


- Home /
- Publicaciones de patentes /
- ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN
Patente nacional por "ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN"
Este registro ha sido solicitado por
INNOVA MAQUINARIA INDUSTRIAL, S.L.
a través del representanteFERNANDO LOPEZ-PRATS LUCEA
Contacto
- Estado: Vigente
- País:
- España
- Fecha solicitud:
- 09/06/2023
- Número solicitud:
-
P202330484
- Número publicación:
-
ES2953460
- Fecha de concesión:
-
18/03/2024
- Inventores:
-
Persona física
- Datos del titular:
-
INNOVA MAQUINARIA INDUSTRIAL, S.L.
- Datos del representante:
-
FERNANDO LOPEZ-PRATS LUCEA
- Clasificación Internacional de Patentes:
- B65B 11/02
- Clasificación Internacional de Patentes de la publicación:
- B65B 11/02
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2953460_A11. Una envolvedora automática que comprende un módulo de atado de cordón (39) donde: la envolvedora comprende, al menos un carro de envoltura (37) configurado como estructura de control de un material consumible utilizado para embalar una carga (38) colocada sobre una plataforma de transporte (40) , y donde el módulo de atado de cordón (39) está situado en el carro de envoltura (37) y está configurado para formar un cordón (39) o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga (38) , y donde el módulo de atado de cordón (39) comprende, a su vez: una base de desplazamiento (A) configurada para aproximar un módulo de atado (B) a la carga (37) ; un módulo de atado (B) , una pinza de sujeción (C) que está configurada para mantener sujeto un extremo libre del cordón (39) de la película de material consumible, antes, durante y después de envolver cada carga (37) ; y una pinza de corte (D) ; y donde el módulo de atado de cordón (39) está configurado para que una vez que el módulo de atado (B) está en contacto con la carga (38) se despliegue la pinza de corte (D) y la pinza de sujeción (C) ; y donde la envolvedora automática se caracteriza por que el control de la distancia a recorrer por el módulo de atado (B) hasta la carga (38) se realiza con: (a) una predeterminación del tiempo necesario para realizar el recorrido; (b) la colocación de uno o más sensores que miden la distancia entre la carga y una caja exterior (1) del módulo de atado (B) ; y (c) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado (B) con la carga (38) que se va o se está envolviendo. 2. La envolvedora automática de acuerdo con la reivindicación 1 donde el material consumible se presenta en forma de bobina o rollo desde el cual se proyecta una lámina que se coloca alrededor de la carga (38) . 3. La envolvedora automática de acuerdo con cualquiera de las reivindicaciones anteriores donde: el módulo de atado (B) está en una posición alejada de la carga (38) en posición inicial, y donde una vez iniciado el ciclo de trabajo, la caja exterior (1) es acercada a la carga (38) mediante unas guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyado sobre unas bases de desplazamiento (25) y (37) ; y donde este movimiento de acercamiento a la carga (38) se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado (B) a la carga (38) a envolver; y donde este desplazamiento se realiza hasta que haya contacto con a carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . 4. La envolvedora automática de acuerdo con la reivindicación 3 donde: el control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) , donde el desplazamiento de la caja (1) se produce mediante las guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) . 5. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el despliegue de los conjuntos de pinza de sujeción (C) y pinza de corte (D) puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga (38) a fin de optimizar tiempos de producción, de tal forma que la pinza de sujeción (C) mantiene el cordón (39) sujeto mientras se acerca a la carga (38) . 6. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película de material y la carga misma. 7. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura, y donde a continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción, y donde hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. 8. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando, y donde la pinza de ujeción (C) se despliega de manera que queda al lado de la pinza de corte (D) y delante del cordón (39) colocada en la revolución anterior de la máquina, de tal forma que la pinza de sujeción (C) no presiona ni deforma el cordón (39) . 9. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante de la pinza de sujeción (C) de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . 10. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . 11. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el pistón neumático (5) al activarse inicia el "plegado" de la pinza de corte (D) , es decir, la pinza de corte (19) , y donde dicha pinza de corte (D) tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el conjunto de pinza de corte (D) se recoja con un movimiento específico hacia adelante; y donde este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) ; de esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape; y donde posteriormente se activa el pistón neumático (6) liberando el extremo cortado del cordón. 12. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. 13. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) se activa mediante la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) ; y donde la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . 14. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . 15. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el módulo de atado (B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado.
+ ES-2953460_B21. Una envolvedora automática que comprende un módulo de atado de cordón (39) donde: la envolvedora comprende, al menos un carro de envoltura (37) configurado como estructura de control de un material consumible utilizado para embalar una carga (38) colocada sobre una plataforma de transporte (40) , y donde el módulo de atado de cordón (39) está situado en el carro de envoltura (37) y está configurado para formar un cordón (39) o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga (38) , y donde el módulo de atado de cordón (39) comprende, a su vez: una base de desplazamiento (A) configurada para aproximar un módulo de atado (B) a la carga (38) ; un módulo de atado (B) , una pinza de sujeción (C) que está configurada para mantener sujeto un extremo libre del cordón (39) de la película de material consumible, antes, durante y después de envolver cada carga (38) ; y una pinza de corte (D) ; y donde el módulo de atado de cordón (39) está configurado para que una vez que el módulo de atado (B) está en contacto con la carga (38) se despliegue la pinza de corte (D) y la pinza de sujeción (C) ; y donde la envolvedora automática se caracteriza por que el control de la envolvedora se configura a través del control del tiempo necesario para que una caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea; donde este control comprende al menos uno seleccionado entre: (a) el control de la distancia a recorrer por la caja exterior (1) hasta la carga (38) se realiza con una predeterminación del tiempo necesario para realizar el recorrido del desplazamiento de la base (A) mediante unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) ; (b) el control de la distancia a recorrer por la caja exterior (1) hasta la carga (38) se realiza con la colocación de uno o más sensores que miden la distancia entre la carga (38) y caja exterior (1) del módulo de atado (B) , donde el desplazamiento de la base de desplazamiento (A) se realiza mediante unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) ; y (c) el control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado (B) con la carga (38) que se va o se está envolviendo, donde el desplazamiento de la base de desplazamiento (A) se realiza a través de unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) . 2. La envolvedora automática de acuerdo con la reivindicación 1 donde el material consumible se presenta en forma de bobina o rollo desde el cual se proyecta una lámina que se coloca alrededor de la carga (38) . 3. La envolvedora automática de acuerdo con cualquiera de las reivindicaciones anteriores donde: el módulo de atado (B) está en una posición alejada de la carga (38) en posición inicial, y donde una vez iniciado el ciclo de trabajo, la caja exterior (1) es acercada a la carga (38) mediante unas guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyado sobre unas bases de desplazamiento (25) y (37) ; y donde este movimiento de acercamiento a la carga (38) se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado (B) a la carga (38) a envolver; y donde este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . 4. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el despliegue de los conjuntos de pinza de sujeción (C) y pinza de corte (D) puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga (38) a fin de optimizar tiempos de producción, de tal forma que la pinza de sujeción (C) mantiene el cordón (39) sujeto mientras se acerca a la carga (38) . 5. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película de material y la carga misma. 6. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura, y donde a continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción, y donde hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. 7. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando, y donde la pinza de sujeción (C) se despliega de manera que queda al lado de la pinza de corte (D) y delante del cordón (39) colocada en la revolución anterior de la máquina, de tal forma que la pinza de sujeción (C) no presiona ni deforma el cordón (39) . 8. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante de la pinza de sujeción (C) de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . 9. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . 10. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el pistón neumático (5) al activarse inicia el "plegado" de la pinza de corte (D) , es decir, la pinza de corte (19) , y donde dicha pinza de corte (D) tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el conjunto de pinza de corte (D) se recoja con un movimiento específico hacia adelante; y donde este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) ; de esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape; y donde posteriormente se activa el pistón neumático (6) liberando el extremo cortado del cordón. 11. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. 12. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) se activa mediante la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) ; y donde la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . 13. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . 14. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el módulo de atado (B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado.
