares y que se caracterizan por: - Caudales elevados, preferiblemente a partir de 3 m3/h; - Líquidos con alto poder corrosivo; - Productos con concentraciones de sólidos en la entrada del sistema o proceso de entre 3 y 8% ; - Altas concentraciones de compuestos nitrogenados como compuesto de NH4; y - Productos con concentraciones de salida de sólidos de hasta 20%, es decir el equipo de la presente invención está diseñado para poder trabajar con concertaciones medias en el evaporador muy elevadas. Normalmente el tratamiento de residuos con estas características implica aplicaciones al campo mediante el uso de cisternas. Los problemas asociados con esta práctica son: - la necesitad de ocupar grandes extensiones de suelo agrícola. - La carga de nitrógeno se encuentra limitada a 210 kg/ha, y - La gestión logística de las aplicaciones es complicada. En la actualidad, son muy pocas las instalaciones que tratan los residuos líquidos de los digestatos provenientes de residuos agroindustriales con el objetivo de recuperar los nutrientes (compuestos nitrogenados y el agua) . Las instalaciones que realizan un proceso similar al que se plantea en la presente solicitud de patente son procesos industriales de tratamiento de purines provenientes de la industria ganadera. La reutilización de los purines como fertilizante es la solución agrícolamente más extendida y deseada y para su ransformación existen distintas tecnologías, siendo las más difundidas para grandes cantidades de purín, la digestión anaerobia de los purines y la deshidratación de éstos en plantas de cogeneración. La primera opción consiste en la producción natural de biogás a partir de la descomposición del purín en ausencia de aire, pudiendo ser utilizado el purín desgasificado como fertilizante. Esta tecnología presenta, entre otras limitaciones, una escasa producción de biogás y la necesidad de co-digerir. Por otro lado, la cogeneración es la producción conjunta de energía eléctrica y de energía calorífica útil, a partir de una fuente de energía primaria que, en la mayoría de los casos, es el gas natural. El proceso implica: - Motores o turbinas de gas que generan electricidad utilizando gas natural (GN) como combustible. - utilización del calor generado para un proceso de evaporación atmosférica o de vacío. - donde las operaciones en vacío requieren de agua caliente a entre 60 y 70°C. Aunque este proceso se asemeja al proceso de la presente invención, presenta las siguientes desventajas. Las cogeneraciones asociadas a combustibles como el gas natural, para el tratamiento de purines, han sido instalaciones primadas por las administraciones públicas. En la actualidad este tipo de instalaciones ya no son autorizables. La tendencia en este sector es tratar los residuos agroindustriales incluyendo los residuos ganaderos, y otros residuos orgánicos en plantas de biometanización para la obtención de biogás y con una transformación posterior en biometano inyectable a red, con recuperación del CO2. Sin embargo, en este tipo de instalaciones los costes de energía para el tratamiento de la fracción líquida del proceso de tratamiento de dichos residuos, es decir, la fracción líquida denominada digestato, son altos. En los equipos destinados al tratamiento de estos digestatos es conocido el empleo de cuerpos de vapores (también llamados evaporadores de vacío) que esencialmente comprenden tres secciones: a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, y c. una sección intermedia (4) con forma cilindrica, situada entre la sección superior (2) y la inferior. Situadas sobre las secciones superior e intermedia, se encuentran una salida (5) configurada para la salida de gases y una entrada (4A) configurada para ingreso de fluidos respectivamente. En los evaporadores de estos digestores, se utilizan normalmente presiones de vacío en torno a 20 kPa y más para evaporar el agua, extraer los vapores y concentrar los sólidos, sales y otros compuestos en forma de lodo. Con estos niveles de presiones de vacío, la entalpia dentro el sistema del cuerpo de vapores y tuberías es relativamente elevada por lo que el consumo energético obtenido, por ejemplo, de un suministro de gas natural, es considerable. Sin embargo, reducir la presión de vacío en el cuerpo de vapores trae como consecuencia la reducción de la densidad y, por tanto, el aumento del volumen especifico, generando velocidades mayores que conllevan problemas de arrastres con la consecuente pérdida en el rendimiento del equipo y de la instalación en su conjunto, mayor pérdida de horas de disponibilidad de la instalación, y, mayores costos operativos asociados con el aumento de la frecuencia de paradas del mismo para realizar la limpieza respectiva, sin la necesidad de bombas de vacío más robustas y complejas con mayor consumo eléctrico y costos asociados. DESCRIPCIÓN RESUMIDA DE LA INVENCIÓN La presente invención se refiere a un equipo y un método que encuentra aplicación industrial en el aprovechamiento de residuos agroindustriales para el mejoramiento de la calidad del medio ambiente y, más particularmente, en la revalorización y descontaminación de residuos agroindustriales entendiéndose como agroindustrias aquellas que abarcan la producción, transformación y comercialización de productos agrícolas, ganaderos, forestales, pesca, selvicultura y recursos naturales biológicos. Los residuos provenientes de la agroindustria incluyen entre otros, residuos ganaderos, digestatos de planta de biogás, lixiviados de vertederos, aguas residuales de industrias agroalimentarias, industrias cárnicas, que pueden ser utilizados en la presente invención para obtener nutrientes recuperados de alto valor, así como agua descontaminada reutilizable en procesos industriales. Por lo tanto, los aspectos de la presente invención es reducir los inconvenientes del arte previo asociados con la industria de recuperación de compuestos nitrogenados, particularmente, sulfato amónico y otros para su utilización como fertilizantes, y la recuperación de agua, a partir de residuos agroindustriales, preferiblemente, industria agroalimentaria, o bien contrarrestar dichos inconvenientes aportando nuevas ventajas. Además, el evaporador de vacío, el sistema y el método de la presente invención soluciona el problema del tratamiento de digestatos y otros residuos líquidos similares, residuos con elevadas cargas de sólidos y compuestos nitrogenados, utilizando energía de baja entalpia que reduce el consumo energético, reduciendo los costes de tratamiento de residuos en comparación con los tratamientos que utilizan energía térmica de mayor entalpia (60 a 70°C) del estado de la técnica. El segundo aspecto de la invención es proporcionar un método de tratamiento de residuos agroindustriales que comprende el evaporador y el equipo de la invención y que está adaptado para el empleo de energía de baja entalpia generada a partir de una fuente de energía renovable, evitando el consumo de energía primaria de origen fósil. El segundo aspecto de la invención esta por tanto relacionado con un equipo para recuperar compuestos nitrogenados útiles como nutrientes y agua a partir de residuos de la groindustria, tales como aquellos provenientes de industrias alimentarias, lixiviados de vertederos, digestatos de plantas de biogás, residuos ganaderos entre otros, comprende: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) , - Condensador (23) , - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper) (13) , - Torre de desorción (Scrubber) (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados, cómo ser el sulfato amónico (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salidadeaguarecuperada (18) , - Sistema de aerotermia (19) que comprende: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) Un tercer aspecto de la invención está relacionado con un proceso para la obtención de nutrientes nitrogenados, preferiblemente sulfato amónico, y agua a partir de residuos de la agroindustria mediante el equipo del primer aspecto de la invención que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, preferiblemente inferior a1, 5 %, ii) someter la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo líquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, preferiblemente, por lo menos un 95% de agua, más preferiblemente el 98 % de agua, iii) Tratar del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles, y un concentrado en forma de lodo, v) Extraer de la fase gaseosa obtenida en la etapa iv) mediante el uso de una bomba aplicando una presión en un rango entre 0, 8-0, 05 atm, preferiblemente entre 0, 5-0, 1 atm, seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo líquido que contiene agua y compuestos nitrogenados obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (Stripper) (13) , vii) Extraer los compuestos nitrogenados del residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 1500 m3 de aire/m3 de residuo líquido a tratar hasta 4000 m3 de aire/m3 de residuo líquido a tratar, preferiblemente entre 1500-2500 m3 de aire/m3 de residuo líquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una fase liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o un demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) Someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa anterior a una etapa de desorción mediante el uso de una corriente líquida de ácido, para obtener una fase liquida ácida que comprende sales de amonio, ix) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de sólidos en suspensión inferior a 10 mg/l. Estos objetivos se logran mediante la presente invención. LISTA DE FIGURAS (O BREVE DESCRIPCIÓN DE LAS FIGURAS) Tanto el objeto principal de la invención como las ventajas logradas podrán apreciarse en la siguiente descripción de ejemplos de realización, con referencias a los esquemas mostrados en las figuras adjuntas, en las cuales: FIG. 1: muestra una vista en alzada de un evaporador de vacío según el arte previo. FIG. 2: muestra una vista en alzada, análoga a la fig. 1, de un evaporador de vacío (1) según una modalidad preferida de la presente invención. FIG. 3: muestra una vista en elevación frontal, del evaporador de vacío (1) de la fig. 2. FIG. 4: muestra una vista en alzada en corte transversal del evaporador de vacío (1) a lo largo de la línea A-A de acuerdo con la figura 2 donde se muestra el detalle de la configuración de la entrada (4A) de líquidos residuales según una modalidad preferida de la presente invención. FIG. 5: muestra una vista en alzada lateral del evaporador que detallar la configuración de la salida de gases (5) según una modalidad preferida de la presente invención. FIG. 6 : muestra un plano esquemático de un equipo y un proceso para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria (6) alimentaria según una modalidad preferida de la presente invención. FIG. 7: muestra una vista esquemática en perspectiva de un arreglo preferido de la invención de un evaporador de vacío (1) conectado a un calentador (11) de tubos, una bomba de vacío (12) y un condensador. FIG. 8 : muestra un diagrama color que simula las variaciones de la velocidad y la dirección de la fase liquida en una vista de un corte transversal del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 9: muestra un diagrama color que simula las variaciones de la velocidad y la dirección de la fase liquida en una vista en alzada del evaporador de vacío de acuerdo con la presente invención. FIG. 10: muestra un diagrama color que simula las variaciones de temperaturas de la fase líquida en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 11: muestra un diagrama color que simula las variaciones de presión en la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 12: muestra un diagrama color que simula las variaciones y velocidad y direcciones de la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. En todas las figuras, iguales referencias corresponden a elementos iguales o equivalentes. DESCRIPCIÓN DETALLADA DE LA INVENCIÓN. A continuación, se describe en detalle todas las realizaciones de la invención con relación a las figuras 2 a 7. Sin embargo, deberá entenderse que la invención no está limitada en su aplicación a los detalles de construcción y la configuración de los componentes que se exponen en la siguiente descripción o que se ilustran en los dibujos. Asimismo, deberá entenderse que la terminología utilizada en la presente invención tienen un propósito descriptivo y no deben considerarse limitativa. Un primer aspecto de la invención se relaciona con un evaporador de vacío (1) , adaptado para proporcionar una presión desde 0, 01-0, 9 atm, preferiblemente desde 0, 02-0, 5 atm, donde dicho evaporador comprende; a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, c. una sección intermedia (4) con forma cilindrica, situada entre la sección superior (2) y al inferior (3) , d. una salida (5) configurada para la salida de gases situada sobre la sección superior (2) que comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Ai) y una base trapezoidal superior (b5As) , ¡i. una segunda sección (5B) inmediatamente conectada a la sección (5A) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) , e. una entrada (4A) con forma de prisma configurada para la entrada de fluidos, situada sobre la sección intermedia (4) ; donde la base del prisma está inclinada con referencia a la horizontal (o a la base de la sección cilindrica (4) ) formando un ángulo (a) entre 7-15 grados, donde el ratio entre el diámetro (D4) de la sección intermedia (4) con forma cilindrica y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente el ratio es de 1, 4. y el ratio entre el diámetro máximo (D3) de la sección inferior (3) con forma frustocónica y la altura (H3) de la misma está en un rango entre 1-1.3, preferiblemente el ratio es de 1, 12, donde el diámetro máximo D3 es igual al diámetro D4 La entrada (4A) evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de vahos. El ángulo formado entre la base del prisma y la base de la sección cilindrica (4) ayuda a conseguir este efecto. El un cuerpo de vapores / evaporador de vacío (1) utilizable en el equipo de la presente invención está adaptado para de producir la evaporación de un digestato en un rango de presiones desde 0, 01 a 0, 9 atmosferas, preferiblemente desde 0, 02 a 0, 5 atm. El primer aspecto del cuerpo de vapores o evaporador de vacío (1) de la presente invención se asemeja a un ciclón y presenta las siguientes características técnica estructurales: un cuerpo principal conformado por tres secciones: una sección superior (2) con forma frustocónica, una sección inferior (3) con forma frustocónica, y una sección intermedia (4) con forma cilindrica ubicada entre dicha sección superior (2) y dicha sección inferior (3) con forma frustocónica y una entrada (4A) configurada para la entrada de líquidos dispuesta en la sección intermedia (4) con forma cilindrica de dicho cuerpo principal, y una salida de gases (5) dispuesta en la sección superior (2) con forma frustocónica, de dicho cuerpo principal. Con respecto al cuerpo principal del evaporador de vacío (1) se tienen las siguientes proporciones: El ratio entre el diámetro (D4) de la sección intermedia (4) con forma cilindrica y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente, 1, 4. El ratio entre el diámetro máximo (D3) de la sección inferior (3) con forma frustocónica del cuerpo principal y la altura (H3) de la misma está en un rango entre 1-1.3, más preferiblemente, 1-1, 12. En una realización preferida, la sección inferior (3) con forma frustocónica está configurada para proporcionar un flujo laminar de la fase liquida. Dicha salida (5) está configurada que para la salida de gases se ubique en dicha sección superior (2) con forma frustocónica de dicho cuerpo principal, preferiblemente, sobre la porción superior de la sección cilindrica (4) . La salida de gases (5) comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma frustocónica de dicho cuerpo principal, dicha primera sección (5A) presenta una forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Ai) y una base trapezoidal superior (b5As) , ¡i. una segunda sección (5B) inmediatamente conectada a dicha primera sección (5A) , que presenta forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) . En una realización preferida de la invención, dicha primera sección (5A) comparte el mismo eje axial que dicha segunda sección (5B) . En otra realización preferida de la invención, el ratio entre la altura (h5A) del tronco de pirámide de la primera sección (5A) y la altura (h5B) del tronco de pirámide de dicha segunda sección (5B) está entre 1-1.3. La forma y relación de dimensiones de la salida (5) tiene el efecto técnico que evita que no haya arrastre de líquidos y/o sólidos y no se generen picos de presión. La entrada (4A) configurada para la entrada de una fase líquida se dispone en la sección intermedia (4) con forma cilindrica del cuerpo principal del evaporador de vacío (1) , preferiblemente, en una dirección tangencial a la superficie de dicha sección intermedia (4) con forma, y presenta una forma de prisma, donde la base del prisma está inclinada con referencia a la horizontal, o a la base de la sección cilindrica, formando un ángulo (a) entre 7-15 grados. Dicha sección intermedia (4) cilindrica favorece que la superficie del líquido sea mayor mejorando el rendimiento de la evaporación y reduciendo las velocidades de los vapores. En una modalidad preferida de la invención, el ratio entre la longitud de la base del prisma (I4A) y la altura del prisma (a4A) medida con respecto a la horizontal, está en un rango entre 1-1, 3, preferiblemente, 1-12. Estas particulares características constructivas del evaporador de vacío (1) de la presente invención permiten obtener numerosas ventajas: El mayor diámetro de la sección intermedia (4) con forma cilindrica del cuerpo principal del evaporador de vacío favorece que la superficie del líquido sea mayor mejorando el rendimiento de la evaporación y reduciendo las velocidades de los vapores. El diseño de la entrada (4A) configurada para la entrada de la fase líquida que es tangencial e inclinada con un ángulo entre 7-15 grados genera una menor cantidad de arrastres debido a la hidrodinámica en la fase líquida que hace que gran parte de los sólidos suspendidos en ella permanezcan en las cercanías de las paredes del cono inferior mientras que el líquido menos concentrado permanezca en la parte central del evaporador favoreciendo asi una mayor evaporación, una menor formación de espumas, y permitiendo la ubicación de los separadores de gotas más próximos, ya que no se