


- Home /
- Publicaciones de patentes /
- PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO
Patente nacional por "PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO"
Este registro ha sido solicitado por
Persona física
a través del representanteSANTIAGO SOLER LERMA
Contacto
- Estado: A punto de caducar
- País:
- España
- Fecha solicitud:
- 30/06/2022
- Número solicitud:
-
P202230588
- Número publicación:
-
ES2958036
- Fecha de concesión:
-
- Inventores:
-
Persona física
- Datos del titular:
-
Persona física
- Datos del representante:
-
Santiago Soler Lerma
- Clasificación Internacional de Patentes:
- B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54
- Clasificación Internacional de Patentes de la publicación:
- B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54
- Fecha de vencimiento:
Quiero registrar una patente

Reivindicaciones:
+ ES-2958036_A11.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO caracterizado por que comprende - Una primera etapa de calentado de un adhesivo termofusible hasta una temperatura de entre 105° y 180° centígrados y una viscosidad de de entre 6000 y 10000 Poises. - Una segunda etapa de desbobinado y tensado de un tejido 1 (2) en la que el tejido 1 (2) se desbobina de una bobina inicial (1) y pasa por un primer regulador de tensión (3) alcanzando una tensión mínima de 400 gramos de presión por metro lineal y como máximo el límite de deformación del tejido. - Una tercera etapa de aplicación del adhesivo en la que el adhesivo pasa a un aplicador (9) para su aplicación uniforme sobre el tejido 1 (2) ya tensado. El aplicador (9) está coordinado con la velocidad del tejido 1 (2) . - Una cuarta etapa en la que el tejido 2 (11) de una bobina 2 (10) es desbobinado y tensado por la acción de un segundo regulador de tensión (12) . La tensión de este tejido 2 (11) tras pasar por el regulador de tensión es entre un 5% y un 30% inferior a la del tejido 1 (2) . - Una quinta etapa en la que el tejido 1 (2) ya tensado y con el adhesivo depositado, se une al tejido 2 conformando un tejido compuesto. - Una sexta etapa de transpiración, secado y polimerización en la que el tejido compuesto conformado en la etapa 5 pasa por un rodillo de adhesión a temperatura ambiente para el completo secado y polimerización del adhesivo. El rodillo de adhesión (18) presenta su superficie perforada por lo que el tejido compuesto puede transpirar y eliminar las bolsas de aire que existan. - Una séptima etapa de tracción y plegado que se produce aguas abajo del rodillo de adhesión. En esta etapa, el tejido resultante compuesto pasa por un rodillo tractor (20) que arrastra los tejidos involucrados a lo largo de todo el procedimiento y afecta a todo el proceso desde su inicio. Al final de esta etapa se procede al bobinado del tejido compuesto. 2.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el tipo de adhesivo es uno de los siguientes; adhesivos reactivos de poliuretano (PUR) , adhesivos de poliestileno (POR) y adhesivo de copolímero de etilenoacetato (EVA) . 3.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el primer regulador de tensión (3) comprende una serie de cilindros (4) , (5) y (6) de los que al menos uno de ellos está frenado y su velocidad superficial es menor que la velocidad e avance del tejido 1 (2) el cual fricciona contra su superficie se ralentiza y se tensa. 4.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque las diferencias de tensiones del tejido 2 quedan asumidas por un compensador neumático (15) . 5.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el adhesivo es pulverizado y las gotas presentan un diámetro de entre 0, 1 y 2 milímetros. 6.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque en la etapa cinco el anclaje inicial entre los dos tejidos es de entre 7 y 10 N/mm2 tras el secado y curado del adhesivo el anclaje es de entre 15 y 30 N/mm2 7.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el proceso se lleva a cabo entre 20° y 25°. 8.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque la unión del tejido 1 y el tejido 2 se produce en el punto en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión (18) . 9.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO caracterizado por que comprende: Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) en donde se encuentra bobinado el tejido 1 (2) . - Un primer regulador de tensión (3) , entre la bobina inicial y el aplicador del adhesivo (9) , que comprende una pluralidad de cilindros movidos por el tejido 1 (2) . Un gestor de adhesivo que comprende: - Un calentador de adhesivo (8) adecuado para calentar el adhesivo hasta una temperatura de 105° a 180° y mantenerlo a esa temperatura, en estado viscoso, sin contacto con el aire, hasta el momento de su aplicación. - Un aplicador del adhesivo (9) adecuado para aplicar de manera uniforme el adhesivo sobre el tejido 1 (2) dispuesto entre el primer regulador de tensión (3) y el punto de unión del tejido 1 (2) con el tejido 2 (11) . Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensiones (12) que comprende dos rodillos (13) y (14) y un ompensador neumático (15) . Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) de conducción del tejido 1 (2) y el tejido 2 (11) - Un rodillo de adhesión (18) - Un cilindro de transporte (19) . - Un rodillo tractor (20) dispuesto entre el rodillo de adhesión y una bobina de plegado (24) . 10.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que la bobina 1 inicial (1) lleva asociado un motor que la rota a intervalos. 11.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el primer regulador de tensión (3) comprende tres cilindros (4) , (5) y (6) de los al menos uno está frenado y presenta una velocidad superficial de rotación menor que la velocidad de avance del tejido 1 (2) y el tejido 1 no rota sobre el cilindro frenado sino que se desliza sobre el mismo generando fricción, ralentizándose y tensando el tejido 1 (2) . 12.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que en el primer regulador de tensión (2) al menos uno de sus cilindros presenta una superficie adecuada para generar fricción sobre el tejido 1 (2) . 13.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que la bobina 1 (1) comprende un freno asociado que ralentiza el desbobinado. 14.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el aplicador de adhesivo (9) es un pulverizador. 15.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) tiene un diámetro igual o mayor a 1 metro. 16.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) presenta su superficie al menos parcialmente con perforaciones. 17.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) presenta al menos el 50% de su superficie con perforaciones. 18.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo tractor (20) transmite movimiento al tejido 1 (2) , tejido 2 (11) y tejido compuesto resultante y estos a su vez al primer regulador de tensión (3) , egundo regulador de tensión (12) y rodillo de adhesión (18) . 19.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que los cilindros (4) , (5) y (6) se encuentran a una distancia unos con otros de entre 5 cm y 25 cm.