Los productos y servicios protegidos por este registro son:
B65B 11/02
Descripciones:
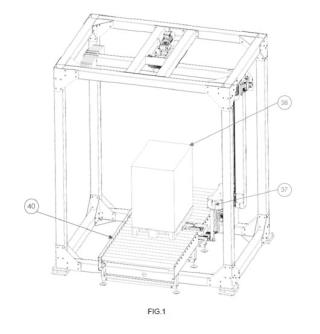
+ ES-2953460_A1 ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN Sector de la técnica La presente invención está referida a una envolvedora automática y más concretamente a una envolvedora automática que comprende un sistema de atado de cordón de acuerdo con las reivindicaciones que acompañan a la presente memoria descriptiva. Estado de la técnica Una envolvedora de brazo automática es un tipo de máquina que se utiliza para envolver productos de película plástica o película estirable. En comparación con el envoltorio manual, una envolvedora automática de brazo puede envolver productos de manera rápida y uniforme, lo que reduce el tiempo y el esfuerzo necesarios para embalar cargas para su movimiento transitorio o almacenamiento. Por otro lado, las envolvedoras de brazo automáticas pueden proporcionar una envoltura más uniforme y consistente, lo que ayuda a garantizar un recubrimiento seguro de los productos. Esto reduce el riesgo de daño al producto durante el transporte o almacenamiento y puede ayudar a mantener la calidad del producto embalado. Por ejemplo, en el estado de la técnica se conocen los documentos ES2055965 que describe un sistema para sellar el extremo de cola de una lámina de plástico utilizando calor extremo. El documento US5802810 que describe un sistema para asegurar el extremo de un rollo de película una vez colocado alrededor de la carga. El sistema se caracteriza por dos brazos actuados a través de pistones neumáticos que se alejan y acercan de la carga durante el proceso de envoltura. También pertenecen al estado de la técnica los documentos US20220002012A1, ES2650408, ES2191363T3, US4418510A, US4432185A, US4619102A, US4845920A o US4235062A. Parte del proceso de envoltura con una envolvedora automática es el tratamiento del final de cordón o excedente de película que pueda quedar al final de la envoltura de la carga. Este excedente debe ajustarse de alguna manera a la carga para prevenir que la envoltura se deshaga con los movimientos de tránsito y el producto se vea comprometido. Hay muchas maneras de realizar ese tratamiento de excedente de plástico, aunque, frente al estado de la écnica conocido, la presente invención describe un sistema rápido, efectivo y sencillo de instalar que permite una producción continuada sin la necesidad de aplicar calor o pegamentos, de acuerdo con las reivindicaciones adjuntas. El documento US5802810A describe un método y un aparato para envolver y asegurar una película alrededor de una carga colocando un primer brazo que retiene una parte final de la película hacia la carga, envolviendo una capa de película alrededor del primer brazo de modo que el primer brazo quede entre la película envuelta y la carga, retirando reteniendo el primer brazo la película entre la película envuelta y la carga, y liberando la parte final de la película retenida por el primer brazo para posicionar y asegurar una primera parte de la película entre la película envuelta y la carga. La carga se envuelve más y posteriormente se coloca un segundo brazo hacia la carga, y una capa de película se envuelve alrededor del segundo brazo de modo que el segundo brazo quede entre la película envuelta y la carga. Una porción de película en forma de cuerda es capturada y retenida por los brazos primero y segundo. A continuación, se corta la película en forma de cuerda y el primer brazo retiene una parte extrema de la película cortada para envolver posteriormente otra carga. El otro extremo de la parte cortada de la película en forma de cuerda es retenido por el segundo brazo, que se retira de entre la película envuelta y la carga para colocar y asegurar una segunda parte de la película entre la película envuelta y la carga. Los brazos se retiran a lo largo de una trayectoria relativamente recta traduciendo lateralmente los brazos mientras giran, reduciendo así el contacto entre al menos la parte del brazo que retiene la cola de la película y la película envuelta. El documento ES2191363T3 describe un procedimiento de sujeción del extremo trasero de un embalaje de film plástico para cargas dispuestas sobre una plataforma, que comprende las siguientes etapas: (a) formación de una bolsa en al menos una de las vueltas finales del embalaje, formándose dicho bolsillo estirando en dirección longitudinal una parte de dicha vuelta y haciendo que dicha parte estirada quede dispuesta a una distancia adecuada de la carga embalada; (b) asegurar el film, en la zona donde se formará el extremo posterior del embalaje, por medio de una abrazadera; caracterizado además por los pasos de: (c) suministro de una abrazadera secundaria que sostiene la película, en el área donde se formará el extremo posterior del empaque; (d) corte del film entre dichas dos pinzas de forma que la pinza principal soporte el extremo delantero del film para el ciclo de envasado de una carga posterior, mientras que la pinza secundaria sujeta el parte trasera de la carga embalada; (e) inserción de la abrazadera secundaria que sujeta el extremo posterior de la película de embalaje dentro de dicho bolsillo; (f) liberar el extremo posterior de la película mediante dicha brazadera secundaria, dentro de dicho bolsillo, y retirar dicha abrazadera secundaria del bolsillo; (g) contracción de la bolsa que contiene el extremo posterior de la película, encogiéndose planamente contra la carga embalada, agarrando y sujetando firmemente el mencionado extremo posterior de la película de embalaje. El documento US2004045259A1 comprende un aparato y un método para envolver una carga bajo tensión con una red de material flexible para envolver estirable y luego unir el material de envolver a la carga comprimiendo el extremo del material flexible en una configuración similar a una cuerda. La cuerda formada se enrolla alrededor de la carga al menos una vuelta. Una segunda vuelta del cable alrededor de la carga se une al primer cable con una atadura de torsión mecánica alrededor de los dos cables para evitar que la carga se desenvuelva durante el tránsito y el almacenamiento. Un mecanismo de corte de alambre caliente corta el cable y los dos cables atados vuelven a su posición contra la carga envuelta por la fuerza de la tensión de la envoltura elástica. No obstante, ninguno de los documentos mencionados indica que el control del tiempo necesario para que la caja exterior entre en contacto con la carga colocada en la plataforma de transporte, cuyo control de la distancia a recorrer hasta la carga se realiza con: (i) una predeterminación del tiempo necesario para realizar el recorrido; (ii) la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior del módulo de atado; y (iii) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior del módulo de atado con la carga que se va o se está envolviendo. Explicación de la invención Es un objeto de la presente invención proporcionar una alternativa para el tratamiento final del cordón después del proceso de envoltura de la carga que no requiere del uso de calor y, además, es un elemento que se desplaza hacia la carga y que, por lo tanto, no compromete su integridad. La presente invención está configurada para implementarse en máquinas de embalaje en las cuales es el consumible, montado en su estructura de alimentación, el que gira alrededor de la carga, depositándose sobre el producto y cubriéndolo. Todo ello según las reivindicaciones que acompañan a la presente memoria descriptiva. Más concretamente, la envolvedora automática que comprende un módulo de atado de cordón, de acuerdo con la presente invención comprende, al menos un carro de envoltura configurado como estructura de control del consumible utilizado para embalar una carga olocada sobre una plataforma de transporte, y donde el carro de envoltura comprende el dispositivo de cordón configurado para formar un cordón o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga, y que se caracteriza por que el módulo de atado de cordón comprende: una base de desplazamiento configurada para acercar un módulo de atado a la carga; y donde una vez que el módulo de atado está en contacto con la carga se despliega una pinza de corte y una pinza de sujeción, donde dicha pinza de sujeción está configurada para mantener sujeto un extremo libre del cordón de la película de material consumible, antes, durante y después de envolver cada carga. Gracias a esta estructura, el módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere. A lo largo de la descripción y de las reivindicaciones, la palabra «comprende» y sus variantes no pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la invención y en parte de la práctica de la invención. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustración y no se pretende que restrinjan la presente invención. Además, la invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. Breve descripción de los dibujos A continuación, se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención, que se ilustra como un ejemplo no limitativo de ésta. Figura 1 muestra una maquinaria de embalaje de brazo giratorio y transporte. Figura 2 es una vista frontal para representar la distribución de los subsistemas de la invención Figura 3 muestra el módulo de atado de la invención montado. Figura 4 muestra el módulo de atado de la invención de la figura 3 desplegado Figura 5 muestra una primera vista de detalle del módulo de atado de la figura 4 Figura 6 muestra una segunda vista de detalle del módulo de atado de la figura 4 Figura 7 muestra una vista detalle de los componentes internos del módulo de atado Figura 8 muestra una segunda vista de detalle de los componentes del módulo de atado Figura 9 muestra una vista de detalle de los componentes del módulo de transporte Figura 10 muestra una segunda vista de detalle de los componentes del módulo de transporte Figura 11 muestra otra vista de detalle de los componentes del módulo de transporte Figura 12 muestra otra vista de detalle de los componentes del módulo de transporte Figura 13 muestra una vista del montaje del módulo de atado sobre el módulo de transporte Figura 14 muestran una vista del cordón apoyado en la sufridera En estas figuras se han empleado las siguientes referencias numéricas: 1. Exterior caja 2. Tapa conjunto 3. Cilindro 1 4. Cilindro 2 5. Cilindro 3 6. Cilindro 4 7. Soporte conjunto. Corte 8. Tubo espiral poliuretano 9. Galga rampa guiado 10. Guiado rueda corte cordón 11. Soporte pinza cordón 12. Fijación oscilante 13. Cuchilla 14. Vástago cilindro 15. Rotula articulada 16. Base pinza retención cordón 17. Refuerzo pinza cordón 18. Tope 19. Pinza de corte 20. Soporte corte pinza 21. Sufridera 22. Soporte sufridera 23. Patín 24. Tope cajón 25. Sujeción cuchilla 26. Rodamiento posición 27. Soporte desplazamiento derecho 28. Pistón desplazamiento 29. Fijación vástago desplazamiento 30. Unión trasporte 31. Guía base desplazamiento 32. Carril desplazamiento 33. Soporte cableado 34. Vástago pistón desplazamiento 35. Soporte desplazamiento izquierdo 36. Base guía pinzado 37. Carro de envoltura 38. Carga/pallet 39. Cordón/cuerda de película 40. Plataforma de transporte de la carga Explicación detallada de un modo de realización de la invención Tal y como se puede observar en las figuras adjuntas, la presente invención consiste en una envolvedora automática que comprende, al menos, un carro de envoltura (37) configurado como estructura de control de alimentación de consumible, en el cual se aloja, precisamente, el consumible utilizado para embalar la carga (38) . Este consumible suele presentarse en forma de bobina o rollo desde el cual se proyecta la lámina de plástico (u otro material de envoltura en forma de película) que se coloca alrededor de la carga (38) . En el carro de envoltura (37) se encuentra también el dispositivo mecánico que se encarga de formar un cordón (39) o cuerda a partir del material consumible, que proporciona estabilidad a la carga y es el trozo libre de material (39) que luego pinza y manipula el conjunto del módulo de atado. En un sistema de envoltura automático la carga (38) se coloca sobre una plataforma (40) que funciona como transporte de dicha carga a lo largo de la línea de embalaje y sobre la cual se realiza el proceso de envoltura. El módulo de atado de cordón está compuesto por cuatro subsistemas principales: A. Base de desplazamiento B. Módulo de atado C. Pinza de sujeción D. Pinza de corte El módulo de atado (subsistema B) se encuentra alejado de la carga al inicio del ciclo. Una vez iniciado el ciclo la caja exterior (1) es acercada a la carga a través de patines (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyados sobre las bases de desplazamiento (25) y (37) . Este movimiento de acercamiento a la carga se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado a la carga a envolver. Este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . La base de desplazamiento (subconjunto A) se encarga de acercar el módulo de atado (subsistema B) a la carga (38) . En las figuras 9 a 13 se puede observar como la base de desplazamiento se encuentra acoplada a la plataforma de transporte (40) de forma que parte del módulo de atado se introduce al menos parcialmente dentro de la plataforma (40) durante su funcionamiento. En una realización preferente la base de desplazamiento (subconjunto A) se encuentra atornillada a la plataforma de transporte (40) de manera que sus componentes no pueden ser separados a menos que se desmonte la plataforma de transporte. En otra realización preferente la base de desplazamiento (subconjunto A) se encuentra debajo de la plataforma de transporte (40) con soportes independientes a esta y sus estructuras, aunque asociadas, no están totalmente integradas. En otra realización preferente, el módulo de atado se encuentra en una plataforma independiente colocada delante de la plataforma de transporte. Esta plataforma, en posición inicial o de reposo se encuentra a un nivel más bajo que la carga o que el plano superior del transporte incluido en la línea. Esta plataforma está provista de mecanismos de acción motorizada o neumática que le permiten un desplazamiento hacia arriba, colocándola al mismo nivel que la carga o por encima del plano superior del transporte, permitiéndole realizar las maniobras sin estar integrado en el transporte. El control de este sistema se realiza con un control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea. Este sistema puede implementarse mediante distintas realizaciones prácticas: (a) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con una predeterminación del tiempo necesario para realizar el recorrido; (b) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga e realiza con la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior (1) del módulo de atado; y (c) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado con la carga que se va o se está envolviendo. El módulo de atado (subconjunto B) se instala sobre o delante de sistemas de transporte (40) de final de línea. En una realización preferente esta plataforma de transporte (40) está compuesta por rodillos metálicos conectados a un sistema de tracción que los hace girar y por consiguiente avanza la carga a través de la línea de embalaje. En otra realización preferente la plataforma de transporte (40) no contiene rodillos, sino bandas que son igualmente traccionadas por uno o varios sistemas mecánicos para lograr un movimiento cíclico y avanzar la carga a través de la línea de embalaje. El sistema puede instalarse a ambos lados del transporte, pudiendo tener hasta dos módulos funcionando al mismo tiempo en maquinaria que tiene más de un carro de envoltura, en busca de acortar los ciclos y aumentar la producción. Se pueden realizar tantas ataduras como el usuario desee durante el proceso de envoltura. El funcionamiento del sistema de atado de cordón es independiente al tamaño de la carga (38) y del espacio que ocupa sobre el transporte de la línea de embalaje, ya que se puede regular la distancia a recorrer por la caja exterior (1) , la dimensión de los patines (23) y los carriles de desplazamiento (32) . Este desplazamiento puede ser activado a través de un mando a distancia, desde la pantalla de la maquinaria o automáticamente tomando los comandos desde una receta previamente programada en el equipo. Una vez en contacto con la carga se despliega la pinza de corte (subconjunto D) y pinza de sujeción (subconjunto C) el cual se encarga de mantener sostenido el extremo libre del cordón de la película antes, durante y después de envolver cada pallet. El despliegue de cualquiera de estos dos subconjuntos puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga a fin de optimizar tiempos de producción. La pinza de sujeción (subconjunto C) mantiene el cordón sostenido y se acerca a la carga. La envolvedora con su carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película e material y la carga misma. Luego de esta primera revolución, la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura. A continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción. Hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. El carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando. El subconjunto C o pinza de sujeción, es desplegado de manera que queda al lado del subconjunto D y delante del cordón (39) colocada en la revolución anterior de la máquina. Ventajosamente el subconjunto C no presiona ni deforma el cordón (39) , dejando que este mantenga su integridad y el proceso de atado tenga una mayor estabilidad y repetitividad. El carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante del subconjunto C de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . La pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . A continuación, se activa el pistón neumático (5) lo que inicia el "plegado" del subconjunto D, es decir, la pinza de corte (19) . El subconjunto D tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el subconjunto D se recoja con un movimiento específico hacia adelante. Este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) . De esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape. Justo después se activa el pistón neumático (6) liberando el extremo cortado del cordón. En otra realización, los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. Por su lado, se activa también la pinza de sujeción (subconjunto C) , a través de la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) . De manera ventajosa la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . La pinza de sujeción (subconjunto C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . A continuación, el módulo de atado (subconjunto B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado. El módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere.