verán tan afectado por el efecto de los arrastres. El diseño de la salida (5) configurada para la salida de la fase gaseosa (vapores) evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de salida de vapores. En una realización preferida de la invención, dicha salida (5) de la fase gaseosa comprende por lo menos dos secciones: i) una primera sección (5A) de la salida de la fase gaseosa está conectada en comunicación de fluidos con la porción superior de la sección frustocónica superior del cuerpo principal del evaporador, dicha primera sección (5A) tiene forma de tronco de pirámide rectangular cuyo eje axial se dispone perpendicular al eje axial de la porción frustocónica superior del cuerpo principal y presenta un lado trapezoidal que se conecta con una segunda sección (5B) de la salida de la fase gaseosa, y ii) una segunda sección (5B) de la salida de la fase gaseosa (vapores) inmediatamente conectada a la primera sección (5A) también presenta forma de tronco de pirámide con un lado trapezoidal coincidente con el de dicha primera sección (5A) , dicha segunda sección (5B) se ahusa en dirección del eje axial, rematando en una abertura preferiblemente, de sección circular. La entrada (4A) para fluidos situada sobre la sección intermedia (4) del cuerpo principal del evaporador se proyecta tangencialmente respecto de la superficie cilindrica de dicha sección intermedia (4) ; ventajosamente, la entrada (4A) tiene la forma de un prisma preferiblemente, de sección cuadrada. En una realización preferida, el evaporador de vacío (1) también comprende un separador de gotas dispuesto en la sección cilindrica del cuerpo principal del evaporador y/o un rociador. El separador de gotas está dispuesto preferiblemente dentro de la mitad superior de la sección intermedia (4) con forma cilindrica. En una realización preferida, el rociador está situado sobre el separador de gotas. Como se indicó anteriormente, el diseño hidrodinámico de la salida (5) de vapores evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de vapores. Con este diseño se reducen los arrastres de sólidos aumentando el rendimiento de la condensación y la disponibilidad anual del equipo, permitiendo lograr una mejora del rendimiento global del evaporador de vacío en más del 15%. A su vez el diseño del evaporador de vacío (1) posee un diámetro (D4) de la sección intermedia (4) superior al diámetro de los evaporadores convencionales del mismo tipo utilizados en procesos de recuperación con una capacidad de tratamiento equivalente y una entrada (4A) tangencial para generar una hidrodinámica de la fase liquida que favorece la evaporación minimizando los arrastres, permite alcanzar un incremento del rendimiento de la evaporación del sistema de más del 10%. Ventajosamente, como ya se indicó la sección inferior (3) con forma frustocónica del evaporador de vacío (1) está configurada para proporcionar un flujo laminar de la fase liquida reduciendo de esta manera los efectos del arrastre. En otra realización preferida de la invención, el evaporador puede comprender, además, un rociado y/o un separador de gotas, tal como una rejilla configurada para generar un aumento de velocidades de la fase vapor dentro del evaporador de vacío (1) . De esta manera se yuda a limpiar el separador de gotas a la vez que se genera menos distorsión del flujo de fluidos, con la ventaja de que, entre el separador de gotas y la lámina de evaporación no hay ningún elemento que distorsione la corriente de vapores que se genera. Un segundo aspecto de la invención está relacionado con un equipo destinado a la revalorización de residuos agroindustriales para mejorar la calidad del medio ambiente, que es adecuado para la recuperación de compuestos nitrogenados, particularmente útiles como nutrientes, y agua para usos industriales. El equipo de la presente invención se caracteriza por ser versátil, ya que se adapta al tratamiento de diversos tipos de residuos tales como residuos ganaderos, digestatos de planta de biogás, lixiviados de vertedero, aguas residuales de industrias agroalimentarias, industrias cárnicas, etc., todo ello con un mínimo coste energético y un mínimo consumo de agua. Con el equipo de la presente invención es posible recuperar compuestos nitrogenados que son nutrientes de alto valor y agua descontaminada y reutilizable en otros procesos industriales. El equipo de la presente invención para recuperar compuestos nitrogenados útiles como nutrientes y agua a partir de residuos de la agroindustria, tales como aquellos provenientes de industrias alimentarias, lixiviados de vertederos, digestatos de plantas de biogás, residuos ganaderos entre otros, comprende: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) , - Condensador (23) , - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper) (13) , - Torre de desorción (Scrubber) (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados, cómo ser el sulfato amónico (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salidadeaguarecuperada (18) , - Sistema de aerotermia (19) que comprende: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Depósito adecuado para acumular agua caliente (21) y - Depósito adecuado para acumular agua fría (22) Los medios de coagulación y floculación (8) son adecuados para eliminar alrededor del 50%, preferiblemente el 60%, sólidos suspendidos totales (SST) de la corriente de residuo previamente al ingreso de dicha corriente de residuos a la centrifugadora (9) ; La centrifugadora (9) permite eliminar los sólidos suspendidos residuales provenientes de los medios de coagulación y floculación (8) , y extraer una fase líquida que será bombeada al evaporador. Dicha centrifugadora (9) se encuentra situada a continuación de los medios de coagulación y floculación (8) , es decir corriente arriba de los mismos y se conecta con un evaporador de vacío (1) . Entre el centrifugador y el evaporador de vacío (1) se dispone de medios para la dosificación de un agente básico (10) que tienen por finalidad reducir el consumo del agente básico en etapas posteriores elevando el pH de la corriente de residuos líquidos que se extrae de la centrifuga y que ingresa al evaporador de vacío (1) . El evaporador de vacío (1) está adaptado para producir la evaporación de la fracción líquida, a baja presión, por ejemplo, a presiones de menor a 10 kPa tal como a 5 kPa, y está conectado a un condensador (23) configurado para condensar la fase gaseosa que se extrae del evaporador de vacío (1) . El conjunto evaporador de vacío (1.- condensador (23) se conecta a una bomba de vacío ( 12) . El evaporador de vacío (1) a su vez se conecta en un lazo cerrado con un calentador (11) que, preferiblemente, es un intercambiador de calor acuatubular cuya finalidad es calentar continuamente la fase liquida que ingresa al evaporador. Una bomba de vacío es capaz de mantener el evaporador (1) en condiciones de vacío para evaporar la fracción líquida a una temperatura baja y con mayor eficiencia de evaporación. Preferiblemente, la bomba de vacío (12) se configura para reducir la presión en un rango de entre 0, 01 y 0, 9 atmósfera, preferiblemente, entre 0, 02 y 0, 5 atmósfera, y con ello reducir la entalpia del sistema evaporador-condensador. El conjunto condensador (23) -calentador (11) recibe agua fría y caliente respectivamente de un sistema de aerotermia (19) que se describirá a más abajo. La torre de absorción (Stripper) (13) conectada corriente arriba del condensador (23) está configurada para el lavado en medio básico de la fase condensada proveniente del condensador (23) . Dicha torre de absorción (13) puede ser de platos o rellena para aumentar la transferencia durante el proceso de absorción de compuestos de nitrógeno de la fase líquida en una fase gaseosa preferiblemente, aire. A su vez la torre de absorción (Stripper) (13) se conecta a una torre de desorción (Scrubber) (14) que está configurada para el lavado de la fase gaseosa rica en compuestos de nitrógeno proveniente de la torre de absorción o Stripper (13) utilizando una corriente de ácido. Preferiblemente, dicha torre de absorción (13) comprende medios de dosificación de un agente básico (10) , mientras que dicha torre de desorción (14) comprende medios de la dosificación de un agente ácido (15) . La torre de absorción (13) está configurada para lavado de gases en medio básico, dichos medios de dosificación pueden ser, por ejemplo, una bomba dosificadora de membrana directa, que son particularmente útiles para dosificar líquidos agresivos tales como una base fuerte o un ácido fuerte. La salida (16) adaptada para líquidos, está configurada para la salida de una fase líquida rica en sales de amonio, provenientes de la torre de desorción (14) , dicha fase liquida rica en sales de amonio es útil como nutriente y comprende particularmente, sulfato amónico. El equipo incluye, además, al menos una torre de desorción o Scrubber (14.- que incluye medios para dosificación de medio de ácido (15) , dicha torre de desorción o Scrubber (14) es adecuado para el lavado de gases en medio acido. Adicionalmente, el equipo incluye de un tanque (17) adaptado para almacenar los sólidos /Líquidos y medios para proporcionar pH ácido. La salida de agua recuperada (18) proveniente de la torre de absorción (13) , opcionalmente, se conecta en comunicación de fluidos con un equipo higienizador de agua donde el agua es depurada con un agente de biocida, particularmente, Cl2O, para su uso posterior en otros procesos industriales. El sistema de aerotermia (19) funciona en base a una conmutación o conexión entre una caldera y una bomba de calor (19A) en función de una temperatura prefijada dependiente de la temperatura de impulsión demandada en cada momento y de la curva de funcionamiento prefijada para el sistema. El punto de unión de ambos sistemas de calefacción se da en el llamado punto de temperatura bivalente y se fija previamente en función de una serie de parámetros como ser: el punto donde la bomba de calor (19A) comienza a tener menor capacidad para la temperatura que se demanda y el punto donde, según la curva de regulación, el sistema reclama una temperatura de impulsión por encima de la capacidad de la bomba. Para ello, el sistema de aerotermia (19) comprende a su vez: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) . Tanto el depósito adecuado para acumula agua caliente (21) como el depósito adecuado para acumular agua fría (22) están conectados a la bomba de calor (19A) . - La figura 6 muestra una disposición preferida de un sistema de aerotermia conectado al equipo para recuperación de nutrientes nitrogenados de la presente invención- Dicho sistema de aerotermia (19) comprende una bomba de calor (19 A) conectada a una fuente de energía externa que puede ser la red eléctrica o una planta fotovoltaica (20) . La bomba de calor (19A) se conecta en comunicación de fluidos a un depósito de inercia (19B) . - El depósito de inercia está destinado a almacenar tanto agua fría como agua caliente y permite alcanzar una mayor eficiencia del sistema de aerotermia y reducir el consumo de energía de la bomba de calor (19 A) dado que acumulan la energía o el calor residual. De este modo se logra un importante ahorro energético, a la vez que se aumenta el volumen de agua total en la instalación y con ello la inercia del sistema de aerotermia. - La bomba de calor (19 A) , se conecta en comunicación de fluidos a dos depósitos acumuladores uno para acumular agua caliente (21) y el otro para acumular agua fría (22) . Dicho depósito acumulador de agua caliente (21) se conecta con el calentador (11) para suministrar una corriente de agua caliente para el calentamiento continuo de la fase liquida en el evaporador de vacío (1) Por su parte, el depósito acumulador de agua fría (22) se conecta con el condensador (23) para suministrar una corriente fría y condensar la fase gaseosa rica en compuestos nitrogenados que sale del evaporador de vacío (1) . La corriente de agua fría del condensador y la corriente de agua caliente del calentador (11) se recirculan al depósito de inercia (19B) . El calentador (11) conectado a la torre de absorción (13) es un intercambiador de calor que preferiblemente, puede comprender una cascada de tubos en una disposición de intercambiador acuotubular para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . Un tercer aspecto de la invención está relacionado con un proceso para la obtención de nutrientes nitrogenados, preferiblemente sulfato amónico, y agua a partir de residuos de la agroindustria mediante el equipo del primer aspecto de la invención que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, preferiblemente inferior a1, 5 %, ii) Se somete la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo líquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, preferiblemente, por lo menos un 95% de agua, más preferiblemente el 98 % de agua, iii) Tratamiento del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles y un concentrado en forma de lodo, v) Extracción de la fase gaseosa obtenida en la etapa iv) mediante el uso de una bomba aplicando una presión en un rango entre 0, 8-0, 05 atm, preferiblemente entre 0, 5-0, 1 atm, seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo líquido que contiene agua y compuestos nitrogenados obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (Stripper) (13) , vii) extraer los compuestos nitrogenados del residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 1500 m3 de aire/m3 de residuo líquido a tratar hasta 4000 m3 de aire/m3 de residuo líquido a tratar, preferiblemente entre 1500-2500 m3 de aire/m3 de residuo líquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una fase liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o un demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) Someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa anterior a una etapa de desorción mediante el uso de una corriente líquida de ácido, para obtener una fase liquida ácida que comprende en sales de amonio, como sulfato amónico, x) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de solidos en suspensión inferior a 10 mg/l. Preferiblemente, en la etapa iii) de tratamiento del residuo líquido que sale de la etapa de centrifugación ii) , la base utilizada para ajustar el pH a un valor alcalino se selecciona del grupo formado por hidróxidos alcalinos y/o alcalinotérreos y mezclas de los mismos, preferiblemente, hidróxido de sodio. Elevando el pH en este punto del proceso, se consigue reducir el consumo de agente básico en las etapas subsiguiente. El residuo líquido que comprende agua y compuestos nitrogenados obtenido en la etapa v) se ajusta su pH a un rango entre 8-10 mediante la adición de una base, preferiblemente, hidróxido de sodio, en una torre de absorción (13) . En dicha torre de absorción (13) dicha residuo liquido básico se pone en contacto con una corriente gaseosa, preferiblemente en, una corriente de aire, para la absorción de los compuestos de nitrógeno) de modo de producir una fase liquida con bajo contenido de compuestos de nitrógeno (mayormente agua) y una fase gaseosa rica en compuestos de nitrógeno, por ejemplo amoniaco; luego dicha fase gaseosa rica en compuestos de nitrógeno se somete a un proceso de desorción en una torre de desorción (Scrubber) (14) , mediante la adición de una corriente líquida de ácido para la formación de una fase liquida ácida rica en sales de amonio y una corriente de gas conteniendo esencialmente aire que se recircula en bucle hacia el interior de la torre de absorción (Stripper) (13) , donde tiene lugar la etapa vii) , de extracción de los compuestos de nitrógeno en una corriente aire, con la consiguiente conservación de la energía calorífica, lo que favorece el proceso de absorción de los compuestos de nitrógeno desde la fase liquida condensada. La concentración de las sales de amonio que salen de la torre de desorción (14) en disolución se controla a través de la medición de la conductividad de la sal producida. Durante la etapa viii) de desorción de los compuestos gaseosos de nitrógeno, la fase gaseosa proveniente de la etapa de extracción de los compuestos de nitrógeno vii) llevada a cabo en una torre de absorción o Stripper (13) se pone en contacto con una fase líquida ácida, preferiblemente, una fase líquida ácida que comprende ácido sulfúrico, en una torre e desorción o Scrubber (14) , de esta manera se obtiene una fase líquida rica en sales de amonio y una fase gaseosa pobre en compuestos de nitrógeno que se recircula a la etapa de extracción vii) en la torre de absorción o Stripper (13) . En esta etapa se lleva a cabo la siguiente reacción cuando la fase ácida contiene ácido sulfúrico: 2NH3+ H2S04^ (NH4) 2S04, con una pureza de más del 40 %. El proceso para la obtención de nutrientes nitrogenados de la presente invención está especialmente adaptado para el tratamiento de residuos obtenidos de procesos de digestión anaerobia, preferiblemente, líquidos en o forma de lodos, aguas residuales de industrias agroalimentarias, residuos ganaderos y/o lixiviados de vertedero, preferiblemente en un porcentaje en peso de sólidos entre 3 y 15 %, donde preferiblemente el porcentaje de sólidos está entre e l 4y el 10%. Adicionalmente, los residuos de la etapa i) comprenden compuestos nitrogenados, preferiblemente comprenden NH3-N en una concentración en peso en el residuo entre 0, 1-5 kg /m3. En la etapa de calentamiento iv) el concentrado obtenido en forma de lodo contiene preferiblemente una cantidad en peso de solidos entre 180-400 kg/tonelada de lodo dichos lodos son derivados a un tanque (17) de acumulación de sólidos junto con los sólidos de la etapa de centrifugación ii) . Preferiblemente, la fase liquida rica en compuestos nitrogenados obtenida de la etapa de v) de Extracción de la fase gaseosa seguida de condensación comprende una concentración de compuestos nitrogenados (NH3-N) entre 0, 5-2 kg/m3, preferiblemente entre 0, 8-1, 5 kg/m3. Mientras que la fase líquida rica en sales de amonio obtenida en la etapa de desorción ácida vii) comprende una concentración de sulfato amónico entre el 30% hasta el 45%. En la etapa de centrifugación (ii) preferiblemente, el residuo líquido obtenido, resultante presenta una concentración de solidos inferiores al 2%. La etapa (vi) donde se adiciona una base para ajustar el pH, preferiblemente hidróxido de sodio, el objetivo es la reducción de la demanda química de oxígeno (DQO, ) favorecer la recipitación de la materia orgánica en la fase de calentamiento y evaporación v) y evitar que en la etapa vi) de destilación se emitan sustancias toxicas. Una opción de optimización