Los productos y servicios protegidos por este registro son:
B32B 19/06 - D06N 7/00 - A47G 27/02 - B29C 65/54
Descripciones:
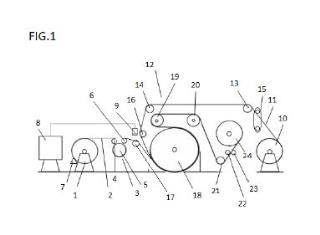
+ ES-2958036_A1 PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO El objeto principal de la presente invención es un procedimiento y un dispositivo para la laminación de tejidos en frio así como el producto obtenido con ese proceso y ese dispositivo. Este laminado puede ser en una capa o en varias, entendiéndose por laminado la adhesión de dos o más capas de tejidos, iguales o no, obteniéndose como resultado un único cuerpo de tejido compuesto. Los tejidos involucrados pueden ser de cualquier tipo incluyéndose también los no tejidos, realizados en cualquier clase de fibra, en estado puro o mezclado y de grosores y texturas variadas. Una característica de esta laminación es que el tejido compuesto resultante mantiene estables sus medidas -largo por ancho- siendo ventajoso en piezas que incorporan un dibujo o un patrón, especialmente cuando las piezas deben ser mecanizadas, cortadas, troqueladas o de alguna forma manipuladas y cada una de las partes debe mantenerse estable dimensionalmente sin deformar el dibujo o patrón. La presente invención pertenece al sector del textil. ANTECEDENTES DE LA INVENCIÓN El laminado o adhesión de tejidos es un mecanismo que lleva algún tiempo implantado en el sector del textil, siempre pensado para los acabados o para proporcionar dos texturas diferentes en un solo tejido compuesto. Hasta ahora esta laminación se ha hecho "en caliente", principalmente con el método "mantón" o "transfer". Con ese sistema se unen dos o más tejidos mediante adhesivos, en polvo o en láminas. Una vez distribuido el adhesivo y superpuestos los tejidos a modo de capas con el adhesivo entre ellas, se calientan los tejidos para fundir el adhesivo y que se adhieran las capas de tejidos. Ejemplos de esta laminación se aprecia en tejidos para recubrimientos de automóviles o para el interior de zapatillas de deporte o alfombras entre otros. Otra forma de laminación es aplicando una gran cantidad de adhesivo en caliente cuyo obrante se retira después mediante una rasqueta. El calor del adhesivo pasa a las telas que deben enfriarse al aire antes de su bobinado final, con el riesgo, entre otros, de pérdida de tensión y deformación. Por otro lado, la temperatura que alcanzan las telas, impide que puedan utilizarse tejidos sensibles al calor. Ejemplos de estos tejidos compuestos los encontramos en la literatura de patentes y así cabe citar en el sector de las alfombras los siguientes documentos; El modelo de utilidad U127864 referido a una alfombra compuesta de al menos dos capas distintas. El modelo de utilidad U263854 referido a un recubrimiento para suelo compuesto de una pluralidad de capas. El modelo de utilidad U200402637 referido a una alfombra multicapa. La patente ES 2004640 referida a una método para fabricar moquetas, alfombras y similares, así como la estructura multicapa resultante. La patente ES 2004641 referida a un método para fabricación de alfombras, moquetas y similares con base soporte antideslizante y la estructura multicapa resultante. La patente ES 2077650 referida a una loseta de alfombra y su procedimiento de fabricación. La patente ES 2151882 referida a alfombra para suelos y procedimiento para su fabricación. La patente ES 2220170 referida a procedimiento para la fabricación de alfombras. La patente ES 2238849 referida a un soporte no tejido y alfombra que lo comprende. Ninguna de estas patentes y modelos citados logra superar el problema de la estabilidad de medidas también referido como fijación o estabilidad dimensional, ni consigue una unión entre las distintas capas sin necesidad de aportar calor al proceso. Una patente que intenta dar solución al problema de la fijación dimensional es la patente ES2191758 referida a alfombra y tejido de fondo de capas para estabilidad e integridad dimensional. Otras patentes referidas son la US4822658, WO9400043, US4770917, EP0325473, US4522857, US4172166, US4093763, ninguna de ellas se refiere a un procedimiento en frío. En la laminación en caliente el aporte de calor requerido es muy elevado ya que se deben calentar los tejidos lo suficiente para que el calor se transfiera desde la camisa de aceite que recubre el mantón hasta el adhesivo, atravesando además el tejido que se desea unir, por lo tanto hay una gran pérdida y la distribución del mismo no es todo lo homogénea que se desea. EXPLICACIÓN DE LA INVENCIÓN La laminación de tejidos en frio objeto de la invención implica un cambio en el proceso de adhesión conocido hasta el momento con el que se consigue; Un ahorro sustancial de energía, y mayor respeto con el medioambiente. Al no requerirse calentar los tejidos, el consumo energético se reduce. Además el dispositivo inventado cuenta con un solo motor de tracción con el consiguiente ahorro de energía. Menor riesgo en planta de producción y mayor seguridad laboral, evitando la manipulación de maquinaria o producto a elevadas temperaturas. Un menor coste de mantenimiento al simplificarse las estructuras y reducirse en número de piezas del dispositivo. Por otro lado, al no sobrecalentarse los tejidos involucrados en el proceso, pueden utilizarse tejidos más sensibles a la temperatura lo cual aumenta las alternativas de fabricación, siendo de especial mención la posibilidad de laminar tejidos de los que al menos uno ya está espumado. Por otro lado se obtiene una temperatura de trabajo constante con distribuciones de calor homogéneas que mejoran la distribución del adhesivo ya que este ya no depende del calor para su distribución. Además, permite la unión de distintas capas de distintos materiales, por lo que las posibilidades se multiplican. A diferencia del sistema de laminado en "caliente" en la invención que se propone los tejidos se unen en frío. Para ello lo que se calienta es el adhesivo, sin necesidad de una sobre alimentación del mismo, que conlleva un ingente gastos energético. En la invención propuesta se persigue llevar a su viscosidad ideal una mímina cantidad de adhesivo, entre 15 y 25 kg, a diferencia de otros sistemas en donde resulta necesario un segundo deposito abierto que debe mantener el adhesivo fluido de forma continua, lo cual limita el ancho de tela a máximos de 150 cm y, aún así, la cantidad esta alrededor de los 50 kg de adhesivos, que han de ser llevados a temperaturas de trabajo. Por el contrario, en la invención propuesta el adhesivo se introduce en un calentador en donde se eleva su temperatura hasta que alcanza un estado de viscoso, lo que, dependiendo del adhesivo a utilizar, ocurre entre los 105° y los 180°. En una ejecución preferente este adhesivo se pulverizará después sobre el tejido, si bien caben otras formas de aplicación del mismo tales como la aplicación en cordón. En los laminados en "caliente" se forma una lámina compacta de mayor o menor espesor pero compacta, que al calentar ambos tejidos se funde uniendo los tejidos o bien se hace deslizar uno de los tejidos sobre un depósito abierto que deposita en el tejido una gran antidad de adhesivo cuyo excedente se elimina mediante una rasqueta. En ambos casos el procedimiento impide el paso de líquidos o gases a través del tejido resultante, lo cual puede ser de interés. En el proceso propuesto, la micro pulverización o bien la aplicación en cordón son capaces de mantener unidos los tejidos pero permiten el paso de líquidos y gases. El procedimiento objeto de la invención se produce en continuo, por lo que la mención ordinal de las etapas no implica necesariamente un orden cronológico ya que varias de ellas pueden darse de manera simultánea. Las principales etapas del procedimiento son las siguientes: - Una primera etapa de calentado de un adhesivo termofusible, conocidos en el sector como hot melt. Estos adhesivos son sólidos a temperatura ambiente, funden a determinada temperatura y vuelven a solidificarse o polimerizar al bajar de su punto de fusión. Una vez el adhesivo adquiere viscosidad, se mantiene a la temperatura adecuada hasta su paso a un dosificador, como puede ser un pulverizador o dispensador, para su aplicación uniforme sobre uno de los tejidos, al que llamaremos tejido 1. - Una segunda etapa de desbobinado y tensado de un tejido 1. Este tejido 1 proviene de una bobina inicial y su tensión se regula mediante un primer regulador de tensión. El desbobinado se lleva a cabo por el arrastre del propio tejido que es movido por un cilindro de tracción dispuesto aguas abajo del dispositivo, si bien en una ejecución preferente el desbobinado se realiza con la ayuda de un motor vinculado a la bobina que la gira a intervalos. - Una tercera etapa en la que el adhesivo viscoso, se dispensa sobre el tejido 1 ya tensado. El adhesivo se dosifica de manera uniforme, ya sea por pulverización, depósito, dispensa o cualquier otro medio. El dosificador de adhesivo se coordina con la velocidad de avance de la tela para depositar la cantidad adecuada de adhesivo por unidad de superficie del tejido 1. - Una cuarta etapa en la que el tejido 2 de una bobina 2 es desbobinado y tensado por la acción de un segundo regulador de tensión que, preferiblemente, comprende un compensador neumático