+ ES-2953460_B2 ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN Sector de la técnica La presente invención está referida a una envolvedora automática y más concretamente a una envolvedora automática que comprende un sistema de atado de cordón de acuerdo con las reivindicaciones que acompañan a la presente memoria descriptiva. Estado de la técnica Una envolvedora de brazo automática es un tipo de máquina que se utiliza para envolver productos de película plástica o película estirable. En comparación con el envoltorio manual, una envolvedora automática de brazo puede envolver productos de manera rápida y uniforme, lo que reduce el tiempo y el esfuerzo necesarios para embalar cargas para su movimiento transitorio o almacenamiento. Por otro lado, las envolvedoras de brazo automáticas pueden proporcionar una envoltura más uniforme y consistente, lo que ayuda a garantizar un recubrimiento seguro de los productos. Esto reduce el riesgo de daño al producto durante el transporte o almacenamiento y puede ayudar a mantener la calidad del producto embalado. Por ejemplo, en el estado de la técnica se conocen los documentos ES2055965 que describe un sistema para sellar el extremo de cola de una lámina de plástico utilizando calor extremo. El documento US5802810 que describe un sistema para asegurar el extremo de un rollo de película una vez colocado alrededor de la carga. El sistema se caracteriza por dos brazos actuados a través de pistones neumáticos que se alejan y acercan de la carga durante el proceso de envoltura. También pertenecen al estado de la técnica los documentos US20220002012A1, ES2650408, ES2191363T3, US4418510A, US4432185A, US4619102A, US4845920A o US4235062A. Parte del proceso de envoltura con una envolvedora automática es el tratamiento del final de cordón o excedente de película que pueda quedar al final de la envoltura de la carga. Este excedente debe ajustarse de alguna manera a la carga para prevenir que la envoltura se deshaga con los movimientos de tránsito y el producto se vea comprometido. Hay muchas maneras de realizar ese tratamiento de excedente de plástico, aunque, frente al estado de la écnica conocido, la presente invención describe un sistema rápido, efectivo y sencillo de instalar que permite una producción continuada sin la necesidad de aplicar calor o pegamentos, de acuerdo con las reivindicaciones adjuntas. El documento US5802810A describe un método y un aparato para envolver y asegurar una película alrededor de una carga colocando un primer brazo que retiene una parte final de la película hacia la carga, envolviendo una capa de película alrededor del primer brazo de modo que el primer brazo quede entre la película envuelta y la carga, retirando reteniendo el primer brazo la película entre la película envuelta y la carga, y liberando la parte final de la película retenida por el primer brazo para posicionar y asegurar una primera parte de la película entre la película envuelta y la carga. La carga se envuelve más y posteriormente se coloca un segundo brazo hacia la carga, y una capa de película se envuelve alrededor del segundo brazo de modo que el segundo brazo quede entre la película envuelta y la carga. Una porción de película en forma de cuerda es capturada y retenida por los brazos primero y segundo. A continuación, se corta la película en forma de cuerda y el primer brazo retiene una parte extrema de la película cortada para envolver posteriormente otra carga. El otro extremo de la parte cortada de la película en forma de cuerda es retenido por el segundo brazo, que se retira de entre la película envuelta y la carga para colocar y asegurar una segunda parte de la película entre la película envuelta y la carga. Los brazos se retiran a lo largo de una trayectoria relativamente recta traduciendo lateralmente los brazos mientras giran, reduciendo así el contacto entre al menos la parte del brazo que retiene la cola de la película y la película envuelta. El documento ES2191363T3 describe un procedimiento de sujeción del extremo trasero de un embalaje de film plástico para cargas dispuestas sobre una plataforma, que comprende las siguientes etapas: (a) formación de una bolsa en al menos una de las vueltas finales del embalaje, formándose dicho bolsillo estirando en dirección longitudinal una parte de dicha vuelta y haciendo que dicha parte estirada quede dispuesta a una distancia adecuada de la carga embalada; (b) asegurar el film, en la zona donde se formará el extremo posterior del embalaje, por medio de una abrazadera; caracterizado además por los pasos de: (c) suministro de una abrazadera secundaria que sostiene la película, en el área donde se formará el extremo posterior del empaque; (d) corte del film entre dichas dos pinzas de forma que la pinza principal soporte el extremo delantero del film para el ciclo de envasado de una carga posterior, mientras que la pinza secundaria sujeta el parte trasera de la carga embalada; (e) inserción de la abrazadera secundaria que sujeta el extremo posterior de la película de embalaje dentro de dicho bolsillo; (f) liberar el extremo posterior de la película mediante dicha brazadera secundaria, dentro de dicho bolsillo, y retirar dicha abrazadera secundaria del bolsillo; (g) contracción de la bolsa que contiene el extremo posterior de la película, encogiéndose planamente contra la carga embalada, agarrando y sujetando firmemente el mencionado extremo posterior de la película de embalaje. El documento US2004045259A1 comprende un aparato y un método para envolver una carga bajo tensión con una red de material flexible para envolver estirable y luego unir el material de envolver a la carga comprimiendo el extremo del material flexible en una configuración similar a una cuerda. La cuerda formada se enrolla alrededor de la carga al menos una vuelta. Una segunda vuelta del cable alrededor de la carga se une al primer cable con una atadura de torsión mecánica alrededor de los dos cables para evitar que la carga se desenvuelva durante el tránsito y el almacenamiento. Un mecanismo de corte de alambre caliente corta el cable y los dos cables atados vuelven a su posición contra la carga envuelta por la fuerza de la tensión de la envoltura elástica. No obstante, ninguno de los documentos mencionados indica que el control del tiempo necesario para que la caja exterior entre en contacto con la carga colocada en la plataforma de transporte, cuyo control de la distancia a recorrer hasta la carga se realiza con: (i) una predeterminación del tiempo necesario para realizar el recorrido; (ii) la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior del módulo de atado; y (iii) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior del módulo de atado con la carga que se va o se está envolviendo. Explicación de la invención Es un objeto de la presente invención proporcionar una alternativa para el tratamiento final del cordón después del proceso de envoltura de la carga que no requiere del uso de calor y, además, es un elemento que se desplaza hacia la carga y que, por lo tanto, no compromete su integridad. La presente invención está configurada para implementarse en máquinas de embalaje en las cuales es el consumible, montado en su estructura de alimentación, el que gira alrededor de la carga, depositándose sobre el producto y cubriéndolo. Todo ello según las reivindicaciones que acompañan a la presente memoria descriptiva. Más concretamente, la envolvedora automática que comprende un módulo de atado de cordón, de acuerdo con la presente invención comprende, al menos un carro de envoltura configurado como estructura de control del consumible utilizado para embalar una carga olocada sobre una plataforma de transporte, y donde el carro de envoltura comprende el dispositivo de cordón configurado para formar un cordón o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga, y que se caracteriza por que el módulo de atado de cordón comprende: una base de desplazamiento configurada para acercar un módulo de atado a la carga; y donde una vez que el módulo de atado está en contacto con la carga se despliega una pinza de corte y una pinza de sujeción, donde dicha pinza de sujeción está configurada para mantener sujeto un extremo libre del cordón de la película de material consumible, antes, durante y después de envolver cada carga. Gracias a esta estructura, el módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere. A lo largo de la descripción y de las reivindicaciones, la palabra «comprende» y sus variantes no pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la invención y en parte de la práctica de la invención. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustración y no se pretende que restrinjan la presente invención. Además, la invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. Breve descripción de los dibujos A continuación, se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención, que se ilustra como un ejemplo no limitativo de ésta. Figura 1 muestra una maquinaria de embalaje de brazo giratorio y transporte. Figura 2 es una vista frontal para representar la distribución de los subsistemas de la invención Figura 3 muestra el módulo de atado de la invención montado. Figura 4 muestra el módulo de atado de la invención de la figura 3 desplegado Figura 5 muestra una primera vista de detalle del módulo de atado de la figura 4 Figura 6 muestra una segunda vista de detalle del módulo de atado de la figura 4 Figura 7 muestra una vista detalle de los componentes internos del módulo de atado Figura 8 muestra una segunda vista de detalle de los componentes del módulo de atado Figura 9 muestra una vista de detalle de los componentes del módulo de transporte Figura 10 muestra una segunda vista de detalle de los componentes del módulo de transporte Figura 11 muestra otra vista de detalle de los componentes del módulo de transporte Figura 12 muestra otra vista de detalle de los componentes del módulo de transporte Figura 13 muestra una vista del montaje del módulo de atado sobre el módulo de transporte Figura 14 muestran una vista del cordón apoyado en la sufridera En estas figuras se han empleado las siguientes referencias numéricas: 1. Exterior caja 2. Tapa conjunto 3. Cilindro 1 4. Cilindro 2 5. Cilindro 3 6. Cilindro 4 7. Soporte conjunto. Corte 8. Tubo espiral poliuretano 9. Galga rampa guiado 10. Guiado rueda corte cordón 11. Soporte pinza cordón 12. Fijación oscilante 13. Cuchilla 14. Vástago cilindro 15. Rotula articulada 16. Base pinza retención cordón 17. Refuerzo pinza cordón 18. Tope 19. Pinza de corte 20. Soporte corte pinza 21. Sufridera 22. Soporte sufridera 23. Patín 24. Tope cajón 25. Sujeción cuchilla 26. Rodamiento posición 27. Soporte desplazamiento derecho 28. Pistón desplazamiento 29. Fijación vástago desplazamiento 30. Unión trasporte 31. Guía base desplazamiento 32. Carril desplazamiento 33. Soporte cableado 34. Vástago pistón desplazamiento 35. Soporte desplazamiento izquierdo 36. Base guía pinzado 37. Carro de envoltura 38. Carga/pallet 39. Cordón/cuerda de película 40. Plataforma de transporte de la carga Explicación detallada de un modo de realización de la invención Tal y como se puede observar en las figuras adjuntas, la presente invención consiste en una envolvedora automática que comprende, al menos, un carro de envoltura (37) configurado como estructura de control de alimentación de consumible, en el cual se aloja, precisamente, el consumible utilizado para embalar la carga (38) . Este consumible suele presentarse en forma de bobina o rollo desde el cual se proyecta la lámina de plástico (u otro material de envoltura en forma de película) que se coloca alrededor de la carga (38) . En el carro de envoltura (37) se encuentra también el dispositivo mecánico que se encarga de formar un cordón (39) o cuerda a partir del material consumible, que proporciona estabilidad a la carga y es el trozo libre de material (39) que luego pinza y manipula el conjunto del módulo de atado. En un sistema de envoltura automático la carga (38) se coloca sobre una plataforma (40) que funciona como transporte de dicha carga a lo largo de la línea de embalaje y sobre la cual se realiza el proceso de envoltura. El módulo de atado de cordón está compuesto por cuatro subsistemas principales: A. Base de desplazamiento B. Módulo de atado C. Pinza de sujeción D. Pinza de corte El módulo de atado (subsistema B) se encuentra alejado de la carga al inicio del ciclo. Una vez iniciado el ciclo la caja exterior (1) es acercada a la carga a través de patines (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyados sobre las bases de desplazamiento (25) y (37) . Este movimiento de