energética es la etapa de precalentado del residuo liquido en la etapa iv) en función de las características del residuo, con los vapores destilados previamente. En una realización preferida, este pre-calentamiento se realiza un calentador (11) externo al evaporador de vacio (1) , donde hace circular el residuo líquido de forma continua entre el calentador (11) y el evaporador de vacío (1) . La energía térmica de este calentador (11) es recibida del almacén de agua caliente, que genera la bomba de calor (19A) . El calentador (11) se diseña específicamente para poder trabajar con temperaturas inferiores a los 60ºC. El equipo del segundo aspecto y el método del tercer aspecto presentan la ventaja que permiten trabajar con temperaturas de evaporación muy bajas, que permite utilizar calores residuales de baja temperatura existentes en muchos procesos industriales, y la utilización de bombas de calor que pueden ser alimentadas por plantas fotovoltaicas "on site" y/o "out site". A su vez el sistema no es excluyente de poder utilizar calores residuales térmicos provenientes de otros equipos tales como calderas, sistemas de refrigeración, plantas de cogeneración. La etapa de extracción de la fase gaseosa v) , la condensación de dicha fase gaseosa requiere de energía térmica suministrada por una corriente de agua fría a 250C. El agua fría requerida para la condensación es generada de forma simultánea con una bomba de calor (19A) y almacenada en el depósito de agua fría (22) . La producción de agua caliente y fría de forma simultánea permite que la bomba de calor (19A) tenga rendimientos (COP superiores a 6) , muy elevados. De esta manera se evita la utilización de torres de refrigeración, simplificando notablemente la instalación y la operación de la planta; reduciendo así grandes consumos de agua y costos en equipos adicionales. La generación térmica necesaria para el proceso de evaporación y condensación es provista por un sistema de aerotermia (19) que incluye una bomba de calor (19 A) , la cual puede ser alimentada de la red eléctrica o de una planta fotovoltaica, preferiblemente por una planta fotovoltaica. El sistema de aerotermia generador del agua caliente y fría que incluye una omba de calor (19 A) con depósitos de acumulación de agua fría y caliente no requiere de intercambios con el aire (aerotermia) o con corrientes de agua (hidrotérmia) . Estos dos últimos sistemas no son necesarios en este proceso, y su instalación será como respaldo con una potencia muy inferior a la instalada en la bomba. La etapa de desorción (viii) de compuestos nitrogenados de la corriente gaseosa proveniente de la torre de absorción (13) se lleva a cabo en la torre de desorción (14) mediante el contacto con una fase ácida, por lo tanto, la torre de desorción (14) comprende medios para el almacenamiento y dosificación de ácido (15) . La fase liquida obtenida en la etapa de extracción de compuestos nitrogenados vii) que se lleva a cabo en la torre de absorción (13) , es mayormente agua y puede contener patógenos, razón por la cual es necesario eliminarlos previamente a su reutilización en la mayoría de los procesos industriales. En los casos que sea necesario se dispone de un proceso de higienización, en el que se trata dicha fase líquida con dióxido de cloro (CIO2) . El agua recuperada y depurada es obtenida a través de la salida de agua (18) tras este proceso será apta para su reutilización en una buena parte de procesos industriales. Como ya se indicó este proceso está especialmente diseñado para el tratamiento de digestatos procedente de digestiones anaerobias o similares y se caracterizan por poseer: - Caudales elevados a partir de 3 m3/h - Líquidos con alto poder corrosivo. - Concentraciones de solidos en la entrada de producto d e 3 - 8% - Altas concentraciones de compuestos nitrogenados, por ejemplo, derivados de NH4 - Concentraciones de salida de solidos de hasta el 20%. Esto indica que el método y equipo de la presente invención estas configurado para poder operar con concertaciones medias en el evaporador muy elevadas para este tipo de equipos. El proceso de la presente invención permite obtener las siguientes ventajas: - Conseguir un mayor rendimiento en la separación de solidos/productos nitrogenados. - Obtener un sólido ya sea como producto final o como un intermedio de proceso, seco o con poca humedad - Obtener un solidos/producto con bajo demanda química de oxígeno, (DQO) , en el orden de x-y - Recuperar una alta concentración de compuestos nitrogenados -- Mejora operativas asociadas con el empleo de un pH básico en las etapas de evaporación y extracción, - Obtención de Sulfato de Amonio con al menos un 40% de pureza. - alto rendimiento en la obtención de Sulfato de Amonio por toneladas/kilogramos de residuo usado al principio del proceso. Por su parte, el equipo de recuperación de la presente la invención (segundo aspecto) posee las siguientes ventajas: Utilización de un sistema de aerotermia industrial como fuente de energía única que genera el agua caliente para el calentador (11) y el agua fría para el condensador (23) . Utilización de un vacío muy superior al utilizado en instalaciones destinadas a este tipo de aplicaciones <10 kPa frente a presiones en torno a los 20 kPa utilizados normalmente. Utilización de un sistema de aerotermia para la condensación de vapores, siendo lo habitual la utilización de torres de refrigeración. Este sistema de aerotermia presenta las siguientes ventajas: a. permite reducir los consumos eléctricos. b. No se requieren consumos de agua, por lo que supone un ahorro en el empleo de instalaciones adicionales. c. Se evitan los potenciales problemas asociados con la proliferación de legionela de las torres de refrigeración. Ejemplo comparativo La figura 1 muestra un evaporador de vacío convencional A. Ejemplo 1: La figura 2 muestra un evaporador de vacío (1) de acuerdo al primer aspecto de la presente invención, que se puede utilizar como evaporadores de vacío en procesos de recuperación con una capacidad de tratamiento por lo menos equivalente a los convencionales. El aspecto general de ambos evaporadores de vacío según la figura 1 y la figura 2, se asemeja a un ciclón, comprendiendo ambos una sección superior (2) y una sección inferior (3) , ambas con formas frustrocónicas. Entre ambas secciones superior (2) e inferior (3) se sitúa una sección intermedia (4) con forma cilindrica. En la sección intermedia (4) se encuentra una entrada (4A) configurada para la entrada de una fase líquida, dispuesta tangencialmente a la superficie de la sección cilindrica intermedia (4) , sobre la sección superior (2) con forma frustocónica se dispone una salida (5) configurada para la salida de gases generados en el interior del evaporador de vacío (1) . Las tres secciones 2, 3 y 4 son coaxiales, es decir comparten un mismo eje central orientado verticalmente en operación. No obstante estas similitudes estructurales generales, el evaporador de vacío (1) de la presente invención comprende numerosas modificaciones estructurales que le otorgan ventajas operativas distintivas respecto de los equipos convencionales del mismo tipo existentes en el arte previo tal como se describen a continuación, aludiendo a las figuras 2 a 5. La sección intermedia (4) está configurada para proporcionar un flujo laminar de la fase liquida. Tiene un diámetro externo de 2, 800 metros, un diámetro interno (D4) de 2, 784 metros y una altura (H4) de 2 metros, dando un ratio D4/H4 de casi 1, 4 que, tal como se observa, es significativamente superior al ratio del evaporador convencional A exhibido en la fig. 1. La altura de la sección superior (2) , (H2) es de 1, 100 metros y la altura de la sección inferior (3) , (H3) es de 2, 500 metros. Debajo de la sección inferior (3) se encuentra una boca 6 de descarga de sólidos de 0, 5 metro de diámetro. La entrada (4A) configurada para la entrada de fluidos está dispuesta tangencialmente respecto de la superficie de la sección intermedia (4) con forma cilindrica, como muestran las figs. 4 y 5, presenta una longitud horizontal de 1, 500 metros y está y posee una forma de prisma, con una sección de forma cuadrada de dimensiones DE 483 mm x 483 mm en su extremo abierto. La base del prisma 4A está inclinada con referencia a la horizontal que delimita la base de la sección intermedia (4) con forma cilindrica (es decir, de orientación coincidente con la horizontal) formando un ángulo a de 7º a 15° de manera que el conducto de la entrada (4A) se ensancha verticalmente a medida que éste se proyecta hacia el interior del evaporador de vacío (1) El ratio entre la longitud de la base del prisma (I4A) , medida con respecto a la horizontal, y la altura del prisma (a4A) es de 1-1, 3, preferiblemente entre 1-1.2. La relación entre el diámetro (D4) de la sección intermedia (4) y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente, 1, 4 y la relación entre el diámetro máximo (D3) de la sección inferior frustocónica (3) y la altura (H3) de la misma está en un rango entre 1-1.3 . La salida (5) configurada para la salida de gases está dispuesta en la porción superior de la sección superior frustocónica 2 como muestra en las figuras 3 y 5 en particular, comprende dos secciones, la primera sección (5A) se conecta a la sección superior (2) del cuerpo principal del evaporador de vacío (1) y presenta una forma de tronco de pirámide y posee una altura (h5A) de 900 mm, a su vez, comprende una base trapezoidal inferior (b5Ai) que se conecta con la sección superior (2) del cuerpo principal y una base trapezoidal superior (b5As) que se conecta con la segunda sección (5B) . Una segunda sección (5B) inmediatamente conectada a la sección (5A) presenta forma de tronco de pirámide y comprende una base trapezoidal inferior (b5Bi) , que coincide con la base trapezoidal superior (b5As) de dicha primera sección (5A) . Dicha segunda sección (5B) de forma de tronco de pirámide tiene una altura (h5B) de 800 mm y desemboca en un orificio de sección circular de 630 mm de diámetro. El ratio entre la ltura (h5A) del tronco de pirámide de la primera sección (5A) y la altura (h5B) del tronco de pirámide de la segunda sección (5B) esde1.12. En la porción superior del interior de la sección cilindrica intermedia 4 del cuerpo principal del evaporador (1) se dispone un rociador, una lámina de evaporación y una rejilla (pueden ser de índole convencional y no se ilustran) esta última configurada como separador de gotas cuya finalidad es generar un aumento de velocidades de la fase gaseosa dentro del evaporador. Entre la rejilla y la lámina de evaporación no hay ningún elemento que distorsione la corriente de vapores que se genera. El rociador tiene la función de limpiar el separador de gotas haciendo uso de los arrastres que puedan tener lugar dentro de la sección (4) Las ventajas asociadas con el diseño del evaporador de vacío (1) de la presente invención puede apreciarse en las figuras 8 a 12. En la figura 8 relativa a la fase liquida se muestra la diferencia de velocidades y la dirección de la fase liquida en una vista de una sección transversal del cuerpo principal del evaporador. Con el diseño del evaporador de vacío (1) de la presente invención es posible obtener un flujo laminar, con velocidades elevadas en el periferia y dirección (-y) es decir hacia abajo (0.9 m/s) . En el centro se observan velocidades de (0.2 m/s) con dirección sin componente vertical. Este efecto es muy beneficioso para evitar los arrastres indeseados. En las figuras 9 se aprecia la variación de la velocidad y dirección de la fase líquida en una vista de alzada del evaporador de vacío (1) de acuerdo con la presente invención. Se puede observar que las velocidades altas (1.03 m/s) están en la periferia. De esta manera los sólidos, por acción de la fuerza centrífuga se desplazan cercanos a las paredes del evaporador dejando la zona central para los líquidos con menos concentración de solidos que se mueven a bajas velocidades (0.15 m/s) facilitando la salida de vapores sin arrastres. Este efecto mejora el rendimiento de evaporación reduciendo los efectos de arrastres. En la figura 10 se puede observar la variación de la temperatura de la fase líquida en una vista de alzada del evaporador de vacío (1) de acuerdo con la presente invención donde se observa el efecto de temperaturas más altas en la zona de cambio de fase. Efecto que favorece el incremento de la evaporación. En la figura 11 se aprecia la variación de presión de la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención donde se aprecia una variación de presión homogénea a medida que la fase vapor se dirige hacia la salida (5) . En la figura 12 se aprecia la variación de las velocidad y direcciones de la fase vapor donde se observa una transición suave en el incremento de velocidades de forma que se favorece la reducción de arrastres. Nótese que la presencia del separador de gotas genera un aumento de velocidades, pero no distorsiona las velocidades de salida y que el tubo para la limpieza del separador de gotas ubicado en la parte superior no distorsiona el fluyo de salida de vapores. Ejemplo 2 Equipo para la recuperación de nutrientes nitrogenados v agua de acuerdo con el segundo aspecto de la invención: Las figs. 6 y 7 ilustran un equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la agroindustria particularmente de la industria agroalimentaria lixiviados de vertederos, digestato de plantas de biogás y residuos ganaderos. El equipo comprende: medios de alimentación (7) de residuos, en comunicación de fluidos con medios coaguladores y floculadores (8) destinado a coagular y flocular los sólidos suspendidos del residuo entrante y para favorecer su eliminación en la etapa subsiguiente de centrifugación (ii) , una centrifugadora (9) en comunicación de fluidos con y situada corriente arriba de dichos medios coaguladores y floculadores (8) , donde dicha centrifugadora (9) se configura para separar sólidos por decantación y obtener una fase liquida residual. Un medio dosificador (10) de un agente básico se ubica corriente abajo del evaporador de vacio (1) y tiene por finalidad ajustar el pH del líquido residual que se separa del centrifugador (9) antes de su ingreso al evaporador de vacío (1 ) . El evaporador (1) se conecta en serie con un condensador (23) que recibe la fase vapor que sale del evaporador (1) ambos dispositivos se conectan a una bomba de vacío (12) destinada a reducir la presión dentro del conjunto de evaporador 1yel condensador 23. Asimismo, el evaporador de vacío (1) se conecta en un lazo cerrado con un calentador o intercambiador de calor del tipo acuotubular (11) donde el líquido residual en el evaporador de vacío (1) se recircula continuamente para lograr la temperatura deseada de evaporación en el evaporador (1) . La reducción de la presión en un rango entre presión de 0, 01-0, 9 atmosferas, mediante una bomba de vacío (12) permite reducir la entalpia del sistema y evaporar la fracción líquida a temperatura baja con menos consumo energético. Corrinte arriba del condensador (23) se disponen un conjunto de torres absorción (Stripper) (13) y desorción (Scrubber) (14) . La torre de absorción (Stripper) (13) está configurada poner en contacto dicho fase liquida rica en compuestos de Nitrógeno proveniente del condensador (23) cuyo pH ha sido ajustado a un valor entre 8-9, con una fase gaseosa constituida principalmente por aire, y de este modo extraer de la torre de absorción (13) una fase gaseosa rica en compuestos nitrogenados, que comprenden N y NH3 y una fase liquida residual pobre en compuestos nitrogenados que comprende mayoritariamente agua con un contenido de nitrógeno total N: inferior a 25 mg/l. Por su parte, la torre de desorción tipo Scrubber (14) está configurada para poner en contacto dicha fase gaseosa rica en compuestos nitrogenados que comprende e N y NH3 con una fase líquida ácida, y de esta forma desorber de la fase gaseosa los compuestos de N y NH3 como sales de amonio disueltas en la fase líquida ácida, por tal motivo la torre de desorción (14) está equipada con un sistema dosificador de ácido 15. La torre de absorción tipo Stripper (13) también se conecta con un equipo higienizador (24) para optativamente, eliminar la carga de patógeno que pudiera estar presente en la fase líquida acuosa pobre en compuestos nitrogenados extraída de la torre de absorción (13) y obtener de esta manera una corriente de agua (18) depurada y recuperada para su uso industrial posterior. De la torre de desorción (14) se extrae una fase líquida rica en sales de amonio por la salida (16) donde dichas sales serán utilizadas como fertilizante, mientras que la fase gaseosa agotada que sale de la torre de desorción (14) se recirculada a la torre de absorción (13) para un nuevo ciclo de lavado alcalino. Un sistema de aerotermia (19) , con un depósito de inercia (19B) , está conectado a una bomba de calor (19A) que es alimentada por una planta solar (20) con energía fotovoltaica. El intercambiador de calor (11) recibe el agua caliente para el intercambio de calor desde un depósito acumulador (21) . Mientras que condensador (23) recibe agua fría para el intercambio de calor.desde e depósito acumulador de agua fría (22) La bomba de calor (19A) está comunicada con ambos depósitos acumuladores (21) y (22) . El calentador (11) preferiblemente, comprende una cascada de tubos para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . Ejemplo 3 Descripción de una realización del proceso de recuperación de nutrientes nitrogenados, tercer aspecto de la invención, tales como sulfato de amonio: A partir, preferiblemente, de un depósito pulmón, se introduce el líquido residual a tratar en una etapa (i) de coagulación floculación (8) con la finalidad de conseguir un mayor rendimiento en la separación de los sólidos en la etapa posterior de centrifugación (ii) . A continuación, el residuo se hace pasar por el decantador centrífugo (9) donde se retiran sólidos y se obtiene un residuo líquido. El residuo sólido obtenido se deriva a un proceso de compostaje. El residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua. La etapa siguiente iii) se dosifica una base, preferentemente OHNapara ajustar el pH del residuo liquido proveniente de la etapa de centrifugación (ii) hasta un valor de preferiblemente, 8, 5 con el objetivo de reducir la demanda química de oxígeno (DQO) , favorecer la precipitación de la materia orgánica en la fase de evaporación y evita que en la etapa de condensación (v) se emitan sustancias toxicas. Una ventaja de este sistema de trabajo en un medio básico, frente a uno ácido, es que se facilita la protección