adecuado para asumir las variaciones de tensión del desbobinado para que la tensión en el tejido 2 sea constante. - Una quinta etapa en la que el tejido 1 ya tensado y con el adhesivo depositado, se une al tejido 2. La unión de ambos tejidos ha de realizarse preferentemente en el punto en que el tejido 1 entra en contacto con el rodillo de adhesión. - Una sexta etapa en la que una vez unidos el tejido 1 y el tejido 2, el tejido compuesto ormado el tejido 1 y el tejido 2, pasa por un rodillo de adhesión a temperatura ambiente para el completo secado y polimerización del adhesivo. - Una séptima etapa que se produce a la salida de rodillo de adhesión en la que el tejido compuesto pasa por un rodillo de tracción que es el que aporta movimiento a todo el proceso y tras ello es bobinado sobre una bobina final con la intervención de una plegadora. Para una laminación correcta la tensión de ambos tejidos debe estar controlada. Para ello tanto el tejido 1 como el tejido 2 se someten, previamente a su unión, a una regulación de tensiones para lo cual se hace pasar al tejido 1 por un primer regulador de tensión y al tejido 2 por un segundo regulador de tensión. La tensión del tejido 1 y la del tejido 2 pueden no ser iguales en las fases previas a su unión pero cuando el tejido 1 y el tejido 2 se unen, tras ser dosificado el adhesivo sobre el tejido 1, el tejido 1 asume la tensión del tejido 2. Para una correcta aplicación del proceso, la tensión adecuada para el tejido 1 debe ser como mínimo de 400 gramos de presión por metro lineal y como máximo el límite de deformación del tejido. Los reguladores de tensión comprenden los siguientes elementos; El primer regulador de tensión comprende un juego de tres cilindros de los cuales al menos uno está frenado y su superficie presenta una velocidad de rotación menor que la velocidad de avance del tejido 1 de tal forma que el tejido 1 no rota sobre el cilindro frenado sino que se desliza sobre su superficie generando fricción, ralentiza el tejido y se genere la tensión deseada. El cilindro puede comprender una superficie adecuada para aumentar la fricción como podría ser una superficie rugosa o de determinados materiales como silicona, caucho o goma o cualquier otro material que aumente la fricción entre la tela 1 y el rodillo. Este primer regulador de tensión puede venir ayudado por un freno en la bobina 1 que compense y asuma una posible puntual falta de tensión en el desbobinado o que ralentice su movimiento reteniendo el tejido y generando tensión. El segundo regulador de tensión, por el que se hace pasar el tejido 2, además de dos cilindros comprende un compensador neumático adecuado para asumir y corregir una posible puntual falta de tensión en el desbobinado. El tejido 2 pasa por este segundo regulador de tensión antes de unirse al tejido 1. Una vez el tejido 1 ha pasado por el primer regulador de tensión, recibe el adhesivo del dosificador. En una ejecución preferente el adhesivo viscoso es pulverizado o micropulverizado sobre el tejido 1 a través de una o más boquillas de pulverización. La gota de pulverización presenta, de manera preferente, un diámetro de entre 0, 1 y 2 milímetros. En otra posible ejecución el adhesivo se dispensa en cordón sobre el tejido 1. En cualquiera de las opciones el adhesivo se distribuye uniformemente por la superficie del tejido 1 dejando poros o zonas sin cubrir de tal forma que el tejido compuesto resultante sea permeable a gases y líquidos sin que el adhesivo forme una barrera impermeable. Una vez distribuido el adhesivo sobre el tejido 1, se le une el tejido quedando el adhesivo entre ambos. El tejido 2 también lleva una determinada tensión si bien es menor a la tensión del tejido 1. En una ejecución preferente el tejido 2, antes de unirse al tejido 1, presenta una tensión entre un 5% y un 30% inferior a la del tejido 1. Esta diferencia de tensiones evita que se formen irregularidades. Al unirse ambos tejidos, el tejido 1 asume la tensión y velocidad del tejido 2. La unión se produce en el punto en que la tangente generada por el tejido 1 respecto del rodillo de adhesión concurre con el rodillo de adhesión, es decir, en el momento en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión. El tejido 2 puede haber contactado con el rodillo de adhesión en un momento anterior o concurrir en ese mismo momento. Para la unión de ambos tejidos, se hace pasar al conjunto resultante por un cilindro de adhesión que permite mantener la tensión de los tejidos involucrados mientras el adhesivo polimeriza a temperatura ambiente o en frio dando como resultado un tejido compuesto formado por el tejido 1 y tejido 2 que se comportan como un único tejido. El cilindro de adhesión presenta un diámetro mayor de 75 cm y al menos un 50% de su superficie presenta perforaciones, permitiendo que el aire atrapado entre los tejidos y el cilindro tenga una salida natural a través del cilindro, evitando la formación de bolsas y, al mismo tiempo esa superficie perforada facilita que los tejidos transpiren colaborando a la polimerización del adhesivo. Aguas abajo del rodillo de adhesión se dispone un rodillo de tracción. Este rodillo de tracción arrastra los tejidos y mueve todo el conjunto, siendo los tejidos en sí mismos la correa de transmisión del movimiento a todas las etapas del proceso, con la excepción de, en alguna ejecución posible, la ayuda del motor auxiliar vinculado a la bobina del tejido 1 ya comentada o la plegadora. Tras el paso por este rodillo de tracción el tejido compuesto resultante se bobina con ayuda de una plegadora convencional. En una ejecución posible, entre el rodillo de adhesión y el de tracción, puede haber un juego de cilindros que invierta la disposición del tejido para su plegado y bobinado por una u otra cara. Todo el proceso puede llevarse a cabo a temperatura regulada preferiblemente entre 20° y 25°, teniendo en cuenta las especificaciones de cada adhesivo. De las diferentes pruebas realizadas con diferentes adhesivos, los mejores resultados han sido obtenidos con adhesivos reactivos de poliuretano (PUR) , adhesivos de poliestileno (POR) y adhesivo de copolímero de etileno-acetato (EVA) . . El dispositivo que permite ejecutar este procedimiento comprende: Un primer circuito que comprende: - Una bobina 1 en donde se encuentra el tejido 1. - Un primer regulador de tensión con tres rodillos de los que al menos uno presenta una velocidad de rotación en su superficie inferior a la velocidad de avance del tejido 1 provocando que el tejido 1 no rote sobre ese rodillo sino que se deslice y friccione sobre el mismo, generando la tensión adecuada. - De manera opcional la bobina 1 puede incorporar un freno que coopera con el primer regulador de tensión. Un segundo circuito que comprende: - Una bobina 2 con el tejido 2. - Un segundo regulador de tensión que comprende dos cilindros y un compensador neumático. Un gestor del adhesivo que comprende: - Un calentador. - Un dosificador. Un circuito de unión que comprende: - Una zona de unión de los tejidos 1 y 2 - Un rodillo de adhesión. - Un rodillo de tracción Una zona de plegado y bobinado que comprende: - Una plegadora - Una bobina final BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una ejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1.- Muestra una vista general del dispositivo de la invención, vista de perfil, en donde se aprecian; Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) - Un primer regulador de tensión (3) que comprende una serie de cilindros (4) , (5) y (6) de los que al menos uno de ellos está frenado por lo que no rota o rota a una velocidad menor que la velocidad de avance del tejido 1 (2) de tal forma que éste tejido 1 fricciona contra la superficie del cilindro frenado. - Un freno (7) en la bobina (1) inicial. Un gestor de adhesivo que comprende: - Un aplicador del adhesivo (9) . - Un calentador de adhesivo (8) Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) así como un compensador neumático (15) Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) que conducen el tejido 1 y 2 hacia su punto de unión. - Un rodillo de adhesión (18) - Un rodillo tractor (20) - Una serie de rodillos de transporte (19) , (21) , (22) y (23) - Una bobina de plegado (24) DESCRIPCIÓN DE UN MODO DE LLEVAR A CABO LA INVENCIÓN Se describe a continuación una forma de realización de la invención que es meramente explicativa y no limitativa. La invención tiene como objeto un procedimiento para la laminación de tejidos en frío, es decir, la unión de dos o más tejidos a temperatura ambiente. Para ello se aplica el adhesivo en caliente distribuyéndolo de manera uniforme sobre el tejido 1 (2) , se le une el tejido 2 (11) y se hace pasar el conjunto por un rodillo de adhesión (18) en donde el adhesivo se enfría y polimeriza para, finalmente, doblarse y bobinarse el tejido compuesto resultante formado por el tejido 1 (2) y el tejido 2 (11) . El procedimiento comprende las siguientes etapas, que no son cronológicas sino que puede darse alguna de ellas de manera simultánea. - Una primera etapa de calentamiento del adhesivo. En esta etapa el adhesivo, en este caso PUR, se calienta en un calentador (8) hasta una temperatura (entre 105° y 180°) en que el adhesivo presente una