acercamiento a la carga se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado a la carga a envolver. Este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . La base de desplazamiento (subconjunto A) se encarga de acercar el módulo de atado (subsistema B) a la carga (38) . En las figuras 9 a 13 se puede observar como la base de desplazamiento se encuentra acoplada a la plataforma de transporte (40) de forma que parte del módulo de atado se introduce al menos parcialmente dentro de la plataforma (40) durante su funcionamiento. En una realización preferente la base de desplazamiento (subconjunto A) se encuentra atornillada a la plataforma de transporte (40) de manera que sus componentes no pueden ser separados a menos que se desmonte la plataforma de transporte. En otra realización preferente la base de desplazamiento (subconjunto A) se encuentra debajo de la plataforma de transporte (40) con soportes independientes a esta y sus estructuras, aunque asociadas, no están totalmente integradas. En otra realización preferente, el módulo de atado se encuentra en una plataforma independiente colocada delante de la plataforma de transporte. Esta plataforma, en posición inicial o de reposo se encuentra a un nivel más bajo que la carga o que el plano superior del transporte incluido en la línea. Esta plataforma está provista de mecanismos de acción motorizada o neumática que le permiten un desplazamiento hacia arriba, colocándola al mismo nivel que la carga o por encima del plano superior del transporte, permitiéndole realizar las maniobras sin estar integrado en el transporte. El control de este sistema se realiza con un control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea. Este sistema puede implementarse mediante distintas realizaciones prácticas: (a) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con una predeterminación del tiempo necesario para realizar el recorrido; (b) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga e realiza con la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior (1) del módulo de atado; y (c) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado con la carga que se va o se está envolviendo. El módulo de atado (subconjunto B) se instala sobre o delante de sistemas de transporte (40) de final de línea. En una realización preferente esta plataforma de transporte (40) está compuesta por rodillos metálicos conectados a un sistema de tracción que los hace girar y por consiguiente avanza la carga a través de la línea de embalaje. En otra realización preferente la plataforma de transporte (40) no contiene rodillos, sino bandas que son igualmente traccionadas por uno o varios sistemas mecánicos para lograr un movimiento cíclico y avanzar la carga a través de la línea de embalaje. El sistema puede instalarse a ambos lados del transporte, pudiendo tener hasta dos módulos funcionando al mismo tiempo en maquinaria que tiene más de un carro de envoltura, en busca de acortar los ciclos y aumentar la producción. Se pueden realizar tantas ataduras como el usuario desee durante el proceso de envoltura. El funcionamiento del sistema de atado de cordón es independiente al tamaño de la carga (38) y del espacio que ocupa sobre el transporte de la línea de embalaje, ya que se puede regular la distancia a recorrer por la caja exterior (1) , la dimensión de los patines (23) y los carriles de desplazamiento (32) . Este desplazamiento puede ser activado a través de un mando a distancia, desde la pantalla de la maquinaria o automáticamente tomando los comandos desde una receta previamente programada en el equipo. Una vez en contacto con la carga se despliega la pinza de corte (subconjunto D) y pinza de sujeción (subconjunto C) el cual se encarga de mantener sostenido el extremo libre del cordón de la película antes, durante y después de envolver cada pallet. El despliegue de cualquiera de estos dos subconjuntos puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga a fin de optimizar tiempos de producción. La pinza de sujeción (subconjunto C) mantiene el cordón sostenido y se acerca a la carga. La envolvedora con su carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película e material y la carga misma. Luego de esta primera revolución, la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura. A continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción. Hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. El carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando. El subconjunto C o pinza de sujeción, es desplegado de manera que queda al lado del subconjunto D y delante del cordón (39) colocada en la revolución anterior de la máquina. Ventajosamente el subconjunto C no presiona ni deforma el cordón (39) , dejando que este mantenga su integridad y el proceso de atado tenga una mayor estabilidad y repetitividad. El carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante del subconjunto C de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . La pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . A continuación, se activa el pistón neumático (5) lo que inicia el "plegado" del subconjunto D, es decir, la pinza de corte (19) . El subconjunto D tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el subconjunto D se recoja con un movimiento específico hacia adelante. Este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) . De esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape. Justo después se activa el pistón neumático (6) liberando el extremo cortado del cordón. En otra realización, los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. Por su lado, se activa también la pinza de sujeción (subconjunto C) , a través de la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) . De manera ventajosa la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . La pinza de sujeción (subconjunto C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . A continuación, el módulo de atado (subconjunto B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado. El módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere.
Publicaciones:
ES2953460 (13/11/2023) - A1 Solicitud de patente con informe sobre el estado de la técnica
ES2953460 (25/03/2024) - B2 Patente de invención con examen
Eventos:
En fecha 09/06/2023 se realizó Registro Instancia de Solicitud
En fecha 12/06/2023 se realizó Admisión a Trámite
En fecha 12/06/2023 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 12/06/2023 se realizó Superado examen de oficio
En fecha 13/10/2023 se realizó Realizado IET
En fecha 16/10/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 26/10/2023 se realizó 3103P_Registro Solicitud Publicación Anticipada
En fecha 26/10/2023 se realizó Concesión Publicación anticipada
En fecha 02/11/2023 se realizó Publicación Concesión Publicación Anticipada
En fecha 13/11/2023 se realizó Publicación Solicitud
En fecha 13/11/2023 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 14/11/2023 se realizó PETEX_Petición de examen sustantivo
En fecha 14/11/2023 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 28/02/2024 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 08/03/2024 se realizó Designación de Comisión de Expertos
En fecha 11/03/2024 se realizó Finalización de Examen Sustantivo
En fecha 11/03/2024 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 15/03/2024 se realizó Publicación finalización de examen sustantivo
En fecha 18/03/2024 se realizó Concesión con examen sustantivo
En fecha 18/03/2024 se realizó Entrega título
En fecha 18/03/2024 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 25/03/2024 se realizó Publicación concesión Patente
En fecha 25/03/2024 se realizó Publicación Folleto Concesión
Pagos:
09/06/2023 - Pago Tasas IET
+ ES-2953460_A11. Una envolvedora automática que comprende un módulo de atado de cordón (39) donde: la envolvedora comprende, al menos un carro de envoltura (37) configurado como estructura de control de un material consumible utilizado para embalar una carga (38) colocada sobre una plataforma de transporte (40) , y donde el módulo de atado de cordón (39) está situado en el carro de envoltura (37) y está configurado para formar un cordón (39) o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga (38) , y donde el módulo de atado de cordón (39) comprende, a su vez: una base de desplazamiento (A) configurada para aproximar un módulo de atado (B) a la carga (37) ; un módulo de atado (B) , una pinza de sujeción (C) que está configurada para mantener sujeto un extremo libre del cordón (39) de la película de material consumible, antes, durante y después de envolver cada carga (37) ; y una pinza de corte (D) ; y donde el módulo de atado de cordón (39) está configurado para que una vez que el módulo de atado (B) está en contacto con la carga (38) se despliegue la pinza de corte (D) y la pinza de sujeción (C) ; y donde la envolvedora automática se caracteriza por que el control de la distancia a recorrer por el módulo de atado (B) hasta la carga (38) se realiza con: (a) una predeterminación del tiempo necesario para realizar el recorrido; (b) la colocación de uno o más sensores que miden la distancia entre la carga y una caja exterior (1) del módulo de atado (B) ; y (c) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado (B) con la carga (38) que se va o se está envolviendo. 2. La envolvedora automática de acuerdo con la reivindicación 1 donde el material consumible se presenta en forma de bobina o rollo desde el cual se proyecta una lámina que se coloca alrededor de la carga (38) . 3. La envolvedora automática de acuerdo con cualquiera de las reivindicaciones anteriores donde: el módulo de atado (B) está en una posición alejada de la carga (38) en posición inicial, y donde una vez iniciado el ciclo de trabajo, la caja exterior (1) es acercada a la carga (38) mediante unas guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyado sobre unas bases de desplazamiento (25) y (37) ; y donde este movimiento de acercamiento a la carga (38) se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado (B) a la carga (38) a envolver; y donde este desplazamiento se realiza hasta que haya contacto con a carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . 4. La envolvedora automática de acuerdo con la reivindicación 3 donde: el control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) , donde el desplazamiento de la caja (1) se produce mediante las guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) . 5. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el despliegue de los conjuntos de pinza de sujeción (C) y pinza de corte (D) puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga (38) a fin de optimizar tiempos de producción, de tal forma que la pinza de sujeción (C) mantiene el cordón (39) sujeto mientras se acerca a la carga (38) . 6. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película de material y la carga misma. 7. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura, y donde a continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción, y donde hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. 8. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando, y donde la pinza de ujeción (C) se despliega de manera que queda al lado de la pinza de corte (D) y delante del cordón (39) colocada en la revolución anterior de la máquina, de tal forma que la pinza de sujeción (C) no presiona ni deforma el cordón (39) . 9. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante de la pinza de sujeción (C) de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . 10. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . 11. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el pistón neumático (5) al activarse inicia el "plegado" de la pinza de corte (D) , es decir, la pinza de corte (19) , y donde dicha pinza de corte (D) tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el conjunto de pinza de corte (D) se recoja con un movimiento específico hacia adelante; y donde este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) ; de esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape; y donde posteriormente se activa el pistón neumático (6) liberando el extremo cortado del cordón. 12. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. 13. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) se activa mediante la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) ; y donde la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . 14. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . 15. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el módulo de atado (B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado.