ante el deterioro de los equipos mecánicos que van a continuación del proceso, haciéndolos más robustos y fiables. Otro aspecto ventajoso del trabajo con el residuo líquido a pH básico, es la disminución de demanda química de oxígeno DQOt y DQOf, además de favorecer el óptimo funcionamiento de la torre de absorción (13) , donde se requieren pH básicos. El residuo líquido a pH básico entre 8 y 9 entra en el evaporador de vacío (1) , con un vacío que oscila entre 0, 01-0, 9 atmosferas. Este equipo posee requerimientos mecánicos específicos para soportar compuestos agresivos y por tanto, requiere de materiales y tratamientos especiales, tal como, el uso de acero inoxidable o aleaciones especiales resistentes a la corrosión. En este evaporador de vacío (1) se produce una fase gaseosa rica en compuestos de nitrógeno que proviene de la evaporación del residuo liquido que proviene de la etapa de tratamiento con una base iii) y mientras que en la sección inferior (3) del cuerpo principal del evaporador se van concentrando los sólidos, sales y otros compuestos que precipitan y se descargan por la salida de descarga (6) del evaporador de vacío (1) . El sistema está preparado para realizar purgas periódicas en función de la sensórica implantada, de esta manera se obtiene un concentrado en forma de lodo para su mezcla con el sólido retirado de la etapa previa de centrifugación (ii) . Se dispone de un tanque (17) para el almacenamiento de dichos sólidos. Una opción de optimización energética es el precalentado de residuo líquido que ingresa al evaporador de vacío (1) en un calentador o intercambiador de calor de tipo carcasa, tubos o de placas (11) , en función de las características del residuo líquido. El residuo liquido en el evaporador (1) debe ser calentado hasta 50 0C para lograr su evaporación, este calentamiento se realiza en un calentador externo (11) que hace circular el residuo líquido de forma continua entre dicho calentador (11) y el evaporador de vacío (1) . La energía térmica de este calentador (11) es suministrada por una corriente de agua caliente que proviene de un depósito del agua caliente (21) que genera la bomba de calor (19A) . El calentador (11) ha sido diseñado específicamente para poder trabajar con temperaturas inferiores a 60ºC. Como ya se indicó, trabajar con temperaturas tan bajas de evaporación requiere de un evaporador con mayor vacío, calores específicos inferiores, y, por tanto, menor capacidad e intercambio, por lo que se requiere que tanto el evaporador (1) como el calentador (11) requieran diseños especiales. Por otro lado, presenta la ventaja de poder utilizar calores residuales de baja temperatura existentes en muchos procesos industriales, y la utilización de bombas de calor que pueden ser alimentadas por plantas fotovoltaicas "on site" y/o "out site". A su vez el sistema no excluye la posibilidad de utilizar calores residuales térmicos provenientes de otros equipos tales como, calderas, sistemas de refrigeración, plantas de cogeneración etc. Los vapores extraídos del evaporador de vacío (1) mediante la bomba de vacío (12) , se hacen pasar por el condensador de placas (23) , obteniéndose un residuo líquido rico en compuestos nitrogenados. El proceso de condensación de los vapores requiere de energía térmica suministrada por medio de una corriente de agua fría a 25°C. La corriente de agua fría requerida para la condensación es generada de forma simultánea por la bomba de calor (19A) y almacenada en el depósito de agua fría (22) . La producción de agua caliente y fría de forma simultánea permite que la bomba de calor (19A) tenga rendimientos (COP superiores a 6) , muy elevados. De esta manera se evita la utilización de torres de refrigeración, simplificando notablemente la instalación y la operación de la planta; reduciendo así grandes consumos de agua y los costos operativos y energéticos asociados. Tal y como se ha descrito precedentemente, la generación térmica necesaria para las etapas de calentamiento en el evaporador (1) y condensación en el condensador (23) r es generado con un sistema de bombas de calor (19a) . Esta bomba de calor (19A) puede ser alimentada mediante la red eléctrica o mediante una planta fotovoltaica (20) . El sistema bombas de calor (19A) generador del agua caliente y fría con depósitos de acumulación (21, 22) no requiere de intercambios con el aire (aerotermia) . Estos sistemas no son necesarios en este proceso, su instalación solo se justifica como respaldo con una potencia muy inferior a la instalada en las bombas. El residuo líquido obtenido por evaporación y condensación posterior contiene una alta concentración de compuestos nitrogenados que son recuperados en la torre de absorción (13) en forma de una fase gaseosa. Previamente a su introducción en la torre de absorción (13) , se ajusta el pH de la fase líquida rica en compuestos nitrogenados obtenida del condensador (23) para tener un pH superior a 8, 5, luego se introduce en la torre de absorción (13) donde se pone en contacto con una corriente de aire ascendente para extraer na fase gaseosa rica en compuestos nitrogenados y una fase acuosa con contenidos de compuestos nitrogenados (N total) inferiores a 25 mg/l. La fase gaseosa rica en compuestos nitrogenados se conduce a una torre de desorción (Scrubber) (14) para su regeneración y para la recuperación de los compuestos de nitrógeno, para ello la fase gaseosa rica en compuestos nitrogenados se pone en contacto con una fase líquida que contiene ácido sulfúrico, para formar sales de amonio, de acuerdo con la siguiente ecuación: 2NH3 + H2S04 (NH4) 2S04, este compuesto se va concentrando en la base de la torre de desorción (14) hasta llegar a una concentración del 40%, dicha fase liquida rica en sulfato de amonio se purga en forma continua, por la salida (16) obteniéndose así un fertilizante de alto valor. La torre de desorción (14) comprende una instalación de almacenamiento y dosificación de ácido sulfúrico (15) . El agua obtenida a la salida de la torre de absorción (13) , puede contener patógenos que deben ser eliminados previamente a su reutilización en la mayoría de los procesos industriales. En los casos que sea necesario se dispone de un proceso de higienización 24, en el que se trata el agua con dióxido de cloro (CIO2) . El agua obtenida tras este proceso es apta para su reutilización en una buena parte de procesos industriales. Ejemplo 4 Descripción de otra realización del proceso de recuperación de nutrientes nitrogenados, tales como sulfato de amonio, tercer aspecto de la invención. Consideramos un residuo líquido procedente del digestato de una planta de biogás de tamaño pequeño o mediano de una industria agroalimentaria con: - 45.000 m3/año - Densidad apróx. 1 kg/1 - Porcentaje de sólidos 6% - Horas año de proceso 8.000 horas - Concentración NH3-N de entrada 2.5 kg/ m3 El proceso se inicia con el proceso de coagulación floculación (8) , de forma que se acondiciona el residuo para mejorar la separación de sólidos. En el siguiente paso el residuo acondicionado se lleva hasta el decantador centrifugo (9) , obteniendo un rendimiento en la separación superior al 80%. En este proceso se tienen los siguientes parámetros: - una Fracción sólida retirada con un caudal de 13.500 Tn/año. - un Residuo líquido con un caudal de 31.500 m3/año. - una concentración de Sólidos en el residuo líquido del 1, 2% - Un Caudal medio para tratar de 4 m3/h - Una Concentración de NH3-N de la corriente de residuos de entrada de 1, 5 kg/m3 - una demanda química de oxígeno (DQO) entre 900-1200mg/l A continuación, el residuo líquido que sale de la etapa de centrifugación (etapa ii) se conduce hasta el evaporador de vació (1) y previamente se ajusta el pH, mediante un medio de dosificación de hidróxido de sodio (10) hasta garantizar un valor de pH de 8, 5. Tras la entrada en el evaporador (1) , el residuo líquido comienza a recircular pasando por el intercambiador de calor (11) , este intercambiador de calor (11) eleva la temperatura hasta un valor de unos 550C, mientras que el conjunto de evaporador (1) /condensador (23) opera a una presión de 0, 15 bar, generando una fase vapor rica en compuestos nitrogenados que es arrastrada por la bomba de vacío (12) hacia un condensador (23) donde se obtiene un residuo liquido condensado que es conducido hasta la salida de la bomba de vacío (12) . A la salida de este conjunto de procesos obtenemos por hora: - un Lodo concentrado 350 kg/h. - un líquido residual condensado con un caudal de 3, 65 m3/h. - una Concentración NH3-N en el líquido residual condensado de1, 1 kg/m3 - un líquido residual condensado sin sólidos. - DQO < 500mg/l El concentrado en forma de lodo obtenido del evaporardor de vacio (etapa (iv) ) se incorpora con la fracción sólida retirada en la etapa anterior de centrifugación (etapa ii) . En la siguiente etapa el residuo liquido condensado ico en compuestos de nitrógeno que sale del condensador (23) es conducido a una etapa de extracción de los compuestos nitrogenados (etapa vii) en una torre de absorción (13) mediante una corriente gaseosa de aire y luego dicha corriente gaseosa rica en compuestos nitrogenados es sometida a una etapa de desorción en una torre de desorción (14) mediante una corriente liquida de ácido. Previamente a la entrada del residuo líquido rico en compuestos nitrogenados a la torre de absorción (13) se corrige su pH en el caso que fuera necesario para llevarlo a valores superiores a 8, 5. En esta etapa se logra recuperar prácticamente la totalidad de los compuestos nitrogenados. Para ello se utiliza una corriente liquida de ácido H2SO4, para conseguir un fertilizante de alto valor que comprende sulfato de amonio. A la salida de este conjunto de procesos obtenemos: - Sulfato de Amonio al 40% de pureza. - Agua evaporada 3, 2 m3/h aproximadamente. - Concentración NH3-N del agua evaporada 15a50 mg/l - DQO <300 mg/l La fase liquida obtenida de la torre de absorción (13) que comprende mayormente agua y un bajo contenido de compuestos nitrogenados es sometida a un proceso de higienización (etapa x) en un higienizador (24) para la eliminación de los patógenos que pueda contener y reducir la DQO a unos valores óptimos para su reutilización. Los valores esperados para la fase líquida acuosa recuperada tras el tratamiento de higienización con dióxido de cloro son: - Sólidos en suspensión < 10 mg/l. - Concentración NH3-N del agua evaporada 15a50 mg/l - DQO <50 a100 mg/l. Se ha descrito precedentemente modalidades particulares y preferidas del evaporador de vacío (1) , el equipo recuperador de nutrientes nitrogenados y agua y del proceso para recuperarlos sin perjuicio de que pueden practicarse cambios de materiales, formas, amaños, geometría, disposición y orden sin apartarse del alcance del presente invento definido en las reivindicaciones que siguen.
Publicaciones:
ES2958059 (31/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 01/07/2022 se realizó Registro Instancia de Solicitud
En fecha 01/07/2022 se realizó Admisión a Trámite
En fecha 01/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 28/07/2022 se realizó Superado examen de oficio
En fecha 03/10/2022 se realizó Realizado IET
En fecha 05/10/2022 se realizó 1109P_Comunicación Traslado del IET
En fecha 31/01/2024 se realizó Publicación Solicitud
En fecha 31/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 09/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
28/06/2022 - Pago Tasas IET
+ ES-2958059_A11. Evaporador de vacío (1) , adaptado para proporcionar una presión desde 0, 01-0, 9 atmosferas, donde dicho evaporador comprende; a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, c. una sección intermedia (4) con forma cilíndrica, situada entre la sección superior (2) y al inferior (3) , d. una salida (5) configurada para la salida de gases (5) situada sobre la sección superior (2) que comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma de tronco de pirámide que comprende una base trapezoidal (b5Ai) inferior y una base trapezoidal superior (b5As) , ii. una segunda sección (5B) inmediatamente conectada a la sección (5A) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5 A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) , e. una entrada (4A) con forma de prisma configurada para la entrada de fluidos, situada sobre la sección intermedia (4) ; donde la base del prisma está inclinada con referencia a la horizontal (o a la base de la sección cilíndrica (4) ) formando un ángulo (a) entre 7-15 grados, donde el ratio entre el diámetro (D4) de la sección intermedia cilíndrica (4) y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5 y el ratio entre el diámetro máximo (D3) de la sección inferior frustocónica (3) y la altura (H3) de la misma está en un rango entre 1-1.3. 2. El evaporador de vacío (1) según a la reivindicación anterior, donde una primera sección (5A) y la segunda sección (5B) comparten el mismo eje axial. 3. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el ratio entre la altura (h5A) del tronco de pirámide de la sección (5A) y la altura (h5B) del tronco de pirámide de la sección (5B) está entre 1-1.3. 4. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde la entrada (4A) es un prisma rectangular, donde el ratio entre la longitud de la base del prisma (l4A) y la altura del prisma (a4A) medida con respecto a la horizontal, está en un rango entre 1-1, 3, preferiblemente entre 1-1.2. 5. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el evaporador comprende un separador de gotas situado dentro de la sección (4) dispuesto en la parte superior de la sección cilíndrica y/o un rociador. 6. El evaporador de vacío (1) según la reivindicación anterior, donde el separador de gotas dispuesto dentro de la mitad superior de la sección (4) 7. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el separador de gotas es una rejilla. 8. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde le separador de gotas está configurado para generar un aumento de velocidades de la fase gaseosa dentro del evaporador. 9. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde el rociador está situado sobre el separador de gotas. 10. El evaporador de vacío (1) según cualquiera de las reivindicaciones anteriores, donde la sección (3) está configurada para proporcionar un flujo laminar de las fases liquidas. 11. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) , donde el equipo comprende, los siguientes elementos: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) según cualquiera de las reivindicaciones 1-8, - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper (13) , - Torre de desorción (Scrubber (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salida de agua recuperada (18) , - Sistema aerotermia (19) que comprende: o Bomba de calor (19A) , o Depósito de inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) . 12. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) de acuerdo a la reivindicación anterior, donde residuos de la industria alimentaria (6) son seleccionados de la lista que consiste en; residuos de industrias alimentarias, lixiviados de vertederos, digestato de plantas de biogás y residuos ganaderos. 13. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industri a alimentaria (6) de acuerdo a cualquiera de las reivindicaciones anteriores, donde el calentador comprende una cascada de tubos y/o está adaptado para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . 14. Equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria alimentaria (6) de acuerdo a cualquiera de las reivindicaciones anteriores, donde el sistema de aerotermia (19) es un sistema que comprende alimentación fotovoltaica. 15. Proceso para la obtención de nutrientes nitrogenados, preferiblemente Sulfato Amónico, a partir de residuos de la agroindustria mediante el equipo de acuerdo con una cualquiera de las reivindicaciones 11 a 14que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, ii) Se somete la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo liquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, iii) Tratamiento del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles y un concentrado en forma de lodo, v) Extracción de la fase gaseosa obtenida mediante el uso de la bomba (8) aplicando una presión en un rango entre 0, 8-0, 05 atm seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas (7) para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo liquido obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (13) , vii) extraer los compuestos nitrogenados de residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 4000 m3 de aire/m3 de residuo líquido a tratar hasta 1500 m3 de aire/m3 de residuo liquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o una demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa vii) a una etapa de desorción mediante el uso de una corriente de ácido, para obtener una fase liquida que comprende sales de amonio, ix) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de solidos en suspensión inferior a 10 mg/l. 16. Proceso para la obtención de nutrientes nitrogenados de acuerdo a la reivindicación anterior, donde residuos de la industria alimentaria (6) son residuos obtenidos un proceso de digestión anaerobia, preferiblemente líquidos en o f orma de barros, aguas residuales de industrias agroalimentarias, residuos ganaderos y/o lixiviados de vertedero. 17. Proceso para la obtención de nutrientes nitrogenados de acue rdo a cualquiera de las reivindicaciones anteriores, donde residuos de la industria ali mentaria (6) de la etapa i) comprenden un porcentaje en peso de solidos entre el 3-15 %, preferiblemente el porcentaje de solidos esta entre el 4-10%. 18. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde residuos de la agroindustria de la etapa i) comprenden compuestos nitrogenados, preferiblemente comprenden NH3-N en una concentración en peso en el residuo entre 0, 1-5 kg /m3. 19. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde el concentrado obtenido en forma de lodo de la etapa iv) tiene una cantidad en peso de solidos entre 180-400 kg/tonelada de lodo. 20. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde uno de los compuestos nitrogenados del residuo líquido obtenido en la etapa v) es NH3-N y es obtenido en una concentración en peso entre 0, 5-2 kg/m3, preferiblemente en una concentración en peso entre 0, 8-1, 5 kg/m3. 21. Proceso para la obtención de nutrientes nitrogenados de acuerdo a cualquiera de las reivindicaciones anteriores, donde la fase líquida obtenida en la etapa vii) comprende sulfato amónico en una concentración entre el 30% hasta el 45%.