viscosidad de entre 6000 y 10000 Poises. Una vez alcanzada dicha temperatura se mantiene en el calentador, de manera hermética, es decir sin contacto con el aire, a la espera de ser aplicado sobre el tejido 1 (2) . - Una segunda etapa de desbobinado y tensado de un tejido 1 (2) . El tejido 1 (2) proviene de una bobina inicial (1) y se tensa a 500 gramos de presión por metro lineal. Su tensión se regula mediante un primer regulador de tensión (3) . El desbobinado se lleva a cabo por el arrastre del propio tejido 1 (2) que es movido por un cilindro de tracción (20) dispuesto aguas abajo en el dispositivo si bien colabora también un motor vinculado a la bobina inicial (1) que la gira a intervalos o pasos. - Una tercera etapa en la que el adhesivo caliente viscoso, se aplica por pulverización sobre el tejido 1 (2) ya tensado. La pulverización se hace de manera uniforme sobre toda la superficie del tejido 1 (2) . Para la pulverización se utiliza una o más boquillas adecuadas para que la gota de pulverización presente un diámetro de 0, 2 milímetros. El aplicador del adhesivo (9) en este caso un pulverizador, se coordina con la velocidad del tejido 1 (2) para que la distribución sea uniforme y la cantidad de adhesivo por área (cm2) de tejido sea la adecuada. La cantidad de adhesivo por metro cuadrado varía en función del tipo de tejido y de su grosor, y debe ser suficiente para conseguir un anclaje inicial de entre 7 y 10 N/mm2 y un anclaje final de entre 15 y 30 N/mm2 - Una cuarta etapa en la que el tejido 2 (11) de una bobina 2 (10) es desbobinado y tensado por la acción de un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) un compensador neumático (15) adecuado para asumir las variaciones de tensión del desbobinado para que la tensión en el tejido 2 (11) sea constante. La tensión del tejido 2 (11) tras su paso por el segundo regulador de ensión (12) es un 10% inferior a la tensión del tejido 1 (2) . - Una quinta etapa en la que el tejido 1 (2) ya tensado y con el adhesivo aplicado se une al tejido 2 (11) . La unión se produce en el momento en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión, es decir, en el punto en que la tangente generada por el tejido 1 respecto del rodillo de adhesión, concurre con dicho rodillo. El tejido 2 puede haber contactado con el rodillo en un momento anterior o concurrir en ese mismo momento. - Una sexta etapa de secado, transpiración y polimerización. En esta etapa el tejido compuesto formado por el tejido 1 (2) y el tejido 2 (11) se hace pasar por un rodillo de adhesión (18) a temperatura ambiente para que transpire, se seque y polimerice el adhesivo. El rodillo de adhesión presenta el 50% su superficie con perforaciones, por lo que durante su paso por el rodillo de adhesión (18) perforado, el tejido compuesto transpira y elimina las posibles bolsas de aire que puedan haberse formado, mejorando de ese modo la unión de los tejidos involucrados. El tejido compuesto transmite movimiento al rodillo de adhesión (18) . El tejido compuesto, y antes los tejidos 1 y 2 se mueven por la tracción de un rodillo tractor (20) dispuesto aguas abajo del rodillo de adhesión (18) . - Una séptima etapa de bobinado. Tras la salida del tejido compuesto del rodillo de adhesión y tras su paso por un rodillo de tracción (20) , el tejido compuesto es bobinado sobre una bobina final con la intervención de una plegadora. Este proceso requiere de un dispositivo que comprende los siguientes elementos. Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) en donde se encuentra bobinado el tejido 1 (2) . Esta bobina lleva asociado un motor que la rota a intervalos o pasos, favoreciendo de ese modo el desbobinado. - Un primer regulador de tensión (3) interpuesto en el recorrido del tejido 1 (2) y al que ese tejido 1 (2) le transmite movimiento. Este primer regulador de tensiones (2) comprende tres cilindros (4) , (5) y (6) dispuestos unos de otros a una distancia de entre 5cm y 25cm. El cilindro mayor (5) tiene una velocidad superficial de rotación menor que la velocidad de avance del tejido 1 (2) . De esa forma el cilindro mayor (5) fricciona con el tejido 1 (2) , lo ralentiza y provoca su tensado. Para aumentar la fricción, los cilindros (4) , (5) y (6) presentan una superficie de silicona. - Colaborando con el primer regulador de tensiones (3) , la bobina 1 (1) comprende un reno asociado que retiene el desbobinado. Un gestor de adhesivo que comprende: - Un calentador de adhesivo (8) adecuado para calentar el adhesivo hasta los 105° y mantenerlo a esa temperatura, en estado viscoso, sin contacto con el aire, hasta el momento de su pulverización. - Un aplicador del adhesivo (9) que comprende una o más boquillas adecuadas para pulverizar el adhesivo viscoso con una diámetro de gota de 0, 2 milímetros y cubrir de manera uniforme toda la superficie del tejido 1 (2) . La cantidad de adhesivo por centímetro cuadrado de tejido 1 (2) variará en función del tipo de tejido y de su grosor. El aplicador de adhesivo y la velocidad de avance de la tela deben estar coordinadas para controlar la cantidad de adhesivo por centímetro cuadrado de tejido 1. Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) dispuestos uno de otro a una distancia de entre 2 metros y 10 metros así como un compensador neumático (15) que asumirá las variaciones de tensión del tejido 2 (11) . Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) que conducen el tejido 1 y el 2 hacia su punto de unión. - Un rodillo de adhesión (18) de 1 metro de diámetro y en el que al menos el 50% de su superficie se encuentra perforada. - Un cilindro de transporte (19) . - Un rodillo tractor (20) que genera la tracción suficiente para mover todo el dispositivo. Este rodillo tractor tira del tejido compuesto y provoca el movimiento de todo el dispositivo, siendo los tejidos involucrados la correa transmisora del movimiento del dispositivo. El rodillo tractor (20) dispuesto aguas abajo del rodillo de adhesión, permite mantener la tensión constante en los tejidos involucrados. - Una bobina de plegado (24) que se coordina con una plegadora convencional. - Los rodillos (21) , (22) y (23) posicionan el tejido compuesto para evitar arrugas en el bobinado. Esta invención es susceptible de aplicación tanto para tejidos finales como para intermedios, un ejemplo claro es la laminación final de alfombras estampadas, en este caso se parte de un tejido compuesto por otros dos y al que se le adhiere el "backing" o reverso con este istema que es el objeto de la invención. Son ejemplos de otras ejecuciones los siguientes: Ejemplol: - Unión de tela de género de punto microfibra de poliéster con soporte de algodón de 200 gr/m2 por cada tejido. - Para la unión el género de punto microfibra de poliéster presenta una tensión de 400 gr/ml de tensión y el soporte de algodón 370 gr/ml de tensión. - El adhesivo a utilizar es PUR y se pulverizan entre 10 y 12 gr m2 sobre el género de punto microfibra de poliéster. Ejemplo 2: - Unión de polipropileno 650 gr/m2 y yute de 600 gr/m2 con tratamiento antideslizante de 150 gr/m2. - Para la unión el polipropileno presenta una tensión de 600 gr/ml y el yute 550 gr/ml. - El adhesivo a utilizar el PUR y se pulveriza entre 57-60 gr/m2
Publicaciones:
ES2958036 (31/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 30/06/2022 se realizó Registro Instancia de Solicitud
En fecha 30/06/2022 se realizó Admisión a Trámite
En fecha 30/06/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 14/07/2022 se realizó Superado examen de oficio
En fecha 16/11/2022 se realizó Realizado IET
En fecha 21/11/2022 se realizó 1109P_Comunicación Traslado del IET
En fecha 31/01/2024 se realizó Publicación Solicitud
En fecha 31/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 18/04/2024 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 18/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
30/06/2022 - Pago Tasas IET