+ ES-2953460_B21. Una envolvedora automática que comprende un módulo de atado de cordón (39) donde: la envolvedora comprende, al menos un carro de envoltura (37) configurado como estructura de control de un material consumible utilizado para embalar una carga (38) colocada sobre una plataforma de transporte (40) , y donde el módulo de atado de cordón (39) está situado en el carro de envoltura (37) y está configurado para formar un cordón (39) o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga (38) , y donde el módulo de atado de cordón (39) comprende, a su vez: una base de desplazamiento (A) configurada para aproximar un módulo de atado (B) a la carga (38) ; un módulo de atado (B) , una pinza de sujeción (C) que está configurada para mantener sujeto un extremo libre del cordón (39) de la película de material consumible, antes, durante y después de envolver cada carga (38) ; y una pinza de corte (D) ; y donde el módulo de atado de cordón (39) está configurado para que una vez que el módulo de atado (B) está en contacto con la carga (38) se despliegue la pinza de corte (D) y la pinza de sujeción (C) ; y donde la envolvedora automática se caracteriza por que el control de la envolvedora se configura a través del control del tiempo necesario para que una caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea; donde este control comprende al menos uno seleccionado entre: (a) el control de la distancia a recorrer por la caja exterior (1) hasta la carga (38) se realiza con una predeterminación del tiempo necesario para realizar el recorrido del desplazamiento de la base (A) mediante unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) ; (b) el control de la distancia a recorrer por la caja exterior (1) hasta la carga (38) se realiza con la colocación de uno o más sensores que miden la distancia entre la carga (38) y caja exterior (1) del módulo de atado (B) , donde el desplazamiento de la base de desplazamiento (A) se realiza mediante unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) ; y (c) el control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado (B) con la carga (38) que se va o se está envolviendo, donde el desplazamiento de la base de desplazamiento (A) se realiza a través de unos patines colocados en la parte inferior de la caja exterior (1) del módulo de atado (B) . 2. La envolvedora automática de acuerdo con la reivindicación 1 donde el material consumible se presenta en forma de bobina o rollo desde el cual se proyecta una lámina que se coloca alrededor de la carga (38) . 3. La envolvedora automática de acuerdo con cualquiera de las reivindicaciones anteriores donde: el módulo de atado (B) está en una posición alejada de la carga (38) en posición inicial, y donde una vez iniciado el ciclo de trabajo, la caja exterior (1) es acercada a la carga (38) mediante unas guías de desplazamiento (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyado sobre unas bases de desplazamiento (25) y (37) ; y donde este movimiento de acercamiento a la carga (38) se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado (B) a la carga (38) a envolver; y donde este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . 4. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el despliegue de los conjuntos de pinza de sujeción (C) y pinza de corte (D) puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga (38) a fin de optimizar tiempos de producción, de tal forma que la pinza de sujeción (C) mantiene el cordón (39) sujeto mientras se acerca a la carga (38) . 5. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película de material y la carga misma. 6. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura, y donde a continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción, y donde hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. 7. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando, y donde la pinza de sujeción (C) se despliega de manera que queda al lado de la pinza de corte (D) y delante del cordón (39) colocada en la revolución anterior de la máquina, de tal forma que la pinza de sujeción (C) no presiona ni deforma el cordón (39) . 8. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante de la pinza de sujeción (C) de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . 9. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . 10. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el pistón neumático (5) al activarse inicia el "plegado" de la pinza de corte (D) , es decir, la pinza de corte (19) , y donde dicha pinza de corte (D) tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el conjunto de pinza de corte (D) se recoja con un movimiento específico hacia adelante; y donde este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) ; de esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape; y donde posteriormente se activa el pistón neumático (6) liberando el extremo cortado del cordón. 11. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. 12. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) se activa mediante la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) ; y donde la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . 13. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde la pinza de sujeción (C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . 14. La envolvedora automática de acuerdo con una cualquiera de las reivindicaciones anteriores donde el módulo de atado (B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado.
Los productos y servicios protegidos por este registro son:
B65B 11/02
Descripciones:
+ ES-2953460_A1 ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN Sector de la técnica La presente invención está referida a una envolvedora automática y más concretamente a una envolvedora automática que comprende un sistema de atado de cordón de acuerdo con las reivindicaciones que acompañan a la presente memoria descriptiva. Estado de la técnica Una envolvedora de brazo automática es un tipo de máquina que se utiliza para envolver productos de película plástica o película estirable. En comparación con el envoltorio manual, una envolvedora automática de brazo puede envolver productos de manera rápida y uniforme, lo que reduce el tiempo y el esfuerzo necesarios para embalar cargas para su movimiento transitorio o almacenamiento. Por otro lado, las envolvedoras de brazo automáticas pueden proporcionar una envoltura más uniforme y consistente, lo que ayuda a garantizar un recubrimiento seguro de los productos. Esto reduce el riesgo de daño al producto durante el transporte o almacenamiento y puede ayudar a mantener la calidad del producto embalado. Por ejemplo, en el estado de la técnica se conocen los documentos ES2055965 que describe un sistema para sellar el extremo de cola de una lámina de plástico utilizando calor extremo. El documento US5802810 que describe un sistema para asegurar el extremo de un rollo de película una vez colocado alrededor de la carga. El sistema se caracteriza por dos brazos actuados a través de pistones neumáticos que se alejan y acercan de la carga durante el proceso de envoltura. También pertenecen al estado de la técnica los documentos US20220002012A1, ES2650408, ES2191363T3, US4418510A, US4432185A, US4619102A, US4845920A o US4235062A. Parte del proceso de envoltura con una envolvedora automática es el tratamiento del final de cordón o excedente de película que pueda quedar al final de la envoltura de la carga. Este excedente debe ajustarse de alguna manera a la carga para prevenir que la envoltura se deshaga con los movimientos de tránsito y el producto se vea comprometido. Hay muchas maneras de realizar ese tratamiento de excedente de plástico, aunque, frente al estado de la écnica conocido, la presente invención describe un sistema rápido, efectivo y sencillo de instalar que permite una producción continuada sin la necesidad de aplicar calor o pegamentos, de acuerdo con las reivindicaciones adjuntas. El documento US5802810A describe un método y un aparato para envolver y asegurar una película alrededor de una carga colocando un primer brazo que retiene una parte final de la película hacia la carga, envolviendo una capa de película alrededor del primer brazo de modo que el primer brazo quede entre la película envuelta y la carga, retirando reteniendo el primer brazo la película entre la película envuelta y la carga, y liberando la parte final de la película retenida por el primer brazo para posicionar y asegurar una primera parte de la película entre la película envuelta y la carga. La carga se envuelve más y posteriormente se coloca un segundo brazo hacia la carga, y una capa de película se envuelve alrededor del segundo brazo de modo que el segundo brazo quede entre la película envuelta y la carga. Una porción de película en forma de cuerda es capturada y retenida por los brazos primero y segundo. A continuación, se corta la película en forma de cuerda y el primer brazo retiene una parte extrema de la película cortada para envolver posteriormente otra carga. El otro extremo de la parte cortada de la película en forma de cuerda es retenido por el segundo brazo, que se retira de entre la película envuelta y la carga para colocar y asegurar una segunda parte de la película entre la película envuelta y la carga. Los brazos se retiran a lo largo de una trayectoria relativamente recta traduciendo lateralmente los brazos mientras giran, reduciendo así el contacto entre al menos la parte del brazo que retiene la cola de la película y la película envuelta. El documento ES2191363T3 describe un procedimiento de sujeción del extremo trasero de un embalaje de film plástico para cargas dispuestas sobre una plataforma, que comprende las siguientes etapas: (a) formación de una bolsa en al menos una de las vueltas finales del embalaje, formándose dicho bolsillo estirando en dirección longitudinal una parte de dicha vuelta y haciendo que dicha parte estirada quede dispuesta a una distancia adecuada de la carga embalada; (b) asegurar el film, en la zona donde se formará el extremo posterior del embalaje, por medio de una abrazadera; caracterizado además por los pasos de: (c) suministro de una abrazadera secundaria que sostiene la película, en el área donde se formará el extremo posterior del empaque; (d) corte del film entre dichas dos pinzas de forma que la pinza principal soporte el extremo delantero del film para el ciclo de envasado de una carga posterior, mientras que la pinza secundaria sujeta el parte trasera de la carga embalada; (e) inserción de la abrazadera secundaria que sujeta el extremo posterior de la película de embalaje dentro de dicho bolsillo; (f) liberar el extremo posterior de la película mediante dicha brazadera secundaria, dentro de dicho bolsillo, y retirar dicha abrazadera secundaria del bolsillo; (g) contracción de la bolsa que contiene el extremo posterior de la película, encogiéndose planamente contra la carga embalada, agarrando y sujetando firmemente el mencionado extremo posterior de la película de embalaje. El documento US2004045259A1 comprende un aparato y un método para envolver una carga bajo tensión con una red de material flexible para envolver estirable y luego unir el material de envolver a la carga comprimiendo el extremo del material flexible en una configuración similar a una cuerda. La cuerda formada se enrolla alrededor de la carga al menos una vuelta. Una segunda vuelta del cable alrededor de la carga se une al primer cable con una atadura de torsión mecánica alrededor de los dos cables para evitar que la carga se desenvuelva durante el tránsito y el almacenamiento. Un mecanismo de corte de alambre caliente corta el cable y los dos cables atados vuelven a su posición contra la carga envuelta por la fuerza de la tensión de la envoltura elástica. No obstante, ninguno de los documentos mencionados indica que el control del tiempo necesario para que la caja exterior entre en contacto con la carga colocada en la plataforma de transporte, cuyo control de la distancia a recorrer hasta la carga se realiza con: (i) una predeterminación del tiempo necesario para realizar el recorrido; (ii) la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior del módulo de atado; y (iii) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior del módulo de atado con la carga que se va o se está envolviendo. Explicación de la invención Es un objeto de la presente invención proporcionar una alternativa para el tratamiento final del cordón después del proceso de envoltura de la carga que no requiere del uso de calor y, además, es un elemento que se desplaza hacia la carga y que, por lo tanto, no compromete su integridad. La presente invención está configurada para implementarse en máquinas de embalaje en las cuales es el consumible, montado en su estructura de alimentación, el que gira alrededor de la carga, depositándose sobre el producto y cubriéndolo. Todo ello según las reivindicaciones que acompañan a la presente memoria descriptiva. Más concretamente, la envolvedora automática que comprende un módulo de atado de cordón, de acuerdo con la presente invención comprende, al menos un carro de envoltura configurado como estructura de control del consumible utilizado para embalar una carga olocada sobre una plataforma de transporte, y donde el carro de envoltura comprende el dispositivo de cordón configurado para formar un cordón o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga, y que se caracteriza por que el módulo de atado de cordón comprende: una base de desplazamiento configurada para acercar un módulo de atado a la carga; y donde una vez que el módulo de atado está en contacto con la carga se despliega una pinza de corte y una pinza de sujeción, donde dicha pinza de sujeción está configurada para mantener sujeto un extremo libre del cordón de la película de material consumible, antes, durante y después de envolver cada carga. Gracias a esta estructura, el módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere. A lo largo de la descripción y de las reivindicaciones, la palabra «comprende» y sus variantes no pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la invención y en parte de la práctica de la invención. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustración y no se pretende que restrinjan la presente invención. Además, la invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. Breve descripción de los dibujos A continuación, se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención, que se ilustra como un ejemplo no limitativo de ésta. Figura 1 muestra una maquinaria de embalaje de brazo giratorio y transporte. Figura 2 es una vista frontal para representar la distribución de los subsistemas de la invención Figura 3 muestra el módulo de atado de la invención montado. Figura 4 muestra el módulo de atado de la invención de la figura 3 desplegado Figura 5 muestra una primera vista de detalle del módulo de atado de la figura 4 Figura 6 muestra una segunda vista de detalle del módulo de atado de la figura 4 Figura 7 muestra una vista detalle de los componentes internos del módulo de atado Figura 8 muestra una segunda vista de detalle de los componentes del módulo de atado Figura 9 muestra una vista de detalle de los componentes del módulo de transporte Figura 10 muestra una segunda vista de detalle de los componentes del módulo de transporte Figura 11 muestra otra vista de detalle de los componentes del módulo de transporte Figura 12 muestra otra vista de detalle de los componentes del módulo de transporte Figura 13 muestra una vista del montaje del módulo de atado sobre el módulo de transporte Figura 14 muestran una vista del cordón apoyado en la sufridera En estas figuras se han empleado las siguientes referencias numéricas: 1. Exterior caja 2. Tapa conjunto 3. Cilindro 1 4. Cilindro 2 5. Cilindro 3 6. Cilindro 4 7. Soporte conjunto. Corte 8. Tubo espiral poliuretano 9. Galga rampa guiado 10. Guiado rueda corte cordón 11. Soporte pinza cordón 12. Fijación oscilante 13. Cuchilla 14. Vástago cilindro 15. Rotula articulada 16. Base pinza retención cordón 17. Refuerzo pinza cordón 18. Tope 19. Pinza de corte 20. Soporte corte pinza 21. Sufridera 22. Soporte sufridera 23. Patín 24. Tope cajón 25. Sujeción cuchilla 26. Rodamiento posición 27. Soporte desplazamiento derecho 28. Pistón desplazamiento 29. Fijación vástago desplazamiento 30. Unión trasporte 31. Guía base desplazamiento 32. Carril desplazamiento 33. Soporte cableado 34. Vástago pistón desplazamiento 35. Soporte desplazamiento izquierdo 36. Base guía pinzado 37. Carro de envoltura 38. Carga/pallet 39. Cordón/cuerda de película 40. Plataforma de transporte de la carga Explicación detallada de un modo de realización de la invención Tal y como se puede observar en las figuras adjuntas, la presente invención consiste en una envolvedora automática que comprende, al menos, un carro de envoltura (37) configurado como estructura de control de alimentación de consumible, en el cual se aloja, precisamente, el consumible utilizado para embalar la carga (38) . Este consumible suele presentarse en forma de bobina o rollo desde el cual se proyecta la lámina de plástico (u otro material de envoltura en forma de película) que se coloca alrededor de la carga (38) . En el carro de envoltura (37) se encuentra también el dispositivo mecánico que se encarga de formar un cordón (39) o cuerda a partir del material consumible, que proporciona estabilidad a la carga y es el trozo libre de material (39) que luego pinza y manipula el conjunto del módulo de atado. En un sistema de envoltura automático la carga (38) se coloca sobre una plataforma (40) que funciona como transporte de dicha carga a lo largo de la línea de embalaje y sobre la cual se realiza el proceso de envoltura. El módulo de atado de cordón está compuesto por cuatro subsistemas principales: A. Base de desplazamiento B. Módulo de atado C. Pinza de sujeción D. Pinza de corte El módulo de atado (subsistema B) se encuentra alejado de la carga al inicio del ciclo. Una vez iniciado el ciclo la caja exterior (1) es acercada a la carga a través de patines (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyados sobre las bases de desplazamiento (25) y (37) . Este movimiento de acercamiento a la carga se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado a la carga a envolver. Este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . La base de desplazamiento (subconjunto A) se encarga de acercar el módulo de atado (subsistema B) a la carga (38) . En las figuras 9 a 13 se puede observar como la base de desplazamiento se encuentra acoplada a la plataforma de transporte (40) de forma que parte del módulo de atado se introduce al menos parcialmente dentro de la plataforma (40) durante su funcionamiento. En una realización preferente la base de desplazamiento (subconjunto A) se encuentra atornillada a la plataforma de transporte (40) de manera que sus componentes no pueden ser separados a menos que se desmonte la plataforma de transporte. En otra realización preferente la base de desplazamiento (subconjunto A) se encuentra debajo de la plataforma de transporte (40) con soportes independientes a esta y sus estructuras, aunque asociadas, no están totalmente integradas. En otra realización preferente, el módulo de atado se encuentra en una plataforma independiente colocada delante de la plataforma de transporte. Esta plataforma, en posición inicial o de reposo se encuentra a un nivel más bajo que la carga o que el plano superior del transporte incluido en la línea. Esta plataforma está provista de mecanismos de acción motorizada o neumática que le permiten un desplazamiento hacia arriba, colocándola al mismo nivel que la carga o por encima del plano superior del transporte, permitiéndole realizar las maniobras sin estar integrado en el transporte. El control de este sistema se realiza con un control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea. Este sistema puede implementarse mediante distintas realizaciones prácticas: (a) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con una predeterminación del tiempo necesario para realizar el recorrido; (b) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga e realiza con la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior (1) del módulo de atado; y (c) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado con la carga que se va o se está envolviendo. El módulo de atado (subconjunto B) se instala sobre o delante de sistemas de transporte (40) de final de línea. En una realización preferente esta plataforma de transporte (40) está compuesta por rodillos metálicos conectados a un sistema de tracción que los hace girar y por consiguiente avanza la carga a través de la línea de embalaje. En otra realización preferente la plataforma de transporte (40) no contiene rodillos, sino bandas que son igualmente traccionadas por uno o varios sistemas mecánicos para lograr un movimiento cíclico y avanzar la carga a través de la línea de embalaje. El sistema puede instalarse a ambos lados del transporte, pudiendo tener hasta dos módulos funcionando al mismo tiempo en maquinaria que tiene más de un carro de envoltura, en busca de acortar los ciclos y aumentar la producción. Se pueden realizar tantas ataduras como el usuario desee durante el proceso de envoltura. El funcionamiento del sistema de atado de cordón es independiente al tamaño de la carga (38) y del espacio que ocupa sobre el transporte de la línea de embalaje, ya que se puede regular la distancia a recorrer por la caja exterior (1) , la dimensión de los patines (23) y los carriles de desplazamiento (32) . Este desplazamiento puede ser activado a través de un mando a distancia, desde la pantalla de la maquinaria o automáticamente tomando los comandos desde una receta previamente programada en el equipo. Una vez en contacto con la carga se despliega la pinza de corte (subconjunto D) y pinza de sujeción (subconjunto C) el cual se encarga de mantener sostenido el extremo libre del cordón de la película antes, durante y después de envolver cada pallet. El despliegue de cualquiera de estos dos subconjuntos puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga a fin de optimizar tiempos de producción. La pinza de sujeción (subconjunto C) mantiene el cordón sostenido y se acerca a la carga. La envolvedora con su carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película e material y la carga misma. Luego de esta primera revolución, la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura. A continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción. Hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. El carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando. El subconjunto C o pinza de sujeción, es desplegado de manera que queda al lado del subconjunto D y delante del cordón (39) colocada en la revolución anterior de la máquina. Ventajosamente el subconjunto C no presiona ni deforma el cordón (39) , dejando que este mantenga su integridad y el proceso de atado tenga una mayor estabilidad y repetitividad. El carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante del subconjunto C de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . La pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . A continuación, se activa el pistón neumático (5) lo que inicia el "plegado" del subconjunto D, es decir, la pinza de corte (19) . El subconjunto D tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el subconjunto D se recoja con un movimiento específico hacia adelante. Este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) . De esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape. Justo después se activa el pistón neumático (6) liberando el extremo cortado del cordón. En otra realización, los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. Por su lado, se activa también la pinza de sujeción (subconjunto C) , a través de la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) . De manera ventajosa la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . La pinza de sujeción (subconjunto C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . A continuación, el módulo de atado (subconjunto B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado. El módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere.