Los productos y servicios protegidos por este registro son:
B01D 1/30 - B01D 1/00
Descripciones:
+ ES-2958059_A1 EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACÍO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DELAAGROINDUSTRIA ESTADO DE LA TÉCNICA La presente invención se refiere a un equipo y un método que encuentra aplicación industrial en el aprovechamiento de residuos agroindustriales y está especialmente indicada para el tratamiento de digestatos procedente de digestiones anaerobias o similares y que se caracterizan por: - Caudales elevados, preferiblemente a partir de 3 m3/h; - Líquidos con alto poder corrosivo; - Productos con concentraciones de sólidos en la entrada del sistema o proceso de entre 3 y 8% ; - Altas concentraciones de compuestos nitrogenados como compuesto de NH4; y - Productos con concentraciones de salida de sólidos de hasta 20%, es decir el equipo de la presente invención está diseñado para poder trabajar con concertaciones medias en el evaporador muy elevadas. Normalmente el tratamiento de residuos con estas características implica aplicaciones al campo mediante el uso de cisternas. Los problemas asociados con esta práctica son: - la necesitad de ocupar grandes extensiones de suelo agrícola. - La carga de nitrógeno se encuentra limitada a 210 kg/ha, y - La gestión logística de las aplicaciones es complicada. En la actualidad, son muy pocas las instalaciones que tratan los residuos líquidos de los digestatos provenientes de residuos agroindustriales con el objetivo de recuperar los nutrientes (compuestos nitrogenados y el agua) . Las instalaciones que realizan un proceso similar al que se plantea en la presente solicitud de patente son procesos industriales de tratamiento de purines provenientes de la industria ganadera. La reutilización de los purines como fertilizante es la solución agrícolamente más extendida y deseada y para su ransformación existen distintas tecnologías, siendo las más difundidas para grandes cantidades de purín, la digestión anaerobia de los purines y la deshidratación de éstos en plantas de cogeneración. La primera opción consiste en la producción natural de biogás a partir de la descomposición del purín en ausencia de aire, pudiendo ser utilizado el purín desgasificado como fertilizante. Esta tecnología presenta, entre otras limitaciones, una escasa producción de biogás y la necesidad de co-digerir. Por otro lado, la cogeneración es la producción conjunta de energía eléctrica y de energía calorífica útil, a partir de una fuente de energía primaria que, en la mayoría de los casos, es el gas natural. El proceso implica: - Motores o turbinas de gas que generan electricidad utilizando gas natural (GN) como combustible. - utilización del calor generado para un proceso de evaporación atmosférica o de vacío. - donde las operaciones en vacío requieren de agua caliente a entre 60 y 70°C. Aunque este proceso se asemeja al proceso de la presente invención, presenta las siguientes desventajas. Las cogeneraciones asociadas a combustibles como el gas natural, para el tratamiento de purines, han sido instalaciones primadas por las administraciones públicas. En la actualidad este tipo de instalaciones ya no son autorizables. La tendencia en este sector es tratar los residuos agroindustriales incluyendo los residuos ganaderos, y otros residuos orgánicos en plantas de biometanización para la obtención de biogás y con una transformación posterior en biometano inyectable a red, con recuperación del CO2. Sin embargo, en este tipo de instalaciones los costes de energía para el tratamiento de la fracción líquida del proceso de tratamiento de dichos residuos, es decir, la fracción líquida denominada digestato, son altos. En los equipos destinados al tratamiento de estos digestatos es conocido el empleo de cuerpos de vapores (también llamados evaporadores de vacío) que esencialmente comprenden tres secciones: a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, y c. una sección intermedia (4) con forma cilindrica, situada entre la sección superior (2) y la inferior. Situadas sobre las secciones superior e intermedia, se encuentran una salida (5) configurada para la salida de gases y una entrada (4A) configurada para ingreso de fluidos respectivamente. En los evaporadores de estos digestores, se utilizan normalmente presiones de vacío en torno a 20 kPa y más para evaporar el agua, extraer los vapores y concentrar los sólidos, sales y otros compuestos en forma de lodo. Con estos niveles de presiones de vacío, la entalpia dentro el sistema del cuerpo de vapores y tuberías es relativamente elevada por lo que el consumo energético obtenido, por ejemplo, de un suministro de gas natural, es considerable. Sin embargo, reducir la presión de vacío en el cuerpo de vapores trae como consecuencia la reducción de la densidad y, por tanto, el aumento del volumen especifico, generando velocidades mayores que conllevan problemas de arrastres con la consecuente pérdida en el rendimiento del equipo y de la instalación en su conjunto, mayor pérdida de horas de disponibilidad de la instalación, y, mayores costos operativos asociados con el aumento de la frecuencia de paradas del mismo para realizar la limpieza respectiva, sin la necesidad de bombas de vacío más robustas y complejas con mayor consumo eléctrico y costos asociados. DESCRIPCIÓN RESUMIDA DE LA INVENCIÓN La presente invención se refiere a un equipo y un método que encuentra aplicación industrial en el aprovechamiento de residuos agroindustriales para el mejoramiento de la calidad del medio ambiente y, más particularmente, en la revalorización y descontaminación de residuos agroindustriales entendiéndose como agroindustrias aquellas que abarcan la producción, transformación y comercialización de productos agrícolas, ganaderos, forestales, pesca, selvicultura y recursos naturales biológicos. Los residuos provenientes de la agroindustria incluyen entre otros, residuos ganaderos, digestatos de planta de biogás, lixiviados de vertederos, aguas residuales de industrias agroalimentarias, industrias cárnicas, que pueden ser utilizados en la presente invención para obtener nutrientes recuperados de alto valor, así como agua descontaminada reutilizable en procesos industriales. Por lo tanto, los aspectos de la presente invención es reducir los inconvenientes del arte previo asociados con la industria de recuperación de compuestos nitrogenados, particularmente, sulfato amónico y otros para su utilización como fertilizantes, y la recuperación de agua, a partir de residuos agroindustriales, preferiblemente, industria agroalimentaria, o bien contrarrestar dichos inconvenientes aportando nuevas ventajas. Además, el evaporador de vacío, el sistema y el método de la presente invención soluciona el problema del tratamiento de digestatos y otros residuos líquidos similares, residuos con elevadas cargas de sólidos y compuestos nitrogenados, utilizando energía de baja entalpia que reduce el consumo energético, reduciendo los costes de tratamiento de residuos en comparación con los tratamientos que utilizan energía térmica de mayor entalpia (60 a 70°C) del estado de la técnica. El segundo aspecto de la invención es proporcionar un método de tratamiento de residuos agroindustriales que comprende el evaporador y el equipo de la invención y que está adaptado para el empleo de energía de baja entalpia generada a partir de una fuente de energía renovable, evitando el consumo de energía primaria de origen fósil. El segundo aspecto de la invención esta por tanto relacionado con un equipo para recuperar compuestos nitrogenados útiles como nutrientes y agua a partir de residuos de la groindustria, tales como aquellos provenientes de industrias alimentarias, lixiviados de vertederos, digestatos de plantas de biogás, residuos ganaderos entre otros, comprende: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) , - Condensador (23) , - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper) (13) , - Torre de desorción (Scrubber) (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados, cómo ser el sulfato amónico (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salidadeaguarecuperada (18) , - Sistema de aerotermia (19) que comprende: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) Un tercer aspecto de la invención está relacionado con un proceso para la obtención de nutrientes nitrogenados, preferiblemente sulfato amónico, y agua a partir de residuos de la agroindustria mediante el equipo del primer aspecto de la invención que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, preferiblemente inferior a1, 5 %, ii) someter la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo líquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, preferiblemente, por lo menos un 95% de agua, más preferiblemente el 98 % de agua, iii) Tratar del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles, y un concentrado en forma de lodo, v) Extraer de la fase gaseosa obtenida en la etapa iv) mediante el uso de una bomba aplicando una presión en un rango entre 0, 8-0, 05 atm, preferiblemente entre 0, 5-0, 1 atm, seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo líquido que contiene agua y compuestos nitrogenados obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (Stripper) (13) , vii) Extraer los compuestos nitrogenados del residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 1500 m3 de aire/m3 de residuo líquido a tratar hasta 4000 m3 de aire/m3 de residuo líquido a tratar, preferiblemente entre 1500-2500 m3 de aire/m3 de residuo líquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una fase liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o un demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) Someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa anterior a una etapa de desorción mediante el uso de una corriente líquida de ácido, para obtener una fase liquida ácida que comprende sales de amonio, ix) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de sólidos en suspensión inferior a 10 mg/l. Estos objetivos se logran mediante la presente invención. LISTA DE FIGURAS (O BREVE DESCRIPCIÓN DE LAS FIGURAS) Tanto el objeto principal de la invención como las ventajas logradas podrán apreciarse en la siguiente descripción de ejemplos de realización, con referencias a los esquemas mostrados en las figuras adjuntas, en las cuales: FIG. 1: muestra una vista en alzada de un evaporador de vacío según el arte previo. FIG. 2: muestra una vista en alzada, análoga a la fig. 1, de un evaporador de vacío (1) según una modalidad preferida de la presente invención. FIG. 3: muestra una vista en elevación frontal, del evaporador de vacío (1) de la fig. 2. FIG. 4: muestra una vista en alzada en corte transversal del evaporador de vacío (1) a lo largo de la línea A-A de acuerdo con la figura 2 donde se muestra el detalle de la configuración de la entrada (4A) de líquidos residuales según una modalidad preferida de la presente invención. FIG. 5: muestra una vista en alzada lateral del evaporador que detallar la configuración de la salida de gases (5) según una modalidad preferida de la presente invención. FIG. 6 : muestra un plano esquemático de un equipo y un proceso para recuperar nutrientes nitrogenados y agua a partir de residuos de la industria (6) alimentaria según una modalidad preferida de la presente invención. FIG. 7: muestra una vista esquemática en perspectiva de un arreglo preferido de la invención de un evaporador de vacío (1) conectado a un calentador (11) de tubos, una bomba de vacío (12) y un condensador. FIG. 8 : muestra un diagrama color que simula las variaciones de la velocidad y la dirección de la fase liquida en una vista de un corte transversal del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 9: muestra un diagrama color que simula las variaciones de la velocidad y la dirección de la fase liquida en una vista en alzada del evaporador de vacío de acuerdo con la presente invención. FIG. 10: muestra un diagrama color que simula las variaciones de temperaturas de la fase líquida en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 11: muestra un diagrama color que simula las variaciones de presión en la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. FIG. 12: muestra un diagrama color que simula las variaciones y velocidad y direcciones de la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención. En todas las figuras, iguales referencias corresponden a elementos iguales o equivalentes. DESCRIPCIÓN DETALLADA DE LA INVENCIÓN. A continuación, se describe en detalle todas las realizaciones de la invención con relación a las figuras 2 a 7. Sin embargo, deberá entenderse que la invención no está limitada en su aplicación a los detalles de construcción y la configuración de los componentes que se exponen en la siguiente descripción o que se ilustran en los dibujos. Asimismo, deberá entenderse que la terminología utilizada en la presente invención tienen un propósito descriptivo y no deben considerarse limitativa. Un primer aspecto de la invención se relaciona con un evaporador de vacío (1) , adaptado para proporcionar una presión desde 0, 01-0, 9 atm, preferiblemente desde 0, 02-0, 5 atm, donde dicho evaporador comprende; a. una sección superior (2) con forma frustrocónica, b. una sección inferior (3) con forma frustocónica, c. una sección intermedia (4) con forma cilindrica, situada entre la sección superior (2) y al inferior (3) , d. una salida (5) configurada para la salida de gases situada sobre la sección superior (2) que comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Ai) y una base trapezoidal superior (b5As) , ¡i. una segunda sección (5B) inmediatamente conectada a la sección (5A) con forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) , e. una entrada (4A) con forma de prisma configurada para la entrada de fluidos, situada sobre la sección intermedia (4) ; donde la base del prisma está inclinada con referencia a la horizontal (o a la base de la sección cilindrica (4) ) formando un ángulo (a) entre 7-15 grados, donde el ratio entre el diámetro (D4) de la sección intermedia (4) con forma cilindrica y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente el ratio es de 1, 4. y el ratio entre el diámetro máximo (D3) de la sección inferior (3) con forma frustocónica y la altura (H3) de la misma está en un rango entre 1-1.3, preferiblemente el ratio es de 1, 12, donde el diámetro máximo D3 es igual al diámetro D4 La entrada (4A) evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de vahos. El ángulo formado entre la base del prisma y la base de la sección cilindrica (4) ayuda a conseguir este efecto. El un cuerpo de vapores / evaporador de vacío (1) utilizable en el equipo de la presente invención está adaptado para de producir la evaporación de un digestato en un rango de presiones desde 0, 01 a 0, 9 atmosferas, preferiblemente desde 0, 02 a 0, 5 atm. El primer aspecto del cuerpo de vapores o evaporador de vacío (1) de la presente invención se asemeja a un ciclón y presenta las siguientes características técnica estructurales: un cuerpo principal conformado por tres secciones: una sección superior (2) con forma frustocónica, una sección inferior (3) con forma frustocónica, y una sección intermedia (4) con forma cilindrica ubicada entre dicha sección superior (2) y dicha sección inferior (3) con forma frustocónica y una entrada (4A) configurada para la entrada de líquidos dispuesta en la sección intermedia (4) con forma cilindrica de dicho cuerpo principal, y una salida de gases (5) dispuesta en la sección superior (2) con forma frustocónica, de dicho cuerpo principal. Con respecto al cuerpo principal del evaporador de vacío (1) se tienen las siguientes proporciones: El ratio entre el diámetro (D4) de la sección intermedia (4) con forma cilindrica y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente, 1, 4. El ratio entre el diámetro máximo (D3) de la sección inferior (3) con forma frustocónica del cuerpo principal y la altura (H3) de la misma está en un rango entre 1-1.3, más preferiblemente, 1-1, 12. En una realización preferida, la sección inferior (3) con forma frustocónica está configurada para proporcionar un flujo laminar de la fase liquida. Dicha salida (5) está configurada que para la salida de gases se ubique en dicha sección superior (2) con forma frustocónica de dicho cuerpo principal, preferiblemente, sobre la porción superior de la sección cilindrica (4) . La salida de gases (5) comprende, por lo menos dos secciones, i. una primera sección (5A) conectada a la sección superior (2) con forma frustocónica de dicho cuerpo principal, dicha primera sección (5A) presenta una forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Ai) y una base trapezoidal superior (b5As) , ¡i. una segunda sección (5B) inmediatamente conectada a dicha primera sección (5A) , que presenta forma de tronco de pirámide que comprende una base trapezoidal inferior (b5Bi) , donde la base trapezoidal superior (b5As) de dicha primera sección (5A) es coincidente con la base trapezoidal inferior (b5Bi) de dicha segunda sección (5B) . En una realización preferida de la invención, dicha primera sección (5A) comparte el mismo eje axial que dicha segunda sección (5B) . En otra realización preferida de la invención, el ratio entre la altura (h5A) del tronco de pirámide de la primera sección (5A) y la altura (h5B) del tronco de pirámide de dicha segunda sección (5B) está entre 1-1.3. La forma y relación de dimensiones de la salida (5) tiene el efecto técnico que evita que no haya arrastre de líquidos y/o sólidos y no se generen picos de presión. La entrada (4A) configurada para la entrada de una fase líquida se dispone en la sección intermedia (4) con forma cilindrica del cuerpo principal del evaporador de vacío (1) , preferiblemente, en una dirección tangencial a la superficie de dicha sección intermedia (4) con forma, y presenta una forma de prisma, donde la base del prisma está inclinada con referencia a la horizontal, o a la base de la sección cilindrica, formando un ángulo (a) entre 7-15 grados. Dicha sección intermedia (4) cilindrica favorece que la superficie del líquido sea mayor mejorando el rendimiento de