+ ES-2958036_A11.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO caracterizado por que comprende - Una primera etapa de calentado de un adhesivo termofusible hasta una temperatura de entre 105° y 180° centígrados y una viscosidad de de entre 6000 y 10000 Poises. - Una segunda etapa de desbobinado y tensado de un tejido 1 (2) en la que el tejido 1 (2) se desbobina de una bobina inicial (1) y pasa por un primer regulador de tensión (3) alcanzando una tensión mínima de 400 gramos de presión por metro lineal y como máximo el límite de deformación del tejido. - Una tercera etapa de aplicación del adhesivo en la que el adhesivo pasa a un aplicador (9) para su aplicación uniforme sobre el tejido 1 (2) ya tensado. El aplicador (9) está coordinado con la velocidad del tejido 1 (2) . - Una cuarta etapa en la que el tejido 2 (11) de una bobina 2 (10) es desbobinado y tensado por la acción de un segundo regulador de tensión (12) . La tensión de este tejido 2 (11) tras pasar por el regulador de tensión es entre un 5% y un 30% inferior a la del tejido 1 (2) . - Una quinta etapa en la que el tejido 1 (2) ya tensado y con el adhesivo depositado, se une al tejido 2 conformando un tejido compuesto. - Una sexta etapa de transpiración, secado y polimerización en la que el tejido compuesto conformado en la etapa 5 pasa por un rodillo de adhesión a temperatura ambiente para el completo secado y polimerización del adhesivo. El rodillo de adhesión (18) presenta su superficie perforada por lo que el tejido compuesto puede transpirar y eliminar las bolsas de aire que existan. - Una séptima etapa de tracción y plegado que se produce aguas abajo del rodillo de adhesión. En esta etapa, el tejido resultante compuesto pasa por un rodillo tractor (20) que arrastra los tejidos involucrados a lo largo de todo el procedimiento y afecta a todo el proceso desde su inicio. Al final de esta etapa se procede al bobinado del tejido compuesto. 2.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el tipo de adhesivo es uno de los siguientes; adhesivos reactivos de poliuretano (PUR) , adhesivos de poliestileno (POR) y adhesivo de copolímero de etilenoacetato (EVA) . 3.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el primer regulador de tensión (3) comprende una serie de cilindros (4) , (5) y (6) de los que al menos uno de ellos está frenado y su velocidad superficial es menor que la velocidad e avance del tejido 1 (2) el cual fricciona contra su superficie se ralentiza y se tensa. 4.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque las diferencias de tensiones del tejido 2 quedan asumidas por un compensador neumático (15) . 5.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el adhesivo es pulverizado y las gotas presentan un diámetro de entre 0, 1 y 2 milímetros. 6.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque en la etapa cinco el anclaje inicial entre los dos tejidos es de entre 7 y 10 N/mm2 tras el secado y curado del adhesivo el anclaje es de entre 15 y 30 N/mm2 7.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque el proceso se lleva a cabo entre 20° y 25°. 8.- PROCEDIMIENTO PARA EL LAMINADO DE TEJIDOS EN FRÍO conforme reivindicación 1 caracterizado porque la unión del tejido 1 y el tejido 2 se produce en el punto en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión (18) . 9.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO caracterizado por que comprende: Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) en donde se encuentra bobinado el tejido 1 (2) . - Un primer regulador de tensión (3) , entre la bobina inicial y el aplicador del adhesivo (9) , que comprende una pluralidad de cilindros movidos por el tejido 1 (2) . Un gestor de adhesivo que comprende: - Un calentador de adhesivo (8) adecuado para calentar el adhesivo hasta una temperatura de 105° a 180° y mantenerlo a esa temperatura, en estado viscoso, sin contacto con el aire, hasta el momento de su aplicación. - Un aplicador del adhesivo (9) adecuado para aplicar de manera uniforme el adhesivo sobre el tejido 1 (2) dispuesto entre el primer regulador de tensión (3) y el punto de unión del tejido 1 (2) con el tejido 2 (11) . Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensiones (12) que comprende dos rodillos (13) y (14) y un ompensador neumático (15) . Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) de conducción del tejido 1 (2) y el tejido 2 (11) - Un rodillo de adhesión (18) - Un cilindro de transporte (19) . - Un rodillo tractor (20) dispuesto entre el rodillo de adhesión y una bobina de plegado (24) . 10.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que la bobina 1 inicial (1) lleva asociado un motor que la rota a intervalos. 11.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el primer regulador de tensión (3) comprende tres cilindros (4) , (5) y (6) de los al menos uno está frenado y presenta una velocidad superficial de rotación menor que la velocidad de avance del tejido 1 (2) y el tejido 1 no rota sobre el cilindro frenado sino que se desliza sobre el mismo generando fricción, ralentizándose y tensando el tejido 1 (2) . 12.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que en el primer regulador de tensión (2) al menos uno de sus cilindros presenta una superficie adecuada para generar fricción sobre el tejido 1 (2) . 13.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que la bobina 1 (1) comprende un freno asociado que ralentiza el desbobinado. 14.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el aplicador de adhesivo (9) es un pulverizador. 15.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) tiene un diámetro igual o mayor a 1 metro. 16.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) presenta su superficie al menos parcialmente con perforaciones. 17.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo de adhesión (18) presenta al menos el 50% de su superficie con perforaciones. 18.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que el rodillo tractor (20) transmite movimiento al tejido 1 (2) , tejido 2 (11) y tejido compuesto resultante y estos a su vez al primer regulador de tensión (3) , egundo regulador de tensión (12) y rodillo de adhesión (18) . 19.- DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO conforme a reivindicación 9 caracterizado por que los cilindros (4) , (5) y (6) se encuentran a una distancia unos con otros de entre 5 cm y 25 cm.
Los productos y servicios protegidos por este registro son:
B32B 19/06 - D06N 7/00 - A47G 27/02 - B29C 65/54
Descripciones:
+ ES-2958036_A1 PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO El objeto principal de la presente invención es un procedimiento y un dispositivo para la laminación de tejidos en frio así como el producto obtenido con ese proceso y ese dispositivo. Este laminado puede ser en una capa o en varias, entendiéndose por laminado la adhesión de dos o más capas de tejidos, iguales o no, obteniéndose como resultado un único cuerpo de tejido compuesto. Los tejidos involucrados pueden ser de cualquier tipo incluyéndose también los no tejidos, realizados en cualquier clase de fibra, en estado puro o mezclado y de grosores y texturas variadas. Una característica de esta laminación es que el tejido compuesto resultante mantiene estables sus medidas -largo por ancho- siendo ventajoso en piezas que incorporan un dibujo o un patrón, especialmente cuando las piezas deben ser mecanizadas, cortadas, troqueladas o de alguna forma manipuladas y cada una de las partes debe mantenerse estable dimensionalmente sin deformar el dibujo o patrón. La presente invención pertenece al sector del textil. ANTECEDENTES DE LA INVENCIÓN El laminado o adhesión de tejidos es un mecanismo que lleva algún tiempo implantado en el sector del textil, siempre pensado para los acabados o para proporcionar dos texturas diferentes en un solo tejido compuesto. Hasta ahora esta laminación se ha hecho "en caliente", principalmente con el método "mantón" o "transfer". Con ese sistema se unen dos o más tejidos mediante adhesivos, en polvo o en láminas. Una vez distribuido el adhesivo y superpuestos los tejidos a modo de capas con el adhesivo entre ellas, se calientan los tejidos para fundir el adhesivo y que se adhieran las capas de tejidos. Ejemplos de esta laminación se aprecia en tejidos para recubrimientos de automóviles o para el interior de zapatillas de deporte o alfombras entre otros. Otra forma de laminación es aplicando una gran cantidad de adhesivo en caliente cuyo obrante se retira después mediante una rasqueta. El calor del adhesivo pasa a las telas que deben enfriarse al aire antes de su bobinado final, con el riesgo, entre otros, de pérdida de tensión y deformación. Por otro lado, la temperatura que alcanzan las telas, impide que puedan utilizarse tejidos sensibles al calor. Ejemplos de estos tejidos compuestos los encontramos en la literatura de patentes y así cabe citar en el sector de las alfombras los siguientes documentos; El modelo de utilidad U127864 referido a una alfombra compuesta de al menos dos capas distintas. El modelo de utilidad U263854 referido a un recubrimiento para suelo compuesto de una pluralidad de capas. El modelo de utilidad U200402637 referido a una alfombra multicapa. La patente ES 2004640 referida a una método para fabricar moquetas, alfombras y similares, así como la estructura multicapa resultante. La patente ES 2004641 referida a un método para fabricación de alfombras, moquetas y similares con base soporte antideslizante y la estructura multicapa resultante. La patente ES 2077650 referida a una loseta de alfombra y su procedimiento de fabricación. La patente ES 2151882 referida a alfombra para suelos y procedimiento para su fabricación. La patente ES 2220170 referida a procedimiento para la fabricación de alfombras. La patente ES 2238849 referida a un soporte no tejido y alfombra que lo comprende. Ninguna de estas patentes y modelos citados logra superar el problema de la estabilidad de medidas también referido como fijación o estabilidad dimensional, ni consigue una unión entre las distintas capas sin necesidad de aportar calor al proceso. Una patente que intenta dar solución al problema de la fijación dimensional es la patente ES2191758 referida a alfombra y tejido de fondo de capas para estabilidad e integridad dimensional. Otras patentes referidas son la US4822658, WO9400043, US4770917, EP0325473, US4522857, US4172166, US4093763, ninguna de ellas se refiere a un procedimiento en frío. En la laminación en caliente el aporte de calor requerido es muy elevado ya que se deben calentar los tejidos