+ ES-2953460_B2 ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN Sector de la técnica La presente invención está referida a una envolvedora automática y más concretamente a una envolvedora automática que comprende un sistema de atado de cordón de acuerdo con las reivindicaciones que acompañan a la presente memoria descriptiva. Estado de la técnica Una envolvedora de brazo automática es un tipo de máquina que se utiliza para envolver productos de película plástica o película estirable. En comparación con el envoltorio manual, una envolvedora automática de brazo puede envolver productos de manera rápida y uniforme, lo que reduce el tiempo y el esfuerzo necesarios para embalar cargas para su movimiento transitorio o almacenamiento. Por otro lado, las envolvedoras de brazo automáticas pueden proporcionar una envoltura más uniforme y consistente, lo que ayuda a garantizar un recubrimiento seguro de los productos. Esto reduce el riesgo de daño al producto durante el transporte o almacenamiento y puede ayudar a mantener la calidad del producto embalado. Por ejemplo, en el estado de la técnica se conocen los documentos ES2055965 que describe un sistema para sellar el extremo de cola de una lámina de plástico utilizando calor extremo. El documento US5802810 que describe un sistema para asegurar el extremo de un rollo de película una vez colocado alrededor de la carga. El sistema se caracteriza por dos brazos actuados a través de pistones neumáticos que se alejan y acercan de la carga durante el proceso de envoltura. También pertenecen al estado de la técnica los documentos US20220002012A1, ES2650408, ES2191363T3, US4418510A, US4432185A, US4619102A, US4845920A o US4235062A. Parte del proceso de envoltura con una envolvedora automática es el tratamiento del final de cordón o excedente de película que pueda quedar al final de la envoltura de la carga. Este excedente debe ajustarse de alguna manera a la carga para prevenir que la envoltura se deshaga con los movimientos de tránsito y el producto se vea comprometido. Hay muchas maneras de realizar ese tratamiento de excedente de plástico, aunque, frente al estado de la écnica conocido, la presente invención describe un sistema rápido, efectivo y sencillo de instalar que permite una producción continuada sin la necesidad de aplicar calor o pegamentos, de acuerdo con las reivindicaciones adjuntas. El documento US5802810A describe un método y un aparato para envolver y asegurar una película alrededor de una carga colocando un primer brazo que retiene una parte final de la película hacia la carga, envolviendo una capa de película alrededor del primer brazo de modo que el primer brazo quede entre la película envuelta y la carga, retirando reteniendo el primer brazo la película entre la película envuelta y la carga, y liberando la parte final de la película retenida por el primer brazo para posicionar y asegurar una primera parte de la película entre la película envuelta y la carga. La carga se envuelve más y posteriormente se coloca un segundo brazo hacia la carga, y una capa de película se envuelve alrededor del segundo brazo de modo que el segundo brazo quede entre la película envuelta y la carga. Una porción de película en forma de cuerda es capturada y retenida por los brazos primero y segundo. A continuación, se corta la película en forma de cuerda y el primer brazo retiene una parte extrema de la película cortada para envolver posteriormente otra carga. El otro extremo de la parte cortada de la película en forma de cuerda es retenido por el segundo brazo, que se retira de entre la película envuelta y la carga para colocar y asegurar una segunda parte de la película entre la película envuelta y la carga. Los brazos se retiran a lo largo de una trayectoria relativamente recta traduciendo lateralmente los brazos mientras giran, reduciendo así el contacto entre al menos la parte del brazo que retiene la cola de la película y la película envuelta. El documento ES2191363T3 describe un procedimiento de sujeción del extremo trasero de un embalaje de film plástico para cargas dispuestas sobre una plataforma, que comprende las siguientes etapas: (a) formación de una bolsa en al menos una de las vueltas finales del embalaje, formándose dicho bolsillo estirando en dirección longitudinal una parte de dicha vuelta y haciendo que dicha parte estirada quede dispuesta a una distancia adecuada de la carga embalada; (b) asegurar el film, en la zona donde se formará el extremo posterior del embalaje, por medio de una abrazadera; caracterizado además por los pasos de: (c) suministro de una abrazadera secundaria que sostiene la película, en el área donde se formará el extremo posterior del empaque; (d) corte del film entre dichas dos pinzas de forma que la pinza principal soporte el extremo delantero del film para el ciclo de envasado de una carga posterior, mientras que la pinza secundaria sujeta el parte trasera de la carga embalada; (e) inserción de la abrazadera secundaria que sujeta el extremo posterior de la película de embalaje dentro de dicho bolsillo; (f) liberar el extremo posterior de la película mediante dicha brazadera secundaria, dentro de dicho bolsillo, y retirar dicha abrazadera secundaria del bolsillo; (g) contracción de la bolsa que contiene el extremo posterior de la película, encogiéndose planamente contra la carga embalada, agarrando y sujetando firmemente el mencionado extremo posterior de la película de embalaje. El documento US2004045259A1 comprende un aparato y un método para envolver una carga bajo tensión con una red de material flexible para envolver estirable y luego unir el material de envolver a la carga comprimiendo el extremo del material flexible en una configuración similar a una cuerda. La cuerda formada se enrolla alrededor de la carga al menos una vuelta. Una segunda vuelta del cable alrededor de la carga se une al primer cable con una atadura de torsión mecánica alrededor de los dos cables para evitar que la carga se desenvuelva durante el tránsito y el almacenamiento. Un mecanismo de corte de alambre caliente corta el cable y los dos cables atados vuelven a su posición contra la carga envuelta por la fuerza de la tensión de la envoltura elástica. No obstante, ninguno de los documentos mencionados indica que el control del tiempo necesario para que la caja exterior entre en contacto con la carga colocada en la plataforma de transporte, cuyo control de la distancia a recorrer hasta la carga se realiza con: (i) una predeterminación del tiempo necesario para realizar el recorrido; (ii) la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior del módulo de atado; y (iii) la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior del módulo de atado con la carga que se va o se está envolviendo. Explicación de la invención Es un objeto de la presente invención proporcionar una alternativa para el tratamiento final del cordón después del proceso de envoltura de la carga que no requiere del uso de calor y, además, es un elemento que se desplaza hacia la carga y que, por lo tanto, no compromete su integridad. La presente invención está configurada para implementarse en máquinas de embalaje en las cuales es el consumible, montado en su estructura de alimentación, el que gira alrededor de la carga, depositándose sobre el producto y cubriéndolo. Todo ello según las reivindicaciones que acompañan a la presente memoria descriptiva. Más concretamente, la envolvedora automática que comprende un módulo de atado de cordón, de acuerdo con la presente invención comprende, al menos un carro de envoltura configurado como estructura de control del consumible utilizado para embalar una carga olocada sobre una plataforma de transporte, y donde el carro de envoltura comprende el dispositivo de cordón configurado para formar un cordón o cuerda a partir del material consumible, cuyo extremo libre se pinza y manipula para formar un atado en la envoltura de la carga, y que se caracteriza por que el módulo de atado de cordón comprende: una base de desplazamiento configurada para acercar un módulo de atado a la carga; y donde una vez que el módulo de atado está en contacto con la carga se despliega una pinza de corte y una pinza de sujeción, donde dicha pinza de sujeción está configurada para mantener sujeto un extremo libre del cordón de la película de material consumible, antes, durante y después de envolver cada carga. Gracias a esta estructura, el módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere. A lo largo de la descripción y de las reivindicaciones, la palabra «comprende» y sus variantes no pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la invención y en parte de la práctica de la invención. Los siguientes ejemplos y dibujos se proporcionan a modo de ilustración y no se pretende que restrinjan la presente invención. Además, la invención cubre todas las posibles combinaciones de realizaciones particulares y preferidas aquí indicadas. Breve descripción de los dibujos A continuación, se pasa a describir de manera muy breve una serie de dibujos que ayudan a comprender mejor la invención y que se relacionan expresamente con una realización de dicha invención, que se ilustra como un ejemplo no limitativo de ésta. Figura 1 muestra una maquinaria de embalaje de brazo giratorio y transporte. Figura 2 es una vista frontal para representar la distribución de los subsistemas de la invención Figura 3 muestra el módulo de atado de la invención montado. Figura 4 muestra el módulo de atado de la invención de la figura 3 desplegado Figura 5 muestra una primera vista de detalle del módulo de atado de la figura 4 Figura 6 muestra una segunda vista de detalle del módulo de atado de la figura 4 Figura 7 muestra una vista detalle de los componentes internos del módulo de atado Figura 8 muestra una segunda vista de detalle de los componentes del módulo de atado Figura 9 muestra una vista de detalle de los componentes del módulo de transporte Figura 10 muestra una segunda vista de detalle de los componentes del módulo de transporte Figura 11 muestra otra vista de detalle de los componentes del módulo de transporte Figura 12 muestra otra vista de detalle de los componentes del módulo de transporte Figura 13 muestra una vista del montaje del módulo de atado sobre el módulo de transporte Figura 14 muestran una vista del cordón apoyado en la sufridera En estas figuras se han empleado las siguientes referencias numéricas: 1. Exterior caja 2. Tapa conjunto 3. Cilindro 1 4. Cilindro 2 5. Cilindro 3 6. Cilindro 4 7. Soporte conjunto. Corte 8. Tubo espiral poliuretano 9. Galga rampa guiado 10. Guiado rueda corte cordón 11. Soporte pinza cordón 12. Fijación oscilante 13. Cuchilla 14. Vástago cilindro 15. Rotula articulada 16. Base pinza retención cordón 17. Refuerzo pinza cordón 18. Tope 19. Pinza de corte 20. Soporte corte pinza 21. Sufridera 22. Soporte sufridera 23. Patín 24. Tope cajón 25. Sujeción cuchilla 26. Rodamiento posición 27. Soporte desplazamiento derecho 28. Pistón desplazamiento 29. Fijación vástago desplazamiento 30. Unión trasporte 31. Guía base desplazamiento 32. Carril desplazamiento 33. Soporte cableado 34. Vástago pistón desplazamiento 35. Soporte desplazamiento izquierdo 36. Base guía pinzado 37. Carro de envoltura 38. Carga/pallet 39. Cordón/cuerda de película 40. Plataforma de transporte de la carga Explicación detallada de un modo de realización de la invención Tal y como se puede observar en las figuras adjuntas, la presente invención consiste en una envolvedora automática que comprende, al menos, un carro de envoltura (37) configurado como estructura de control de alimentación de consumible, en el cual se aloja, precisamente, el consumible utilizado para embalar la carga (38) . Este consumible suele presentarse en forma de bobina o rollo desde el cual se proyecta la lámina de plástico (u otro material de envoltura en forma de película) que se coloca alrededor de la carga (38) . En el carro de envoltura (37) se encuentra también el dispositivo mecánico que se encarga de formar un cordón (39) o cuerda a partir del material consumible, que proporciona estabilidad a la carga y es el trozo libre de material (39) que luego pinza y manipula el conjunto del módulo de atado. En un sistema de envoltura automático la carga (38) se coloca sobre una plataforma (40) que funciona como transporte de dicha carga a lo largo de la línea de embalaje y sobre la cual se realiza el proceso de envoltura. El módulo de atado de cordón está compuesto por cuatro subsistemas principales: A. Base de desplazamiento B. Módulo de atado C. Pinza de sujeción D. Pinza de corte El módulo de atado (subsistema B) se encuentra alejado de la carga al inicio del ciclo. Una vez iniciado el ciclo la caja exterior (1) es acercada a la carga a través de patines (31) en contacto con un carril de desplazamiento (32) que a su vez se encuentran apoyados sobre