la evaporación y reduciendo las velocidades de los vapores. En una modalidad preferida de la invención, el ratio entre la longitud de la base del prisma (I4A) y la altura del prisma (a4A) medida con respecto a la horizontal, está en un rango entre 1-1, 3, preferiblemente, 1-12. Estas particulares características constructivas del evaporador de vacío (1) de la presente invención permiten obtener numerosas ventajas: El mayor diámetro de la sección intermedia (4) con forma cilindrica del cuerpo principal del evaporador de vacío favorece que la superficie del líquido sea mayor mejorando el rendimiento de la evaporación y reduciendo las velocidades de los vapores. El diseño de la entrada (4A) configurada para la entrada de la fase líquida que es tangencial e inclinada con un ángulo entre 7-15 grados genera una menor cantidad de arrastres debido a la hidrodinámica en la fase líquida que hace que gran parte de los sólidos suspendidos en ella permanezcan en las cercanías de las paredes del cono inferior mientras que el líquido menos concentrado permanezca en la parte central del evaporador favoreciendo asi una mayor evaporación, una menor formación de espumas, y permitiendo la ubicación de los separadores de gotas más próximos, ya que no se verán tan afectado por el efecto de los arrastres. El diseño de la salida (5) configurada para la salida de la fase gaseosa (vapores) evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de salida de vapores. En una realización preferida de la invención, dicha salida (5) de la fase gaseosa comprende por lo menos dos secciones: i) una primera sección (5A) de la salida de la fase gaseosa está conectada en comunicación de fluidos con la porción superior de la sección frustocónica superior del cuerpo principal del evaporador, dicha primera sección (5A) tiene forma de tronco de pirámide rectangular cuyo eje axial se dispone perpendicular al eje axial de la porción frustocónica superior del cuerpo principal y presenta un lado trapezoidal que se conecta con una segunda sección (5B) de la salida de la fase gaseosa, y ii) una segunda sección (5B) de la salida de la fase gaseosa (vapores) inmediatamente conectada a la primera sección (5A) también presenta forma de tronco de pirámide con un lado trapezoidal coincidente con el de dicha primera sección (5A) , dicha segunda sección (5B) se ahusa en dirección del eje axial, rematando en una abertura preferiblemente, de sección circular. La entrada (4A) para fluidos situada sobre la sección intermedia (4) del cuerpo principal del evaporador se proyecta tangencialmente respecto de la superficie cilindrica de dicha sección intermedia (4) ; ventajosamente, la entrada (4A) tiene la forma de un prisma preferiblemente, de sección cuadrada. En una realización preferida, el evaporador de vacío (1) también comprende un separador de gotas dispuesto en la sección cilindrica del cuerpo principal del evaporador y/o un rociador. El separador de gotas está dispuesto preferiblemente dentro de la mitad superior de la sección intermedia (4) con forma cilindrica. En una realización preferida, el rociador está situado sobre el separador de gotas. Como se indicó anteriormente, el diseño hidrodinámico de la salida (5) de vapores evita las zonas de sobrepresión y de velocidad excesiva, encauzando los vapores a la tubería de vapores. Con este diseño se reducen los arrastres de sólidos aumentando el rendimiento de la condensación y la disponibilidad anual del equipo, permitiendo lograr una mejora del rendimiento global del evaporador de vacío en más del 15%. A su vez el diseño del evaporador de vacío (1) posee un diámetro (D4) de la sección intermedia (4) superior al diámetro de los evaporadores convencionales del mismo tipo utilizados en procesos de recuperación con una capacidad de tratamiento equivalente y una entrada (4A) tangencial para generar una hidrodinámica de la fase liquida que favorece la evaporación minimizando los arrastres, permite alcanzar un incremento del rendimiento de la evaporación del sistema de más del 10%. Ventajosamente, como ya se indicó la sección inferior (3) con forma frustocónica del evaporador de vacío (1) está configurada para proporcionar un flujo laminar de la fase liquida reduciendo de esta manera los efectos del arrastre. En otra realización preferida de la invención, el evaporador puede comprender, además, un rociado y/o un separador de gotas, tal como una rejilla configurada para generar un aumento de velocidades de la fase vapor dentro del evaporador de vacío (1) . De esta manera se yuda a limpiar el separador de gotas a la vez que se genera menos distorsión del flujo de fluidos, con la ventaja de que, entre el separador de gotas y la lámina de evaporación no hay ningún elemento que distorsione la corriente de vapores que se genera. Un segundo aspecto de la invención está relacionado con un equipo destinado a la revalorización de residuos agroindustriales para mejorar la calidad del medio ambiente, que es adecuado para la recuperación de compuestos nitrogenados, particularmente útiles como nutrientes, y agua para usos industriales. El equipo de la presente invención se caracteriza por ser versátil, ya que se adapta al tratamiento de diversos tipos de residuos tales como residuos ganaderos, digestatos de planta de biogás, lixiviados de vertedero, aguas residuales de industrias agroalimentarias, industrias cárnicas, etc., todo ello con un mínimo coste energético y un mínimo consumo de agua. Con el equipo de la presente invención es posible recuperar compuestos nitrogenados que son nutrientes de alto valor y agua descontaminada y reutilizable en otros procesos industriales. El equipo de la presente invención para recuperar compuestos nitrogenados útiles como nutrientes y agua a partir de residuos de la agroindustria, tales como aquellos provenientes de industrias alimentarias, lixiviados de vertederos, digestatos de plantas de biogás, residuos ganaderos entre otros, comprende: - Medios de alimentación (7) de residuo de la industria alimentaria (6) , - Medios adecuados para coagulación y floculación (8) , - Centrifugadora adecuada para separar solidos (9) , estando dicha centrifugadora situada a continuación de los medios de coagulación y floculación (8) , - Medios para la dosificación de medio básico (10) , - Evaporador de vacío (1) , - Condensador (23) , - Calentador (11) , adaptado para la absorción del calor producido, preferiblemente el calentador es un intercambiador acuotubular, - Bomba de vacío (12) , preferiblemente adaptada para reducir la presión en un rango desde 0, 01-0, 9 atmosferas, preferiblemente entre 0, 02-0, 5 atm, - Torre de absorción (Stripper) (13) , - Torre de desorción (Scrubber) (14) , - Medios para Dosificación de medio de Acido (15) , - Salida adaptada para líquidos, donde dichos líquidos comprenden los compuestos nitrogenados, cómo ser el sulfato amónico (16) , - Tanque (17) adaptado para almacenar solidos/líquidos y medios para proporcionar pH acido, - Salidadeaguarecuperada (18) , - Sistema de aerotermia (19) que comprende: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Depósito adecuado para acumular agua caliente (21) y - Depósito adecuado para acumular agua fría (22) Los medios de coagulación y floculación (8) son adecuados para eliminar alrededor del 50%, preferiblemente el 60%, sólidos suspendidos totales (SST) de la corriente de residuo previamente al ingreso de dicha corriente de residuos a la centrifugadora (9) ; La centrifugadora (9) permite eliminar los sólidos suspendidos residuales provenientes de los medios de coagulación y floculación (8) , y extraer una fase líquida que será bombeada al evaporador. Dicha centrifugadora (9) se encuentra situada a continuación de los medios de coagulación y floculación (8) , es decir corriente arriba de los mismos y se conecta con un evaporador de vacío (1) . Entre el centrifugador y el evaporador de vacío (1) se dispone de medios para la dosificación de un agente básico (10) que tienen por finalidad reducir el consumo del agente básico en etapas posteriores elevando el pH de la corriente de residuos líquidos que se extrae de la centrifuga y que ingresa al evaporador de vacío (1) . El evaporador de vacío (1) está adaptado para producir la evaporación de la fracción líquida, a baja presión, por ejemplo, a presiones de menor a 10 kPa tal como a 5 kPa, y está conectado a un condensador (23) configurado para condensar la fase gaseosa que se extrae del evaporador de vacío (1) . El conjunto evaporador de vacío (1.- condensador (23) se conecta a una bomba de vacío ( 12) . El evaporador de vacío (1) a su vez se conecta en un lazo cerrado con un calentador (11) que, preferiblemente, es un intercambiador de calor acuatubular cuya finalidad es calentar continuamente la fase liquida que ingresa al evaporador. Una bomba de vacío es capaz de mantener el evaporador (1) en condiciones de vacío para evaporar la fracción líquida a una temperatura baja y con mayor eficiencia de evaporación. Preferiblemente, la bomba de vacío (12) se configura para reducir la presión en un rango de entre 0, 01 y 0, 9 atmósfera, preferiblemente, entre 0, 02 y 0, 5 atmósfera, y con ello reducir la entalpia del sistema evaporador-condensador. El conjunto condensador (23) -calentador (11) recibe agua fría y caliente respectivamente de un sistema de aerotermia (19) que se describirá a más abajo. La torre de absorción (Stripper) (13) conectada corriente arriba del condensador (23) está configurada para el lavado en medio básico de la fase condensada proveniente del condensador (23) . Dicha torre de absorción (13) puede ser de platos o rellena para aumentar la transferencia durante el proceso de absorción de compuestos de nitrógeno de la fase líquida en una fase gaseosa preferiblemente, aire. A su vez la torre de absorción (Stripper) (13) se conecta a una torre de desorción (Scrubber) (14) que está configurada para el lavado de la fase gaseosa rica en compuestos de nitrógeno proveniente de la torre de absorción o Stripper (13) utilizando una corriente de ácido. Preferiblemente, dicha torre de absorción (13) comprende medios de dosificación de un agente básico (10) , mientras que dicha torre de desorción (14) comprende medios de la dosificación de un agente ácido (15) . La torre de absorción (13) está configurada para lavado de gases en medio básico, dichos medios de dosificación pueden ser, por ejemplo, una bomba dosificadora de membrana directa, que son particularmente útiles para dosificar líquidos agresivos tales como una base fuerte o un ácido fuerte. La salida (16) adaptada para líquidos, está configurada para la salida de una fase líquida rica en sales de amonio, provenientes de la torre de desorción (14) , dicha fase liquida rica en sales de amonio es útil como nutriente y comprende particularmente, sulfato amónico. El equipo incluye, además, al menos una torre de desorción o Scrubber (14.- que incluye medios para dosificación de medio de ácido (15) , dicha torre de desorción o Scrubber (14) es adecuado para el lavado de gases en medio acido. Adicionalmente, el equipo incluye de un tanque (17) adaptado para almacenar los sólidos /Líquidos y medios para proporcionar pH ácido. La salida de agua recuperada (18) proveniente de la torre de absorción (13) , opcionalmente, se conecta en comunicación de fluidos con un equipo higienizador de agua donde el agua es depurada con un agente de biocida, particularmente, Cl2O, para su uso posterior en otros procesos industriales. El sistema de aerotermia (19) funciona en base a una conmutación o conexión entre una caldera y una bomba de calor (19A) en función de una temperatura prefijada dependiente de la temperatura de impulsión demandada en cada momento y de la curva de funcionamiento prefijada para el sistema. El punto de unión de ambos sistemas de calefacción se da en el llamado punto de temperatura bivalente y se fija previamente en función de una serie de parámetros como ser: el punto donde la bomba de calor (19A) comienza a tener menor capacidad para la temperatura que se demanda y el punto donde, según la curva de regulación, el sistema reclama una temperatura de impulsión por encima de la capacidad de la bomba. Para ello, el sistema de aerotermia (19) comprende a su vez: o Bombadecalor (19A) , o Depósitode inercia (19B) , - Planta solar (20) en conexión eléctrica y de datos con el sistema de aerotermia (19) , - Deposito adecuado para acumular agua caliente (21) y - Deposito adecuado para acumular agua fría (22) . Tanto el depósito adecuado para acumula agua caliente (21) como el depósito adecuado para acumular agua fría (22) están conectados a la bomba de calor (19A) . - La figura 6 muestra una disposición preferida de un sistema de aerotermia conectado al equipo para recuperación de nutrientes nitrogenados de la presente invención- Dicho sistema de aerotermia (19) comprende una bomba de calor (19 A) conectada a una fuente de energía externa que puede ser la red eléctrica o una planta fotovoltaica (20) . La bomba de calor (19A) se conecta en comunicación de fluidos a un depósito de inercia (19B) . - El depósito de inercia está destinado a almacenar tanto agua fría como agua caliente y permite alcanzar una mayor eficiencia del sistema de aerotermia y reducir el consumo de energía de la bomba de calor (19 A) dado que acumulan la energía o el calor residual. De este modo se logra un importante ahorro energético, a la vez que se aumenta el volumen de agua total en la instalación y con ello la inercia del sistema de aerotermia. - La bomba de calor (19 A) , se conecta en comunicación de fluidos a dos depósitos acumuladores uno para acumular agua caliente (21) y el otro para acumular agua fría (22) . Dicho depósito acumulador de agua caliente (21) se conecta con el calentador (11) para suministrar una corriente de agua caliente para el calentamiento continuo de la fase liquida en el evaporador de vacío (1) Por su parte, el depósito acumulador de agua fría (22) se conecta con el condensador (23) para suministrar una corriente fría y condensar la fase gaseosa rica en compuestos nitrogenados que sale del evaporador de vacío (1) . La corriente de agua fría del condensador y la corriente de agua caliente del calentador (11) se recirculan al depósito de inercia (19B) . El calentador (11) conectado a la torre de absorción (13) es un intercambiador de calor que preferiblemente, puede comprender una cascada de tubos en una disposición de intercambiador acuotubular para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . Un tercer aspecto de la invención está relacionado con un proceso para la obtención de nutrientes nitrogenados, preferiblemente sulfato amónico, y agua a partir de residuos de la agroindustria mediante el equipo del primer aspecto de la invención que comprende las etapas: i) proporcionar residuos de la agroindustria y someter dichos residuos un proceso coagulación seguido de un proceso de floculación, para proporcionar un residuo solido que comprende menos del 90 % de sólidos y una fase liquida que comprende una cantidad de solidos igual o inferior al 2 %, preferiblemente inferior a1, 5 %, ii) Se somete la fase sólida obtenida de la etapa anterior a una etapa de centrifugación para obtener un residuo sólido y un residuo líquido, donde el residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua, preferiblemente, por lo menos un 95% de agua, más preferiblemente el 98 % de agua, iii) Tratamiento del residuo liquido obtenido en la fase anterior con una base para proporcionar un residuo liquido con un pH entre 8-9, iv) Someter el residuo liquido obtenido en la etapa anterior un proceso de calentamiento a una temperatura entre 30-60 °C en un rango de presión entre 0, 7-0, 01 atm para generar una fase gaseosa que comprende agua, sustancias nitrogenadas, compuestos volátiles y un concentrado en forma de lodo, v) Extracción de la fase gaseosa obtenida en la etapa iv) mediante el uso de una bomba aplicando una presión en un rango entre 0, 8-0, 05 atm, preferiblemente entre 0, 5-0, 1 atm, seguido de condensación de la fase gaseosa mediante el uso de un condensador de placas para generar un residuo líquido que comprende agua y compuestos nitrogenados, vi) Ajustar el pH del residuo líquido que contiene agua y compuestos nitrogenados obtenido en la etapa anterior a un rango entre 8-10 mediante la adición de una base, preferiblemente en una torre de absorción (Stripper) (13) , vii) extraer los compuestos nitrogenados del residuo liquido de la etapa anterior mediante el uso de una corriente de aire con un flujo entre 1500 m3 de aire/m3 de residuo líquido a tratar hasta 4000 m3 de aire/m3 de residuo líquido a tratar, preferiblemente entre 1500-2500 m3 de aire/m3 de residuo líquido a tratar, en una torre de absorción (13) , para proporcionar una fase gaseosa rica en compuesto de nitrógeno y una fase liquida que comprende agua con un contenido de NH3-N entre 60-10 mg/l y/o un demanda química de oxígeno (DQO) inferior a 300 mg/l, y viii) Someter dicha fase gaseosa rica en compuestos de nitrógeno obtenida en la etapa anterior a una etapa de desorción mediante el uso de una corriente líquida de ácido, para obtener una fase liquida ácida que comprende en sales de amonio, como sulfato amónico, x) opcionalmente, la fase liquida obtenida en la etapa vii) , se somete a un proceso de higienización mediante el uso de dióxido de cloro para obtener una fase liquida final con un DQO inferior a 100 mg/ml, preferiblemente inferior a 60 mg/ml y/o un porcentaje de solidos en suspensión inferior a 10 mg/l. Preferiblemente, en la etapa iii) de tratamiento del residuo líquido que sale de la etapa de centrifugación ii) , la base utilizada para ajustar el pH a un valor alcalino se selecciona del grupo formado por hidróxidos alcalinos y/o alcalinotérreos y mezclas de los mismos, preferiblemente, hidróxido de sodio. Elevando el pH en este punto del proceso, se consigue reducir el consumo de agente básico en las etapas subsiguiente. El residuo líquido que comprende agua y compuestos nitrogenados obtenido en la etapa v) se ajusta su pH a un rango entre 8-10 mediante la adición de una base, preferiblemente, hidróxido de sodio, en una torre de absorción (13) . En dicha torre de absorción (13) dicha residuo liquido básico se pone en contacto con una corriente gaseosa, preferiblemente en, una corriente de aire, para la absorción de los compuestos de nitrógeno) de modo de producir una fase liquida con bajo contenido de compuestos de nitrógeno (mayormente agua) y una fase gaseosa rica en compuestos de nitrógeno, por ejemplo amoniaco; luego dicha fase gaseosa rica en compuestos de nitrógeno se somete a un proceso de desorción en una torre de desorción (Scrubber) (14) , mediante la adición de una corriente líquida de ácido para la formación de una fase liquida ácida rica en sales de amonio y una corriente de gas conteniendo esencialmente aire que se recircula en bucle hacia el interior de la torre de absorción (Stripper) (13) , donde tiene lugar la etapa vii) , de extracción de los compuestos de nitrógeno en una corriente aire, con la consiguiente conservación de la energía calorífica, lo que favorece el proceso de absorción de los compuestos de nitrógeno desde la fase liquida condensada. La concentración de las sales de amonio que salen de la torre de desorción (14) en disolución se controla a través de la medición de la conductividad de la sal producida. Durante la etapa viii) de desorción de los compuestos gaseosos de nitrógeno, la fase gaseosa proveniente de la etapa de extracción de los compuestos de nitrógeno vii) llevada a cabo en una torre de absorción o Stripper (13) se pone en contacto con una fase líquida ácida, preferiblemente, una fase líquida ácida que comprende ácido sulfúrico, en una torre e desorción o Scrubber (14) , de esta manera se obtiene una fase líquida rica en sales de amonio y una fase gaseosa pobre en compuestos de nitrógeno que se recircula a la etapa de extracción vii) en la torre de absorción o Stripper (13) . En esta etapa se lleva a cabo la siguiente reacción cuando la fase ácida contiene ácido sulfúrico: 2NH3+ H2S04^ (NH4) 2S04, con una pureza de más del 40 %. El proceso para la obtención de nutrientes nitrogenados de la presente invención está especialmente adaptado para el tratamiento de residuos obtenidos de procesos de digestión anaerobia, preferiblemente, líquidos en o forma de lodos, aguas residuales de industrias agroalimentarias, residuos ganaderos y/o lixiviados de vertedero, preferiblemente en un porcentaje en peso de sólidos entre 3 y 15 %, donde preferiblemente el porcentaje de sólidos está entre e l 4y el 10%. Adicionalmente, los residuos de la etapa i) comprenden compuestos nitrogenados, preferiblemente comprenden NH3-N en una concentración en peso en el residuo entre 0, 1-5 kg /m3. En la etapa de calentamiento iv) el concentrado obtenido en forma de lodo contiene preferiblemente una cantidad en peso de solidos entre 180-400 kg/tonelada de lodo dichos lodos son derivados a un tanque (17) de acumulación de sólidos junto con los sólidos de la etapa de centrifugación ii) . Preferiblemente, la fase liquida rica en compuestos nitrogenados obtenida de la etapa de v) de Extracción de la fase gaseosa seguida de condensación comprende una concentración de compuestos nitrogenados (NH3-N) entre 0, 5-2 kg/m3, preferiblemente entre 0, 8-1, 5 kg/m3. Mientras que la fase líquida rica en sales de amonio obtenida en la etapa de desorción ácida vii) comprende una concentración de sulfato amónico entre el 30% hasta el 45%. En la etapa de centrifugación (ii) preferiblemente, el residuo líquido obtenido, resultante presenta una concentración de solidos inferiores al 2%. La etapa (vi) donde se adiciona una base para ajustar el pH, preferiblemente hidróxido de sodio, el objetivo es la reducción de la demanda química de oxígeno (DQO, ) favorecer la recipitación de la materia orgánica en la fase de calentamiento y evaporación v) y evitar que en la etapa vi) de destilación se emitan sustancias toxicas. Una opción de optimización energética es la etapa de precalentado del residuo liquido en la etapa iv) en función de las características del residuo, con los vapores destilados previamente. En una realización preferida, este pre-calentamiento se realiza un calentador (11) externo al evaporador de vacio (1) , donde hace circular el residuo líquido de forma continua entre el calentador (11) y el evaporador de vacío (1) . La energía térmica de este calentador (11) es recibida del almacén de agua caliente, que genera la bomba de calor (19A) . El calentador (11) se diseña específicamente para poder trabajar con temperaturas inferiores a los 60ºC. El equipo del segundo aspecto y el método del tercer aspecto presentan la ventaja que permiten trabajar con temperaturas de evaporación muy bajas, que permite utilizar calores residuales de baja temperatura existentes en muchos procesos industriales, y la utilización de bombas de calor que pueden ser alimentadas por plantas fotovoltaicas "on site" y/o "out site". A su vez el sistema no es excluyente de poder utilizar calores residuales térmicos provenientes de otros equipos tales como calderas, sistemas de refrigeración, plantas de cogeneración. La etapa de extracción de la fase gaseosa v) , la condensación de dicha fase gaseosa requiere de energía térmica suministrada por una corriente de agua fría a 250C. El agua fría requerida para la condensación es generada de forma simultánea con una bomba de calor (19A) y almacenada en el depósito de agua fría (22) . La producción de agua caliente y fría de forma simultánea permite que la bomba de calor (19A) tenga rendimientos (COP superiores a 6) , muy elevados. De esta manera se evita la utilización de torres de refrigeración, simplificando notablemente la instalación y la operación de la planta; reduciendo así grandes consumos de agua y costos en equipos adicionales. La generación térmica necesaria para el proceso de evaporación y condensación es provista por un sistema de aerotermia (19) que incluye una bomba de calor (19 A) , la cual puede ser alimentada de la red eléctrica o de una planta fotovoltaica, preferiblemente por una planta fotovoltaica. El sistema de aerotermia generador del agua caliente y fría que incluye una omba de calor (19 A) con depósitos de acumulación de agua fría y caliente no requiere de intercambios con el aire (aerotermia) o con corrientes de agua (hidrotérmia) . Estos dos últimos sistemas no son necesarios en este proceso, y su instalación será como respaldo con una potencia muy inferior a la instalada en la bomba. La etapa de desorción (viii) de compuestos nitrogenados de la corriente gaseosa proveniente de la torre de absorción (13) se lleva a cabo en la torre de desorción (14) mediante el contacto con una fase ácida, por lo tanto, la torre de desorción (14) comprende medios para el almacenamiento y dosificación de ácido (15) . La fase liquida obtenida en la etapa de extracción de compuestos nitrogenados vii) que se lleva a cabo en la torre de absorción (13) , es mayormente agua y puede contener patógenos, razón por la cual es necesario eliminarlos previamente a su reutilización en la mayoría de los procesos industriales. En los casos que sea necesario se dispone de un proceso de higienización, en el que se trata dicha fase líquida con dióxido de cloro (CIO2) . El agua recuperada y depurada es obtenida a través de la salida de agua (18) tras este proceso será apta para su reutilización en una buena parte de procesos industriales. Como ya se indicó este proceso está especialmente diseñado para el tratamiento de digestatos procedente de digestiones anaerobias o similares y se caracterizan por poseer: - Caudales elevados a partir de 3 m3/h - Líquidos con alto poder corrosivo. - Concentraciones de solidos en la entrada de producto d e 3 - 8% - Altas concentraciones de compuestos nitrogenados, por ejemplo, derivados de NH4 - Concentraciones de salida de solidos de hasta el 20%. Esto indica que el método y equipo de la presente invención estas configurado para poder operar con concertaciones medias en el evaporador muy elevadas para este tipo de equipos. El proceso de la presente invención permite obtener las siguientes ventajas: - Conseguir un mayor rendimiento en la separación de solidos/productos nitrogenados. - Obtener un sólido ya sea como producto final o como un intermedio de proceso, seco o con poca humedad - Obtener un solidos/producto con bajo demanda química de oxígeno, (DQO) , en el orden de x-y - Recuperar una alta concentración de compuestos nitrogenados -- Mejora operativas asociadas con el empleo de un pH básico en las etapas de evaporación y extracción, - Obtención de Sulfato de Amonio con al menos un 40% de pureza. - alto rendimiento en la obtención de Sulfato de Amonio por toneladas/kilogramos de residuo usado al principio del proceso. Por su parte, el equipo de recuperación de la presente la invención (segundo aspecto) posee las siguientes ventajas: Utilización de un sistema de aerotermia industrial como fuente de energía única que genera el agua caliente para el calentador (11) y el agua fría para el condensador (23) . Utilización de un vacío muy superior al utilizado en instalaciones destinadas a este tipo de aplicaciones <10 kPa frente a presiones en torno a los 20 kPa utilizados normalmente. Utilización de un sistema de aerotermia para la condensación de vapores, siendo lo habitual la utilización de torres de refrigeración. Este sistema de aerotermia presenta las siguientes ventajas: a. permite reducir los consumos eléctricos. b. No se requieren consumos de agua, por lo que supone un ahorro en el empleo de instalaciones adicionales. c. Se evitan los potenciales problemas asociados con la proliferación de legionela de las torres de refrigeración. Ejemplo comparativo La figura 1 muestra un evaporador de vacío convencional A. Ejemplo 1: La figura 2 muestra un evaporador de vacío (1) de acuerdo al primer aspecto de la presente invención, que se puede utilizar como evaporadores de vacío en procesos de recuperación con una capacidad de tratamiento por lo menos equivalente a los convencionales. El aspecto general de ambos evaporadores de vacío según la figura 1 y la figura 2, se asemeja a un ciclón, comprendiendo ambos una sección superior (2) y una sección inferior (3) , ambas con formas frustrocónicas. Entre ambas secciones superior (2) e inferior (3) se sitúa una sección intermedia (4) con forma cilindrica. En la sección intermedia (4) se encuentra una entrada (4A) configurada para la entrada de una fase líquida, dispuesta tangencialmente a la superficie de la sección cilindrica intermedia (4) , sobre la sección superior (2) con forma frustocónica se dispone una salida (5) configurada para la salida de gases generados en el interior del evaporador de vacío (1) . Las tres secciones 2, 3 y 4 son coaxiales, es decir comparten un mismo eje central orientado verticalmente en operación. No obstante estas similitudes estructurales generales, el evaporador de vacío (1) de la presente invención comprende numerosas modificaciones estructurales que le otorgan ventajas operativas distintivas respecto de los equipos convencionales del mismo tipo existentes en el arte previo tal como se describen a continuación, aludiendo a las figuras 2 a 5. La sección intermedia (4) está configurada para proporcionar un flujo laminar de la fase liquida. Tiene un diámetro externo de 2, 800 metros, un diámetro interno (D4) de 2, 784 metros y una altura (H4) de 2 metros, dando un ratio D4/H4 de casi 1, 4 que, tal como se observa, es significativamente superior al ratio del evaporador convencional A exhibido en la fig. 1. La altura de la sección superior (2) , (H2) es de 1, 100 metros y la altura de la sección inferior (3) , (H3) es de 2, 500 metros. Debajo de la sección inferior (3) se encuentra una boca 6 de descarga de sólidos de 0, 5 metro de diámetro. La entrada (4A) configurada para la entrada de fluidos está dispuesta tangencialmente respecto de la superficie de la sección intermedia (4) con forma cilindrica, como muestran las figs. 4 y 5, presenta una longitud horizontal de 1, 500 metros y está y posee una forma de prisma, con una sección de forma cuadrada de dimensiones DE 483 mm x 483 mm en su extremo abierto. La base del prisma 4A está inclinada con referencia a la horizontal que delimita la base de la sección intermedia (4) con forma cilindrica (es decir, de orientación coincidente con la horizontal) formando un ángulo a de 7º a 15° de manera que el conducto de la entrada (4A) se ensancha verticalmente a medida que éste se proyecta hacia el interior del evaporador de vacío (1) El ratio entre la longitud de la base del prisma (I4A) , medida con respecto a la horizontal, y la altura del prisma (a4A) es de 1-1, 3, preferiblemente entre 1-1.2. La relación entre el diámetro (D4) de la sección intermedia (4) y la altura (H4) de dicha sección, está en un rango entre 1, 2-1, 6, preferiblemente entre 1, 3-1, 5, más preferiblemente, 1, 4 y la relación entre el diámetro máximo (D3) de la sección inferior frustocónica (3) y la altura (H3) de la misma está en un rango entre 1-1.3 . La salida (5) configurada para la salida de gases está dispuesta en la porción superior de la sección superior frustocónica 2 como muestra en las figuras 3 y 5 en particular, comprende dos secciones, la primera sección (5A) se conecta a la sección superior (2) del cuerpo principal del evaporador de vacío (1) y presenta una forma de tronco de pirámide y posee una altura (h5A) de 900 mm, a su vez, comprende una base trapezoidal inferior (b5Ai) que se conecta con la sección superior (2) del cuerpo principal y una base trapezoidal superior (b5As) que se conecta con la segunda sección (5B) . Una segunda sección (5B) inmediatamente conectada a la sección (5A) presenta forma de tronco de pirámide y comprende una base trapezoidal inferior (b5Bi) , que coincide con la base trapezoidal superior (b5As) de dicha primera sección (5A) . Dicha segunda sección (5B) de forma de tronco de pirámide tiene una altura (h5B) de 800 mm y desemboca en un orificio de sección circular de 630 mm de diámetro. El ratio entre la ltura (h5A) del tronco de pirámide de la primera sección (5A) y la altura (h5B) del tronco de pirámide de la segunda sección (5B) esde1.12. En la porción superior del interior de la sección cilindrica intermedia 4 del cuerpo principal del evaporador (1) se dispone un rociador, una lámina de evaporación y una rejilla (pueden ser de índole convencional y no se ilustran) esta última configurada como separador de gotas cuya finalidad es generar un aumento de velocidades de la fase gaseosa dentro del evaporador. Entre la rejilla y la lámina de evaporación no hay ningún elemento que distorsione la corriente de vapores que se genera. El rociador tiene la función de limpiar el separador de gotas haciendo uso de los arrastres que puedan tener lugar dentro de la sección (4) Las ventajas asociadas con el diseño del evaporador de vacío (1) de la presente invención puede apreciarse en las figuras 8 a 12. En la figura 8 relativa a la fase liquida se muestra la diferencia de velocidades y la dirección de la fase liquida en una vista de una sección transversal del cuerpo principal del evaporador. Con el diseño del evaporador de vacío (1) de la presente invención es posible obtener un flujo laminar, con velocidades elevadas en el periferia y dirección (-y) es decir hacia abajo (0.9 m/s) . En el centro se observan velocidades de (0.2 m/s) con dirección sin componente vertical. Este efecto es muy beneficioso para evitar los arrastres indeseados. En las figuras 9 se aprecia la variación de la velocidad y dirección de la fase líquida en una vista de alzada del evaporador de vacío (1) de acuerdo con la presente invención. Se puede observar que las velocidades altas (1.03 m/s) están en la periferia. De esta manera los sólidos, por acción de la fuerza centrífuga se desplazan cercanos a las paredes del evaporador dejando la zona central para los líquidos con menos concentración de solidos que se mueven a bajas velocidades (0.15 m/s) facilitando la salida de vapores sin arrastres. Este efecto mejora el rendimiento de evaporación reduciendo los efectos de arrastres. En la figura 10 se puede observar la variación de la temperatura de la fase líquida en una vista de alzada del evaporador de vacío (1) de acuerdo con la presente invención donde se observa el efecto de temperaturas más altas en la zona de cambio de fase. Efecto que favorece el incremento de la evaporación. En la figura 11 se aprecia la variación de presión de la fase vapor en una vista en alzada del evaporador de vacío (1) de acuerdo con la presente invención donde se aprecia una variación de presión homogénea a medida que la fase vapor se dirige hacia la salida (5) . En la figura 12 se aprecia la variación de las velocidad y direcciones de la fase vapor donde se observa una transición suave en el incremento de velocidades de forma que se favorece la reducción de arrastres. Nótese que la presencia del separador de gotas genera un aumento de velocidades, pero no distorsiona las velocidades de salida y que el tubo para la limpieza del separador de gotas ubicado en la parte superior no distorsiona el fluyo de salida de vapores. Ejemplo 2 Equipo para la recuperación de nutrientes nitrogenados v agua de acuerdo con el segundo aspecto de la invención: Las figs. 6 y 7 ilustran un equipo adecuado para recuperar nutrientes nitrogenados y agua a partir de residuos de la agroindustria particularmente de la industria agroalimentaria lixiviados de vertederos, digestato de plantas de biogás y residuos ganaderos. El equipo comprende: medios de alimentación (7) de residuos, en comunicación de fluidos con medios coaguladores y floculadores (8) destinado a coagular y flocular los sólidos suspendidos del residuo entrante y para favorecer su eliminación en la etapa subsiguiente de centrifugación (ii) , una centrifugadora (9) en comunicación de fluidos con y situada corriente arriba de dichos medios coaguladores y floculadores (8) , donde dicha centrifugadora (9) se configura para separar sólidos por decantación y obtener una fase liquida residual. Un medio dosificador (10) de un agente básico se ubica corriente abajo del evaporador de vacio (1) y tiene por finalidad ajustar el pH del líquido residual que se separa del centrifugador (9) antes de su ingreso al evaporador de vacío (1 ) . El evaporador (1) se conecta en