lo suficiente para que el calor se transfiera desde la camisa de aceite que recubre el mantón hasta el adhesivo, atravesando además el tejido que se desea unir, por lo tanto hay una gran pérdida y la distribución del mismo no es todo lo homogénea que se desea. EXPLICACIÓN DE LA INVENCIÓN La laminación de tejidos en frio objeto de la invención implica un cambio en el proceso de adhesión conocido hasta el momento con el que se consigue; Un ahorro sustancial de energía, y mayor respeto con el medioambiente. Al no requerirse calentar los tejidos, el consumo energético se reduce. Además el dispositivo inventado cuenta con un solo motor de tracción con el consiguiente ahorro de energía. Menor riesgo en planta de producción y mayor seguridad laboral, evitando la manipulación de maquinaria o producto a elevadas temperaturas. Un menor coste de mantenimiento al simplificarse las estructuras y reducirse en número de piezas del dispositivo. Por otro lado, al no sobrecalentarse los tejidos involucrados en el proceso, pueden utilizarse tejidos más sensibles a la temperatura lo cual aumenta las alternativas de fabricación, siendo de especial mención la posibilidad de laminar tejidos de los que al menos uno ya está espumado. Por otro lado se obtiene una temperatura de trabajo constante con distribuciones de calor homogéneas que mejoran la distribución del adhesivo ya que este ya no depende del calor para su distribución. Además, permite la unión de distintas capas de distintos materiales, por lo que las posibilidades se multiplican. A diferencia del sistema de laminado en "caliente" en la invención que se propone los tejidos se unen en frío. Para ello lo que se calienta es el adhesivo, sin necesidad de una sobre alimentación del mismo, que conlleva un ingente gastos energético. En la invención propuesta se persigue llevar a su viscosidad ideal una mímina cantidad de adhesivo, entre 15 y 25 kg, a diferencia de otros sistemas en donde resulta necesario un segundo deposito abierto que debe mantener el adhesivo fluido de forma continua, lo cual limita el ancho de tela a máximos de 150 cm y, aún así, la cantidad esta alrededor de los 50 kg de adhesivos, que han de ser llevados a temperaturas de trabajo. Por el contrario, en la invención propuesta el adhesivo se introduce en un calentador en donde se eleva su temperatura hasta que alcanza un estado de viscoso, lo que, dependiendo del adhesivo a utilizar, ocurre entre los 105° y los 180°. En una ejecución preferente este adhesivo se pulverizará después sobre el tejido, si bien caben otras formas de aplicación del mismo tales como la aplicación en cordón. En los laminados en "caliente" se forma una lámina compacta de mayor o menor espesor pero compacta, que al calentar ambos tejidos se funde uniendo los tejidos o bien se hace deslizar uno de los tejidos sobre un depósito abierto que deposita en el tejido una gran antidad de adhesivo cuyo excedente se elimina mediante una rasqueta. En ambos casos el procedimiento impide el paso de líquidos o gases a través del tejido resultante, lo cual puede ser de interés. En el proceso propuesto, la micro pulverización o bien la aplicación en cordón son capaces de mantener unidos los tejidos pero permiten el paso de líquidos y gases. El procedimiento objeto de la invención se produce en continuo, por lo que la mención ordinal de las etapas no implica necesariamente un orden cronológico ya que varias de ellas pueden darse de manera simultánea. Las principales etapas del procedimiento son las siguientes: - Una primera etapa de calentado de un adhesivo termofusible, conocidos en el sector como hot melt. Estos adhesivos son sólidos a temperatura ambiente, funden a determinada temperatura y vuelven a solidificarse o polimerizar al bajar de su punto de fusión. Una vez el adhesivo adquiere viscosidad, se mantiene a la temperatura adecuada hasta su paso a un dosificador, como puede ser un pulverizador o dispensador, para su aplicación uniforme sobre uno de los tejidos, al que llamaremos tejido 1. - Una segunda etapa de desbobinado y tensado de un tejido 1. Este tejido 1 proviene de una bobina inicial y su tensión se regula mediante un primer regulador de tensión. El desbobinado se lleva a cabo por el arrastre del propio tejido que es movido por un cilindro de tracción dispuesto aguas abajo del dispositivo, si bien en una ejecución preferente el desbobinado se realiza con la ayuda de un motor vinculado a la bobina que la gira a intervalos. - Una tercera etapa en la que el adhesivo viscoso, se dispensa sobre el tejido 1 ya tensado. El adhesivo se dosifica de manera uniforme, ya sea por pulverización, depósito, dispensa o cualquier otro medio. El dosificador de adhesivo se coordina con la velocidad de avance de la tela para depositar la cantidad adecuada de adhesivo por unidad de superficie del tejido 1. - Una cuarta etapa en la que el tejido 2 de una bobina 2 es desbobinado y tensado por la acción de un segundo regulador de tensión que, preferiblemente, comprende un compensador neumático adecuado para asumir las variaciones de tensión del desbobinado para que la tensión en el tejido 2 sea constante. - Una quinta etapa en la que el tejido 1 ya tensado y con el adhesivo depositado, se une al tejido 2. La unión de ambos tejidos ha de realizarse preferentemente en el punto en que el tejido 1 entra en contacto con el rodillo de adhesión. - Una sexta etapa en la que una vez unidos el tejido 1 y el tejido 2, el tejido compuesto ormado el tejido 1 y el tejido 2, pasa por un rodillo de adhesión a temperatura ambiente para el completo secado y polimerización del adhesivo. - Una séptima etapa que se produce a la salida de rodillo de adhesión en la que el tejido compuesto pasa por un rodillo de tracción que es el que aporta movimiento a todo el proceso y tras ello es bobinado sobre una bobina final con la intervención de una plegadora. Para una laminación correcta la tensión de ambos tejidos debe estar controlada. Para ello tanto el tejido 1 como el tejido 2 se someten, previamente a su unión, a una regulación de tensiones para lo cual se hace pasar al tejido 1 por un primer regulador de tensión y al tejido 2 por un segundo regulador de tensión. La tensión del tejido 1 y la del tejido 2 pueden no ser iguales en las fases previas a su unión pero cuando el tejido 1 y el tejido 2 se unen, tras ser dosificado el adhesivo sobre el tejido 1, el tejido 1 asume la tensión del tejido 2. Para una correcta aplicación del proceso, la tensión adecuada para el tejido 1 debe ser como mínimo de 400 gramos de presión por metro lineal y como máximo el límite de deformación del tejido. Los reguladores de tensión comprenden los siguientes elementos; El primer regulador de tensión comprende un juego de tres cilindros de los cuales al menos uno está frenado y su superficie presenta una velocidad de rotación menor que la velocidad de avance del tejido 1 de tal forma que el tejido 1 no rota sobre el cilindro frenado sino que se desliza sobre su superficie generando fricción, ralentiza el tejido y se genere la tensión deseada. El cilindro puede comprender una superficie adecuada para aumentar la fricción como podría ser una superficie rugosa o de determinados materiales como silicona, caucho o goma o cualquier otro material que aumente la fricción entre la tela 1 y el rodillo. Este primer regulador de tensión puede venir ayudado por un freno en la bobina 1 que compense y asuma una posible puntual falta de tensión en el desbobinado o que ralentice su movimiento reteniendo el tejido y generando tensión. El segundo regulador de tensión, por el que se hace pasar el tejido 2, además de dos cilindros comprende un compensador neumático adecuado para asumir y corregir una posible puntual falta de tensión en el desbobinado. El tejido 2 pasa por este segundo regulador de tensión antes de unirse al tejido 1. Una vez el tejido 1 ha pasado por el primer regulador de tensión, recibe el adhesivo del dosificador. En una ejecución preferente el adhesivo viscoso es pulverizado o micropulverizado sobre el tejido 1 a través de una o más boquillas de pulverización. La gota de pulverización presenta, de manera preferente, un diámetro de entre 0, 1 y 2 milímetros. En otra posible ejecución el adhesivo se dispensa en cordón sobre el tejido 1. En cualquiera de las opciones el adhesivo se distribuye uniformemente por la superficie del tejido 1 dejando poros o zonas sin cubrir de tal forma que el tejido compuesto resultante sea permeable a gases y líquidos sin que el adhesivo forme una barrera impermeable. Una vez distribuido el adhesivo sobre el tejido 1, se le une el tejido quedando el adhesivo entre ambos. El tejido 2 también lleva una determinada tensión si bien es menor a la tensión del tejido 1. En una ejecución preferente el tejido 2, antes de unirse al tejido 1, presenta una tensión entre un 5% y un 30% inferior a la del tejido 1. Esta diferencia de tensiones evita que se formen irregularidades. Al unirse ambos tejidos, el tejido 1 asume la tensión y velocidad del tejido 2. La unión se produce en el punto en que la tangente generada por el tejido 1 respecto del rodillo de adhesión concurre con el rodillo de adhesión, es decir, en el momento en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión. El