las bases de desplazamiento (25) y (37) . Este movimiento de acercamiento a la carga se realiza a través del accionamiento de un pistón que activa un vástago (34) el cual se encarga de acercar el módulo de atado a la carga a envolver. Este desplazamiento se realiza hasta que haya contacto con la carga (38) o hasta que la caja exterior (1) haga contacto con la unión transporte (30) . La base de desplazamiento (subconjunto A) se encarga de acercar el módulo de atado (subsistema B) a la carga (38) . En las figuras 9 a 13 se puede observar como la base de desplazamiento se encuentra acoplada a la plataforma de transporte (40) de forma que parte del módulo de atado se introduce al menos parcialmente dentro de la plataforma (40) durante su funcionamiento. En una realización preferente la base de desplazamiento (subconjunto A) se encuentra atornillada a la plataforma de transporte (40) de manera que sus componentes no pueden ser separados a menos que se desmonte la plataforma de transporte. En otra realización preferente la base de desplazamiento (subconjunto A) se encuentra debajo de la plataforma de transporte (40) con soportes independientes a esta y sus estructuras, aunque asociadas, no están totalmente integradas. En otra realización preferente, el módulo de atado se encuentra en una plataforma independiente colocada delante de la plataforma de transporte. Esta plataforma, en posición inicial o de reposo se encuentra a un nivel más bajo que la carga o que el plano superior del transporte incluido en la línea. Esta plataforma está provista de mecanismos de acción motorizada o neumática que le permiten un desplazamiento hacia arriba, colocándola al mismo nivel que la carga o por encima del plano superior del transporte, permitiéndole realizar las maniobras sin estar integrado en el transporte. El control de este sistema se realiza con un control del tiempo necesario para que la caja exterior (1) entre en contacto con la carga (38) colocada en la plataforma de transporte (40) de la línea. Este sistema puede implementarse mediante distintas realizaciones prácticas: (a) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con una predeterminación del tiempo necesario para realizar el recorrido; (b) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga e realiza con la colocación de uno o más sensores que miden la distancia entre la carga y caja exterior (1) del módulo de atado; y (c) el desplazamiento de la base se realiza a través de patines colocados en la parte inferior de la caja exterior (1) del módulo de atado y cuyo control de la distancia a recorrer hasta la carga se realiza con la colocación de uno o más sensores de presión que son estimulados al contactar la caja exterior (1) del módulo de atado con la carga que se va o se está envolviendo. El módulo de atado (subconjunto B) se instala sobre o delante de sistemas de transporte (40) de final de línea. En una realización preferente esta plataforma de transporte (40) está compuesta por rodillos metálicos conectados a un sistema de tracción que los hace girar y por consiguiente avanza la carga a través de la línea de embalaje. En otra realización preferente la plataforma de transporte (40) no contiene rodillos, sino bandas que son igualmente traccionadas por uno o varios sistemas mecánicos para lograr un movimiento cíclico y avanzar la carga a través de la línea de embalaje. El sistema puede instalarse a ambos lados del transporte, pudiendo tener hasta dos módulos funcionando al mismo tiempo en maquinaria que tiene más de un carro de envoltura, en busca de acortar los ciclos y aumentar la producción. Se pueden realizar tantas ataduras como el usuario desee durante el proceso de envoltura. El funcionamiento del sistema de atado de cordón es independiente al tamaño de la carga (38) y del espacio que ocupa sobre el transporte de la línea de embalaje, ya que se puede regular la distancia a recorrer por la caja exterior (1) , la dimensión de los patines (23) y los carriles de desplazamiento (32) . Este desplazamiento puede ser activado a través de un mando a distancia, desde la pantalla de la maquinaria o automáticamente tomando los comandos desde una receta previamente programada en el equipo. Una vez en contacto con la carga se despliega la pinza de corte (subconjunto D) y pinza de sujeción (subconjunto C) el cual se encarga de mantener sostenido el extremo libre del cordón de la película antes, durante y después de envolver cada pallet. El despliegue de cualquiera de estos dos subconjuntos puede ocurrir en cualquier momento mientras el carro exterior (1) se esté acercando o alejando de la carga a fin de optimizar tiempos de producción. La pinza de sujeción (subconjunto C) mantiene el cordón sostenido y se acerca a la carga. La envolvedora con su carro de envoltura (37) procede a dar inicio al ciclo de embalaje, colocando al menos una vuelta de material sobre la carga de forma que se solapa el cordón con la película y se mantenga el cordón (39) dispensado por el carro de enfundado entre una película e material y la carga misma. Luego de esta primera revolución, la pinza de sujeción se abre al activarse un cilindro neumático (4) , suelta el extremo del cordón y se retrae dentro de la caja exterior (1) alejándose a su vez de la carga de forma que el módulo no estorbe con el proceso de envoltura. A continuación, se continúa el proceso de embalaje según las especificaciones o necesidades de producción. Hacia el final del ciclo el conjunto del carro de enfundado forma un nuevo cordón que ajusta al menos una vez alrededor de la carga. El carro de enfundado con el cordón continúa el ciclo de envoltura determinado depositando al menos una cuerda de película o cordón delante de la sufridera (21) , de manera que quede entre un cordón (39) y la carga (38) que se está embalando. El subconjunto C o pinza de sujeción, es desplegado de manera que queda al lado del subconjunto D y delante del cordón (39) colocada en la revolución anterior de la máquina. Ventajosamente el subconjunto C no presiona ni deforma el cordón (39) , dejando que este mantenga su integridad y el proceso de atado tenga una mayor estabilidad y repetitividad. El carro de envoltura (37) con el cordón (39) continúa el ciclo de envoltura determinado depositando al menos un cordón (39) delante de la sufridera (21) , de manera que quede entre la pinza de corte (19) y la parte superior de la sufridera (21) , y delante del subconjunto C de manera que quede entre la pinza de corte (19) y la base pinza retención cordón (16) . La pinza de corte (19) procede a cortar el cordón al activar un pistón neumático (6) que desplaza la sufridera (21) hacia arriba de forma que el cordón (39) queda atrapado entre la sufridera (21) y la pinza de corte (19) logrando que el cordón (39) haga contacto con el elemento de corte (13) y corte el cordón (39) . A continuación, se activa el pistón neumático (5) lo que inicia el "plegado" del subconjunto D, es decir, la pinza de corte (19) . El subconjunto D tiene a su vez un rodamiento de posición (26) colocado en al menos uno de sus costados, el cual hace contacto con el guiado rueda de corte cordón (10) que contiene la galga rampa guiado (9) permitiendo que el subconjunto D se recoja con un movimiento específico hacia adelante. Este movimiento arrastra el extremo cortado del cordón hacia abajo y por detrás del cordón (39) posicionada anteriormente delante de la sufridera (21) . De esta manera el extremo del cordón (39) se coloca en una posición segura, bloqueado por rozamiento con la carga (37) y que evita que escape. Justo después se activa el pistón neumático (6) liberando el extremo cortado del cordón. En otra realización, los pistones neumáticos (5) y (6) son activados al unísono, logrando una mejor coordinación de las partes mecánicas y disminuyendo tiempos del proceso de atado. Por su lado, se activa también la pinza de sujeción (subconjunto C) , a través de la activación del pistón neumático (4) lo que empuja la base pinza retención cordón (16) . De manera ventajosa la base pinza retención cordón (16) contiene dos refuerzos pinza cordón (17) que también son desplazadas hacia arriba hasta hacer contacto con y atraviesan dos brechas colocadas en el soporte pinza cordón (11) , logrando una sujeción completamente segura del cordón (39) . La pinza de sujeción (subconjunto C) es luego recogida dentro de la caja exterior (1) activando el cilindro neumático (4) y con el extremo libre del cordón (39) asegurado entre la base pinza retención cordón (16) y el soporte pinza cordón (11) . A continuación, el módulo de atado (subconjunto B) se aleja de la carga (37) a su posición de reposo, de manera que no interviene con el movimiento del carro de enfundado. El módulo de atado de cordón descrito, ventajosamente, no necesita utilizar calor para ejecutar su función, simplificando la naturaleza del sistema y reduciendo la cantidad de energía que requiere.
Publicaciones:
ES2953460 (13/11/2023) - A1 Solicitud de patente con informe sobre el estado de la técnica
ES2953460 (25/03/2024) - B2 Patente de invención con examen
Eventos:
En fecha 09/06/2023 se realizó Registro Instancia de Solicitud
En fecha 12/06/2023 se realizó Admisión a Trámite
En fecha 12/06/2023 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 12/06/2023 se realizó Superado examen de oficio
En fecha 13/10/2023 se realizó Realizado IET
En fecha 16/10/2023 se realizó 1109P_Comunicación Traslado del IET
En fecha 26/10/2023 se realizó 3103P_Registro Solicitud Publicación Anticipada
En fecha 26/10/2023 se realizó Concesión Publicación anticipada
En fecha 02/11/2023 se realizó Publicación Concesión Publicación Anticipada
En fecha 13/11/2023 se realizó Publicación Solicitud
En fecha 13/11/2023 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 14/11/2023 se realizó PETEX_Petición de examen sustantivo
En fecha 14/11/2023 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 28/02/2024 se realizó Validación petición y/o pago de examen sustantivo conforme
En fecha 08/03/2024 se realizó Designación de Comisión de Expertos
En fecha 11/03/2024 se realizó Finalización de Examen Sustantivo
En fecha 11/03/2024 se realizó 6121P_Comunicación finalización de examen sustantivo
En fecha 15/03/2024 se realizó Publicación finalización de examen sustantivo
En fecha 18/03/2024 se realizó Concesión con examen sustantivo
En fecha 18/03/2024 se realizó Entrega título
En fecha 18/03/2024 se realizó 6125P_Notificación de concesión con examen sustantivo
En fecha 25/03/2024 se realizó Publicación concesión Patente
En fecha 25/03/2024 se realizó Publicación Folleto Concesión
Pagos:
09/06/2023 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 28/04/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484
El registro de patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484 fue solicitada el 09/06/2023. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484 fue solicitada por INNOVA MAQUINARIA INDUSTRIAL, S.L. mediante los servicios del agente FERNANDO LOPEZ-PRATS LUCEA. El registro [modality] por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484 está clasificado como B65B 11/02 según la clasificación internacional de patentes.
Otras invenciones solicitadas por INNOVA MAQUINARIA INDUSTRIAL, S.L.
Es posible conocer todas las invenciones solicitadas por INNOVA MAQUINARIA INDUSTRIAL, S.L. entre las que se encuentra el registro de patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484. Si se desean conocer más invenciones solicitadas por INNOVA MAQUINARIA INDUSTRIAL, S.L. clicar aquí.Otras invenciones solicitadas en la clasificación internacional de patentes B65B 11/02.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484 está clasificado con la clasificación B65B 11/02 por lo que si se desea conocer más registros con la clasificación B65B 11/02 clicar aquí.Otras invenciones solicitadas a través del representante FERNANDO LOPEZ-PRATS LUCEA
Es posible conocer todas las invenciones solicitadas a través del agente FERNANDO LOPEZ-PRATS LUCEA entre las que se encuentra el registro patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484. Si se desean conocer más invenciones solicitadas a través del agente FERNANDO LOPEZ-PRATS LUCEA clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65
Es posible conocer todas las patentes registradas en la clase B65 (TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES) entre las que se encuentra la patente ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B65B
Es posible conocer todas las patentes registradas en la clase B65B (MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE) entre las que se encuentra la patente ENVOLVEDORA AUTOMÁTICA QUE COMPRENDE UN SISTEMA DE ATADO DE CORDÓN con el número P202330484. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares

 P202330497
P202330497Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