serie con un condensador (23) que recibe la fase vapor que sale del evaporador (1) ambos dispositivos se conectan a una bomba de vacío (12) destinada a reducir la presión dentro del conjunto de evaporador 1yel condensador 23. Asimismo, el evaporador de vacío (1) se conecta en un lazo cerrado con un calentador o intercambiador de calor del tipo acuotubular (11) donde el líquido residual en el evaporador de vacío (1) se recircula continuamente para lograr la temperatura deseada de evaporación en el evaporador (1) . La reducción de la presión en un rango entre presión de 0, 01-0, 9 atmosferas, mediante una bomba de vacío (12) permite reducir la entalpia del sistema y evaporar la fracción líquida a temperatura baja con menos consumo energético. Corrinte arriba del condensador (23) se disponen un conjunto de torres absorción (Stripper) (13) y desorción (Scrubber) (14) . La torre de absorción (Stripper) (13) está configurada poner en contacto dicho fase liquida rica en compuestos de Nitrógeno proveniente del condensador (23) cuyo pH ha sido ajustado a un valor entre 8-9, con una fase gaseosa constituida principalmente por aire, y de este modo extraer de la torre de absorción (13) una fase gaseosa rica en compuestos nitrogenados, que comprenden N y NH3 y una fase liquida residual pobre en compuestos nitrogenados que comprende mayoritariamente agua con un contenido de nitrógeno total N: inferior a 25 mg/l. Por su parte, la torre de desorción tipo Scrubber (14) está configurada para poner en contacto dicha fase gaseosa rica en compuestos nitrogenados que comprende e N y NH3 con una fase líquida ácida, y de esta forma desorber de la fase gaseosa los compuestos de N y NH3 como sales de amonio disueltas en la fase líquida ácida, por tal motivo la torre de desorción (14) está equipada con un sistema dosificador de ácido 15. La torre de absorción tipo Stripper (13) también se conecta con un equipo higienizador (24) para optativamente, eliminar la carga de patógeno que pudiera estar presente en la fase líquida acuosa pobre en compuestos nitrogenados extraída de la torre de absorción (13) y obtener de esta manera una corriente de agua (18) depurada y recuperada para su uso industrial posterior. De la torre de desorción (14) se extrae una fase líquida rica en sales de amonio por la salida (16) donde dichas sales serán utilizadas como fertilizante, mientras que la fase gaseosa agotada que sale de la torre de desorción (14) se recirculada a la torre de absorción (13) para un nuevo ciclo de lavado alcalino. Un sistema de aerotermia (19) , con un depósito de inercia (19B) , está conectado a una bomba de calor (19A) que es alimentada por una planta solar (20) con energía fotovoltaica. El intercambiador de calor (11) recibe el agua caliente para el intercambio de calor desde un depósito acumulador (21) . Mientras que condensador (23) recibe agua fría para el intercambio de calor.desde e depósito acumulador de agua fría (22) La bomba de calor (19A) está comunicada con ambos depósitos acumuladores (21) y (22) . El calentador (11) preferiblemente, comprende una cascada de tubos para absorber calor de la bomba de calor (19A) del sistema de aerotermia (19) . Ejemplo 3 Descripción de una realización del proceso de recuperación de nutrientes nitrogenados, tercer aspecto de la invención, tales como sulfato de amonio: A partir, preferiblemente, de un depósito pulmón, se introduce el líquido residual a tratar en una etapa (i) de coagulación floculación (8) con la finalidad de conseguir un mayor rendimiento en la separación de los sólidos en la etapa posterior de centrifugación (ii) . A continuación, el residuo se hace pasar por el decantador centrífugo (9) donde se retiran sólidos y se obtiene un residuo líquido. El residuo sólido obtenido se deriva a un proceso de compostaje. El residuo solido comprende un % en peso de solidos entre el 15-25 % y el residuo liquido comprende por lo menos un 90% de agua. La etapa siguiente iii) se dosifica una base, preferentemente OHNapara ajustar el pH del residuo liquido proveniente de la etapa de centrifugación (ii) hasta un valor de preferiblemente, 8, 5 con el objetivo de reducir la demanda química de oxígeno (DQO) , favorecer la precipitación de la materia orgánica en la fase de evaporación y evita que en la etapa de condensación (v) se emitan sustancias toxicas. Una ventaja de este sistema de trabajo en un medio básico, frente a uno ácido, es que se facilita la protección ante el deterioro de los equipos mecánicos que van a continuación del proceso, haciéndolos más robustos y fiables. Otro aspecto ventajoso del trabajo con el residuo líquido a pH básico, es la disminución de demanda química de oxígeno DQOt y DQOf, además de favorecer el óptimo funcionamiento de la torre de absorción (13) , donde se requieren pH básicos. El residuo líquido a pH básico entre 8 y 9 entra en el evaporador de vacío (1) , con un vacío que oscila entre 0, 01-0, 9 atmosferas. Este equipo posee requerimientos mecánicos específicos para soportar compuestos agresivos y por tanto, requiere de materiales y tratamientos especiales, tal como, el uso de acero inoxidable o aleaciones especiales resistentes a la corrosión. En este evaporador de vacío (1) se produce una fase gaseosa rica en compuestos de nitrógeno que proviene de la evaporación del residuo liquido que proviene de la etapa de tratamiento con una base iii) y mientras que en la sección inferior (3) del cuerpo principal del evaporador se van concentrando los sólidos, sales y otros compuestos que precipitan y se descargan por la salida de descarga (6) del evaporador de vacío (1) . El sistema está preparado para realizar purgas periódicas en función de la sensórica implantada, de esta manera se obtiene un concentrado en forma de lodo para su mezcla con el sólido retirado de la etapa previa de centrifugación (ii) . Se dispone de un tanque (17) para el almacenamiento de dichos sólidos. Una opción de optimización energética es el precalentado de residuo líquido que ingresa al evaporador de vacío (1) en un calentador o intercambiador de calor de tipo carcasa, tubos o de placas (11) , en función de las características del residuo líquido. El residuo liquido en el evaporador (1) debe ser calentado hasta 50 0C para lograr su evaporación, este calentamiento se realiza en un calentador externo (11) que hace circular el residuo líquido de forma continua entre dicho calentador (11) y el evaporador de vacío (1) . La energía térmica de este calentador (11) es suministrada por una corriente de agua caliente que proviene de un depósito del agua caliente (21) que genera la bomba de calor (19A) . El calentador (11) ha sido diseñado específicamente para poder trabajar con temperaturas inferiores a 60ºC. Como ya se indicó, trabajar con temperaturas tan bajas de evaporación requiere de un evaporador con mayor vacío, calores específicos inferiores, y, por tanto, menor capacidad e intercambio, por lo que se requiere que tanto el evaporador (1) como el calentador (11) requieran diseños especiales. Por otro lado, presenta la ventaja de poder utilizar calores residuales de baja temperatura existentes en muchos procesos industriales, y la utilización de bombas de calor que pueden ser alimentadas por plantas fotovoltaicas "on site" y/o "out site". A su vez el sistema no excluye la posibilidad de utilizar calores residuales térmicos provenientes de otros equipos tales como, calderas, sistemas de refrigeración, plantas de cogeneración etc. Los vapores extraídos del evaporador de vacío (1) mediante la bomba de vacío (12) , se hacen pasar por el condensador de placas (23) , obteniéndose un residuo líquido rico en compuestos nitrogenados. El proceso de condensación de los vapores requiere de energía térmica suministrada por medio de una corriente de agua fría a 25°C. La corriente de agua fría requerida para la condensación es generada de forma simultánea por la bomba de calor (19A) y almacenada en el depósito de agua fría (22) . La producción de agua caliente y fría de forma simultánea permite que la bomba de calor (19A) tenga rendimientos (COP superiores a 6) , muy elevados. De esta manera se evita la utilización de torres de refrigeración, simplificando notablemente la instalación y la operación de la planta; reduciendo así grandes consumos de agua y los costos operativos y energéticos asociados. Tal y como se ha descrito precedentemente, la generación térmica necesaria para las etapas de calentamiento en el evaporador (1) y condensación en el condensador (23) r es generado con un sistema de bombas de calor (19a) . Esta bomba de calor (19A) puede ser alimentada mediante la red eléctrica o mediante una planta fotovoltaica (20) . El sistema bombas de calor (19A) generador del agua caliente y fría con depósitos de acumulación (21, 22) no requiere de intercambios con el aire (aerotermia) . Estos sistemas no son necesarios en este proceso, su instalación solo se justifica como respaldo con una potencia muy inferior a la instalada en las bombas. El residuo líquido obtenido por evaporación y condensación posterior contiene una alta concentración de compuestos nitrogenados que son recuperados en la torre de absorción (13) en forma de una fase gaseosa. Previamente a su introducción en la torre de absorción (13) , se ajusta el pH de la fase líquida rica en compuestos nitrogenados obtenida del condensador (23) para tener un pH superior a 8, 5, luego se introduce en la torre de absorción (13) donde se pone en contacto con una corriente de aire ascendente para extraer na fase gaseosa rica en compuestos nitrogenados y una fase acuosa con contenidos de compuestos nitrogenados (N total) inferiores a 25 mg/l. La fase gaseosa rica en compuestos nitrogenados se conduce a una torre de desorción (Scrubber) (14) para su regeneración y para la recuperación de los compuestos de nitrógeno, para ello la fase gaseosa rica en compuestos nitrogenados se pone en contacto con una fase líquida que contiene ácido sulfúrico, para formar sales de amonio, de acuerdo con la siguiente ecuación: 2NH3 + H2S04 (NH4) 2S04, este compuesto se va concentrando en la base de la torre de desorción (14) hasta llegar a una concentración del 40%, dicha fase liquida rica en sulfato de amonio se purga en forma continua, por la salida (16) obteniéndose así un fertilizante de alto valor. La torre de desorción (14) comprende una instalación de almacenamiento y dosificación de ácido sulfúrico (15) . El agua obtenida a la salida de la torre de absorción (13) , puede contener patógenos que deben ser eliminados previamente a su reutilización en la mayoría de los procesos industriales. En los casos que sea necesario se dispone de un proceso de higienización 24, en el que se trata el agua con dióxido de cloro (CIO2) . El agua obtenida tras este proceso es apta para su reutilización en una buena parte de procesos industriales. Ejemplo 4 Descripción de otra realización del proceso de recuperación de nutrientes nitrogenados, tales como sulfato de amonio, tercer aspecto de la invención. Consideramos un residuo líquido procedente del digestato de una planta de biogás de tamaño pequeño o mediano de una industria agroalimentaria con: - 45.000 m3/año - Densidad apróx. 1 kg/1 - Porcentaje de sólidos 6% - Horas año de proceso 8.000 horas - Concentración NH3-N de entrada 2.5 kg/ m3 El proceso se inicia con el proceso de coagulación floculación (8) , de forma que se acondiciona el residuo para mejorar la separación de sólidos. En el siguiente paso el residuo acondicionado se lleva hasta el decantador centrifugo (9) , obteniendo un rendimiento en la separación superior al 80%. En este proceso se tienen los siguientes parámetros: - una Fracción sólida retirada con un caudal de 13.500 Tn/año. - un Residuo líquido con un caudal de 31.500 m3/año. - una concentración de Sólidos en el residuo líquido del 1, 2% - Un Caudal medio para tratar de 4 m3/h - Una Concentración de NH3-N de la corriente de residuos de entrada de 1, 5 kg/m3 - una demanda química de oxígeno (DQO) entre 900-1200mg/l A continuación, el residuo líquido que sale de la etapa de centrifugación (etapa ii) se conduce hasta el evaporador de vació (1) y previamente se ajusta el pH, mediante un medio de dosificación de hidróxido de sodio (10) hasta garantizar un valor de pH de 8, 5. Tras la entrada en el evaporador (1) , el residuo líquido comienza a recircular pasando por el intercambiador de calor (11) , este intercambiador de calor (11) eleva la temperatura hasta un valor de unos 550C, mientras que el conjunto de evaporador (1) /condensador (23) opera a una presión de 0, 15 bar, generando una fase vapor rica en compuestos nitrogenados que es arrastrada por la bomba de vacío (12) hacia un condensador (23) donde se obtiene un residuo liquido condensado que es conducido hasta la salida de la bomba de vacío (12) . A la salida de este conjunto de procesos obtenemos por hora: - un Lodo concentrado 350 kg/h. - un líquido residual condensado con un caudal de 3, 65 m3/h. - una Concentración NH3-N en el líquido residual condensado de1, 1 kg/m3 - un líquido residual condensado sin sólidos. - DQO < 500mg/l El concentrado en forma de lodo obtenido del evaporardor de vacio (etapa (iv) ) se incorpora con la fracción sólida retirada en la etapa anterior de centrifugación (etapa ii) . En la siguiente etapa el residuo liquido condensado ico en compuestos de nitrógeno que sale del condensador (23) es conducido a una etapa de extracción de los compuestos nitrogenados (etapa vii) en una torre de absorción (13) mediante una corriente gaseosa de aire y luego dicha corriente gaseosa rica en compuestos nitrogenados es sometida a una etapa de desorción en una torre de desorción (14) mediante una corriente liquida de ácido. Previamente a la entrada del residuo líquido rico en compuestos nitrogenados a la torre de absorción (13) se corrige su pH en el caso que fuera necesario para llevarlo a valores superiores a 8, 5. En esta etapa se logra recuperar prácticamente la totalidad de los compuestos nitrogenados. Para ello se utiliza una corriente liquida de ácido H2SO4, para conseguir un fertilizante de alto valor que comprende sulfato de amonio. A la salida de este conjunto de procesos obtenemos: - Sulfato de Amonio al 40% de pureza. - Agua evaporada 3, 2 m3/h aproximadamente. - Concentración NH3-N del agua evaporada 15a50 mg/l - DQO <300 mg/l La fase liquida obtenida de la torre de absorción (13) que comprende mayormente agua y un bajo contenido de compuestos nitrogenados es sometida a un proceso de higienización (etapa x) en un higienizador (24) para la eliminación de los patógenos que pueda contener y reducir la DQO a unos valores óptimos para su reutilización. Los valores esperados para la fase líquida acuosa recuperada tras el tratamiento de higienización con dióxido de cloro son: - Sólidos en suspensión < 10 mg/l. - Concentración NH3-N del agua evaporada 15a50 mg/l - DQO <50 a100 mg/l. Se ha descrito precedentemente modalidades particulares y preferidas del evaporador de vacío (1) , el equipo recuperador de nutrientes nitrogenados y agua y del proceso para recuperarlos sin perjuicio de que pueden practicarse cambios de materiales, formas, amaños, geometría, disposición y orden sin apartarse del alcance del presente invento definido en las reivindicaciones que siguen.
Publicaciones:
ES2958059 (31/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 01/07/2022 se realizó Registro Instancia de Solicitud
En fecha 01/07/2022 se realizó Admisión a Trámite
En fecha 01/07/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 28/07/2022 se realizó Superado examen de oficio
En fecha 03/10/2022 se realizó Realizado IET
En fecha 05/10/2022 se realizó 1109P_Comunicación Traslado del IET
En fecha 31/01/2024 se realizó Publicación Solicitud
En fecha 31/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 09/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
28/06/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 28/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595
El registro de patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595 fue solicitada el 01/07/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595 fue solicitada por TKIN ORMA, S.L. mediante los servicios del agente Jorge Isern Jara. El registro [modality] por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595 está clasificado como B01D 1/30,B01D 1/00 según la clasificación internacional de patentes.
Otras invenciones solicitadas por TKIN ORMA, S.L.
Es posible conocer todas las invenciones solicitadas por TKIN ORMA, S.L. entre las que se encuentra el registro de patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595. Si se desean conocer más invenciones solicitadas por TKIN ORMA, S.L. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B01D 1/30,B01D 1/00.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595 está clasificado con la clasificación B01D 1/30,B01D 1/00 por lo que si se desea conocer más registros con la clasificación B01D 1/30,B01D 1/00 clicar aquí.Otras invenciones solicitadas a través del representante JORGE ISERN JARA
Es posible conocer todas las invenciones solicitadas a través del agente JORGE ISERN JARA entre las que se encuentra el registro patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595. Si se desean conocer más invenciones solicitadas a través del agente JORGE ISERN JARA clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B01
Es posible conocer todas las patentes registradas en la clase B01 (PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL) entre las que se encuentra la patente EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B01D
Es posible conocer todas las patentes registradas en la clase B01D (SEPARACION) entre las que se encuentra la patente EQUIPO QUE COMPRENDE UN EVAPORADOR DE VACIO, Y UN PROCESO PARA RECUPERAR NUTRIENTES NITROGENADOS Y AGUA A PARTIR DE RESIDUOS PROVENIENTES DE LA AGROINDUSTRIA con el número P202230595. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
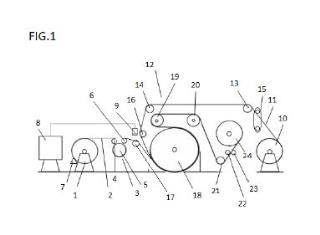
 P202230588
P202230588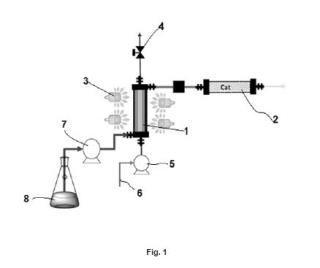 P202230591
P202230591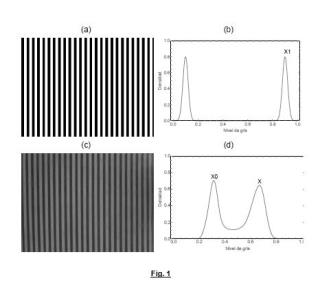 P202230599
P202230599
Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