tejido 2 puede haber contactado con el rodillo de adhesión en un momento anterior o concurrir en ese mismo momento. Para la unión de ambos tejidos, se hace pasar al conjunto resultante por un cilindro de adhesión que permite mantener la tensión de los tejidos involucrados mientras el adhesivo polimeriza a temperatura ambiente o en frio dando como resultado un tejido compuesto formado por el tejido 1 y tejido 2 que se comportan como un único tejido. El cilindro de adhesión presenta un diámetro mayor de 75 cm y al menos un 50% de su superficie presenta perforaciones, permitiendo que el aire atrapado entre los tejidos y el cilindro tenga una salida natural a través del cilindro, evitando la formación de bolsas y, al mismo tiempo esa superficie perforada facilita que los tejidos transpiren colaborando a la polimerización del adhesivo. Aguas abajo del rodillo de adhesión se dispone un rodillo de tracción. Este rodillo de tracción arrastra los tejidos y mueve todo el conjunto, siendo los tejidos en sí mismos la correa de transmisión del movimiento a todas las etapas del proceso, con la excepción de, en alguna ejecución posible, la ayuda del motor auxiliar vinculado a la bobina del tejido 1 ya comentada o la plegadora. Tras el paso por este rodillo de tracción el tejido compuesto resultante se bobina con ayuda de una plegadora convencional. En una ejecución posible, entre el rodillo de adhesión y el de tracción, puede haber un juego de cilindros que invierta la disposición del tejido para su plegado y bobinado por una u otra cara. Todo el proceso puede llevarse a cabo a temperatura regulada preferiblemente entre 20° y 25°, teniendo en cuenta las especificaciones de cada adhesivo. De las diferentes pruebas realizadas con diferentes adhesivos, los mejores resultados han sido obtenidos con adhesivos reactivos de poliuretano (PUR) , adhesivos de poliestileno (POR) y adhesivo de copolímero de etileno-acetato (EVA) . . El dispositivo que permite ejecutar este procedimiento comprende: Un primer circuito que comprende: - Una bobina 1 en donde se encuentra el tejido 1. - Un primer regulador de tensión con tres rodillos de los que al menos uno presenta una velocidad de rotación en su superficie inferior a la velocidad de avance del tejido 1 provocando que el tejido 1 no rote sobre ese rodillo sino que se deslice y friccione sobre el mismo, generando la tensión adecuada. - De manera opcional la bobina 1 puede incorporar un freno que coopera con el primer regulador de tensión. Un segundo circuito que comprende: - Una bobina 2 con el tejido 2. - Un segundo regulador de tensión que comprende dos cilindros y un compensador neumático. Un gestor del adhesivo que comprende: - Un calentador. - Un dosificador. Un circuito de unión que comprende: - Una zona de unión de los tejidos 1 y 2 - Un rodillo de adhesión. - Un rodillo de tracción Una zona de plegado y bobinado que comprende: - Una plegadora - Una bobina final BREVE DESCRIPCIÓN DE LOS DIBUJOS Para complementar la descripción que se está realizando y con objeto de ayudar a una ejor comprensión de las características de la invención, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente: Figura 1.- Muestra una vista general del dispositivo de la invención, vista de perfil, en donde se aprecian; Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) - Un primer regulador de tensión (3) que comprende una serie de cilindros (4) , (5) y (6) de los que al menos uno de ellos está frenado por lo que no rota o rota a una velocidad menor que la velocidad de avance del tejido 1 (2) de tal forma que éste tejido 1 fricciona contra la superficie del cilindro frenado. - Un freno (7) en la bobina (1) inicial. Un gestor de adhesivo que comprende: - Un aplicador del adhesivo (9) . - Un calentador de adhesivo (8) Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) así como un compensador neumático (15) Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) que conducen el tejido 1 y 2 hacia su punto de unión. - Un rodillo de adhesión (18) - Un rodillo tractor (20) - Una serie de rodillos de transporte (19) , (21) , (22) y (23) - Una bobina de plegado (24) DESCRIPCIÓN DE UN MODO DE LLEVAR A CABO LA INVENCIÓN Se describe a continuación una forma de realización de la invención que es meramente explicativa y no limitativa. La invención tiene como objeto un procedimiento para la laminación de tejidos en frío, es decir, la unión de dos o más tejidos a temperatura ambiente. Para ello se aplica el adhesivo en caliente distribuyéndolo de manera uniforme sobre el tejido 1 (2) , se le une el tejido 2 (11) y se hace pasar el conjunto por un rodillo de adhesión (18) en donde el adhesivo se enfría y polimeriza para, finalmente, doblarse y bobinarse el tejido compuesto resultante formado por el tejido 1 (2) y el tejido 2 (11) . El procedimiento comprende las siguientes etapas, que no son cronológicas sino que puede darse alguna de ellas de manera simultánea. - Una primera etapa de calentamiento del adhesivo. En esta etapa el adhesivo, en este caso PUR, se calienta en un calentador (8) hasta una temperatura (entre 105° y 180°) en que el adhesivo presente una viscosidad de entre 6000 y 10000 Poises. Una vez alcanzada dicha temperatura se mantiene en el calentador, de manera hermética, es decir sin contacto con el aire, a la espera de ser aplicado sobre el tejido 1 (2) . - Una segunda etapa de desbobinado y tensado de un tejido 1 (2) . El tejido 1 (2) proviene de una bobina inicial (1) y se tensa a 500 gramos de presión por metro lineal. Su tensión se regula mediante un primer regulador de tensión (3) . El desbobinado se lleva a cabo por el arrastre del propio tejido 1 (2) que es movido por un cilindro de tracción (20) dispuesto aguas abajo en el dispositivo si bien colabora también un motor vinculado a la bobina inicial (1) que la gira a intervalos o pasos. - Una tercera etapa en la que el adhesivo caliente viscoso, se aplica por pulverización sobre el tejido 1 (2) ya tensado. La pulverización se hace de manera uniforme sobre toda la superficie del tejido 1 (2) . Para la pulverización se utiliza una o más boquillas adecuadas para que la gota de pulverización presente un diámetro de 0, 2 milímetros. El aplicador del adhesivo (9) en este caso un pulverizador, se coordina con la velocidad del tejido 1 (2) para que la distribución sea uniforme y la cantidad de adhesivo por área (cm2) de tejido sea la adecuada. La cantidad de adhesivo por metro cuadrado varía en función del tipo de tejido y de su grosor, y debe ser suficiente para conseguir un anclaje inicial de entre 7 y 10 N/mm2 y un anclaje final de entre 15 y 30 N/mm2 - Una cuarta etapa en la que el tejido 2 (11) de una bobina 2 (10) es desbobinado y tensado por la acción de un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) un compensador neumático (15) adecuado para asumir las variaciones de tensión del desbobinado para que la tensión en el tejido 2 (11) sea constante. La tensión del tejido 2 (11) tras su paso por el segundo regulador de ensión (12) es un 10% inferior a la tensión del tejido 1 (2) . - Una quinta etapa en la que el tejido 1 (2) ya tensado y con el adhesivo aplicado se une al tejido 2 (11) . La unión se produce en el momento en que el tejido 1 va a comenzar su rotación sobre el rodillo de adhesión, es decir, en el punto en que la tangente generada por el tejido 1 respecto del rodillo de adhesión, concurre con dicho rodillo. El tejido 2 puede haber contactado con el rodillo en un momento anterior o concurrir en ese mismo momento. - Una sexta etapa de secado, transpiración y polimerización. En esta etapa el tejido compuesto formado por el tejido 1 (2) y el tejido 2 (11) se hace pasar por un rodillo de adhesión (18) a temperatura ambiente para que transpire, se seque y polimerice el adhesivo. El rodillo de adhesión presenta el 50% su superficie con perforaciones, por lo que durante su paso por el rodillo de adhesión (18) perforado, el tejido compuesto transpira y elimina las posibles bolsas de aire que puedan haberse formado, mejorando de ese modo la unión de los tejidos involucrados. El tejido compuesto transmite movimiento al rodillo de adhesión (18) . El tejido compuesto, y antes los tejidos 1 y 2 se mueven por la tracción de un rodillo tractor (20) dispuesto aguas abajo del rodillo de adhesión (18) . - Una séptima etapa de bobinado. Tras la salida del tejido compuesto del rodillo de adhesión y tras su paso por un rodillo de tracción (20) , el tejido compuesto es bobinado sobre una bobina final con la intervención de una plegadora. Este proceso requiere de un dispositivo que comprende los siguientes elementos. Un primer circuito que comprende - Una bobina 1 (1) inicial del tejido 1 (2) en donde se encuentra bobinado el tejido 1 (2) . Esta bobina lleva asociado un motor que la rota a intervalos o pasos, favoreciendo de ese modo el desbobinado. - Un primer regulador de tensión (3) interpuesto en el recorrido del tejido 1 (2) y al que ese tejido 1 (2) le transmite movimiento. Este primer regulador de tensiones (2) comprende tres cilindros (4) , (5) y (6) dispuestos unos de otros a una distancia de entre 5cm y 25cm. El cilindro mayor (5) tiene una velocidad superficial de rotación menor que la velocidad de avance del tejido 1 (2) . De esa forma el cilindro mayor (5) fricciona con el tejido 1 (2) , lo ralentiza y provoca su tensado. Para aumentar la fricción, los cilindros (4) , (5) y (6) presentan una superficie de silicona. - Colaborando con el primer regulador de tensiones (3) , la bobina 1 (1) comprende un reno asociado que retiene el desbobinado. Un gestor de adhesivo que comprende: - Un calentador de adhesivo (8) adecuado para calentar el adhesivo hasta los 105° y mantenerlo a esa temperatura, en estado viscoso, sin contacto con el aire, hasta el momento de su pulverización. - Un aplicador del adhesivo (9) que comprende una o más boquillas adecuadas para pulverizar el adhesivo viscoso con una diámetro de gota de 0, 2 milímetros y cubrir de manera uniforme toda la superficie del tejido 1 (2) . La cantidad de adhesivo por centímetro cuadrado de tejido 1 (2) variará en función del tipo de tejido y de su grosor. El aplicador de adhesivo y la velocidad de avance de la tela deben estar coordinadas para controlar la cantidad de adhesivo por centímetro cuadrado de tejido 1. Un segundo circuito que comprende: - Una bobina 2 (10) del tejido 2 (11) - Un segundo regulador de tensión (12) que comprende dos rodillos (13) y (14) dispuestos uno de otro a una distancia de entre 2 metros y 10 metros así como un compensador neumático (15) que asumirá las variaciones de tensión del tejido 2 (11) . Un circuito de adhesión que comprende: - Unos cilindros (16) y (17) que conducen el tejido 1 y el 2 hacia su punto de unión. - Un rodillo de adhesión (18) de 1 metro de diámetro y en el que al menos el 50% de su superficie se encuentra perforada. - Un cilindro de transporte (19) . - Un rodillo tractor (20) que genera la tracción suficiente para mover todo el dispositivo. Este rodillo tractor tira del tejido compuesto y provoca el movimiento de todo el dispositivo, siendo los tejidos involucrados la correa transmisora del movimiento del dispositivo. El rodillo tractor (20) dispuesto aguas abajo del rodillo de adhesión, permite mantener la tensión constante en los tejidos involucrados. - Una bobina de plegado (24) que se coordina con una plegadora convencional. - Los rodillos (21) , (22) y (23) posicionan el tejido compuesto para evitar arrugas en el bobinado. Esta invención es susceptible de aplicación tanto para tejidos finales como para intermedios, un ejemplo claro es la laminación final de alfombras estampadas, en este caso se parte de un tejido compuesto por otros dos y al que se le adhiere el "backing" o reverso con este istema que es el objeto de la invención. Son ejemplos de otras ejecuciones los siguientes: Ejemplol: - Unión de tela de género de punto microfibra de poliéster con soporte de algodón de 200 gr/m2 por cada tejido. - Para la unión el género de punto microfibra de poliéster presenta una tensión de 400 gr/ml de tensión y el soporte de algodón 370 gr/ml de tensión. - El adhesivo a utilizar es PUR y se pulverizan entre 10 y 12 gr m2 sobre el género de punto microfibra de poliéster. Ejemplo 2: - Unión de polipropileno 650 gr/m2 y yute de 600 gr/m2 con tratamiento antideslizante de 150 gr/m2. - Para la unión el polipropileno presenta una tensión de 600 gr/ml y el yute 550 gr/ml. - El adhesivo a utilizar el PUR y se pulveriza entre 57-60 gr/m2
Publicaciones:
ES2958036 (31/01/2024) - A1 Solicitud de patente con informe sobre el estado de la técnica
Eventos:
En fecha 30/06/2022 se realizó Registro Instancia de Solicitud
En fecha 30/06/2022 se realizó Admisión a Trámite
En fecha 30/06/2022 se realizó 1001P_Comunicación Admisión a Trámite
En fecha 14/07/2022 se realizó Superado examen de oficio
En fecha 16/11/2022 se realizó Realizado IET
En fecha 21/11/2022 se realizó 1109P_Comunicación Traslado del IET
En fecha 31/01/2024 se realizó Publicación Solicitud
En fecha 31/01/2024 se realizó Publicación Folleto Solicitud con IET (A1)
En fecha 18/04/2024 se realizó 5215P_Observaciones del solicitante al IET, Opinión Escrita y/o alegaciones a observaciones de terceros
En fecha 18/04/2024 se realizó PETEX_Petición de examen sustantivo
Pagos:
30/06/2022 - Pago Tasas IET
Fuente de la información
Parte de la información aquí publicada es pública puesto que ha sido obtenida de la Oficina de Propiedad Industrial de los diferentes países el 09/05/2024 y por lo tanto puede ser que la información no esté actualizada.Parte de la información aquí mostrada ha sido calculada por nuestro sistema informático y puede no ser veraz.
Privacidad
Si considera que al información aquí publicada afecta a su privacidad y desea que eliminemos la información aquí publicada envíe un email a info@patentes-y-marcas.com o rellene el formulario que encontrará aquí.Información sobre el registro de patente nacional por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588
El registro de patente nacional por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588 fue solicitada el 30/06/2022. Se trata de un registro en España por lo que este registro no ofrece protección en el resto de países. El registro PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588 fue solicitada por ELVIRA VALLS ESTEVE mediante los servicios del agente Santiago Soler Lerma. El registro [modality] por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588 está clasificado como B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54 según la clasificación internacional de patentes.
Otras invenciones solicitadas en la clasificación internacional de patentes B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54.
Es posible conocer invenciones similares al campo de la técnica se refiere. El registro de patente nacional por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588 está clasificado con la clasificación B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54 por lo que si se desea conocer más registros con la clasificación B32B 19/06,D06N 7/00,A47G 27/02,B29C 65/54 clicar aquí.Otras invenciones solicitadas a través del representante SANTIAGO SOLER LERMA
Es posible conocer todas las invenciones solicitadas a través del agente SANTIAGO SOLER LERMA entre las que se encuentra el registro patente nacional por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Si se desean conocer más invenciones solicitadas a través del agente SANTIAGO SOLER LERMA clicar aquí.Patentes en España
Es posible conocer todas las invenciones publicadas en España entre las que se encuentra el registro patente nacional por PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO. Nuestro portal www.patentes-y-marcas.com ofrece acceso a las publicaciones de patentes en España. Conocer las patentes registradas en un país es importante para saber las posibilidades de fabricar, vender o explotar una invención en España.Patentes registradas en la clase B
Es posible conocer todas las patentes registradas en la clase B (TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTE ) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32
Es posible conocer todas las patentes registradas en la clase B32 (PRODUCTOS ESTRATIFICADOS) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B32B
Es posible conocer todas las patentes registradas en la clase B32B (PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase D
Es posible conocer todas las patentes registradas en la clase D (TEXTILES O MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase D06
Es posible conocer todas las patentes registradas en la clase D06 (TRATAMIENTO DE TEXTILES O SIMILARES; LAVANDERIA; MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase D06N
Es posible conocer todas las patentes registradas en la clase D06N (MATERIALES DE REVESTIMIENTO PARA MUROS, SUELOS O SIMILARES, p. ej. LINOLEUM, TELA ENCERADA, CUERO AR) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase A
Es posible conocer todas las patentes registradas en la clase A (NECESIDADES CORRIENTES DE LA VIDA) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase A47
Es posible conocer todas las patentes registradas en la clase A47 (MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIR) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase A47G
Es posible conocer todas las patentes registradas en la clase A47G (UTENSILIOS DE USO DOMESTICO O DE MESA) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29
Es posible conocer todas las patentes registradas en la clase B29 (TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.Patentes registradas en la clase B29C
Es posible conocer todas las patentes registradas en la clase B29C (CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVIS) entre las que se encuentra la patente PROCEDIMIENTO Y DISPOSITIVO PARA EL LAMINADO DE TEJIDOS EN FRIO con el número P202230588. Conocer las patentes registradas en una clase es importante para saber las posibilidades de registrar una patente en esa misma clase.
¿Tienes alguna duda?
Escribe tu consulta y te responderemos rápida y gratuitamente.

Otras patentes similares
Material para pavimento absorbente de ruidos y procedimiento de fabricación
 P202230585
P202230585
 P202230591
P202230591 P202230595
P202230595Profesionales Recomendados
Barcelona
933182440
España
933182440
España

Barcelona
+34 93 362 16 97
España
+34 93 362 16 97
España

Barcelona
932 593 600
España
932 593 600
España







